
Abstract
Extremely fine steel fibres (12 µm diameter) are spun into yarns and then knitted into fabric, which is used, among other applications, as a mould cover in the formation of automotive glass. High requirements of the glass quality (absence of dioptric distortions) ask for a perfect evenness of the mould cover surface, which depends on the local distortions of the fabric created during tensioning of the fabric over the mould. In this paper, compression behaviour of steel knitted fabrics combined with the fabric deformation in biaxial tension and shear is studied. Interaction of the fabric with the formed glass depends on the local changes of the fabric compression behaviour due to local fabric deformations on the mould. The deformation of the fabric is further linked to quality of the glass using quantitative optical distortion system based on moiré patterns to measure glass dioptric distortions.
Introduction
Design and production of automobiles with more intricate and fantasy shapes and appearance necessitate the usage of more sophisticated production methods for manufacturing of automobiles and their components. Glass forms an important part of the automobile that influences the visibility of the driver and must conform to strict safety rules. Glass also has a significant effect on the aesthetics of car.
Traditionally, laminated windows are produced by a carousel gravity sagging method [1–3]. However, the increasing complexity of automotive glasses requires the use of press bending techniques, which allow for forming complicated shapes with double curvatures in smaller areas of glass [4,5]. In press bending, the glass sheet is first heated to temperatures of about 650℃ and subsequently vacuum pressed on a steel mould. Direct contact between a rigid mould and the glass leads to inadmissible defects in the glass. To ensure the quality of the glass, a heat-resistant separation material (HRSM) is used. Nowadays, knitted steel fibre fabrics cover the mould [6]. The knitted steel fibre fabrics come in direct contact with the glass and thus play a primary role in the quality of the formed glass, for example windshields, rear windows, etc. Currently, steel fibre HRSM is considered to be the best for this application, in spite of high cost of the steel fibres and fabrics. It is possible to make up to 10,000 glass sheet with the stable quality on one HRSM. Cheaper HRSM, made of glass or basalt fibres, are too fragile and breakable, hence their service life is shorter. It is also more difficult to control stable quality of fabric surface with HRSM made of brittle fibres.
The glass forming technology, which uses a segmented bending ring is shown in Figure 1. The first step of the process is heating the flat glass plate from room temperature up to approximately 620℃ in a furnace at a temperature of 690℃. The furnace is normally heated by a combination of hot air convection and infrared radiation. In the second step, the glass is picked-up under vacuum on the segmented bending shuttle ring that moves up from under the rollers. The glass is pressed by vacuum against the mould covered with HRSM material. After pressing, the bending ring moves down and the rollers transport the formed glass window to the quenching zone. Finally, the window is rapidly quenched.
Automotive glass forming: (a) a process scheme; (b) HRSM on the mould [16].
The fabric on the mould undergoes wear and tear quite fast, and has to be regularly replaced. During the fabric mounting onto the mould (so-called “draping”), tension variations occur over the fabric resulting in non-uniform deformation, which can change the evenness of the fabric thickness, local compression resistance and smoothness of the fabric surface. This can have a serious impact on the quality of the glass. Draping simulation methods, well developed for garment design and forming of composite materials [7,8], can be used for design and optimisation of the fabric itself (yarn and knit structure, knitting parameters) and for the tensions applied during mounting – provided that the deformation behaviour of the material is known. Our previous publications [17,18] developed an experimental methodology for the identification of this material behaviour, and examples of the draping simulations were presented. However, one must admit that the usefulness of such draping simulations, or even understanding of relations between HRSM deformability and the glass quality is not fully recognised in the automotive glass production industry. Thus far, HRSM and glass manufacturers operate on the basis of empirical trial-and-error results to design their products. The present paper shows a connection between the HRSM deformations and the glass quality, and the authors hope that the presented results will promote the objective evaluation of HRSM fabrics.
Draping of textile fabrics onto rigid moulds is extensively studied in composites material science [7,9]. However, such studies for knitted fabrics are scarce [10–12], probably due to the fact that use of knitted reinforcements is limited to applications where the material stiffness is not the main requirement. Knitted fabrics are highly deformable, and do not cause draping problems, like wrinkling, when used as reinforcement for composites (e.g. in helmets production), and the fine details of their deformation do not affect the quality of the final product to a large extent as this happens in glass production.
The challenge of the present work is to study the steel fibre knitted fabric compression resistance in combination with different in-plane deformation state (shear, biaxial tension), and also to investigate how the tensile, shear and compression deformation affect the quality of the formed glass sheet.
The fabric deformation tests described in the present paper were performed at the room temperature, corresponding to the conditions of putting HRSM on the mould. However, the glass is formed on a HRSM-covered mould at 645℃, hence the possible changes of the fabric surface due to the high temperature, like oxidation, must be taken into account. The oxidation of the surface changes the friction coefficient and the bending rigidity of the material. Heating at high temperature causes the formation of chrome oxides at the surface of the stainless steel fibres. The oxides increase fibre volume and surface roughness, thereby reducing fibre slippage capability and hence fabric compressibility. Judging by the compression behaviour of the fabric, after 1 h the oxidation reaches its saturation, with the compression resistance becoming stable. The oxidation adds to the deterioration of the HRSM, lowers its service time and affects the glass quality, but these subjects are out of scope in the present study.
Dioptric distortions of the glass were measured using a quantitative optical distortion system based on moiré patterns. This technique is widely used in the automotive glass industry to control optical distortion in the laboratory. A formed glass sheet may be measured at different positions and tilt angles to analyse distortions for their effect and cause. The flaws on the glass need to be small enough so that the driver is not distracted. Drivers must not be distracted by optical warps or scattered light caused by scratches. The corners of the sheet and the printed area must also be free from damage. Quantitative optical distortion systems based on moire patterns detect and objectively evaluate these production defects.
The underlying hypothesis of the reported work is a possible influence of the variability of the fabric thickness and its compressibility, caused by the fabric deformation on the mould, on the optical quality of the glass. Validation of this hypothesis opens ways to evaluate the knitted HRSM quality based on the characterization of its mechanical behaviour.
Materials
The stainless steel fibres are produced by bundle drawing [13,14]. Metal wires form the starting material and are covered with a coating such as iron or copper. A bundle of these covered wires is subsequently enveloped in a metal pipe. Thereafter, the enveloped pipe is reduced in diameter via subsequent wire drawing steps alternated with an appropriate heat treatment to become a composite bundle with a smaller diameter. Inside the composite bundle, the initial wires are transformed into thin fibres which are embedded separately in the matrix of the covering material. Such a bundle comprises between 500 and 1500 fibres. Once the desired final fibre diameter has been obtained, the covering material is removed e.g. by solution in an adequate pickling agent or solvent. The final result is the naked fibre bundle. The fibres in the bundle are stretch-broken, and conventional spinning technologies are applied to produce a yarn. The steel (alloy 316L = 10%Ni + 16%Cr) is a common austenitic stainless steel.
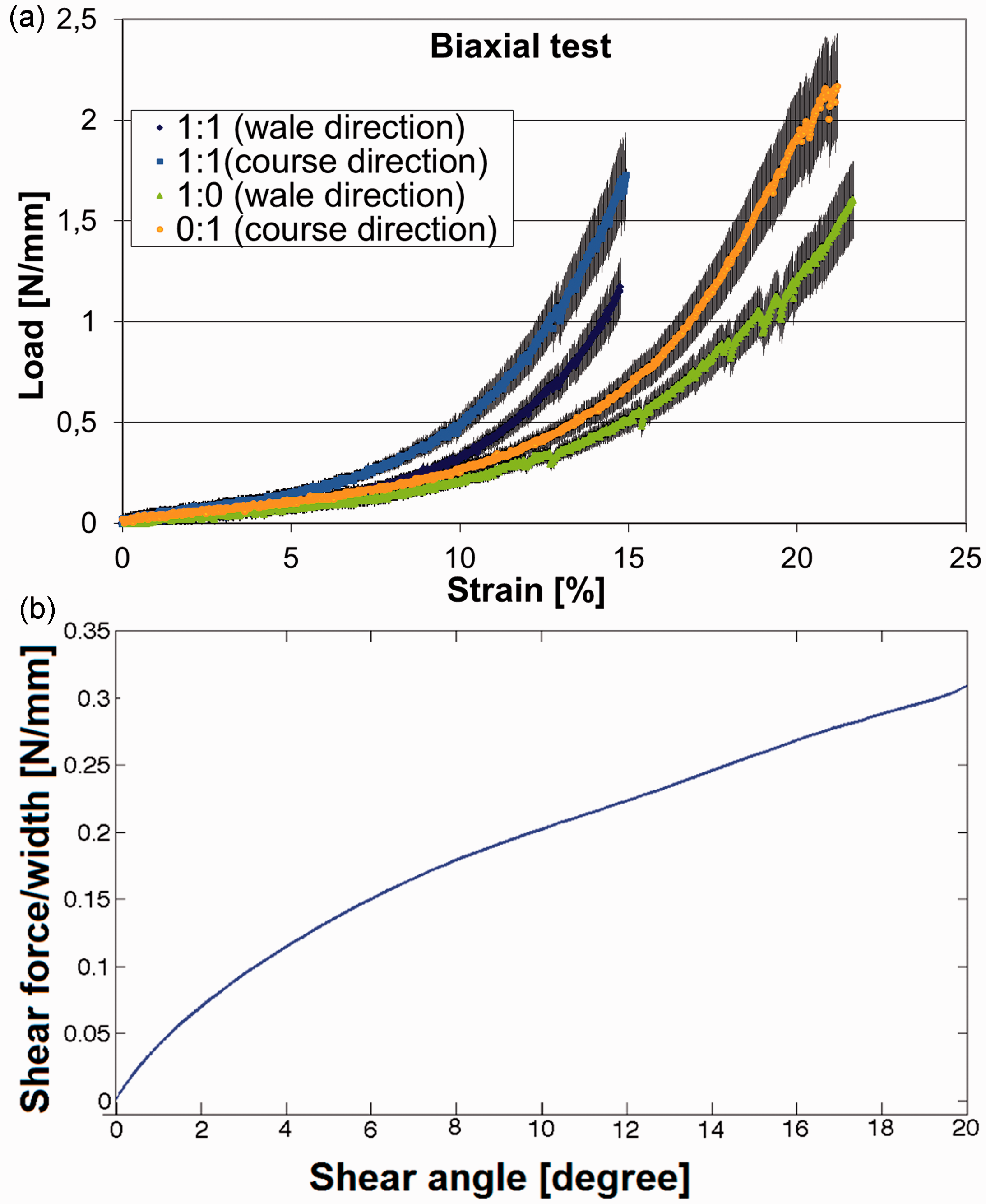
Figure 2 shows images of the steel fibres and fabrics. A typical fibre diameter is about 12 µm (Figure 2(a)). The fibre is not circular and has a rather polygonal cross section, resulting from the drawing of the highly compacted fibre bundle. The Young’s modulus of the fibre is 170 GPa, the ultimate elongation is about 1% and the tensile strength is about 1800 MPa. The staple length of the stretch-broken fibres depends on the spinning technology (short or long staple) and ranges between 30 mm and 150 mm. The twist of the double yarn is 130 turns/m. The yarns are “hairy” due to the stretch-breaking of the fibres and subsequent spinning of the stiff fibres (Figure 2(b)). This hairiness flattens the local impressions of the knitted structure on the glass. A knitted fabric (Figure 2(c)) is made by weft knitting on a circular knitting machine [15–17]. The parameters of this fabric are shown in Table 1. Figure 3 shows the diagrams of biaxial tensile deformation and shear deformation, measured and presented in the study of Vanclooster et al. [15]. Diagrams illustrate mechanical behaviour of the steel fibre knitted fabric.
Scanning electron microscopic image of: (a) steel fibre, (b) steel yarn, (c) steel knitted fibre [18]. Diagrams of: (a) biaxial tensile deformation, (b) shear deformation. Parameters of the steel fibres knitted fabric.

Test methods
Compression of sheared pre-tensioned fabric
During draping on a mould, a fabric most often shears (unless the mould has single curvature and the clamping conditions are symmetrical) and experiences biaxial tensile deformation (Figure 3). Because of an open structure of the fabric there is no “locking” (quite common for woven fabrics). There is almost no densification of the fabric fibrous structure (Figure 4). However, in-plane compressive stresses occur and lead to wrinkling, which is facilitated by low bending rigidity of the fabric. The wrinkling is inadmissible for HRSM. Shear deformation changes the local pattern of the knitted loops, with potential imprint effects on the glass. Figure 4 visualises the changing position of the leg in the loop after shear. The shear resistances, together with the tension forces define the in-plane deformation response of the fabric.
Micro-CT images of the knitted fabric: (a) unsheared and (b) sheared by 30°, top view, a yarn path is highlighted, (c) unsheared, 3D view.
To measure the compressibility of the fabric after shearing, a fabric was clamped in a metal picture frame and sheared to the desired shear angles of 5°, 10°, 15°, 25°. A shear angle higher than 25° causes the fabric to wrinkle (Figure 5(e)), which is unacceptable for the production of automotive glass and, therefore, the compression test was not made for larger angles of shear. Prior to the compression test, the frame was fixed using several screws. The compression behaviour also was measured in the undeformed state and after pre-tensioning on a biaxial testing device with pre-strains of 5% × 5%, 10% × 10%, 15% × 15%, 0% × 10%, 10% × 0%, 0% × 20%, 20% × 0%. The percentage numbers mean (elongation wale) × (elongation course). Figure 5 illustrates the measurement technique. The tests were done on one layer of the fabric. During testing, the homogeneity of the strain field was checked using Digital Image Correlation. The standard deviation of the local shear angle inside region of interest was 1°. Deformed fabric was fixed on the stiff cardboard on both sides to ensure that fabric was still pre-strained and the sample was compressed. Three successive cycles of compression were performed [19–21].
Compression test of deformed fabric: (a) pre-strain on the biaxial device, (b) compression test after pre-strain, (c) compression test after shear, (d) fabric sheared to 20° and (e) 30°.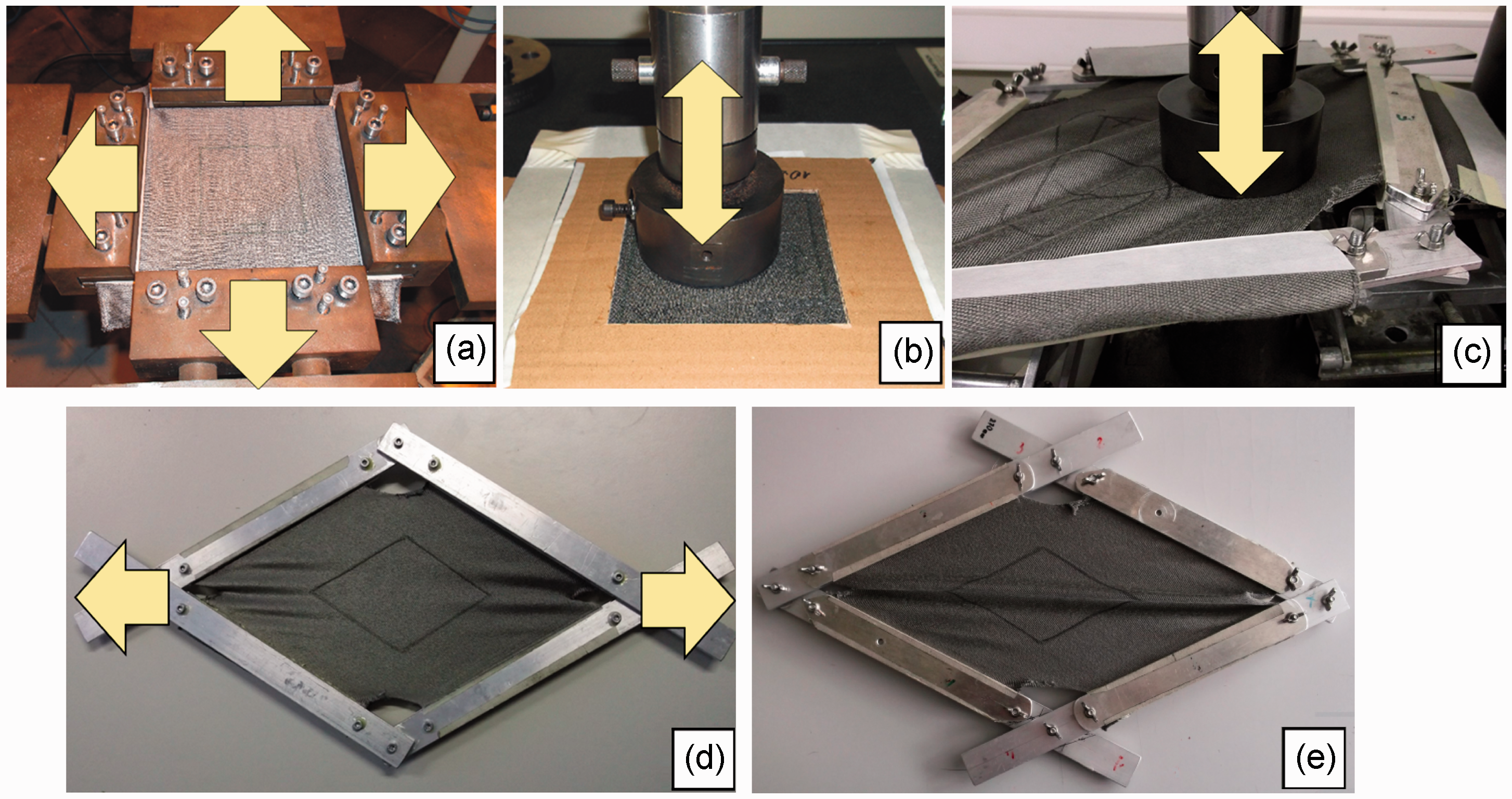
Compression tests were done on a displacement-controlled testing machine Instron 4467 with a load cell of 1 kN. The test speed was 1 mm/min. This speed, which is much slower than the fast compression rate during the actual glass production, was chosen to ensure the consistency with other measurements of compressibility of technical textiles [22]. The compression during the glass forming tests, described in the next section, was done with higher speed.
The cylindrical compression head with a diameter of 70 mm was used. The lower compression platform was mounted on a spherical pivot. When the first test was done without a sample, the lower platform aligns itself with the upper plate, which is fixed in the moving crosshead of the machine. After that, three tests were done without a specimen, to establish a reference curve X0(F), where X0 is the head displacement under force F, which allows accounting for the compliance of the rig. In a test with a sample, the compressed sample thickness h under load F is defined as h(F) = X(F)–X0(F), where X(F) is the displacement corresponding to force F.
Fabric–glass interaction
The second test type was focused on the interaction between fabric and glass. A fabric sample was fixed on a ring and the cylindrical mould (80 mm) was covered by the same fabric (Figure 6(a)). The tests were done with the fabric without pre-strain and with 10% × 10% pre-strain. This test set-up does not exactly correspond to the production scheme due to the presence of a supportive sheet of the fabric instead of a segmented ring, and due to the much lower pressure involved in this test in comparison with vacuum pressure in the production. However, the test is used in practice for ranging and pre-selection of the HRSM.
Tests for quality of formed glass: (a) the set-up, (b) a shaped glass.
Glass plate (10 cm × 10 cm) was put in the middle of the ring and loaded in the furnace heated up to 645℃. At this temperature, glass was pressed under a pressure of 5 kPa, and compression speed of 9 mm/min. After this, the mould came back to the initial position and furnace was cooled down to 450℃ and the sample was removed. Next, a piece of glass was put on the fabric and the procedure was repeated (heating, pressure, cooling down, removing the glass). The test was repeated four times.
During the test, displacement (mm) of the punch and the compression force (N) were measured. After the test, the formed glasses (Figure 6(b)) were tested on the quantitative optical distortion system based on moiré patterns.
Results and discussion
Compressibility of deformed fabric
The results of the three compression measurements for each pretension/shear variant were averaged and are shown in Figure 7. Only the loading part of compression cycles is shown. The third compression cycle was taken as representative. Using the third cycle for comparison of different pre-strain conditions can be justified by the fact that the decrease of thickness in the subsequent 150 cycles (about 5% [17]) is comparable to the thickness change between the second and the third cycles. The fabric behaviour at higher number of compression cycles, closer to the service life, will be the subject of future research.
Compression diagrams, loading parts: (a) three cycles of compression, non-deformed fabric, (b) the third cycle compression curves for different pre-strain, (c) the third cycle compression curves for different shear deformation of the fabric.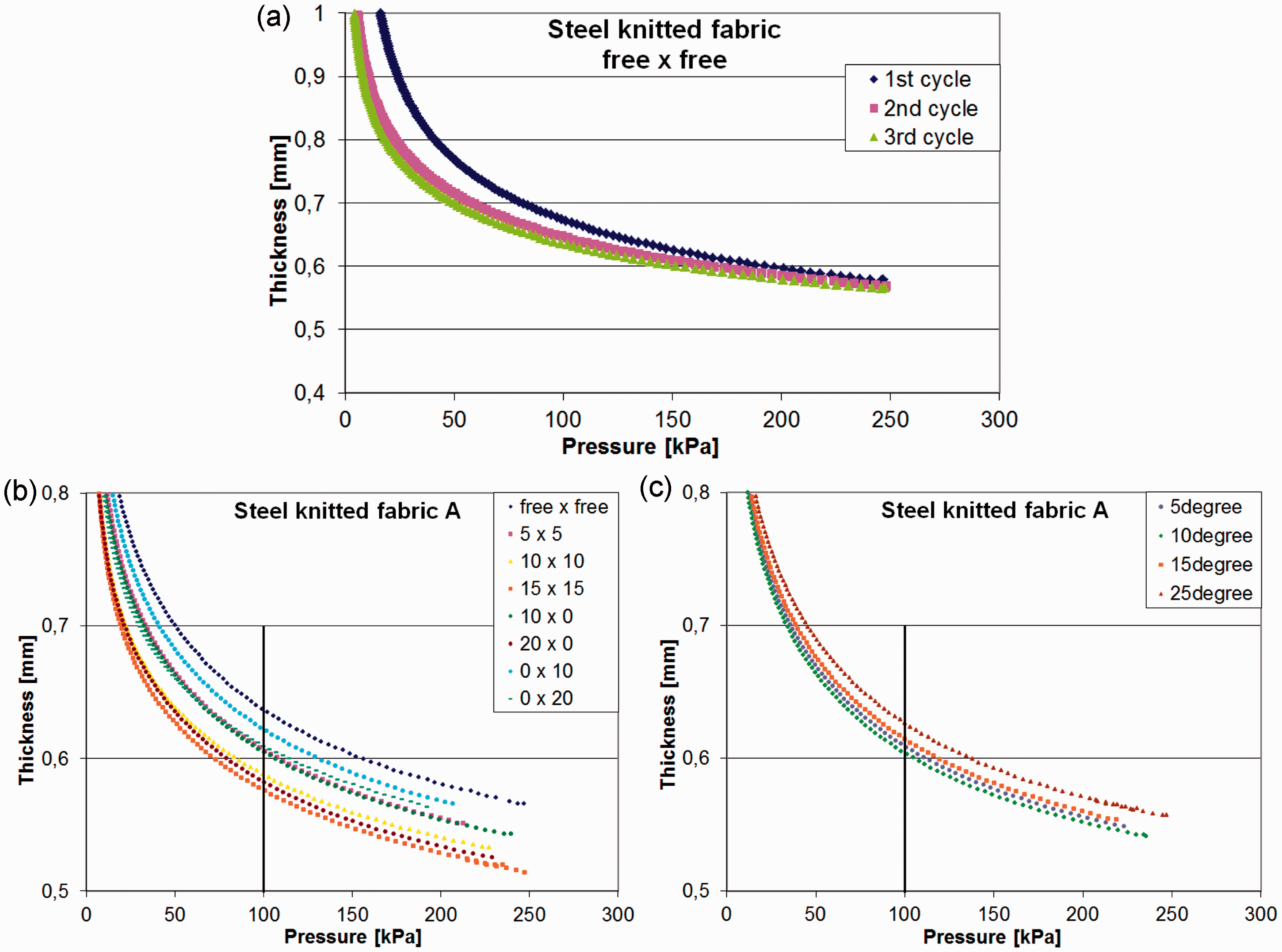
During forming of automotive glass the vacuum pressure is below 1 bar. Thickness of a fabric under 1 bar (100 kPa) pressure (“1 bar thickness”) will be used as a value characterising the fabric compressibility. As any fibrous/textile material, the fabric is highly compressible, and 1 bar thickness can be significantly reduced in comparison with the initial thickness (Figure 7(a)).
Figure 8 shows the difference of the knitted fabric compressibility, expressed by the fabric thickness under 1 bar pressure at the third compression cycle, under different in-plane deformation conditions: biaxial tension and shear. For pre-strain 15% × 15% the fabric thickness decreases in comparison with undeformed fabric by up to 60 µm (≈10% of the undeformed fabric thickness). The same tendency was observed also for other types of steel knitted HRSM fabrics, with the thickness change in the range 50–100 µm (8–14%).
Thickness of the fabric at 1 bar pressure, third compression cycle, after in-plane deformation, noted as follows: (free × free) denotes undeformed state; (elongation wale × elongation course), % for pre-strained or shear angle for sheared fabrics. Error bars show standard deviation in three tests.
The change of thickness depends on the pattern of pre-strain. For the prevailing pre-strain in the wale direction, the change of thickness is higher in comparison with pre-strain in the course direction. It can be linked to the fact that the fabric is more compliant in the wale direction (see Figure 3).
Figure 8 shows an increase in the knitted fabric thickness fabric with the increase in shearing. For the tested knitted fabric this increase is not so big (≈20 µm, 4%). A shear angle higher than 25° causes wrinkling (Figure 5(e)) of the fabric, which is unacceptable for the glass production process.
In forming simulations using shell representations of the formed sheet increase in thickness of the sheet during shear deformation is quite often estimated using the assumption of constant volume, which leads to inverse proportionality of the sheet thickness to cosine of the shear angle. Applicability of this simplified rule to textiles is discussed in Lomov et al. [21], Carvelli et al. [23], Ivanov et al. [24] and Ivanov and Lomov [25]. The behaviour of the knitted fabric studied does not conform to the ‘1/cos’ law, which largely overestimates the thickness change: at the shear angle of 25° it predicts a thickness increase of 65 µm, instead of measured thickness change of 25 µm.
Pre-tension of the fabric not only changes its thickness, but also affects the fabric compressibility: the higher the tension, the less compressible is the fabric. This is seen in Figures 7 and 8.
Optical properties of the formed glass
The deflection of glass was measured using quantitative optical distortion system based on moiré patterns. The automotive glass should be transparent without fold as it is seen in the middle of the formed glass shown in Figure 6(b). Figure 9 shows images registered by this system. The software recognises deflection on the surface with accuracy of 0.1 mdpt (milli-dioptre) and calculates the local dioptric power (in m−1, a refractive power equal to that of a glass whose principal focal distance is 1 m) and shows the result in the colour scale. The more uniform is the colour, the higher is the quality of the glass. The difference in the optical power between the convex (red) and the concave (green) regions gives the measure of the evenness of the optical quality of the glass.
Characterisation of the optical quality of glass, local dioptric power distribution: (a) glass surface formed on the fabric without pre-strain, (b) glass surface formed on the fabric with pre-strain 10% × 10%.
Analysis of the images (Figure 9) shows that there is a significant difference between the optical quality of glass formed on the fabric without pre-strain and with pre-strain. There are fewer defects (red dots) on the glass formed on the fabric with pre-strain. The ‘green’ zone (the zone with minimum optical distortions) is much more homogeneous for the pre-strained fabric.
The lower glass quality for the fabric without pre-strain can be partially linked to the sagging of the fabric in the absence of tension. The sagging can lead to higher local fabric deformations, and to local distortions of the glass. The sagging factor is applicable both for the lower forming fabric on the ring and for the fabric on the mould. Another factor affecting glass quality, and applicable to the upper fabric on the mould, can be hypothesised based on the reported measurements of the fabric compressibility. The pre-strained fabric is less compressible, hence the local variations of its thickness under the forming pressure will be lower, than for the case of free fabric. This will lead to more even glass surface.
Conclusions
The results reported in the present paper lead to the following conclusions:
The optical quality of the formed glass can be linked to the mechanical behaviour of steel knitted HRSM. The fabric pre-strain is essential for having a sufficient glass quality. Compressibility of steel knitted fabric depends on the fabric deformation. The thickness of the fabric at 1 bar pressure decreases by 14% under fabric biaxial tension up to 15% × 15% strain and increases by 4% after fabric shear by 25°.
The findings of the reported work open way towards objective evaluation of textile HRSM for glass automotive production and provide guidance to better choice of the conditions for mounting of the fabric on the mould, ensuring higher optical quality of the formed glass.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was funded by the Polish Ministry of Science and High Education (grant 631/MOB/2011), with the support from KULeuven and NV Bekaert SA.