
Abstract
The hemp root bast paper is innovatively prepared to research the oil filtration properties and air filtration properties for practical application. It can be found that beating degree and weight both have great influence on air permeability, pore diameter distribution, oil/air penetration and oil/air filtration efficiency of hemp paper. The oil filtration efficiency of hemp papers for 0.33 µm particles is 99.7%–99.975% and air filtration efficiency for 0.26 µm NaCl aerosol particles is 99.942%–100%. Through comparison of oil filtration properties and air filtration properties with commonly used automobile engine oil/air cotton paper filtration materials, it can be found that hemp paper has the smaller thickness, weight, mean pore diameter, porosity and oil/air penetration, while the better oil/air filtration efficiency and higher pressure drop. Due to the higher filtration efficiency of hemp papers and green, biodegradable, sustainable resources of hemp plants in the case of environmental requirements, the pilot trial hemp paper automobile engine oil filter is successfully manufactured. The results indicate that hemp papers have better oil/air filtration properties than cotton paper in practical application. We hope that such an attempt will be helpful for practical application of hemp paper and meet the needs of domestic market for filtration materials. Furthermore, it can enlarge the application field and increase the added value of hemp.
Introduction
Hemp (Cannabis sativa L.) was firstly cultivated in 2700 BC in China and mainly used as medicinal plant at that time and then was introduced to other Asian countries and Europe [1]. In Europe [2], the Czech Republic, Hungary, Poland, Spain, Australia, Italy, Germany, Britain, Netherlands, France, Latvia, Romania and Serbia have grown hemp plants [3]. Under the guidance of European Union, flax and hemp was grown 125,000 hectares and 15,500 hectares, respectively. At present, 10 European companies and 5–10 Eastern Europe companies have engaged in processing of hemp plants and fibers, i.e. EIHA, AGTO-Dienst (DE), BaFa, Hemcore (www.hemptechnolog.co.uk), LCDR, HempFlax (www.hempflax.com), Hempron and Vernaro.
The traditional processing line of water retted method for hemp fiber was used to achieve better fiber quality and spinnability [3]. The main application fields of hemp are as fibers and its products (i.e. hemp rope, yarn and fabric), industry pulps and cigarette papers, automobile upholstery applications, insulation materials, animal beddings, building materials, hemp seeds, animal feeds and foods and body care products (i.e. hemp foods, hemp sesame oils and cosmetics).The hemps were also planted in United States [4].
Using non-wood resources for preparation of papers has many advantages, i.e. easily pulping properties, superior fiber performance and good quality of papers and replacing the dwindling forests resources [5]. For China and India, it is necessary to seek new non-wood resources for papermaking to satisfy the increasing usage of cellulose fibers and the lack of wood resources.
However, the non-wood resources are mainly flax and hemp in Europe [6]. The 10-mm hemp core which had 42.5% cellulose, 22.2% hemicelluloses, 24.8% lignin and 3.3% ash was firstly crushed into powder and then cooked at condition of 30–90 min, 155–185℃, 40–60% ethanol amine, 6:1 liquid ratio and 5–7 bar cooking pressure for experiment [7]. Ibarra et al. [8] adopted flax, hemp, sisal and jute to prepare dissolving pulp and viscose fiber after processes of xylanase treating, alkali extraction and endoglucanase treating. The results indicated that the sisal pulp had better pulp performance, smaller hemicelluloses content and viscosity. Gümüskaya et al. [9] thought that hemp stalk was composed of 65% wood core which contained 40–48% cellulose, 18–24% hemicelluloses, 21–24% lignin and 35% bast, which contained 57–77% cellulose, 9–14% hemicelluloses and 5–9% lignin. Then the hemp pulp was manufactured at condition of 40/60 proportion of ethanol/water, 0.25% H2SO4, 180℃ and 5:1 liquid ratio. Because of green, biodegradable, sustainable, recyclable and the higher strength of hemp fiber, it is suitable for developing hemp composite materials [10]. It is demonstrated from previous studies on hemp fibers that most research have focused on hemp core section and theoretical research.
Hutten [11] indicated that the engine filter made from filtration materials and filtering devices could be used for power equipment, i.e., cars, trucks, farm equipment, aircraft, ships, etc. The impurity was some fine particles from outside air, metal debris from wearing in the process of operation and some fuel particles from burning. In order to avoid wearing degree between particles and equipment, the particles could be filtered out by these filter equipment as soon as possible.
Kothari et al. [12] reported filtration material was a kind of permeable materials that could separate impurity particles from fluid as the fluid passed through it. Woven fabric and nonwoven fabric could realize the filtering effect and separate various particles due to its porous structure in the process of filtration. Larry and Larry [13] pointed out dry and wet technologies of preparation filtration materials, i.e. air-laid web, carded web, melt-blown technology, spun-bonded technology, electrostatic spinning method and papermaking method. Patel et al. [14] assessed that some porous membrane material, sintered glass and sintered metal could be used for filtration. Polypropylene, polyester, polyamide needle nonwoven [15], multilayer composite material [16], woven fabric [17–19], electrospinning nanofiber material [20] could also be used for filtration.
Through investigation of automobile engine oil filtration materials in market, we know that the commonly used oil filtration materials are cotton wood pulp paper, glass fiber nonwoven and some chemical nonwoven fabrics. Due to universality of filtration materials in application, some oil filtration materials can also be used for air filtration field, i.e. cotton wood pulp paper can be used for automobile engine oil filtration and air filtration.
Moreover, the filtration efficiency of commonly used filtration material is low and preparation technology of filter mainly imports from abroad. So, in order to meet the requirements of domestic market and break the foreign monopoly on automobile engine oil filtration materials, it is necessary to develop new and higher filtration efficiency automobile engine filtration materials in conjunction with environmental requirement by our own materials and technology.
In this paper, the green, biodegradable and sustainable hemp root bast paper was innovatively prepared after long and complex processes of cutting off, cooking, bleaching, defibering, pulp manufacturing, papermaking, squeezing and drying to research the oil filtration properties and air filtration properties. Then the higher filtration efficiency of hemp papers was prepared into automobile engine filter by our own technology in pilot equipment. As far as the authors know, this is probably the first attempt to prepare hemp root bast paper and research its oil/air filtration properties. The purpose is to replace the commonly used filtration materials and realize the industrialization application. We hope that such an attempt will be helpful for practical application and meet the needs of domestic market for filtration materials. Importantly, it can enlarge the application field and increase the added value of hemp.
Experimental
Raw material
The composition of different parts of hemp plant [21].

Preparation technology and experimental condition
Different experimental conditions from previous studies were used to prepare hemp root bast papers. After long and complex preparing processes of cutting off, cooking, bleaching, defibering, pulp manufacturing, papermaking, squeezing and drying, the root bast section of hemp was prepared into hemp paper (as seen from Figure 1). The experimental condition is determined according to actual condition of the equipment, and it is a better condition concluded from many experimental tests that can be achieved in practical production of enterprise.
Preparation technology of hemp paper.
The root bast sections of hemp were firstly cut into 5 cm length, then performed in 15 L ZQS1-15 laboratory digester which was manufactured by Xianyang Tongda Industrial Equipment Co. LTD. (Shanxi Province of China) for cooking at the following conditions: 14% NaOH, 0.15% anthraquinone, 170℃, 1.5 h heating up time as temperature increasing from 0℃ to 170℃ and 2.5 h heating preservation time at 170℃. Liquid to hemp root bast materials is 5:1 and pressure drop of heating preservation stage is 0.8 MPa.
Before bleaching process, the root bast sections of hemp were firstly cooked in 2.5 L TQ digester which was manufactured by Tianjin Industry Machinery Factory (Tianjin City of China) at 3% NaOH, 0.5% MgSO4, 110℃, 1 h, 0.7 MPa and 15% pulp concentration. Then the materials were bleached at 2.5% ClO2, 70℃, 2.5 h in thermostat water bath. Then the materials were cooked at 3% NaOH, 60℃ and 1 h in the thermostat water bath.
The materials were firstly defibered 30 min by 4.5 L ZQS2-45 hollander, which was manufactured by Shaanxi University of Science and Technology (Shanxi Province of China) and then beaten at 10 kg and 20 kg weight of beating thallium for different times to prepare different beating degree pulps.
The 0.4% pulps were used to prepare hemp papers by RK-2 A-KWT handwritten paper PTI machine equipment. The positive face of wet hemp papers was squeezed by the 2571-I Wet sheet press at pressure drop of 0.42 MPa for 5 min and then the negative face of hemp papers was squeezed at pressure drop of 0.42 MPa for 2 min. Lastly, the hemp papers were dried at 100℃ for 5 min by RK-2 A-KWT Handwritten PTI paper machine to obtain 20 cm diameter hemp paper.
Measurement
The XiaoBoShi Beating Degree Instrument was used to measure beating degree of hemp pulp in accordance with GB/T 3332-1982 measurement, pulp beating degree–Zeigler method. The FEI QUANTA 250 was used to observe fiber alignment and distribution in hemp paper. The BL-320H electronic balance was used to measure weight (mass/square area) of hemp paper in accordance with GB/T 451.2-1989 measurement, the weight of paper and paperboard. The L&W MicroMeter 51 was used to measure thickness of hemp paper in accordance with measurement, the thickness of paper and paperboard. The L&W PPS TESTER was used to measure air permeability of hemp paper in accordance with GB/T 458-1989 measurement, the air permeability of paper and paperboard.
The beating degree, can measure the pulp suspension performance in water, is an important parameter for papermaking. And the expression of beating degree is
The air permeability of hemp paper can be calculated from the following equation
The compactness of hemp paper can be calculated from equation (2)

The pore diameter and porosity of hemp papers were measured with AutoPore IV9500 Mercury Injection Apparatus in accordance with GB/T 21650.1-2008/ISO 15901-1: 2005 Determination of pore distribution and porosity of solid materials by mercury intrusion method and gas adsorption method, part 1: mercury intrusion method.


The TSI 8130 Automatic Filter Material Tester, the Liquid Paraffin and 8118A Salt Fog Generator were used to measure the oil filtration properties. Meanwhile, the TSI 8130 Automatic Filter Material Tester, NaCl powder and 8118A Salt Fog Generator were used to measure the aerosol particle filtration properties of hemp papers. The flow rate of liquid paraffin and 2% NaCl aerosol are both 45 L/min and the filtration area is 100.23 cm2.
The pressure drop across filter material at different flux can be measured with LCS-6 experimental setup in accordance with ISO 3968:2001Hydraulic Fluid Power-Filters-Evaluation of Differential Pressure Versus Flow Characteristics. The dynamic viscosity and density of experimental clean oil is 1.275 × 10−2 Pa·s and 850 kg/m3, respectively, and experimental filtration area is 100 cm2.
Results and discussion
Relation between beating degree and physical properties of hemp paper
Due to the rough raw materials of root bast section of waste hemps, it is difficult to obtain better quality hemp pulp and paper without beating degree process. Aside from the effect of beating degree on properties of hemp paper, weight is the other very important parameter for papermaking in the process of preparation. Therefore, in order to study the effect of weight and beating degree on physical properties and filtration performances of hemp paper, beating degree at same weight and different weight on the basis of same beating degree of hemp papers are prepared in this paper, respectively. The actual samples and preparation process are shown in Figure 2 in which the photos are taken using Sony Camera.
Actual samples of preparation hemp paper. (a) root bast section of hemp, (b) samples after the process of cutting off, (c) samples after the process of steaming, (d) samples after the process of bleaching, (e) equipment of making hemp papers, (f) 38°SR,70.49 g/m2, (g) 46°SR, 72.80 g/m2, (h) 50°SR, 66.36 g/m2, (i) 54°SR, 67.87 g/m2, (j) 60°SR, 70.29 g/m2, (k) 60°SR, 80.35 g/m2, (l) 60°SR, 88.50 g/m2, (m) 60°SR, 110.71 g/m2.
In order to research the effect of beating degree on thickness, compactness and air permeability, five different hemp papers which had different beating degree and similar weight were prepared, 38°SR and 70.49 g/m2, 46°SR and 72.80 g/m2, 50°SR and 66.36 g/m2, 54°SR and 67.87 g/m2, 60°SR and 70.29 g/m2, respectively. In the process of preparation, it could be found the weight deviation of hemp paper between scheduled weight 70 g/m2 and actual weight was due to the long preparation technology and small sample preparation practice. The SEM figures of five different hemp papers composed of 38°SR, 46°SR, 50°SR, 54°SR and 60°SR are shown in Figure 3, the results indicate that it is difficult to observe obvious difference of internal structure among these five different hemp papers from SEM figures.
SEM figures of five different hemp papers. (a)–(c) 38°SR, 70.49 g/m2. (d)–(f) 46°SR, 72.80 g/m2. (g)–(i) 50°SR, 66.36 g/m2. (j)–(l)54°SR, 67.87 g/m2. (m)–(o) 60°SR, 70.29 g/m2.
Many hemp fibers are not broken completely in the process of beating degree, while some hemp fibers are defibered and cut into small and short fibers by the mechanical effect (as seen from Figure 3(c), (f), (i), (l) and (o), respectively). Some fibers and knobs in the surface of hemp are glued together by the action of pulp (as seen from Figure 3(b), (e), (h), (k) and (n), respectively). The pore changes with the increasing of beating degree (as seen from Figure 3(a), (d), (g), (j) and (m), respectively) and the hemp paper prepared at 60°SR and 70.29 g/m2 has smaller porosity than others. Moreover, the hemp fibers have different sizes and shapes in the case of three-dimensional and disorderly arrangements.
The thickness, compactness and air permeability of hemp papers change as the beating degree increases from 38°SR, 46°SR, 54°SR to 60°SR in the case of similar weight of 70.49 g/m2, 72.80 g/m2, 66.36 g/m2, 67.87 g/m2 and 70.29 g/m2 as shown in Figure 4(a), (b) and (c), respectively. The thickness and weight of five different hemp papers can be measured by L&W MicroMeter 51 and BL-320H electronic balance, respectively. Air permeability and compactness can be calculated from equations (1) and (2), respectively. As seen from Figure 4, it can be found the thickness of hemp paper decreases from 163 µm to 132.4 µm, the compactness of hemp paper increases from 0.43 g/cm3 to 0.53 g/cm3 and the air permeability decreases from 2.748 µm/Pa·s to 0.646 µm/Pa·s as the beating degree increases from 38°SR to 60°SR, respectively. The compactness of hemp paper increases with the increasing of beating degree at the similar weight, which is due to the decreasing of hemp fiber length and increasing number of hemp fibers cut into small pieces by mechanical effect in the process of beating degree. The results demonstrate that thickness and air permeability of hemp papers decrease while compactness increases as beating degree increases from 38°SR to 60°SR due to closer fiber arrangement.
Relation between beating degree and physical properties of hemp paper. (a) relation between beating degree and thickness, (b) relation between beating degree and compactness, (c) relation between beating degree and air permeability.
Relation between beating degree and pore diameter distribution
The pores formed between hemp fibers on the surface of paper can be obviously observed from Figure 3; however, it is difficult to know the pore size of hemp papers at different beating degrees. So, AutoPore IV9500 Mercury Injection Apparatus is used to measure the pore size of hemp paper based on the principle that the mercury is filled into porosity of material at low pressure and high pressure by external pressure. The volume of mercury which is injected into pore of hemp paper is equal to the pore volume of material and the results can be expressed and calculated from equations (3) and (4), respectively.
It can be observed from Figure 5 that the pore volume of these five hemp papers is different in the case of same pressure and pore diameter. Hemp paper of 60°SR and 70.29 g/m2 has the smallest pore volume among them, which is the same as the changes of compactness and air permeability in Figure 4(b) and (c). And the cumulative volume of these five different hemp papers increases as the increasing of pressure and pore diameter.
Pore diameter distribution of hemp paper.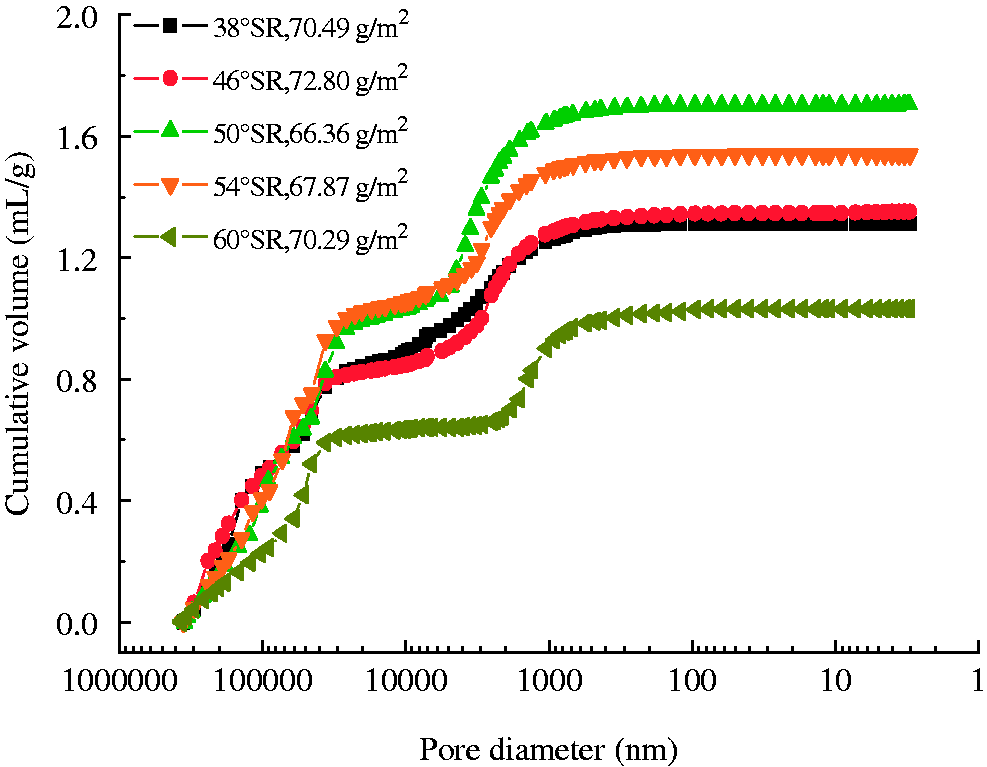
Relation between beating degree and oil/air filtration properties
Oil filtration properties and air filtration properties of hemp papers at different beating degrees measured by TSI 8130 Automatic Filter Material Tester with Liquid Paraffin and NaCl powder are shown in Figures 6 and 7, respectively.
Relation between oil filtration efficiency and beating degree (oil filtration efficiency = 1 − penetration). The pressure drop of liquid paraffin flowing through different hemp papers is 1487.66 Pa at 45 L/min. Relation between air filtration efficiency and beating degree (air filtration efficiency = 1 − penetration). The pressure drop of NaCl aerosol flowing through different hemp papers are 1485.71 Pa for 46°SR, 50°SR, 60°SR and 1486.69 Pa for 38°SR, 54°SR.

It can be seen from Figures 6 and 7 that oil filtration efficiency and air filtration efficiency of hemp papers almost linearly increase as the beating degree increases from 38°SR to 60°SR. Oil/air filtration efficiency of hemp papers first increases then decreases at 50°SR and again increases with the increasing of beating degree. It seems that beating degree of 50°SR is a critical point for hemp paper preparation at the similar weight. In process of hemp papermaking, some errors of artificial operation and equipment cannot be avoided due to long preparation technology and small sample preparation practice. We want to prepare hemp papers at different beating degree and constant weight of 70 g/m2 for comparison the properties, while the results indicate that hemp paper of 50°SR has the smallest weight of 66.36 g/m2 and the largest difference of weight among these five hemp papers. It indicates that error of weight difference among these five hemp papers is the other factor that affects oil/air filtration efficiency in experiment. In fact, it is difficult to avoid these errors in the process of hemp papermaking.
The change of oil/air filtration efficiency of hemp papers is the same as changing of compactness with the increasing of beating degree at the similar weight. The variation of air permeability of gas (as seen from Figure 4(c)) and penetration of particles flowing through porous hemp papers have the same tendency as the increasing of beating degree, which is contrary to the change of oil/air filtration efficiency. The better air permeability means the worse filtration efficiency for small particles, which is an aspect of inherent contradiction for porous hemp papers between air permeability and oil/air filtration efficiency. The oil/air filtration efficiency increases with the increasing of mean pore diameter while air permeability of hemp paper shows opposite changes. The results demonstrate that the effect of beating degree on oil/air filtration efficiency are the same in the case of similar weight of 70.49 g/m2, 72.80 g/m2, 66.36 g/m2, 67.87 g/m2 and 70.29 g/m2. Moreover, the oil filtration efficiency of hemp papers for 0.33 µm particles is 99.852%–99.958%, and the air filtration efficiency of hemp papers for 0.26 µm NaCl aerosol particles is 99.942%–99.973%.
Relation between weight and physical properties of hemp paper
In order to research the effect of weight on physical properties and filtration properties, four different hemp papers of 70.29 g/m2, 80.35 g/m2, 88.50 g/m2 and 110.71 g/m2 at the same beating degree of 60°SR were prepared. SEM figures of four different hemp papers at the same beating degree of 60°SR are shown in Figure 8. The disorderly distribution of hemp fibers and porous structure in the papers can also be seen, which is similar to SEM figures shown in Figure 3. It can be noted that the hemp fibers distribute in a disorderly state and show irregular shapes in the case of different weight and same beating degree. Some hemp fibers show irregular shapes and lengths in hemp paper at the same beating degree, i.e., tiny strips and coarse slivers. The hemp fibers can be split into different shapes and lengths by spinning blades at long time mechanical effect in the process of beating degree. Moreover, it is difficult to observe pore size difference among these four hemp papers from SEM figures. Some pores present different shapes and three-dimensional distributions in surface of hemp paper at spider mesh, while other pores show a compact distribution state and fewer pores could be seen in the surface of hemp paper.
SEM figures of four different hemp papers at the same beating degree of 60°SR. (a)–(b) 70.29 g/m2, (c)–(d) 80.35 g/m2, (e)–(f) 88.50 g/m2, (g)–(h) 110.71 g/m2.
The thickness and weight of four different hemp papers can be measured by L&W MicroMeter 51 and BL-320H electronic balance, respectively. Air permeability and compactness can be calculated from equations (1) and (2), respectively. The influence of weight on thickness, compactness and air permeability of hemp paper can be easily seen from Figure 9. The results demonstrate that thickness of hemp paper increases from 132.4 µm to 174.88 µm, compactness of hemp paper increases from 0.53 g/cm3 to 0.633 g/cm3 and air permeability decreases from 0.646 µm/Pa·s to 0.276 µm/Pa·s as the weight increases from 70.29 g/m2, 80.35 g/m2, 88.50 g/m2 to 110.71 g/m2 in the case of same beating degree of 60°SR. The thickness and compactness increase with the increasing of weight on the basis of same beating degree, while the air permeability of hemp paper shows opposite changes. Compared with Figure 4, we know that beating degree and weight have same influence on compactness and air permeability of hemp paper, while the effect of beating degree and weight on thickness is different.
Relation between weight and physical properties of hemp paper. (a) Relation between weight and thickness, (b) relation between weight and compactness, (c) relation between weight and air permeability.
Relation between weight and pore diameter distribution
The pores distributed in hemp fibers of paper can be easily seen from Figure 8, while it is difficult to know the pore size from SEM figures. So, AutoPore IV9500 Mercury Injection Apparatus is used to measure the pore size and porosity of four different hemp papers. It is demonstrated from Figure 10 that the cumulative volume of four hemp papers is almost similar in the case of same pressure and pore diameter, and the cumulative volume of hemp paper increases with the increasing of pressure and pore diameter. Compared with the effect of beating degree on pore diameter (as seen from Figure 5), it can be found that the weight has smaller influence on pore diameter and pore volume. And the porosity of these four hemp papers decreases from 63.87 % to 59.38% as the weight of hemp paper increases from 70.29 g/m2 to 110.71 g/m2 at the same beating degree of 60°SR. The reasons can be expressed from three aspects. (1) Hemp papers at different weights are prepared at condition of same beating degree, while hemp papers at almost same weight are prepared at different beating degree. (2) Hemp fibers are split into different shapes and sizes by mechanical effect at different beating degree process, while hemp fibers have same shapes and sizes at same beating degree. (3) The shape and size of pores are different in different beating degree and these differences increase with the increasing of beating degree.
Pore diameter distribution of hemp paper.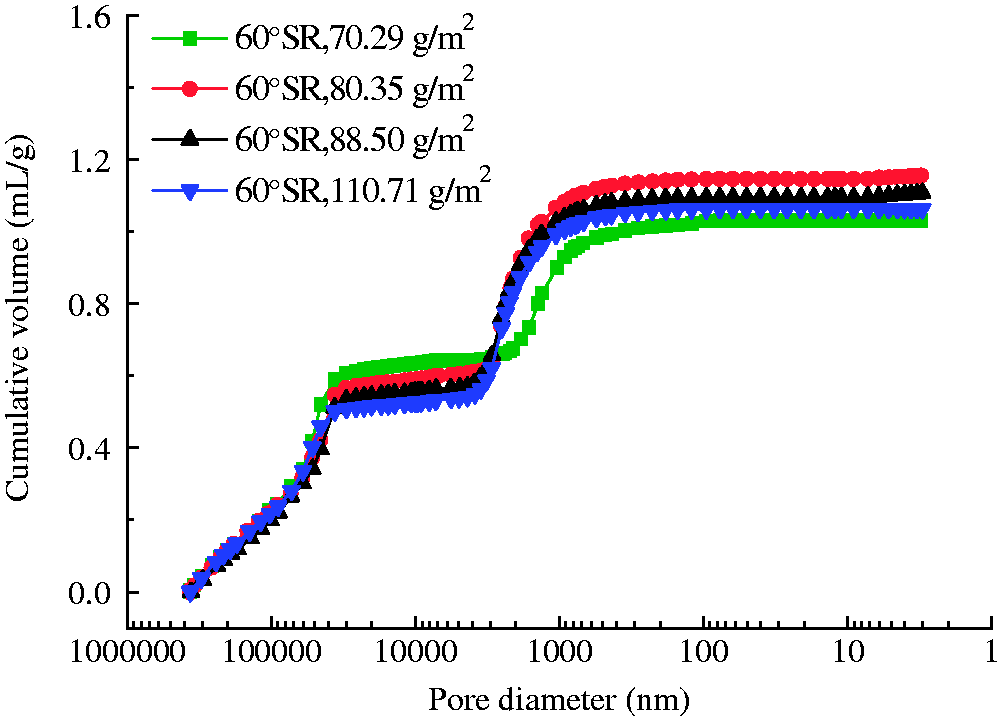
Relation between weight and oil/air filtration properties
Oil filtration properties and air filtration properties of hemp papers are shown in Figures 11 and 12, respectively. It seems that the point of weight 80.35 g/m2 has difference in comparison with other hemps. Two different hemp papers at 80.35 g/m2 prepared by same process are used to measure oil filtration efficiency and air filtration efficiency, respectively. However, it is difficult to use two identical samples for experiment. As previously mentioned, errors of artificial operation and equipment cannot be avoided due to long preparation technology and small sample preparation process of hemp papermaking. The experimental results suggest that the oil/air filtration efficiency almost increases as the weight of hemp papers increases from 70.29 g/m2 to 110.71 g/m2. Oil filtration efficiency of four hemp papers for 0.33 µm particles is 99.7%–99.975% and air filtration efficiency for 0.26 µm NaCl aerosol particles is 99.964%–100%. Compared with the effect of beating degree on oil/air filtration efficiency (as seen from Figures 6 and 7), the results indicate that weight of hemp paper has almost the same influence on oil/air filtration efficiency as beating degree. However, the change of air permeability is opposite to oil/air filtration efficiency with the increasing of weight. And the reasons are expressed in previous sections of this paper.
Relation between oil filtration efficiency and weight. The pressure drop of liquid paraffin flowing through different hemp papers is 1487.66 Pa at 45 L/min. Relation between air filtration efficiency and weight. The pressure drops of NaCl aerosol flowing through different hemp paper are 1485.71 Pa for 70.29 g/m2, and 1486.69 Pa for 80.35 g/m2, 88.50 g/m2 and 110.71 g/m2.

Theoretical analysis of clean oil permeability of hemp papers
The air permeability (gas) of different hemp papers are measured and analyzed above, so it is necessary to know the oil permeability (liquid) of hemp papers as the cleaning oil flowing through them. The pressure drop Δp and modeling process of clean oil flowing through porous hemp papers are shown in Figure 13, which is same as Darcy’s Law. As seen from SEM figures of Figures 3 and 8, we know that the clean oil is mainly flowing through the porosity of porous hemp papers, so the flow rate in conjunction with filtration area and porosity of hemp papers can be calculated from [22]
Schematic of clean oil flowing porous hemp paper.

Theoretical basis of pressure drop of porous material which originates from Darcy’s Law and Hagen-Poiseuille’s equation can be expressed from [23]


In our previous work, theoretical analysis and modeling pressure drop of cleaning oil flowing through porous nonwoven are researched, so this paper only pays attention to verification of experimental value of pressure drop. Equation (6) is a theoretical equation for calculating pressure drop of porous materials; however, it is difficult to know the relation between pressure drop and filtration area. So, it is necessary to introduce filtration area A which is expressed in equation (5) to revise equation (6) and verify pressure drop of clean oil flowing through porous hemp papers.
Combining equations (5), (6) and (7), we get the theoretical calculation of pressure drop of porous hemp paper.

The beating degree, weight, thickness, average pore diameter and porosity of different hemp papers are shown in Table 2. Pressure drop on both sides of hemp papers at different flux measured by LCS-6 equipment is shown in Table 3. It can be found that the theoretical values of pressure drop which are calculated from equation (8) have a good fitting tendency with experimental values in Figure 14. And pressure drop on both sides of hemp papers increases as the flux of experimental clean oil increases from 1 L/min to 5 L/min.
Comparison of experimental value with theoretical value of pressure drop (µ = 1.275 × 10−2 Pa·s and A = 100 cm2). (a) Comparison of theoretical values of pressure drop with experimental results at different beating degree and similar weight and (b) comparison of theoretical values of pressure drop with experimental results at different weight and same beating degree. Properties of hemp paper. Experimental pressure drop at different flux.


Theoretical analysis of filtration efficiency of hemp papers
In addition to pressure drop, filtration efficiency is another important parameter in filtration. Rubenstein and Koehl [24] indicate that pore diameter and fiber diameter have great influence on filtration efficiency, while it is difficult to measure hemp fiber diameter in the process of papermaking in the case of irregular fiber shapes and sizes (as seen from Figures 3 and 8). In order to express filtration efficiency of hemp papers theoretically, the average pore diameter is used to calculate filtration efficiencies and to make a comparison with experimental values in the case of cell model.
The filtration efficiency of hemp paper can be calculated from [25]


The filtration efficiency of interception




Combination of equations (10) to (14),



And filtration efficiency of hemp papers are



Parameters of hemp papers.

Experimental filtration efficiency of hemp papers for 0.33 µm particle is shown in Table 5, and theoretical values of filtration efficiencies E1, E2 and E3 of different hemp papers calculated from equations (18) to (20) are separately used to make a deep comparison with experimental values. As seen from Figure 15, it could be found that filtration efficiencies of theoretical values E1, E2 and E3 have different fitting effect with experimental results. The difference of filtration efficiency between experimental value and theoretical value can be expressed from three reasons. (1) E1 and E2 are on the basis of Kuwabara’s cell model and
Comparison of experimental value of filtration efficiency with theoretical value (dp = 0.33 µm). (a) comparison filtration efficiency of theoretical values with experimental results at different beating degree and similar weight and (b) comparison filtration efficiency of theoretical values with experimental results at different weight and same beating degree, (c) hemp papers after filtration, (d) 38°SR,70.49 g/m2, (e) 46°SR, 72.80 g/m2, (f) 50°SR, 66.36 g/m2 , (g) 54°SR, 67.87 g/m2, (h) 60°SR, 70.29 g/m2, (i) 60°SR, 80.35 g/m2, (j) 60°SR, 88.50 g/m2, (k) 60°SR, 110.71 g/m2. Experimental filtration efficiency of hemp papers for 0.33 µm particle.

Comparing theoretical values E1 and E2 with experimental values, respectively, the results suggest that E3 which includes interception on the basis of particle Kundsen number,

Comparison of oil/air filtration properties with other filtration materials
In order to know the better filtration efficiency of hemp papers, other four different filtration materials are used to make a comparison of oil filtration properties and air filtration properties with hemp papers. 1# hemp paper (38°SR, 70.49 g/m2), 2# hemp/cotton (60/40) spunlaced nonwoven (manufactured by us) and 3# hemp woven fabric (manufactured by us), 4# automobile engine oil filtration cotton paper (purchased from Henan Xinxiang Changcheng Filter Material Co.LTD., Henan Province of China) and 5# automobile engine air filtration cotton paper (provided by filter market, Fujian Province filtration market of China). 2# and 3# hemp nonwoven and woven fabric manufactured by us in the previous work are used to make a comparison of filtration properties with hemp paper. 4# and 5# are commonly used filtration materials in the market. The basic performances and SEM figures of five different filtration materials are shown in Figure 16 and Table 6, respectively.
SEM figures and actual samples of five different filtration materials. (a) and (f) 1#, hemp paper (38°SR), (b) and (g) 2#, hemp/cotton (60/40) spunlaced nonwoven, (c) and (h) 3#, hemp woven fabric, (d) and (i) 4#, automobile engine oil filtration cotton paper, (e) and (j) 5#, automobile engine air filtration cotton paper. Basic performances of five different filtration materials.

The comparison of oil filtration properties among 1# hemp paper, 2# hemp/cotton (60/40) spunlaced nonwoven, 3# hemp woven fabric and 4# automobile engine oil filtration cotton paper is shown in Figure 17. The relations among these four oil filtration materials are (1) pressure drop: 1# > 4# > 2# > 3#, (2) penetration: 3# > 2# > 4# > 1# and (3) oil filtration efficiency: 1# > 4# > 2# > 3#. It can be found that the hemp paper has the smaller thickness, weight, mean pore diameter, porosity and penetration, while the better oil filtration efficiency (99.852%) and higher pressure drop (1487.66 Pa). The cotton paper oil filtration material has smaller pressure drop (255.95 Pa) and oil filtration efficiency (32.6%), and the hemp woven fabric has the smallest pressure drop (6.87 Pa) and oil filtration efficiency (3.8%). Compared with 2#, 3# and 4#, it can be found that hemp paper has best filtration properties and hemp woven fabric has worst filtration properties among them.
Comparison oil filtration properties among 1# hemp paper, 2# hemp/cotton spunlaced nonwoven, 3# hemp woven fabric and 4# automobile engine oil filtration cotton paper. (a) Pressure drop, (b) penetration and (c) oil filtration efficiency.
The comparison of air filtration properties among 1# hemp paper, 2# hemp/cotton (60/40) spunlaced nonwoven, 3# hemp woven fabric and 5# automobile air filtration cotton paper is shown in Figure 18. The relations of air filtration properties among these four materials are (1) pressure drop: 1# > 5# > 2# > 3#, (2) penetration: 3# > 5# > 2# > 1# and (3) air filtration efficiency: 1# > 2# > 5# > 3#. It can be found that the hemp paper has the better air filtration efficiency (99.942%) and higher pressure drop (1486.69 Pa) than other filtration materials.
Comparison air filtration properties among 1# hemp paper, 2# hemp/cotton spunlaced nonwoven, 3# hemp woven fabric and 5# automobile air filtration cotton paper. (a) Pressure drop, (b) penetration and (c) air filtration efficiency.
Through comparison of oil filtration properties and air filtration properties among hemp paper, hemp/cotton (60/40) spunlaced nonwoven, hemp woven fabric, automobile engine oil filtration cotton paper and automobile air filtration cotton paper, we know that hemp paper has the smaller thickness, weight, mean pore diameter, porosity, oil/air penetration, while the better oil/air filtration efficiency and higher pressure drop. So, the hemp paper is a better filtration material than cotton paper for oil/air filtration application.
Preparation of hemp paper automobile engine oil filter
Comparing oil/air filtration properties with commonly used filtration materials, it can be found that hemp papers have higher filtration efficiency than cotton papers. So, it is necessary to manufacture hemp paper filter for practical application. Because of smaller samples of 20 cm diameter (as seen from Figure 19(a) and (b)) hemp paper in experimental preparation, it is difficult to manufacture automobile engine oil filter for practical application. Therefore, it is necessary to manufacture pilot trial hemp paper for preparation of automobile engine filter. The 38°SR and 70.49 g/m2 pilot trial hemp paper is firstly manufactured in the case of same cooking, bleaching and defibering process, and then formed by the FDA molding machine at roller speed of 1200 m/min, squeezed by PRESS Squeezer at pressure of 2 bar and dried by dryer at 105℃ for 15 min (see Figure 19(c) and (d), the experimental equipment belongs to Tianjin University of Science and Technology). The shape of automobile oil filter and air filter is same and size is different, moreover, the oil filter is smaller and material is less than air filter. So, we only prepare oil filter in the case of smaller pilot preparation samples in this paper. Then, 95 cm × 25 cm pilot trial hemp paper is prepared and the hemp paper automobile engine oil filter is successfully manufactured (see Figure 19(e)).
Preparation hemp paper and hemp paper automobile engine oil filter. (a) Small preparation equipment, (b) 20 cm diameter circular hemp paper, (c) pilot trial equipment, (d) pilot trial hemp paper, (e) hemp paper automobile engine oil filter.
Conclusions
The hemp root bast paper was firstly prepared after long and complex processes of cutting off, cooking, bleaching, defibering, pulp manufacturing, papermaking, squeezing and drying. It can be found that beating degree and weight both have great influence on thickness, compactness, air permeability, pore diameter distribution, oil/air penetration and oil/air filtration efficiency.
Thickness and air permeability of hemp papers decrease while compactness increases as the beating degree increases from 38°SR to 60°SR at the condition of similar weight. It can be indicated that the oil penetration and air penetration of hemp paper decrease as the beating degree increases from 38°SR to 60°SR, while the oil filtration efficiency and air filtration efficiency of hemp paper increase as the beating degree increases from 38°SR to 60°SR.
Thickness and compactness of hemp paper increase while air permeability decreases as the weight increases from 70.29 g/m2 to 110.71 g/m2 in the case of same beating degree of 60°SR. Compared with the effect of beating degree on pore diameter, it can be found that the weight has smaller influence on pore diameter. The oil/air penetration of hemp paper decrease as the weight increases from 70.29 g/m2 to 110.71 g/m2, and the oil/air filtration efficiency show an increase tendency with the increasing of weight.
Through a deep analysis of pressure drop and filtration efficiency of hemp papers on the basis of theoretical model, the factors influencing pressure drop and filtration efficiency of hemp papers including average pore diameter, porosity, filtration area, thickness, flux and dynamic viscosity of experimental liquid, and particle diameter can be obtained. Compared with experimental values of pressure drop and filtration efficiency, the results demonstrate that theoretical values of pressure calculated from equation (8) and filtration efficiency obtained from Equation E3 have a better fitting effect with experimental results.
Through comparison of oil/air filtration properties among hemp paper, hemp/cotton (60/40) spunlaced nonwoven, hemp woven fabric, automobile engine oil filtration cotton paper and automobile air filtration cotton paper, it was found that the hemp paper has smaller thickness, weight, mean pore diameter, porosity, oil/air penetration, while better oil/air filtration efficiency and higher pressure drop. The oil filtration efficiency of hemp papers for 0.33 µm particles is 99.7%–99.975% and the air filtration efficiency of hemp papers for 0.26 µm NaCl aerosol particles is 99.942%–100%. Due to the higher filtration efficiency of hemp papers and green, biodegradable, sustainable resources of hemp plants in the case of environmental requirements, the pilot trial hemp paper automobile engine oil filter is successfully manufactured for application. The results indicate that hemp papers have better oil/air filtration properties than cotton paper in practical application.
Footnotes
Acknowledgements
This work was supported by The Quartermaster Research Institute of General Logistics Department of the PLA, Research Center of China-Hemp (Beijing City of China) and the assistance of professor Liu Zhong and his research team (Tianjin University of Science and Technology, Tianjin City of China).
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.