
Abstract
Different hemp-based mono-layer and composite nonwovens were prepared to study the oil filtration properties and to select better product for practical application. Hemp/cotton spunlaced nonwoven, hemp/viscose spunlaced nonwoven, hemp/viscose spunlaced nonwoven impregnated polyacrylic adhesives, hemp woven fabric, and PA6 nanofiber collected on the surface of hemp/viscose spunlaced nonwoven were prepared to make a comparison of filtration properties. Then, two-layer/multi-layer composite nonwovens were also prepared to make a comparison of filtration properties and to research the effect of layer number on thickness, weight, mean pore diameter, maximum pore diameter, air permeability, filtration accuracy, and pressure drop. Lastly, the comparison of filtration properties between commonly used oil filtration two-layer/multi-layer composite nonwovens and our new two-layer/multi-layer composite nonwovens was respectively made to choose a better product for application. The results indicated that composite nonwoven which contained a two layer structure of hemp/viscose spunlaced nonwoven layer and PA6 nanofiber layer had better filtration properties for practical application.
Introduction
Filtration material which can easily separate different impurities from the fluid by the use of porous structure of woven fabric and nonwoven fabric is a typical permeable material. Compared with woven fabric filtration material, the nonwoven fabric filtration material has higher air permeability, pore numbers and better filtration effect [1]. Larry et al. [2] pointed out that there were many preparation methods including dry-laid webs and wet-laid webs for manufacturing nonwoven filtration materials, i.e. air-laid webs, carded webs, spun-bonded, melt-blown, electrostatic spinning and papermaking. Porous sintered glass materials and sintered metals of porous membrane materials could be used for filtration [3]. Yeo et al. [4] developed the polypropylene (polypropylene fiber density and length is 7.55 denier and 71 mm, respectively), polyester (ordinary polyester fiber density and length is 3.2 denier and 50.5 mm, respectively, and low melting point polyester fiber density and length is 4.3 denier and 50.5 mm, respectively) and polyamide (polyamide fiber density and length is 6.92 denier and 64 mm, respectively) needle nonwoven fabrics (thickness of nonwoven fabric is 1.3–2.7 mm and weight is 270–620 g/m2) to discuss the air filtration property. Park et al. [5] prepared a two-layer composite nonwoven and a three-layer composite nonwoven to research the pressure drop and air filtration efficiency, respectively. The two-layer composite nonwoven composed of PP melt-blown surface layer and PET chemical bonding substrate layer were bonded by PE powder and reinforced by thermal bonding method. The three-layer composite nonwoven composed of PP melt-blown layer, PET spun-bonded layer, and PET chemical bonding layer were bonded by ultrasonic bonding technology.
The effect of materials and experimental conditions on filtration properties has also been investigated. Thomas [6] found that pressure drop and filtration efficiency were the two main parameters in filtration. Moreover, pore structure, fiber diameter, and thickness of material; density, size, and distribution of impurity particle; and flux, temperature and viscosity of experimental liquid were three important parameters in the process of filtration. Lamb and Costanza [7] studied the effect of the cross-sectional shape of fiber on nonwoven filtration properties, and the experimental results demonstrated that trilobal and four leaf-shaped fibers had better filtration effect than the circular cross-section fibers.
Das et al. [8] assessed the influence of filtration time on filtration efficiency and pressure drop, and the results indicated that filtration time had smaller effect on filtration efficiency while higher effect on pressure drop. Moreover, the pressure drop increased with the increasing of filtration time [9]. Yeo et al. [10] reported that pressure drop increased with the increasing of flux as the liquid flowing through porous nonwoven and filtration efficiency for different particles increased with the increase of particle diameter. Experimental results showed that pressure drop and filtration efficiency depended directly on thickness [11], Peclet number [12], fiber diameter [13], porosity [14], and permeability [15].
Combined with the U.S. patents on electrostatic spinning nanofibers, Huang et al. [16] thought that the electrospinning nanofibers could be mainly used in eight aspects. Filtration was one of the applications of these eight fields, i.e. liquid filtration and gas (air) filtration. Graham et al. [17] prepared the electrospinning nanofiber on the surface of polyester nonwoven fabric and cellulosic fiber filtration material to form the air filtration composite nonwoven. The physical performance could be provided by the substrate layer, and filtration property could be greatly improved by the nanofiber layer. Under the same pressure, the nanofiber composite nonwovens could intercept 2.5 times of particle number more than substrate layer. The PVDF nanofiber membrane [18,19] which had 380 ± 106 nm fiber diameter and 300 µm thickness was manufactured to study the filtration property. The results indicated that filtration efficiency could reach 96% for 10 µm particle, 91% for 5 µm particle, and 98% for 1 µm particle. Nirmala et al. [20], Marsano et al. [21], and Wei et al. [22] studied the preparation of PA6 nanofiber and its air filtration, separately. Heikkilä [23] prepared the PA66 nanofiber on different surfaces of nonwoven, knitted fabric, plain woven fabric, and satin fabric to discuss the air filtration property.
As seen from previous literatures on filtration materials, we can easily know the following problems. (1) These literatures pay more attention to factors affecting filtration effect and theoretical research than developing new filtration materials for practical application. (2) Electrostatic spinning nanofibers are mainly used in air filtration and few people do the same research on automobile engine oil filtration. (3) The preparation technology of automotive engine oil filtration material mainly focuses on developed countries, i.e., Hollingsworth & Vose Company (HV, U.S.A) and Donaldson (U.S.A.). Therefore, our domestic usage of oil filter materials mainly purchases from these foreign companies. Moreover, the domestic oil filtering materials have obvious shortcomings, i.e. poorer filtration efficiency and shorter service time. (4) Due to growing automobile usage all over the world, people begin to pay more attention to environmental protection and green, low carbon, biodegradable plant fiber for new filtration material. (5) Cotton fiber and cotton wood pulp paper are the commonly used oil filtration materials in market due to their green, low pollution, and environmental protection requirement in application. Therefore, hemp fiber is used to manufacture filtration materials for explorative experiments.
In this paper, different hemp-based mono-layer and composite nonwovens containing two layer, three layer, and four layer were prepared to research the oil filtration properties. A deep comparison of filtration properties between commonly used oil filtration two-layer/multi-layer composite nonwovens and our new hemp-based two-layer/multi-layer composite nonwovens was made. As far as the literatures show, this is probably the first attempt to manufacture a hemp-based composite nonwoven filtration material for practical application. We hope that such an attempt will be helpful for solving the problems of domestic filtration materials and increasing the application field of hemp fibers. Furthermore, this research could be extended to the understanding of filtration materials and their preparation technology.
Experimental
Preparation of hemp spunlaced nonwoven
After a preliminary market research on automobile engine oil filtration materials, we know that cotton fiber and cotton wood pulp paper are the commonly used oil filtration materials in market due to its green, low pollution, and environmental protection requirement. So, it is necessary to try to use hemp fiber of plant fiber for developing new filtration material. However, due to larger stiffness and discreteness of hemp fibers, it is difficult to prepare 100% hemp fiber nonwoven in trial test by existing spunlaced equipment. After a series of considerations of cost and experimental conditions, cotton fiber and viscose fiber which have the property of low cost, softness and easy preparation are selected to mix for manufacturing different spunlaced nonwovens for evaluating the filtration properties.
The cotton fiber and viscose staple fiber were purchased from ShanDong Huayue Group Company (ShanDong Province of China), and the hemp fiber was obtained from Hemp Industrial Investment and Holding Co., Ltd. (YunNan Province of China). After a long and complex preparing process of fiber opening, impurities removing, blending, humidification, second blending, fine opening, pneumatic feeding cotton, carding, cross lapping, drafting, spunlaced reinforcement, the hemp/cotton (60/40) spunlaced nonwoven and hemp/viscose (60/40) spunlaced nonwoven were successfully prepared. The hemp/cotton webs and hemp/viscose webs were reinforced by first process at pressure of one water prod head 1.5 × 106 Pa and the other water prod head 7 × 106 Pa and then reinforced by second process at pressure of one water prod head 1.5 × 106 Pa and the other water prod head 9 × 106 Pa to prepare hemp spunlaced nonwovens [24].
Preparation of electrospinning PA6 nanofiber
The PA6 (Polyamide 6, molecular weight is 19,000) was bought from GuangDong XinHui MeiDa Nylon Co., Ltd (GuangDong Province of China). The small-scale electrospinning device containing high voltage power supply, injection needle, collector roll, and some fixed installations developed by our team was used to prepare PA6 electrospinning nanofiber. Different electrospun conditions of PA6 are reported in previous researches. Electrspun concentration of 22 wt. %, electrspun distance of 15 cm, electric voltage of 22 kV, and solution volume of 5 mL are expressed in Nirmala et al. [20]. Concentration of 6.5–10 wt %, solution volume of 2 mL, needle diameter of 250 µm, electric voltage of 5–30 kV and electrspun distance of 15 cm are reported in Marsano et al. [21]. Concentration of 10–30 wt. %, electric voltage of 20 kV, flow rate of 0.2 mL/h, and electrspun distance of 20 cm are illustrated in Wei et al. [22].
In order to research filtration property of PA6 nanofibers and its nonwovens, electrospun conditions used in this paper are different from previous researches. The PA6 particles are firstly dissolved in formic acid to form different concentrations of 10%, 14%, 18%, and 22%. Due to soft nature of PA6 nanofiber and thin nature of PA6 nanofiber nonwoven, it is difficult to directly apply PA6 nanofiber nonwoven for practical applications in automobile engine oil filtration. So, it is necessary to collect PA6 nanofiber nonwoven on the basis of substrate to form a composite structure containing substrate layer and PA6 nanofiber layer for achieving better physical properties. Different from previous literatures of which electrospun nanofibers were collected on the surface of polyester nonwoven fabric [17] and directly collected on the surface of receiver devices [20–22], in this paper, electrospun PA6 nanofibers are collected on the surface of substrate of hemp/viscose (60/40) spunlaced nonwoven to prepare two-layer composite nonwoven (substrate layer PA6 nanofiber layer). The spinning conditions are: 28 kV electric voltage, 1.2 mL/h flow rate of syringe needle, 3 h spinning time and, and 18cm spinning distance between syringe needle and substrate.
Preparation of three-layer sandwich structure composite nonwoven
The special adhesive of polyacrylic emulsion (Polyacrylic emulsion, concentration was 22%, purchased from Beijing's technology Co., Ltd.) was used to prepare a three-layer sandwich structure composite nonwoven (substrate layer + PA6 nanofiber layer + adhesives + substrate layer). Before the experiment, the polyacrylic emulsion was poured into impregnating tank, and then the face and back side of hemp/viscose spunlaced nonwoven were fully impregnated in adhesives for 4 s. The hemp/viscose spunlaced nonwoven containing adhesives was fed into a group of rollers to remove excess polyacrylic emulsion and to achieve uniform distribution. Then, the two-layer composite nonwoven composed of ectrospinning PA6 nanofiber layer and substrate layer was covered with hemp/viscose spunlaced nonwoven containing uniform adhesives to form a three-layer sandwich structure composite nonwoven (substrate layer + PA6 nanofiber layer + adhesives + substrate layer). This three-layer sandwich structure composite nonwoven was laminated by a compression roller and dried by the hand dryer at 105℃ which was controlled by power for 10 min to achieve better bonding effect. Due to the small laboratory equipment for laminating composite nonwoven at constant pressure of rollers, it is impossible to know the value of pressure of compression roller without the pressure display device in the experiment.
Preparation of multi-layer composite nonwovens
The hemp/viscose spunlaced nonwoven (not impregnating adhesives) was covered with hemp/viscose spunlaced nonwoven impregnated adhesives to form the two-layer composite nonwoven (substrate layer + adhesives + substrate layer) which then was laminated by a compression roller and dried by the hand dryer at 105℃ for 10 min to achieve better bonding effect. The preparation of three-layer composite nonwoven (substrate layer + adhesives + substrate layer + adhesives + substrate layer) is the same as manufacturing the two-layer composite nonwoven [25,26].
Preparation of hemp woven fabric
The hemp-woven fabric which was developed by Hemp Industrial Investment and Holding Co., Ltd. was used to make a comparison of filtration properties among them. Weaving parameters are as follows: the total reed width is 149 cm, the number of warps is 3740, the pick density is 200 numbers/10 cm, the warp density is 250 numbers/10 cm, the fineness of warp yarn and weft yarn are both 41.67 tex, and the hemp fabric is plain weave. The fabric mass is 188.27 g/m2.
Commonly used automobile engine filtration materials
In order to know the oil filtration effect of our new products, three different commonly used automobile engine filtration materials are used to make a comparison of filtration properties. The automobile filters are provided by Star of Shield Fujian Putian Filter Factory of China and filtration materials are purchased from HeNan Xinxiang Changcheng Filter Material Co. Ltd.
Measurement
The fiber diameter and fiber length of hemp fiber, cotton fiber, and viscose staple fiber were measured with XSP-BM Optical Microscope and manual measurement, respectively.
The weight (mass/unit area) of material was measured with AR 2140 Electron Balance. The thickness was measured with YG 141 N device in accordance with standard of GB/T 3820-1997 Measurement Thickness of Textile and Fabric products.
The pore diameter and filtration accuracy were measured with MP-15 K

Compared with the complex, time-consuming and more expensive Multipass test for measuring filtration efficiencies at different particles and pressure drop at different flux, the direct and simple method for measuring filtration accuracy of MP-15 K
The experimental processes and steps of measuring filtration accuracy are as follow: (1) the samples were cut into a circular area of 100 cm2, (2) the sample was put into the vessels, (3) MP-15 K
The pressure drop of material was measured with LCS-6 experimental setup in accordance with ISO 3968:2001Hydraulic Fluid Power-Filters-Evaluation of Differential Pressure Versus Flow Characteristics. The density and kinematic viscosity of experimental oil was 850 kg/m3 and 15 mm2/s, respectively. So, the dynamic viscosity of experimental clean oil can be calculated from

The air permeability of multi-layer composite nonwoven was measured with YG(B)461D-II Digital fabric air permeability tester at 127 Pa and 20 cm2 in accordance with ISO 9073-15 Textiles-Test methods for nonwovens-parts 15:Determination of air permeability.
Results and discussion
Property of hemp, cotton, and viscose staple fiber
The SEM figures (JSM-5610 SEM) of hemp, cotton, and viscose staple fiber are shown in Figure 1. Due to different times of taking SEM figures, the magnification of some materials in Figures 1–3 and Figure 9 is different for comparison. The fiber diameter and length of hemp fiber, cotton fiber, and viscose staple fiber are shown in Tables 1 and 2, respectively. In order to meet the requirements of the journal, one decimal place of experiment values is kept in all tables of this paper. As a result of limited testing instruments in the laboratory, XSP-BM special optical microscope is used to measure the fiber diameter as a unit in micrometer. So, the linear density of fibers (tex/denier) is not considered in this paper. It can be found that the hemp fiber has a relatively smaller mean value and higher coefficient of variation of fiber diameter and fiber length than cotton fiber and viscose staple fiber. The viscose staple fiber has the smallest fiber diameter and length among these three fibers.
The hemp, cotton and viscose staple fiber. (a) and (b) Hemp fiber; (c), (d) and (e) cotton fiber; and (f) and (g) viscose staple fiber. Two different hemp spunlaced nonwovens. (a) and (b) Hemp/cotton (60/40) spunlaced nonwoven, (c) and (d) hemp/viscose (60/40) spunlaced nonwoven, (e) and (f) hemp/viscose (60/40) spunlaced nonwoven impregnated polyacrylic emulsion adhesives. Hemp woven fabric. (a) and (b) Different magnification. Fiber diameter of hemp, cotton and viscose. Fiber length of hemp, cotton and viscose.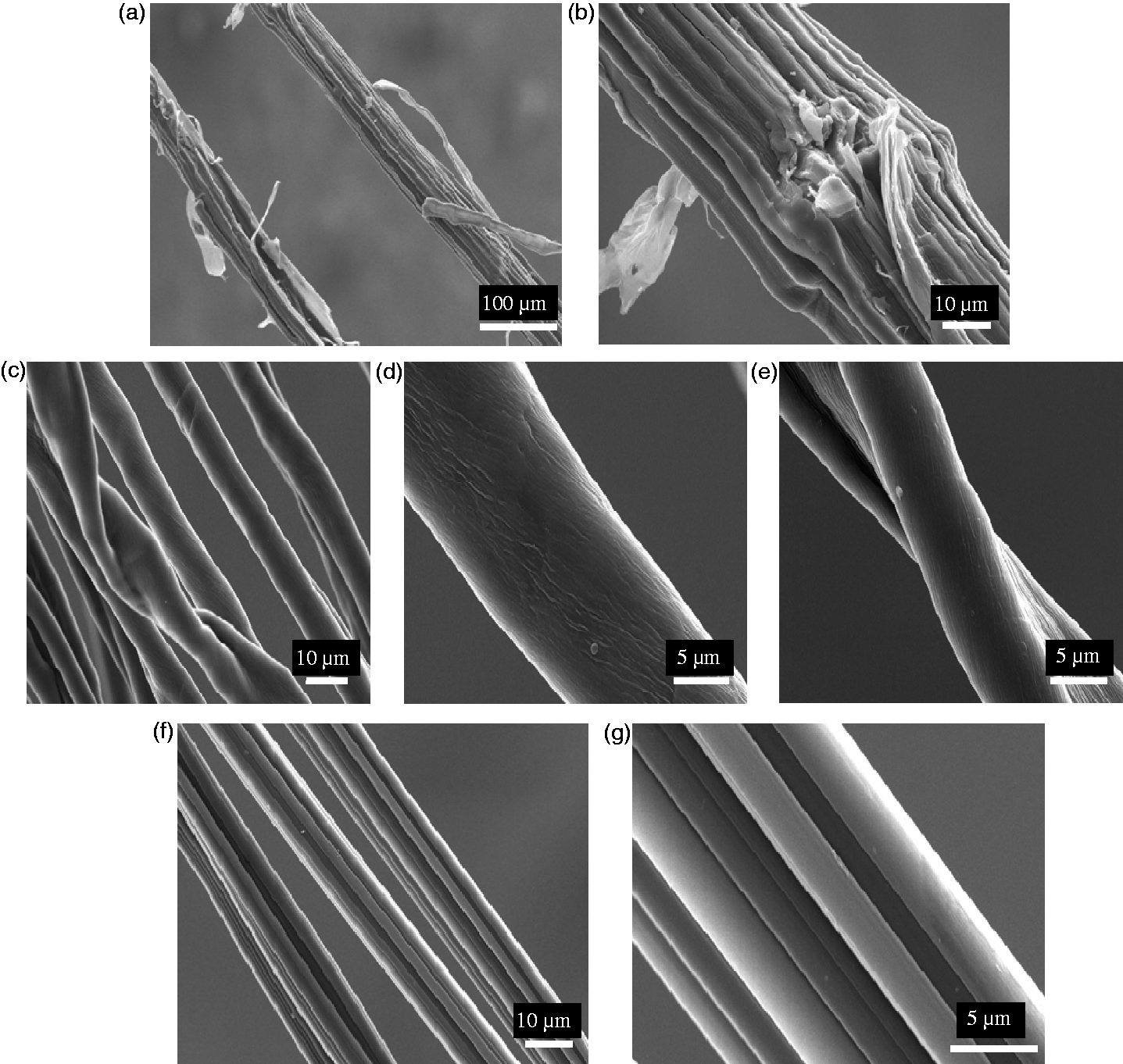




The two different hemp spunlaced nonwovens and hemp woven fabric
The SEM figures (JSM-5610 SEM) of hemp/cotton (60/40) spunlaced nonwoven and hemp/viscose (60/40) spunlaced nonwoven are shown in Figure 2(a) to (d). The surfaces (FEI QUANTA 250 SEM) of hemp/viscose (60/40) spunlaced nonwoven impregnated polyacrylic emulsion adhesives are shown in Figure 2(e) and (f). The SEM figures (FEI QUANTA 250 SEM) of hemp woven fabrics are shown in Figure 3. It can be found that the hemp woven fabric which was manufactured by us at our previous work has a higher pore than the two different hemp spunlaced nonwovens. Meanwhile, some pores of hemp/viscose (60/40) spunlaced nonwoven are bonded by the adhesives after impregnating polyacrylic emulsion.
Electrospinning PA6 nanofiber on the surface of substrate layer
The SEM figures (S-4800 SEM) of PA6 nanofibers collected on the surface of hemp/viscose spunlaced nonwoven are shown in Figure 4. It is indicated from Figure 5 that the maximum, minimum, and mean values of fiber diameter increase as the concentration of PA6 solution increases from 10% to 22%. The diameter of PA6 nanofiber is in the range of 20–140 nm, which is consistent with previous researches of 9–28 nm and 75–110 nm [20], 100–600 nm [21], and 77–350 nm [22].
SEM figures of electrospinning PA6 nanofiber (electric voltage = 28 kV, flow rate of syringe needle = 1.2 mL/h, spinning time = 3 h, spinning distance between syringe needle and substrate = 18 cm). (a) and (b) 10 wt%, (c) and (d) 14 wt%, (e) and (f) 18 wt%, (g) and (h) 22 wt%. Relation between fiber diameter and concentration.

Different beads (as seen Figure 4(a)) and fractures of PA6 nanofibers (as seen Figure 4(b) and (d)) are easily seen on the surface of nanofiber layer. The results indicate that PA6 nanofibers are not very ideal at the low concentration of 10%. The reason of beads formed in the process of electrospinning can be expressed from three aspects. (1) Many parameters can affect the morphology of the electrospinning nanofiber [27], i.e. molecular weight and molecular-weight distribution of polymer, viscosity, conductivity and surface tension of solution, electric field, flow rate, concentration, distance between injection needle and collector of electrospun equipment, temperature, humidity and air flow rate of laboratory room. (2) Deitzel et al. [28] found that electrospinning voltage and concentration could affect the morphology of nanofibers and produce beads in fiber in the electrospinning process. Moreover, fiber diameter increased with the increasing of concentration. (3) The viscoelastic force which prevented the charged jet from stretching was smaller than the Columbic force stretching the charged jet at the lower concentration. Then, the charged jets were easily broken up into small droplets at the lower concentration, and beads were formed by surface tension of droplets. The influence of surface tension and Columbic force on charged jet decreased as the concentration increased, whereas the viscoelastic force increased as the concentration increased. With the increase of viscoelastic force, smaller droplets could be changed and then smooth bead-free fibers formed [22]. So, with the increasing of concentration of °6 solution, the phenomenon of beads and fractures can be improved.
Comparison properties of composite nonwoven
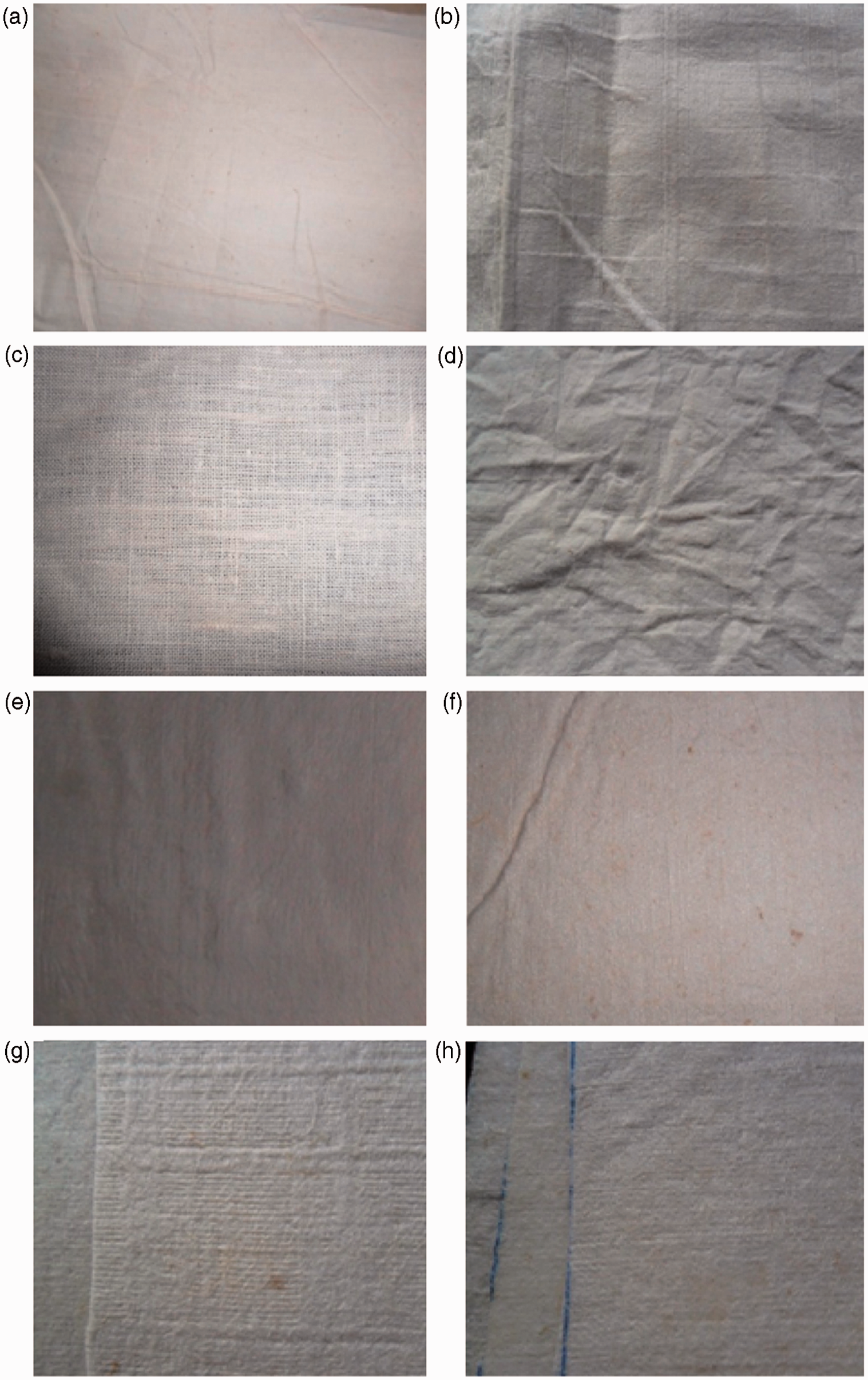
It is shown in Figure 4 that beads and fractures of PA6 nanofiber can be improved with the increase of the concentration of PA6 solution. So, the PA6 nanofiber collected on the surface of hemp/viscose spunlaced nonwoven at the concentration of 22%, electric voltage of 28 kV, flow rate of syringe needle of 1.2 mL/h, spinning time of 3 h, spinning distance between syringe needle and substrate of 18 cm is used to prepare two-layer composite nonwoven (substrate layer + PA6 nanofiber layer) and three-layer sandwich structure laminated composite nonwoven (substrate layer + PA6 nanofiber layer + adhesives + substrate layer). The SEM figures and actual samples of materials are shown in Figures 6 and 7, respectively.
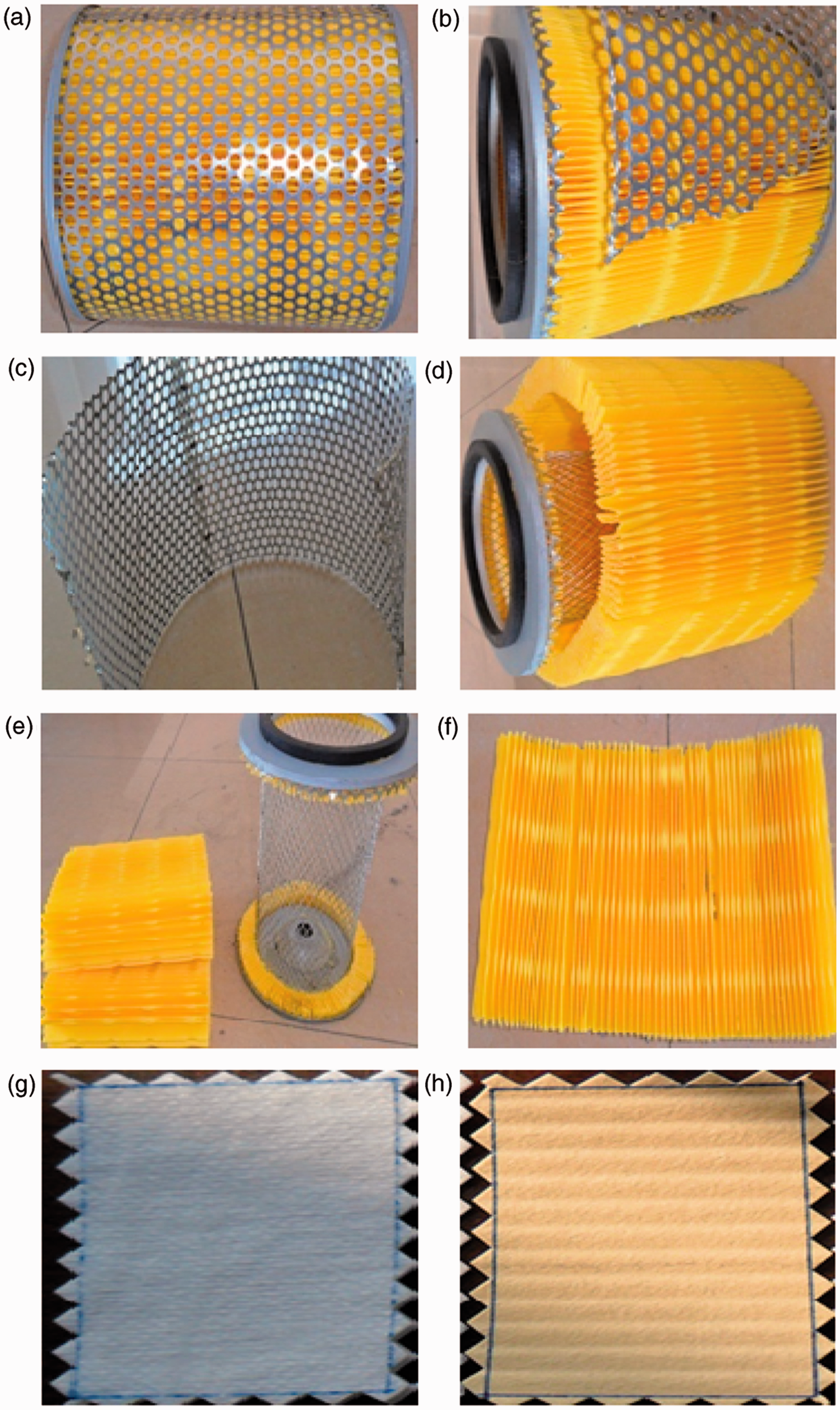
SEM figures of different composite nonwovens. (a) 5# (substrate layer + adhesives + substrate layer), (b) 7#(substrate layer + PA6 nanofiber layer), (c) 8#(substrate layer + PA6 nanofiber layer + adhesives + substrate layer), and (d) 6# (substrate layer + adhesives + substrate layer + adhesives + substrate layer). The actual samples. (a) Hemp/cotton spunlaced nonwoven, (b) hemp/viscose spunlaced nonwoven, (c) hemp woven fabric, (d) hemp/viscose spunlaced nonwoven impregnated polyacrylic emulsion adhesives, (e) two-layer composite nonwoven (substrate layer + PA6 nanofiber layer), (f) three-layer sandwich structure laminated composite nonwoven (substrate layer + PA6 nanofiber layer + adhesives + substrate layer), (g) two-layer composite nonwoven (substrate layer + adhesives + substrate layer), and (h) three-layer composite nonwoven (substrate layer + adhesives + substrate layer + adhesives + substrate layer).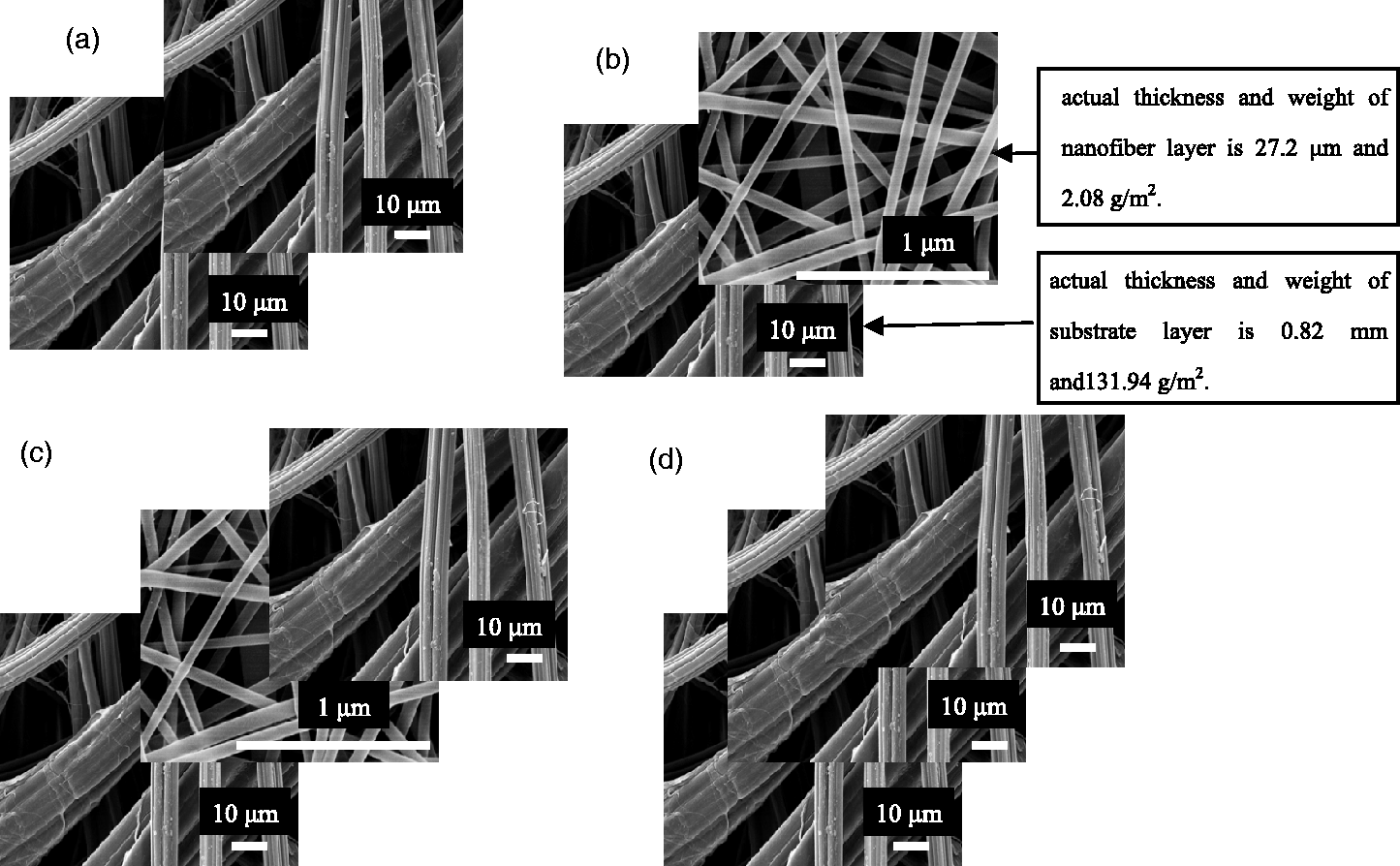
Comparison of properties among these materials.

Comparing the properties among 1#, 2#, 3#, 4#, and 7#, it is revealed that the hemp woven fabric has the worst filtration effect due to its largest pore diameter. The hemp/cotton spunlaced nonwoven has smaller pore diameter and better filtration effect than hemp/viscose spunlaced nonwoven. Hemp woven fabric has the worst filtration effect among these hemp-based fabrics due to its less holes/unit area than nonwoven fabric and coarser yarns, which is consistent with previous research [1]. Moreover, the polyacrylic adhesive and PA6 nanofiber layer both have great influence on pore diameter and filtration accuracy. The mass of adhesives existing in the substrate layer of hemp/viscose spunlaced nonwoven (the face and back side of hemp/viscose spunlaced nonwoven was fully impregnated in adhesives for 4 s and then fed into a group of rollers to remove excess polyacrylic emulsion, while the adhesives still exist in hemp/viscose spunlaced nonwoven) shows significant influence on thickness and weight, while the adhesive has smaller effect on pore diameter and filtration effect. In the process of using adhesives to prepare composite nonwoven, the bonding effect between two layers is not perfect at lower concentration. Then, a higher concentration of adhesive is used to solve stratification phenomenon for experiment. It is revealed from Figure 2(e) to (f) and Figure 9(a) to (d) that the fibers in nonwoven are obviously bonded and pores are blocked by the higher concentration of adhesive. The PA6 nanofiber layer collected on the surface of hemp/viscose spunlaced nonwoven possesses minor effect on thickness and weight, while it has a larger influence on pore diameter and filtration accuracy. The results demonstrate that the PA nanofiber layer can easily improve oil filtration effect due to its smaller fiber diameter and pore diameter, higher porosity and thinner weight in composite nonwovens, which is consistent with the conclusions of nanofiber air filtration [16].
Comparing the properties of two-layer composite nonwoven between 5# and 7#, the results indicate that two-layer composite nonwoven including substrate layer and PA6 nanofiber layer show smaller thickness, weight, pore diameter and better filtration effect than two substrate layer composite nonwoven.
Comparing the properties of three-layer composite nonwoven between 6# and 8#, the results also demonstrate that the three-layer sandwich structure composite nonwoven shows smaller thickness, weight, pore diameter and better filtration effect than three substrate layer composite nonwoven.
The pressure drop of different materials under various flow rates is investigated. As seen from Figure 8, it can be found that pressure drop of different materials of n = 1 (3#), n = 1′ (4#), n = 2 (5#), n = 3 (6#), n = 2′ (7#), n = 3′ (8#) increases as the flow rate of experimental clean oil increases from 1 L/min to 5 L/min. There are obvious differences of pressure drop between 7#, 8# and 3#, 4#, 5#, 6#, and the results indicate that the materials of 7# and 8# have higher pressure drop than 5# and 6#. Meanwhile, the difference of pressure drop increases as the flow rate of clean oil increases from 1 L/min to 5 L/min.
Comparison of pressure drop among different composite nonwovens (filtration area of material is 100 cm2 and the dynamic viscosity of experimental clean oil is 1.275 × 10−2 Pa·s). n = 1, substrate layer (mono-layer, hemp/viscose spunlaced nonwoven). n = 1′, the hemp/viscose spunlaced nonwoven impregnated adhesives. n = 2, substrate layer + adhesives + substrate layer. n = 3, substrate layer + adhesives + substrate layer + adhesives + substrate layer. n = 2′, substrate layer + PA6 nanofiber layer. n = 3′, substrate layer + PA6 nanofiber layer + adhesives + substrate layer.
Effect of layer number on properties of composite nonwovens
In order to research effect of layer number on properties of composite nonwovens, we prepared another three-layer composite nonwoven in accordance with the process of 6#. Then the new three-layer composite nonwoven was covered with other hemp/viscose spunlaced nonwoven which impregnated polyacrylic emulsion adhesive to form a four-layer composite nonwoven (9#, substrate layer + adhesives + substrate layer + adhesives + substrate layer + adhesives + substrate layer). After measuring properties of 9#, the experimental results show that the thickness of four-layer composite nonwoven 9# is 4.46 mm, weight is 846.76 g/m2, mean pore diameter is 46.9 µm, maximum pore diameter is 47.0 µm, and filtration accuracy is 17.9 µm. The SEM figures (FEI QUANTA 250 SEM) of cross section of different multi-layer composite nonwovens are shown in Figure 9, and the relation between properties and layer number of composite nonwovens is shown in Figure 10.
Cross section of four different multi-layer composite nonwovens. (a) Mono-layer material (n = 1, substrate layer), (b) two-layer composite nonwoven (n = 2, substrate layer + adhesives + substrate layer), (c) three-layer composite nonwoven (n = 3, substrate layer + adhesives + substrate layer + adhesives + substrate layer), and (d) four-layer composite nonwoven (n = 4, substrate layer + adhesives + substrate layer + adhesives + substrate layer + adhesives + substrate layer). Effect of layer number on properties of composite nonwoven. (a) Relation between thickness and number of layers, (b) relation between weight and number of layers, (c) relation between mean pore diameter and number of layers, (d) relation between maximum pore diameter and number of layers, (e) relation between air permeability and number of layers, (f) relation between filtration accuracy and number of layers, and (g) relation between pressure drop and number of layers.

As seen from Figure 10, it can be found that thickness, weight of composite nonwoven before/after filtration, weight of clean oil existing in composite nonwoven after filtration, and pressure drop of composite nonwoven all increase with the increase of number of layers, whereas mean pore diameter, maximum pore diameter, air permeability, and filtration accuracy all decrease as the number of layers increases from n = 1 to n = 4.
Serving as practical application research of automobile engine oil filtration material (actual material are shown in Figures 12–15), filtration accuracy and pressure drop are two most important parameters for comparing the properties among different materials and developing new filtration materials. However, physical properties of these filtration materials are important parameters in actual application. Therefore, this paper carries on a comprehensive analysis and detailed comparison between thickness, weight, mean/maximum pore diameter, air permeability, filtration accuracy, pressure drop at different flux and layer number of composite nonwovens. These results will be helpful to develop new filtration materials for practical application in future.
Different automobile engine filtration materials and filters. (a) Automobile engine filtration materials and (b) automobile engine filter. Three different filtration materials. (a) Automobile filter, (b) taking down the outside metal mesh, (c) metal mesh, (d) taking down filtration material, (e) separating filtration materials from inside metal cylinder, (f) cotton wood pulp paper (two layer composite structure), 10#, (g) polyester nonwoven + glass fiber nonwoven + polyester nonwoven (three layer composite structure), 11# and (h) cotton wood pulp paper (two layer composite structure), 12#. Samples of multi-layer structure of commonly used automobile filtration materials. (a) 10#, Two-layer composite nonwoven, (b) 11#, three-layer composite nonwoven, (c) 12#, two-layer composite nonwoven. SEM figures of multi-layer structure of commonly used automobile filtration materials. (a) 10#, Two-layer composite nonwoven, (b) 12#, two-layer composite nonwoven, and (c) 11#, three-layer composite nonwoven.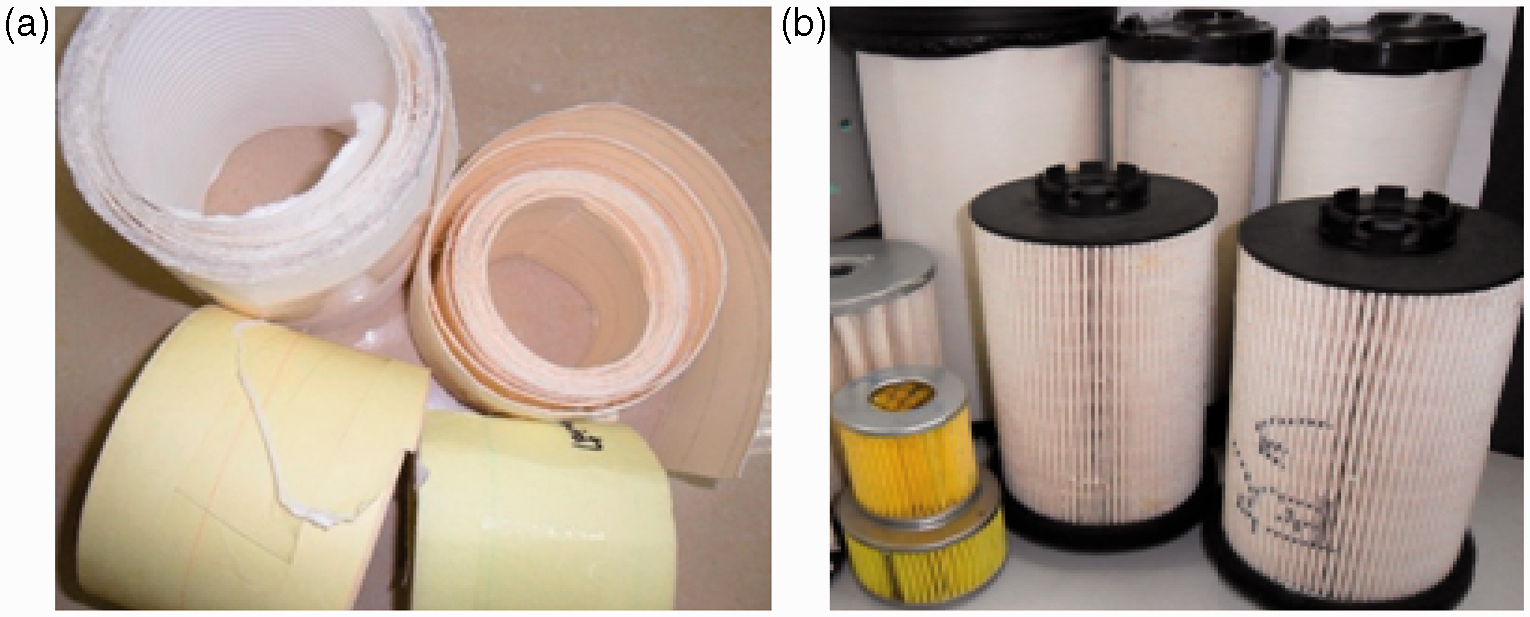


Due to the increased fabric weight, air permeability of different composite nonwovens decreases with the increasing of layer number. Change of air permeability in our research is the same as in previous researches [29,30]. In Debnath’s research, air permeability and sectional air permeability decreased with the increasing of fabric weight. Therefore, it is necessary to analyze the previous similar reference of Debnath’s report [29] from seven different aspects. (1) Different experimental materials. Debnath et al. used propylene and jute fiber mixing to produce nonwoven fabric, while our research focused on hemp fiber, cotton fiber, and viscose fiber. (2) Different preparation technology. Needled technology was used in Debnath’s research, whereas the spunlaced preparation technology was applied in this paper. (3) Different parameters of materials. Debnath et al. paid more attention to relation between fiber blend ratio of propylene/jute (60/40,40/60 and 80/20), weight of propylene/jute needled nonwoven fabric (250 g/m2, 350 g/m2 and 450 g/m2), needling density (150 punches/cm2, 250 punches/cm2 and 350 punches/cm2), and thickness, thermal resistance, specific thermal resistance, air permeability, and sectional air permeability (
It can be deduced from Figure 10(f) that the difference of pressure drop among these different composite nonwovens is smaller as the number of layers increases from n = 1 to n = 4 at a flow rate of 1 and 2 L/min; however, the differences increase as the number of layers increases from n = 1 to n = 4 at a flow rate of 2, 3, 4, and 5 L/min.
Theoretical analysis of relation between pressure drop and layer number
Previous literatures which consist of Liu [31], Sianoudis [32], Kyunghwan [33], Thomas [34], and Ambrogio [35] mainly pay attention to theoretical relation between pressure drop and fiber diameter, pore diameter, porosity, thickness, filtration area, dynamic viscosity of oil, while few attentions are focused on the relation between pressure drop and specific resistance in the process of filtration. In our previous work, we paid more attention to theoretical analysis of pressure drop in the case of modification Darcy’s Law and Hagen-Poiseuille’s equation. So, in this section we analyze theoretical calculation of pressure drop from the perspective of specific resistance.
Before theoretical analysis of the relation between pressure drop and specific resistance, several hypotheses can be made: (1) Flow direction of experimental clean oil is perpendicular to the area of composite nonwoven. (2) Pressure drop that generates on both sides of composite nonwoven is caused by the change of specific resistance of material, which is similar to the change of voltage in a series circuit induced by the change of resistance of material. (3) The specific resistance of adhesive R0 and mono-layer hemp/viscose spunlaced nonwoven Ri are constant in the process of preparation composite nonwoven by the same laminated machine and technology. (4) Same mono-layer material of hemp/viscose spunlaced nonwoven is used to analyze specific resistance without taking into account of different materials. (5) Specific resistance of materials in filtration is similar to the resistance of materials in circuit.
The filtration area of composite nonwoven is A (cm2), the thickness of composite nonwoven is L (mm), and A>L. The relation among volume flow rate Q (L/min), filtration area A, and area flow velocity q is q = Q/A. Assume p1, p2, p3 and p4 are pressure drops which are generated on mono-layer nonwoven (n = 1, R = R1), two-layer composite nonwoven (n = 2, R = R1 + R2), three-layer composite nonwoven (n = 3, R = R1 + R2 + R3), four-layer composite nonwoven (n = 4, R = R1 + R2 + R3 + R4), respectively. Among them, R1,R2,R3 and R4 are specific resistance of every mono-layer nonwoven.
The second substrate layer of the same hemp/viscose spunlaced nonwoven was impregnated by the adhesive to form different (n = 2, n = 3, and n = 4) composite nonwoven. So, the specific resistance of laminated composite nonwovens is

The specific resistance of material can be calculated from the following equation (4) [36]
Assume that the specific resistance of mono-layer nonwoven at 1 L/min, 2 L/min, 3 L/min, 4 L/min, and 5 L/min is R1L/min, R2L/min, R3L/min, R4L/min, and R5L/min, respectively. The specific resistance of mono-layer nonwoven including adhesive (the mono-layer nonwoven was impregnated by adhesive) is r1L/min, r2L/min, r3L/min, r4L/min, and r5L/min.
So, the mean specific resistance of mono-layer nonwoven is

The mean specific resistance of mono-layer nonwoven impregnated adhesive is

The specific resistance of adhesives between the two layers can be calculated from

In order to obtain the accuracy results, Ri, ri, and R0 are constants. Combining equations (7) and (3)

Combining equations (5), (6) and (8),Rcan be changed as

From Darcy’s law, we know that [37]
Combining equation (9), 
Comparison of pressure drop between theoretical estimation which is calculated from equation (11) and experimental results of two-layer composite nonwoven (n = 2), three-layer composite nonwoven (n = 3), four-layer composite nonwoven (n = 4) is shown in Figure 11. It can be found that the pressure drop of different multi-layer composite nonwovens has a better fitting effect between theoretical estimation and experimental value at flow rate of 1, 2, and 3 L/min, while there is a smaller difference between theoretical estimation and experimental value at 4 and 5 L/min. Due to the better fitting effect and smaller difference between theoretical curve and experimental curve, equation (11) can be used to predict and analyze the pressure drop of multi-layer composite nonwovens in the future application.
Comparison pressure drop between theoretical estimation calculated from equation (11) and experimental results (A = 100 cm2). (a) Two-layer composite nonwoven and n = 2, L = 1.53 mm, R = 1.081 × 108 m−1. (b) Three-layer composite nonwoven and n = 3, L = 3.52 mm, R = 1.686 × 108 m−1. (c) Four-layer composite nonwoven and n = 4, L = 4.46 mm, R = 2.2904 × 108 m−1.
Comparison filtration properties of new materials with commonly used filtration materials
Due to preliminary domestic market research on automobile engine filtration materials, the results indicate that some automobile engine oil filtration materials (liquid filtration of wet filtration) can also be used in automobile engine air filtration (air filtration of dry filtration), i.e. cotton wood pulp paper oil/air filtration material. Automobile air filter is made of air filtration materials and can separate different particles containing dust, colloid, alumina and iron in the air from entering into engine air intake system for less wear degree, better performance and longer service time of engine. Automobile engine oil filter located in the lubrication system of car internal combustion engine can remove some fine particles, i.e., metal abrasive dust, carbon granule and colloid. Particles existed in oil can increase wear degree among bent axle, connecting rod, camshaft, turbocharger and piston ring. Therefore, it is necessary to filter out and remove these particles for less plugging of oil, better operating of equipment, and longer servicing time of combustion engine. So, the filtration object and function of automobile oil filtration and automobile air filtration are different. Due to smaller impurity and more solid metal particles of filtration object in larger viscous oil, the automobile engine oil filtration has a larger effect and is more difficult than automobile air filtration in application. Therefore, the key research of this paper is automobile engine oil filtration.
In order to judge filtration properties of our new composite nonwovens, different automobile engine filtration materials (as seen Figure 12(a)) and filters (as seen Figure 12(b)) which were purchased from market and three different kinds of multilayer composite nonwovens which were selected from commonly used automobile engine oil filtration materials (as seen Figure 13(f) to (h), respectively) are used to make a comparison of filtration properties. 10# cotton wood pulp paper filtration material provided by Star of Shield Fujian Putian Filter Factory of Chinais is obtained from the actual filter (as seen Figure 13(a)). 11# and 12# purchased from HeNan Xinxiang Changcheng Filter Material Co. Ltd. are a typical three-layer composite filtration material and two-layer composite filtration material, respectively.
The multi-layer structure of 10#, 11#, and 12# which is split by hand is shown in Figure 14(a) to (c), respectively. SEM figures of multi-layer structures 10#, 12#, and 11# are shown in Figure 15(a) to (c), respectively.
It can be found that mono-layers of 10# (as seen Figure 15(a)) and 12# (as seen Figure 15(b)) are both bonded by the same chemical adhesion method, while the surface layer polyester nonwoven, interlayer glass fiber nonwoven and substrate layer polyester nonwoven of three-layer composite nonwoven 11# are bonded by thermal adhesion method. It is indicated from Figure 15 that the materials and adhesion methods of three commonly used oil filtration multi-layer materials 10#, 11#, and 12# are different from our new filtration materials which is prepared by hemp fibers and chemical bonding method.
The properties of commonly used filtration materials are demonstrated in Table 4 and Figure 16. It can be found that these commonly used filtration materials have different thickness, weight, mean pore diameter, and filtration accuracy in application, which are a result of the different materials and preparation technology. 11# has the best filtration properties among three commonly used filtration materials.
Filtration accuracy comparison of commonly used filtration materials. Properties of commonly used filtration materials.

A comparison of the filtration properties of two-layer composite materials between 10#, 12# and 5#, 7# are shown in Table 5 and Figure 17. The results of filtration effect are (1) 12#>7#>5#>10#; (2) Filtration effect of 7# is similar to 12#; and (3) 5# is better than 10#.
Filtration accuracy comparison of two-layer composite material. Comparison filtration properties of two-layer structure between commonly used filtration materials and our new materials.

A comparison of the filtration properties of multi-layer composite materials between 11# and 6#, 8#, 9# are shown in Table 6 and Figure 18. It can be demonstrated that the relation of filtration effect among these materials is 8#>11#>9#>6#. So, 8# has the best filtration effect among multi-layer composite materials.
Filtration accuracy comparison of multi-layer composite material. Comparison filtration properties of multi-layer structure between commonly used filtration materials and our new materials.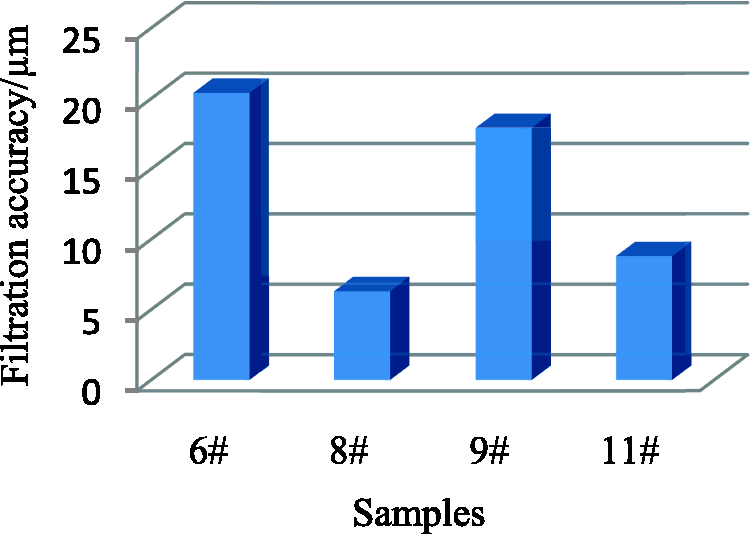

Pressure drop comparison between commonly used filtration materials and our new materials at different flux is shown in Figure 19. Due to different time of measuring pressure drop, a comparison of the pressure drop of 12# at flux of 0–4 L/min in the first test and pressure drop of 7#, 8#, and 10# at flux of 0–5 L/min in the later test is made in Figure 19. The results indicate that pressure drop of these four filtration materials increases with the increase of flux of experimental clean oil. Moreover, 8# has higher pressure drop than 10# and 12#. Pressure drop generated on both sides of 7# is very similar to 10# at 1 L/min, while the difference increases obviously as the flux increases from 2 L/min to 5 L/min. Comparing the filtration accuracy and pressure drop of two-layer/multi-layer composite materials between commonly used filtration materials and our new filtration materials, it can be found that composite nonwoven 7# which contained the two-layer structure of hemp/viscose spunlaced nonwoven layer and PA6 nanofiber layer has better filtration properties for application.
Comparison pressure drop of commonly used filtration materials and our new materials. 7# and 8# are our new filtration material, 10# and 12# are commonly used filtration material.
Conclusions
In this research, hemp/cotton spunlaced nonwoven, hemp/viscose spunlaced nonwoven, hemp/viscose spunlaced nonwoven impregnated polyacrylic adhesive, hemp woven fabric, and PA6 nanofiber which was collected on the surface of hemp/viscose spunlaced nonwoven, and other two-layer/multi-layer composite nonwovens were prepared innovatively to research the filtration properties and practical application.
Through comparison filtration properties among different two-layer composite nonwovens and three-layer composite nonwovens, we know that composite nonwoven including PA6 nanofiber layer shows smaller thickness, weight, and pore diameter, better filtration effect, and higher pressure drop.
The thickness, weight of composite nonwoven before/after filtration, weight of clean oil existing in composite nonwoven after filtration, and pressure drop of composite nonwoven increased with the increase of layer numbers, while the mean pore diameter, maximum pore diameter, air permeability, and filtration accuracy decreased as the layer number increased from n = 1 to n = 4. Theoretical estimations and experimental values of pressure drop have a better fitting effect and a smaller difference among mono-layer nonwoven, two-layer composite nonwoven, three-layer composite nonwoven, and four-layer composite nonwoven. Comparison of the filtration accuracy and pressure drop of two-layer/multi-layer composite materials between commonly used filtration materials and our new filtration materials, the results demonstrate that 7# which contained two layer structure of hemp/viscose spunlaced nonwoven layer and PA6 nanofiber layer has better filtration properties for application.
Footnotes
Funding
This work was supported by The Quartermaster Research Institute of General Logistics Department of the PLA., Research Center of China-Hemp.