
Abstract
Destructive methods, viz. tensile test, bending test, water absorption test, chemical absorption test, and biodegradable test of woven sheep fiber reinforced with 40% and 50% epoxy composites, were studied at different operating conditions. The present investigation is focused on the physical and chemical characterization of the sheep wool fiber-reinforced polymer-matrix composites. Result shows that tensile and bending tests of woven sheep fiber composite of composition (50–50) have high strength and maximum bending compared to woven sheep fiber composite of composition (60–40). The (50–50) composition is having more moisture absorption than (60–40) composition, whereas (60–40) composition has more chemical absorption than (50–50) composition. Biodegradable test shows that compositions (50–50) and (60–40) after few days gain almost the same amount of weight. Destructed surfaces were examined using scanning electron microscope.
Introduction
Due to increase in demand of products made from natural fibers, natural resources have profited considerably as an alternative to unnatural materials, especially in automotive, structural engineering, and packaging industries. Owing to this, the utilization of natural fibers for the reinforcement of the composites has received increasing observation. Animal fibers generally comprise proteins such as wool, silk, human hair, and feathers. Mechanical properties of natural fiber-reinforced composite depend on many parameters, such as fiber strength, modulus, fiber length, their orientation, and the fiber-matrix interfacial bond strength. A strong fiber-matrix interface bond is critical for high-mechanical properties of composites. A good interfacial bond is required for effective stress transferring from the matrix to the fiber, whereby maximum utilization of the fiber strength in the composite is achieved. Modification to the fiber also improves resistance to moisture-induced degradation of the interface and the composite properties. In addition, factors like processing conditions/techniques have significant influence on the mechanical properties of fiber-reinforced composites. Mechanical properties of natural fibers like coir [1], hemp, jute [2], and sisal [3] are very good and may compete with glass fiber in specific strength and modulus. Incorporation of low-density matrix systems (epoxy resin, unsaturated polyesters) to the deep-seated fibers provides high strength and stiffness (glass fibers, carbon fibers) [1]. Wool is a textile fiber, which is soft, durable, and safe. Wool can withstand a lot of wear and tear. Wool has a characteristic, such as resist wrinkles, retain shape, and resist flames. Objective of the present work is to develop a new class of woven sheep fiber-based polymer composites. To study the effect of fiber loading on mechanical behavior of chopped woven sheep fiber-reinforced epoxy-based composites, evaluation of mechanical properties and chemical properties is carried out viz. tensile strength, bending strength, water absorption test, chemical absorption test, and biodegradable test. And their surface characterization is described using scanning electron microscope (SEM).
Mechanical properties of wool fiber
Non sticky characteristic of wool fiber shows excellent elongation and elastic recovery. Wool fabric is durable with moderate resistance. These fibers are more hygroscopic than any other fiber. They have excellent resiliency. Wool generally retains its shape fairly well during normal use. Wool fiber is very sensitive to some alkalis due to keratin, which breaks down its disulphide linkages and weakens the fiber properties [4]. Generally, wool fibers are fairly resistant to bacteria. Keratin whiskers can effectively improve the mechanical properties of keratin films. Incorporation of 3% keratin with sheep wool fiber considerably increases the mechanical properties of composites [5]. At the burning, wool fiber burns slowly with a slight sputtering when a flame is presented. The residue from burning is brittle, black bead that crushes when squeezed. Generally, wool fiber consists of properties like good resilience, medium density, lower electrical conductivity and poor dimensional stability, moderate abrasion resistance, and good thermal conductivity. Wool and silk both are natural fibers. Silk is one of the strongest natural fibers but loses up to 20% of its strength when wet. Moisture absorption of wool fiber is less as compared to silk fibers [3].
Methodology
Materials and composite manufacture
Composition of sheep wool fiber-polymer matrix composites.

Physical characterization
Tensile and bending tests of woven sheep fiber-reinforced polymer composite show maximum tension and bending, and SEM was used to analyze the fracture behavior of these composites.
Tensile testing
The most common type of test used to measure the mechanical properties of a material is the tension test. According to ASTM D3039 square, specimen of 180 mm length, 50 mm side, and thickness 10 mm as that of prepared plate is considered for the test. The specimen was loaded in the universal testing machine until the failure of the specimen occurs as shown in Figure 1. Ultimate tensile strength of the composites was measured. The fractured surfaces of the composites were also identified under SEM.
Fracture under tensile loading.
Bending test
The three-point bending flexural test provides values for the modulus of elasticity in bending, bending stress, bending strain, and the bending stress–strain response of the material. According to ASTM D 790, the composite specimens were prepared for bending test. Each test specimen of 25 mm width, length 150 mm, and thickness 10 mm was prepared as shown in Figure 2. The span (center-to-center distance between roller supports) for each specimen is 100 mm. The specimen is loaded at the center of the span through a loading cell. The test is carried until the specimen completely fails as shown in Figure 3. The fractured surfaces of the composites were also identified under SEM.
Line diagram of three-point bending test arrangement. Fracture under bending.

Chemical characterization
Chemical characterizations of treated as well as untreated polymer composites were carried out. The effects of different chemical treatments on various fibers that are used as reinforcements for thermo set and thermoplastics are studied by various researchers [7]. The major difficulties of using natural fibers are their high degree of moisture absorption and poor dimensional stability.
Chemical absorption test
The experimental work was carried out to study the chemical resistance of the untreated composites and treated composites. The effect of some acids and solvents, that is saline, HCl, HNO3, and H2SO4, was used to study the moisture absorbance of the composites. In each case, the samples were pre-weighted in a high-precision electronic balance and dipped in the respective chemical reagents for long duration of 7–10 days, and in every interval of 24 h, the composite was taken out immediately, washed in distilled water, and dried by pressing on both sides with a filter paper at room temperature. As per the ASTM D-5229 method, composites were carried out.
The percentage of weight gain and the percentage of increase in thickness values for the treated composites when immersed in chemicals are shown in Figure 4. This can be correlated with Figure 5. It was clearly evident that weight gain is observed for almost all the chemical reagents in both the specimens. In case of treated composites, less moisture absorbance was observed. HNO3 and H2SO4 are absorbed more in treated composites because scale destroys, after a NaOH treatment, which causes the absorption and de-absorption during the process. It was further observed that composites were also resistant to chemical and become saturated. Morphology of the destructed surfaces of the composites was identified under SEM.
Specimen used for chemical absorption test. Electron micrograph of a chemically absorbed (50–50) composition composite fiber, clearly indicating hydrophobic nature of fiber. Magnification 250×.

Miscellaneous test
Other tests like water absorption test and biodegradable test were carried out to find the strength of composites.
Water absorption test
Wool contains moisture in every fiber allowing it to resist flame without any additional chemical treatment. Most natural fibers absorb more moisture compared to synthetic fibers [7]. Water is predominantly absorbed at the fiber interface and matrix. The effect of this absorbed moisture is to degrade the properties such as tensile strength and other properties. Test was carried out as per ASTM D-5229 method. The specimens were prepared from a 10-mm thickness plate with a size of 50 mm wide and 75 mm long as shown in Figure 6. The specimens were immersed in water for a period of 7–10 days. The moisture content in the composite is measured by the weight gain of the material in regular intervals. The percentage moisture content is expressed as the ratio of increase in weight to the weight of dry specimen.
Line diagram of specimen prepared for moisture absorption test.
Biodegradable test
Biodegradation products are not toxic or environmentally harmful. According to IS standard, the specimen of 50-mm wide and 75-mm long was prepared as shown in Figure 7. Specimens were kept for a period of 1–2 months with pH maintained and observing the changes in the weight of the specimen. In this experiment, the specimen is kept for a period of 40 days.
Line diagram of specimen prepared for biodegradation test.
Results and discussion
Tensile properties
Studying the physical properties of a wool fiber-reinforced polymer-matrix composite is interesting to characterize the mechanical performance of the composites. Relationship between the obtained physical parameters and the composite morphology is useful to understand their structure–property relationship.
The tensile experiments were conducted on each woven sheep fiber (60–40) composite specimens. Result shows that the ultimate stress is around 26–28 MPa with 2.5–2.7% elongation at break. Figure 8 shows that the stress–strain diagram for the woven sheep fibers is identical, and the nature of fracture exhibits like a ductile. In contrast to this woven sheep fiber (50–50), the ultimate stress is around 36–38 MPa with 1.5–1.65% elongation at break. For the region approximate linearity on graph, the elongation at break of woven sheep fiber (50–50) is slightly less than the woven sheep fiber (60–40). Failure of strain that is observed for (50–50) composition is better than the composition (60–40). This is in agreement with the Shah et al. [8] that increase in the percentage of wool fiber with the polymers increases the tensile properties.
S–S curve comparison for both compositions of composites.
Wool fiber consists of fibrous protein called keratin. This consists of a high-modulus fiber and a lower modulus viscoelastic matrix. The matrix acts as a medium to transfer the applied load to the fiber, thus preventing crack propagation from local imperfections or points of rupture [9]. Figure 9 shows the load–deflection curves for tensile strength of woven sheep fiber composites. From Figure 9, it can be seen that the load-carrying capacity of woven sheep fiber composite of composition (50–50) is greater than the woven sheep fiber composite of composition (60–40). It means that the strength of woven sheep fiber composite of composition (50–50) is high compared to woven sheep fiber composite of composition (60–40). Finally, it can be concluded that the load-bearing capacity of composition (50–50) composite is more compared to the composition of (60–40). Similar observations have been reported for coconut fiber-reinforced epoxy composites by Tudu [10].
Load–deflection comparison for both composition of composites.
Bending test
Figure 10 shows the bending properties for different compositions. It is seen that (50–50) composition shows the maximum bending load compared to (60–40) composition because of the increase in the fiber content. This is in agreement with Tudu [10]. Figure 10 shows that the bending strength of the (50–50) composite is 1.5 times more than the (60–40) composite. This restraint may be due to the cleaning of sheep wool fiber with acetone, coated with resin during fabrication process, and good interfacial bonding between the fibers and the polymeric matrix. From Figure 10, it is observed that resistance to compression for 50–50 composition is less compared to 60–40 composition. This is because of the combined effect of fiber stiffness, fiber diameter, and fiber smoothness and good interfacial bonding between the fiber and matrix with increase in the percentage of epoxy.
Load–deflection comparison for both composition of composites.
Water absorption test
Figure 11 shows the moisture absorption of woven sheep fiber composite plates of (60–40) composition, for different operating conditions viz. normal water, bore water, distill water, and sea water. From Figure 11, it is observed that the percentage of moisture content increases with the increase in number of days. Later, the moisture absorption becomes almost constant after 4–5 days. This is an indication of saturation. Maximum moisture absorption is 6.01% for woven sheep fiber composite. It is clear that the fibers reinforced with epoxy have more affinity toward normal water, distill water, and bore water. The effect of this absorbed moisture is to degrade the properties such as tensile strength and bending strength. Wool has a greater capacity than any other fiber to store moisture vapor. Moisture absorption affects the physical properties of fiber. High-moisture absorption leads to weak interfacial bonding between fiber and matrix [11]. Moisture-absorbing characteristic of sea water varies from place to place. Since we have carried out in a room temperature, we can observe from Figure 11 that salinity of sea water is more compared to other types of water. This shows that moisture-absorbing capacity of sea water is less compared to normal water, bore water, and distill water.
Comparison of different water absorption for 60–40 composition.
Figure 12 shows the moisture absorption of woven sheep fiber composite plates of 50–50 composition for different operating conditions viz. normal water, bore water, distill water, and sea water. The percentage of moisture content increases with increase in number of days. Later, the moisture absorption becomes almost constant after 4–5 days. Maximum moisture absorption observed is 7.01% for woven sheep fiber composites. Compared to the composition of (60–40), the (50–50) composition is having more moisture absorption. This is contradiction to Fangueiro et al. [12]. The increase in the percentage of wool fiber in fabric is directly related to the decrease in water absorption. The moisture content in the composite is measured by the weight gain of the material in regular intervals. The percentage moisture content is expressed as the ratio of increase in weight to the weight of dry specimen. From Figure 12, we can observe that moisture absorbance is less for distill water, whereas in Figure 11, moisture absorbance is less for sea water. This is because of the influence of percentage of increase in the epoxy.
Comparison of different water absorption for 50–50 composition.
Chemical absorption test
Figure 13 shows the comparison of different chemical absorption for (60–40) composition. The effect of some acids and solvents, that is saline, HCl, HNO3, and H2SO4, was used to study the moisture absorbance of the composites. In each case, the samples were pre-weighted in a high-precision electronic balance and dipped in the respective chemical reagents for long duration of 5–6 days, and in every interval of 24 h, the composites were taken out immediately, washed in distilled water, and dried by pressing on both sides with a filter paper at room temperature.
Comparison of different chemical absorption for 60–40 composition.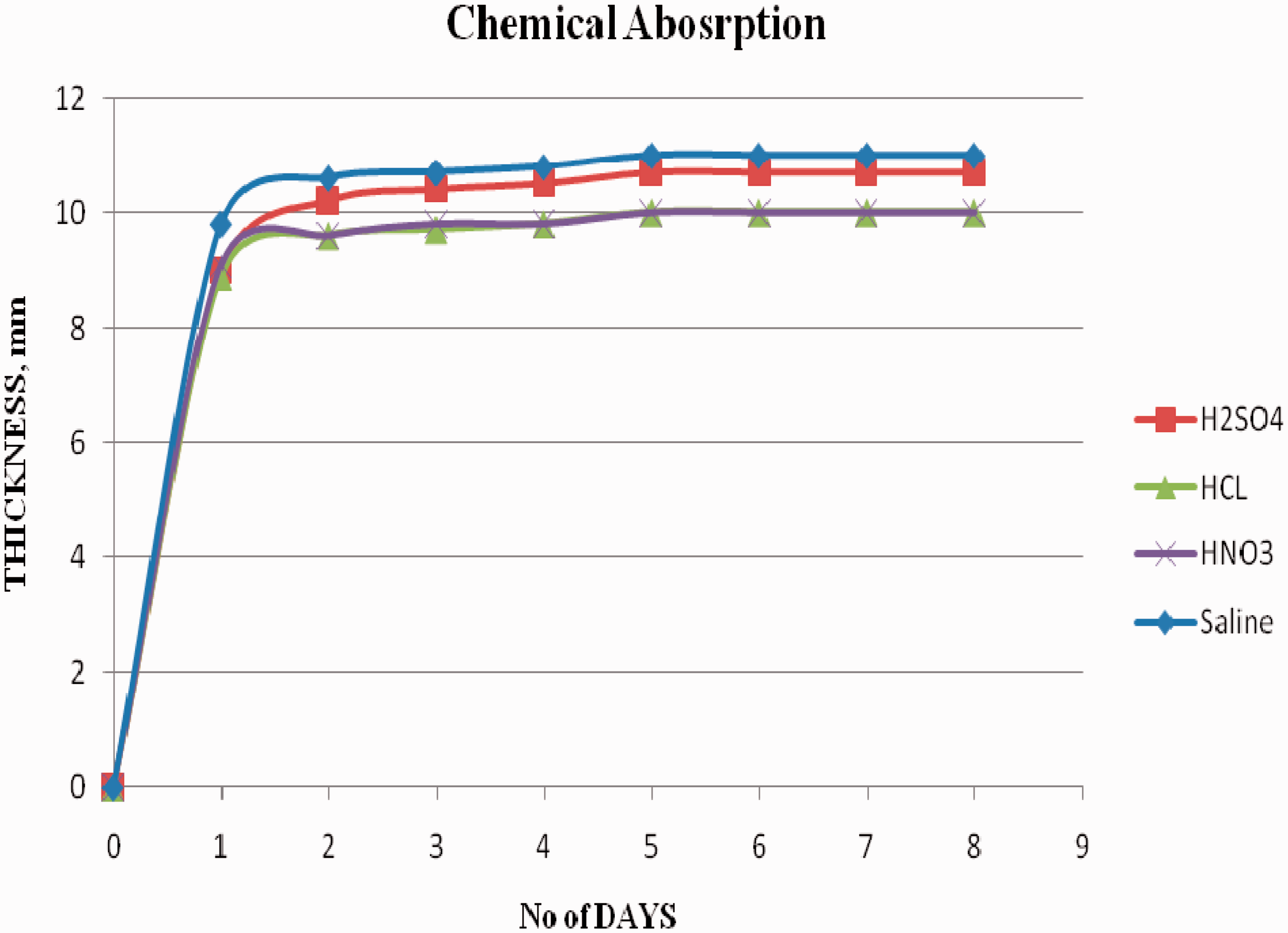
It is clear that weight gain is observed for almost all the chemical reagents in the specimen. But in woven sheep fiber composite of composition (60–40), the moisture absorbance is more when compared with that of woven sheep fiber composite of composition (50–50). From the graphs, it is also observed that saline and HCl have been absorbed more in case of woven sheep fiber composite of composition (60–40). Due to the treatment of fibers with NaOH, removes the scale from the surface, which may cause absorption and de-absorption during the process. It was further observed that the composites were also resistant to chemical and became saturated.
Surface modification plays a major role in many textile industries. The chemical structure of wool fiber consists of cuticle cell. The cross linking and hygroscopic nature of this cuticle cell act as a diffusion barrier, which influences the absorption properties [13]. Figure 14 shows the comparison of different chemical absorption for 50–50 composition. Saline is a solution of salt water. From Figures 13 and 14, we can observe that fiber treated with saline water has more chemical absorption than treated with any other solution. The shrinkage behavior of fiber for H2SO4 and HCl treatment shows almost the same. This is again because of the percentage of increase in epoxy. But this is not the same in Figure 13, which shows that the shrinkage resistance of HCl-treated fiber is less compared to H2SO4-treated fiber.
Comparison of different chemical absorption for 50–50 composition.
Biodegradable test
Figure 15 shows the comparison of biodegradable results for both the compositions. According to IS standard, the specimen of 50-mm wide and 75-mm long was kept in dung for a period of 2–3 months with pH maintained and observing the changes in the weight of the specimen. In this experiment, the specimen is kept for a period of 60 days. It has been observed that at the initial stages, the specimen shows an increase in weight for nearly 1 month and then starts losing weight, showing the biodegradability. It is a very slow process since the woven sheep fiber does not decompose at faster rate. The woven sheep fiber composite absorbs some amount of moisture present in the composite in the early stages, and there is an increase in their weight for some period of time. After this, there is a decrease in the weight because of reaction between the enzymes secreted by the organism and the fibers or additives, which make up the compound. Woven sheep fiber composites are biodegradable and lose its weight. The woven sheep fiber composites absorb some amount of moisture in the early stages, and biodegradation happens at slower rate. The test result of woven sheep fiber composite indicates that this would be a very promising material for packing other general structural applications with moderate duration.
Comparison biodegradable results for both compositions.
Destructed morphologies of sheep wool fiber-reinforced polymer composites
Figure 16 shows micrographs of the destructed surfaces of untreated (50–50) composition specimens. Destructed surfaces were examined by SEM. Scanning electron micrographs were taken for all the tests. From Figure 16, we can observe that the disintegration of the fibers shows weak interfacial adhesion between fiber and the matrix, due to inhomogeneous distribution of untreated fibers. This is in agreement with He et al. [14], but decrease in yield strength at high-fiber content. Whereas our study gives high-yield strength compared to (60–40) compositions, which is shown in Figure 16, because of increase in fiber content. Figure 17 shows the magnified view; at maximum stress, breakage of fibers can be seen very easily.
Electron micrograph of a severely mechanically destructed (50–50) composition composite fiber, indicating fragmentation of fiber. Magnifications 48×. Electron micrograph of a severely mechanically destructed (50–50) composition composite fiber, indicating fragmentation of fiber. Magnifications 100×.
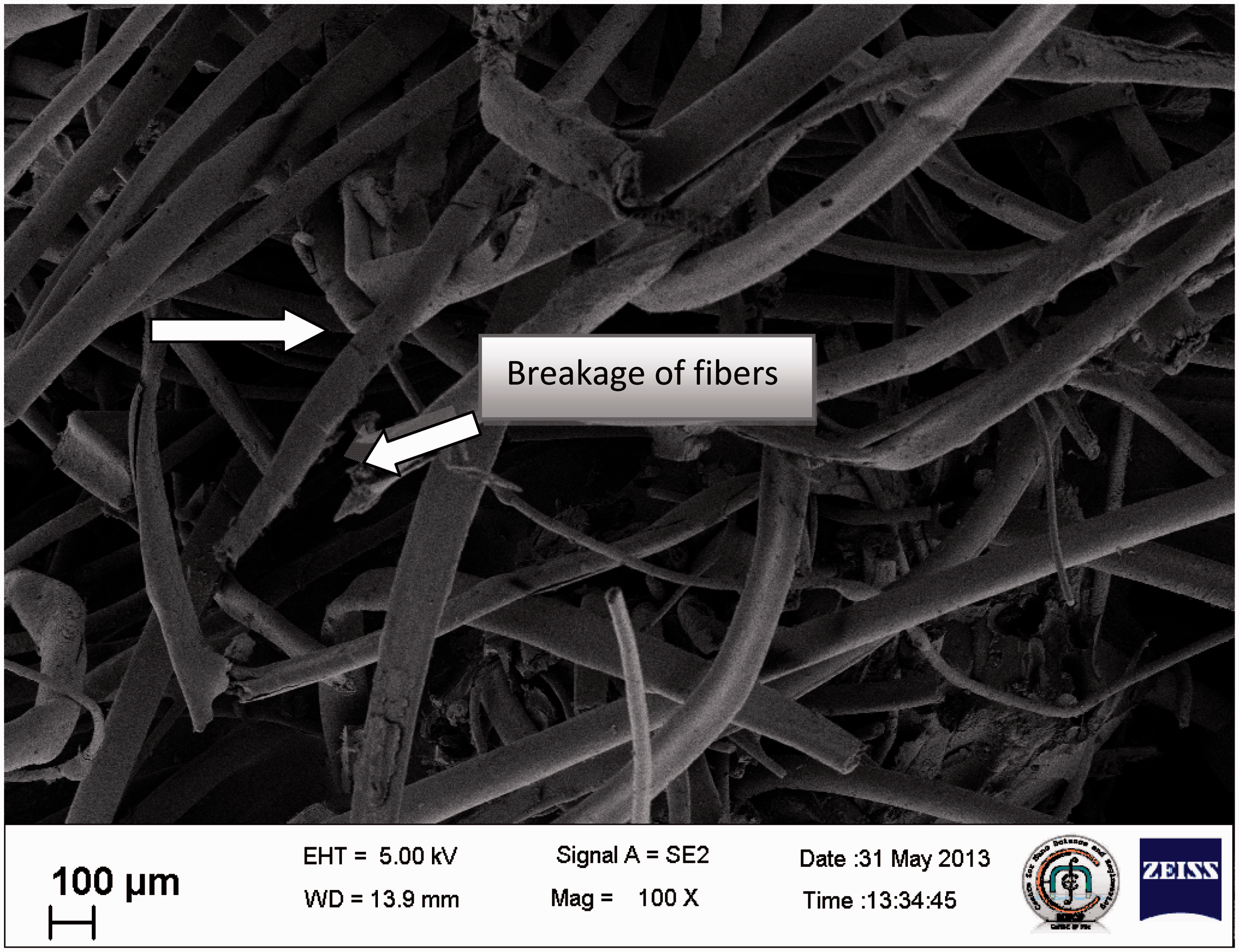
We have investigated wool fibers bending property on the basis of continuous fiber measurement. Usually, wool fibers are hard for a given fiber diameter, which is the main feature that contributes to their hardness. We can observe from Figure 17 that some fibers are deformed permanently and show breakage; on the other hand, fibers appear to be dendritic structure. Due to bending, fibers peeled off from the surface and unevenly distributed from the surface on which it was formed. This similarity fall with Xin et al. [9] reported that varying the load leads to change in particular geometry.
Figure 18 shows the electron micrograph of a severely mechanically destructed (50–50) composition composite. When the fiber subjected to maximum bending load, there is an increase in the curvature of fiber radius, causing peeling off fibers and some buckling takes place. Figure 19 shows the magnified image that shows fibril bundles. Bending stiffness of fibers will be increased as cuticle fibers stiffer [15].
Electron micrograph of a severely mechanically destructed (50–50) composition composite fiber, showing breakage of fiber. Magnifications 43×. Electron micrograph of a severely mechanically destructed (50–50) composition composite fiber, showing breakage of fiber. Magnifications 100×.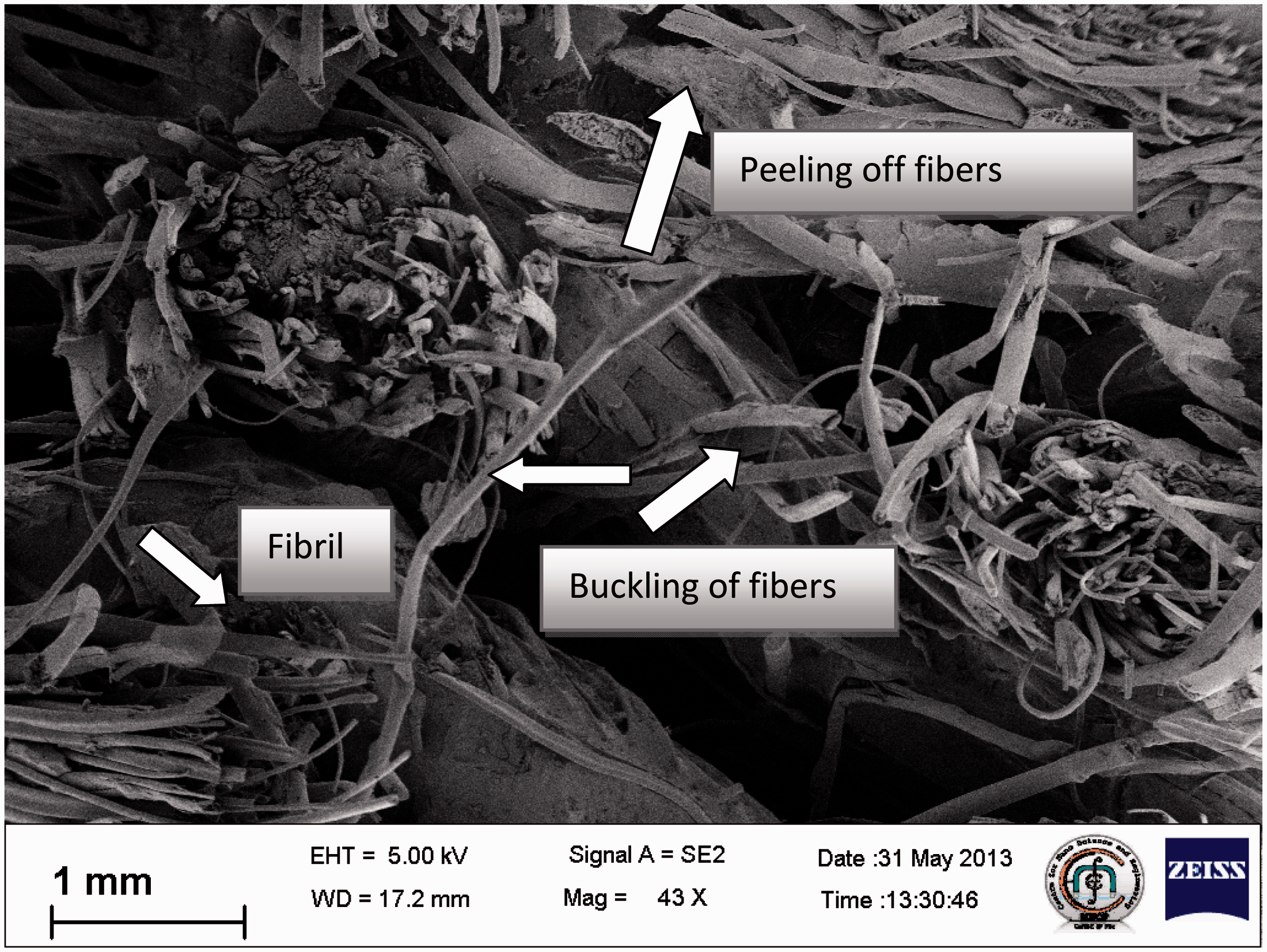

Figure 5 shows the chemically treated (50–50) composition composite fiber. Wool fiber generally consists of some amount of scales on its surface, which can be removed by physical/chemical treatment. Treated surface may result in improved wettability of fibers [16]. It is clearly observed from Figure 5 that fibers observed the chemicals and showed a bulge in nature. Fibers shows very clean and smooth surface because of treating with H2SO4 solution. This removes the presence of lignin, waxes and hemicelluloses, and other defects. Also, it prevents the wrinkle formation of fiber and shows more or less straight in nature [17]. Because of this chemical treatment, wool fiber shows the characteristics of shrink resistance. From Figure 20, one can observe chemical absorption and spongy nature of fibers. This chemical treatment leads to show chemical resistance of wool fibers [18].
Electron micrograph of a chemically absorbed (50–50) composition composite fiber, clearly indicating hydrophobic nature of fiber. Magnifications 500×.
Figure 21 show the SEM of water-absorbed (50–50) composition composite fiber. Fibers exert swelling forces during absorption of water. Moisture absorption usually depends upon temperature, relative humidity of environment, and thickness of fibers. Swelling that increases the diameter of the fibers leads to change in the dimension of the fibers. Increase in the amount of moisture reduces the strength of the fibers [11]. Wool fiber usually behaves hygroscopic nature. Hygral expansion can be given by the expression
Electron micrograph of a water-absorbed (50–50) composition composite fiber, clearly indicating hydrophilic nature of fiber. Magnifications 500×.

Figure 22 shows the magnified image of the composites, where we can observe the absorption of water causing spongy nature of fiber.
Electron micrograph of a water-absorbed (50–50) composition composite fiber, clearly indicating hydrophilic nature of fiber. Magnifications 1.2 K×.
Natural fibers are physically damaged by chemical means causes a bio-corrosion. Figure 23 shows the SEM of biodegraded (50–50) composition composite. The important factor, which causes the decay of composites, is environment in which it undergoes decay, humidity, pH, temperature, and properties of the material [19]. In our study, we have maintained room temperature, pH values, time period, and property of the material. Generally, bacteria are mainly responsible for bio degradation of wool fiber compared to fungi. Keeping the fiber almost for a month by maintaining a proper pH values, we observed that there is a considerable reduction in weight and strength of the composites [20]. Figure 24 shows the magnified image of the biodegraded composites. One can observe from the above Figure 24 the destruction of intercellular cells by micro organisms. This causes the structural changes as shown in Figure 24.
Electron micrograph of a biodegraded (50–50) composition composite fiber, showing biodegradable nature of fiber. Magnifications 500×. Electron micrograph of a biodegraded (50–50) composition composite fiber, showing biodegradable nature of fiber. Magnifications 1.00 K.

Conclusions
Work has been carried out for the effect of various parameters on physical and chemical properties of sheep wool fiber reinforced with polymer-matrix composites at different operating conditions.
The physical and chemical properties of the composite specimens can be related to their microstructures, and the result is summarised as follows:
Tensile property: The (50–50) composition composite specimens give ultimate stress around 36–38 MPa with 1.5%–1.65% of elongation, which is better than (60–40) composition composites. Also, fibers show good interfacial adhesion. Bending property: We have calculated the bending property on the basis of continuous fiber measurement. When the fiber subjected to maximum bending load, there is an increase in the curvature of fiber radius, causing peeling off fibers, and some buckling takes place. Water absorption property: Composite specimens were tested for water absorption by using various solutions viz. distill water and sea water. And observed that percentage of absorption increases with increase in time period, but after few days, moisture absorption becomes saturated and shows swelling of fibers. Chemical absorption property: Chemically treated wool fibers provide a characteristics of shrink resistance, smooth surface finish, and also show spongy nature. Biodegradable property: Wool fiber composites do not cause any harm to the environment and easily degraded. In our study, we have kept the wool fibers in dung for a month. We observe that there is considerable reduction in weight of the composites.
Fabric specification.

Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.