
Abstract
In this study, the fabrication of nano-silver doped activated coir charcoal particles (ACC@Ag) was proposed using chemical reduction method. Certain amount of ACC@Ag was added into the spinning solution after de-foaming process to fabricate viscose rayon staple fibers using wet spinning method. The 1.25 denier × 38 mm viscose rayon/ACC@Ag staple fibers was then blended with 1.5 denier × 1.5 in. polyester staple fibers to fabricate PET/rayon/ACC@Ag with 50%/50% blending ratio and 30 s and 40 s linear density using ring spinning process. The blended yarns are expected to be used for the fiber products with anti-bacterial, warm retention, odor absorption and anti-static properties. This ring blended yarns were then used as the raw material to fabricate woven fabrics with anti-bacterial and anti-electrostatic properties which comply with JIS and AATCC standards. The influences of woven structures, fabric constitutions on the temperature difference, anti-bacterial, odor absorption and anti-electrostatic properties of woven fabrics were also investigated. Finally, the potential applications of the woven fabrics fabricated will also be proposed and suggested in this study.
Keywords
Introduction
Supported submicron mineral inorganic particles play an important role in fiber production and environmental protection, such as in functional fibers. In particular, novel metals are almost always dispersed onto support particles of high surface area to expose a high fraction of atoms on the particle surface. However, novel particle that grows at high temperature accompanied by a corresponding loss of catalytic activity is a serious problem in polymer compounding and functional fiber production. Specific stabilization of the dispersed support particles has been achieved by optimizing the interaction between novel metal and support particle. However, there is still no general method for the stabilization of particle again sintering problem [1].
In this study, a new process is proposed and developed to overcome the stabilization problem of the dispersed support particle. This process has successfully demonstrated its applicability to the fabrication of rayon/silver doped activated coir charcoal particles (ACC@Ag) staple fiber.
In recent years, the combination of inorganic particle with fiber and polymer composite material has attracted more and more attention because of the advancement and development of functional composite film and fiber. One of the most prevalent classes of composite material is to combine the inorganic particles which act as functional filler in organic matrix. Because of the specific function of inorganic particles, the incorporation of organic/inorganic polymer or fiber, with small amount of inorganic particle addition, can greatly improve the functional properties of conventional polymer materials.
Porous carbon with high specific surface area can be produced through alkaline activation and has drawn much attention in the last few decades [2]. In this alkaline activation process, NaOH and KOH are commonly used to produce porous carbon with micro pores and much higher specific surface area [3]. Although the theoretical reaction mechanism of alkaline activation occurs at 800℃, most KOH activation of porous carbon are conducted by gasification process to remove CO and CO2 from the charcoal [4]. The waste coir shell was selected in this study to produce porous coir charcoal, because of the availability of large-quantity waste coir shell and the good to recycle and reutilize waste material.
Experimental
Materials
Antimony (III) Oxide Potassium hydroxide Polyvinyl pyrrolidone, PVP Coir charcoal particles were fabricated by wet ball mill method, D50 at 820 nm KOH, for activating the coir charcoal particles Silver nitrate, AgNO3, for fabricating the nano-Ag particles with 20 nm 1.25 denier and 1.5 in. length viscose rayon staple fibers with ACC@Ag particles 1.5 denier and 1.5 in. length polyester staple fibers for blending with rayon/ACC@Ag fibers
Experimental equipments
UV/visible spectrophotometer for testing the absorption of UV Ultrasonic cleaner was used for particles dispersion Magnetic stirrer for making the particles disperse into the solution evenly X-ray diffraction analysis: MAC science X-ray diffractometer Specific surface area and pore size distribution analyzer: ASAP, Model No. 2020 Differential scanning calorimeter, (DSC): TA, Model No.Q20 Thermogravimetric analyzer, TGA: NETZSCH, Model No. TG 209 F3 Tarsus SP-830 spectrophotometer Switzerland AGEMA Thermovision 900 camera
Fabrication of ACC@Ag core shell particle [1]
Coir charcoal particles were prepared from waste coir shell using steam activation process with the help of furnace heating. Prior to coir charcoal particles preparation, waste coir shell was dried in an oven at 120℃ for 24 h to remove moisture. In carbonization process, the dried waste coir shell was heated in a 900℃ for 1 h. To reduce the particle size of the coir charcoal, the coir charcoal was ground in a ball mill machine for 8 h. The average particle size (D50) of the coir charcoal was measured as 820 nm. The ground coir charcoal was then dispersed in de-ionized water with the help of acrylic series dispersant.
Activated coir charcoal (ACC) was prepared from ground coir charcoal using chemical method. The activation process was done by reacting coir charcoal with KOH at 100℃. Colloidal silver particles with average size of approximately 32 nm are synthesized by reducing method. These colloids nano-silver surrounded ACC core particles were prepared using AgNO3 solution to form mono-dispersed ACC@Ag particles. In this study, AgNO3 solutions with various concentrations, 0.005 M, 0.01 M, 0.02 M, and 0.04 M, were mixed with ACC core particles in liquid phase to form mono-dispersed ACC@Ag particles. Furthermore, a silane coupling agent was used to improve the interface problem and for uniform distribution among nano Ag, ACC particles and rayon matrix. It is believed that the ACC@Ag core shell particles prepared using the modified process may have better dispersing characteristics, more reliable and stable, and better odor absorption, anti-bacteria, anti-electrostatic, and warm capabilities.
Results and discussions
Morphology and structure of the ACC@Ag core shell particles
Figure 1 shows the transmission electron microscope morphology of ACC@Ag. Nano-Ag particles of average 20 nm, uniformly dispersed on the tiny hole of ACC can be clearly observed. As shown in Figure 1, ACC@Ag particle is composed of many nano-Ag (deep color) doped around the tiny holes of the ACC (light color). The ACC@Ag core shell was found to have a complex structure and irregular shape formed from layered deposit.
Morphology of ACC@Ag core shell particle.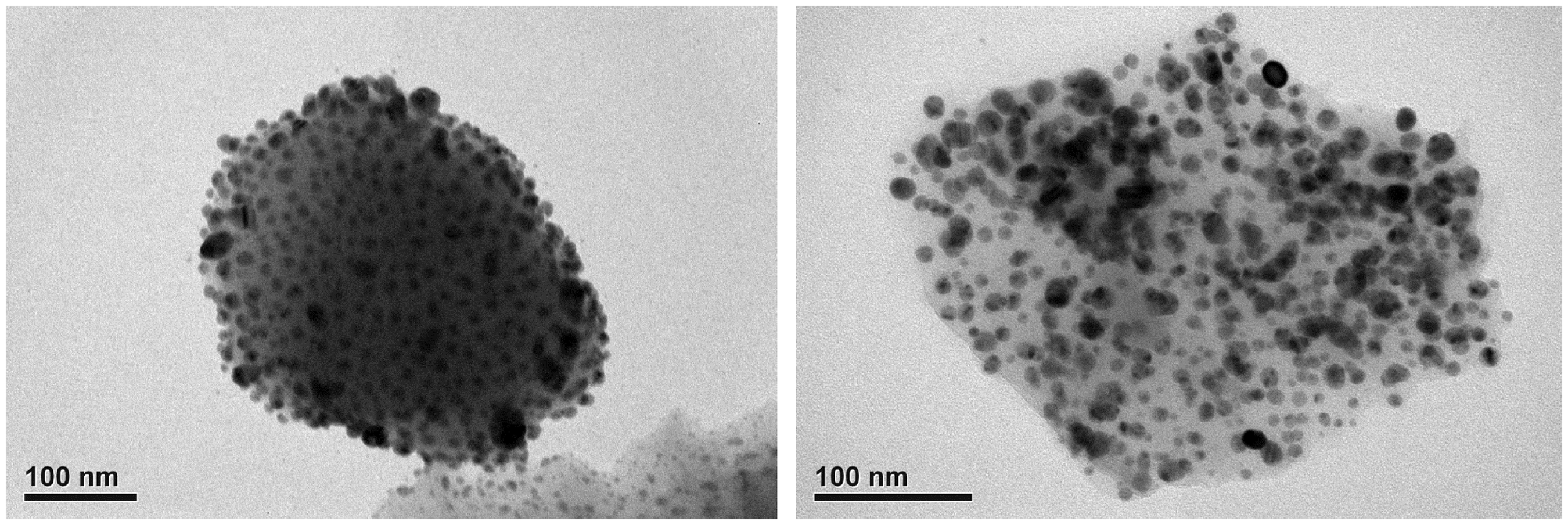
The spinning process of rayon/ACC@Ag staple fibers [5]
The procedure for the preparation of spinning process of rayon/ACC@Ag staple fibers is shown in Figure 2. The wood pulp cellulose was first prepared by steeping the “wood pulp” in NaOH solution to form bulky fragments. This wood pulp was then aged under carefully controlled condition to reach required degree of polymerization. During the aging treatment, heavy metals, such as manganese and cobalt, can be used as catalyst to accelerate the aging process. In the regenerated cellulose process, xanthate was used to convert the cellulose into cellulose xanthate which dissolves easily in NaOH. During the cellulose xanthate dissolving process, ACC@Ag particles were added into the solution in which pH value and temperature were kept at 2 and 20–30℃, and stirred for 3 min. After ripening, filtration, and de-foaming treatments, the resulting viscose liquid was filtered to remove the impurity and undissolved cellulose before wet spinning process. The rayon/ACC@Ag staple fibers can be fabricated with 1.25 denier fineness and 38 mm in length.
The wet spinning process of rayon/ACC@Ag staple fibers.
The dry strength of rayon/ACC@Ag staple fiber was measured as 2.96 gf/d; dry elongation is 22.3%; CV% of dry strength is 6.7%, and CV% of fiber fineness is 5.61%. According to the specific characteristics of the fiber produced, the PET/ACC@Ag rayon staple fiber can satisfy the requirements needed for the fabrication of ring staple yarns.
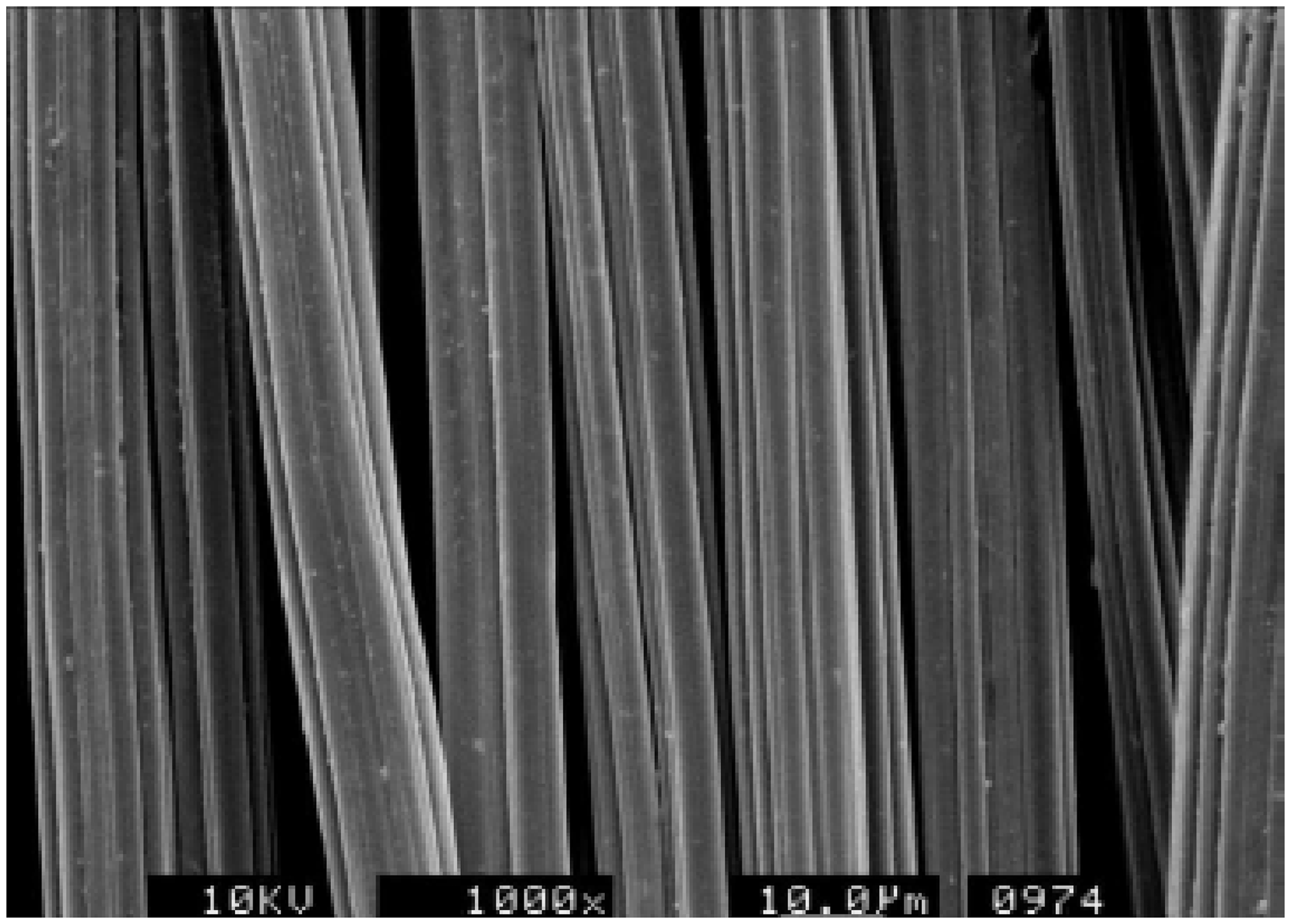
The cross and longitudinal sections of rayon/ACC@Ag staple fiber can be clearly observed in scanning electron microscope (SEM) images, as shown in Figures 3 and 4. In these SEM images, the fibers were found to have irregular shape, and the uniformly distributed ACC@Ag core shell particles (white dots) within the fiber can also be observed.
The cross section of rayon/ACC@Ag staple fibers. The longitudinal section of rayon/ACC@Ag staple fibers.
The physical properties of PET/ACC@Ag rayon staple yarns with 30 s and 40 s.
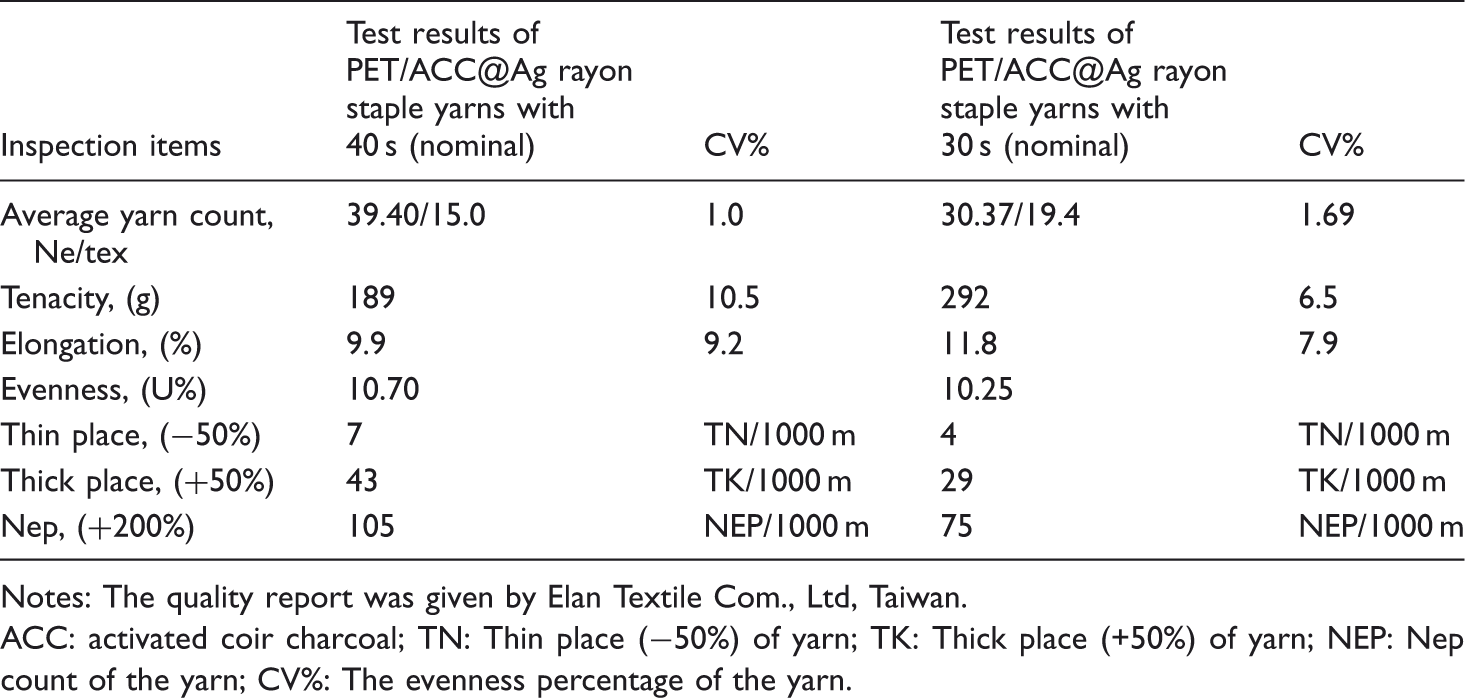
Notes: The quality report was given by Elan Textile Com., Ltd, Taiwan.
ACC: activated coir charcoal; TN: Thin place (−50%) of yarn; TK: Thick place (+50%) of yarn; NEP: Nep count of the yarn; CV%: The evenness percentage of the yarn.
The specifications of woven fabrics with polyester/rayon/ACC@Ag blended yarns.
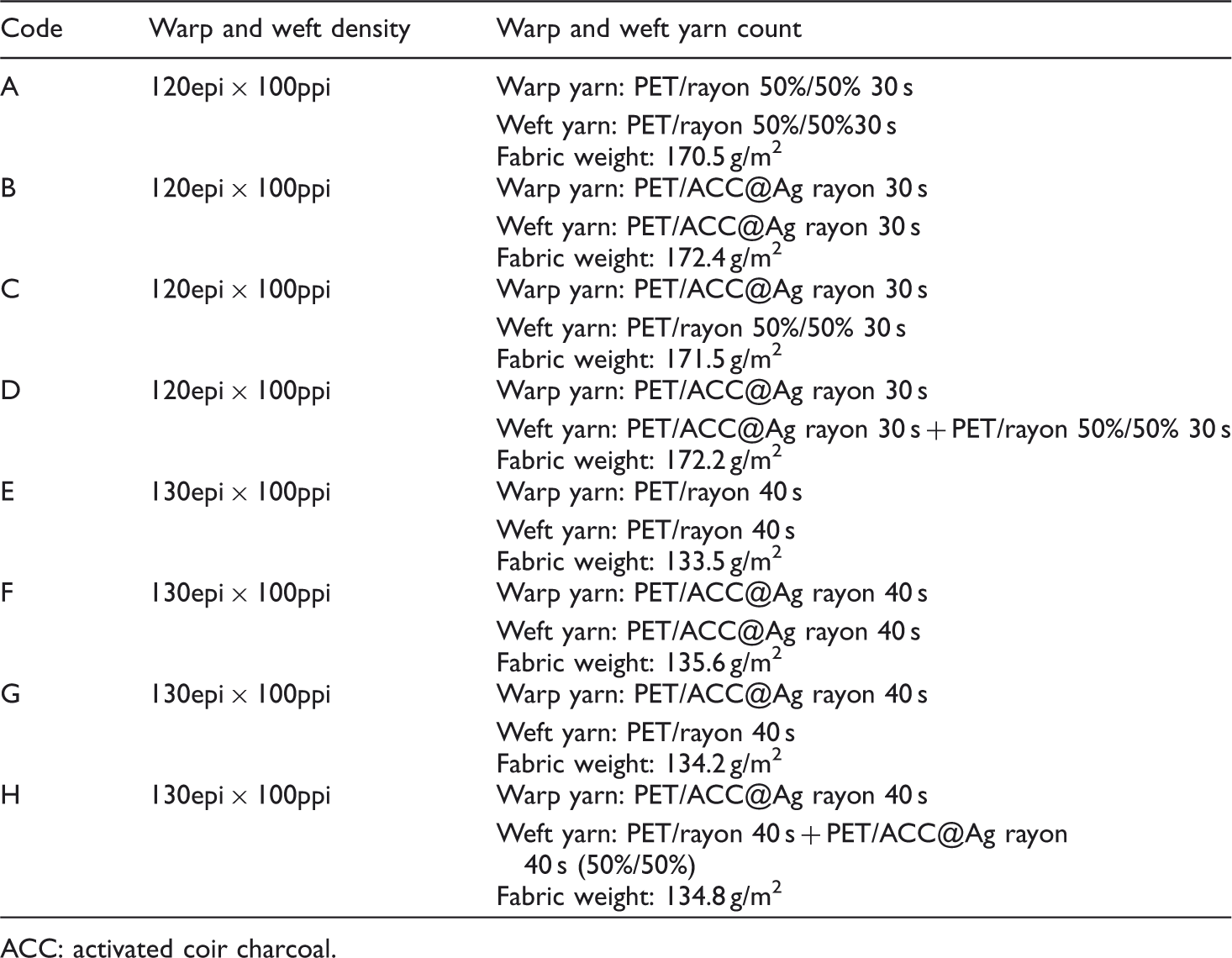
ACC: activated coir charcoal.
Sample A is constituted from regular 50%/50% polyester/rayon blended ring yarns with 30 s as the warp and weft yarns. Sample B blended the PET/ACC@Ag rayon with 30 s as the warp and weft yarns. ACC@Ag rayon means nano-silver particles dope on the coir charcoal particles which are added into the rayon fiber. Sample C blended PET/ACC@Ag rayon with 30 s as the warp yarns and regular 50%/50% polyester/rayon with 30 s as the weft yarns. Sample D blended the PET/ACC@Ag rayon with 30 s as the warp yarns and 50%/50% regular polyester/rayon and PET/ACC@Ag rayon with 30 s as the weft yarns alternatively by 1/1 picking method. Sample E is constituted from regular 50%/50% polyester/rayon blended ring yarns with 40 s as the warp and weft yarns. Sample F is constituted from PET/ACC@Ag rayon with 40 s as the warp and weft yarns. Sample G interweave PET/ACC@Ag rayon staple fibers with 40 s as the warp yarns and regular 50%/50% polyester/rayon with 40 s as the weft yarns. Sample H blended the 50% PET staple and 50% ACC@Ag rayon with 40 s as the warp yarns and 50%/50% regular polyester/rayon and PET/ACC@Ag rayon with 40 s as the weft yarns alternatively by 1/1 picking method. The woven fabrics might be recommended to use as clothes or apparels in winter and autumn period such as sports wear, shirt, jacket, sock, trousers, and under wears, etc.
Effect of ACC@Ag content on thermal absorption and diffusion characteristics of woven fabrics
The thermal conservation and warming capability of the woven fabrics made with different amounts of Ag@ ACC particles were measured using a Switzerland AGEMA Thermovision 900 camera. The measured results were determined based upon the FTTS-FA-010 (Specified Requirements of Far Infrared Textiles) standard. The experimental setup is shown in Figure 5. A 250 W halogen lamp was used as the heating source and directed to the surface of specimens at 45° angle and 100 cm for 10 min and turned off. The surface temperature of the test samples was recorded every minute at the beginning of the test and lasted for 20 min.
The real testing photos of experimental setup with the fabric sample; (a) Using 250W halogen lamp to irradiate the fabric samples meanwhile monitoring endothermic effect by Infrared Thermometer; (b) Turn off 250W halogen lamp meanwhile monitoring Endothermic effect by Infrared Thermometer.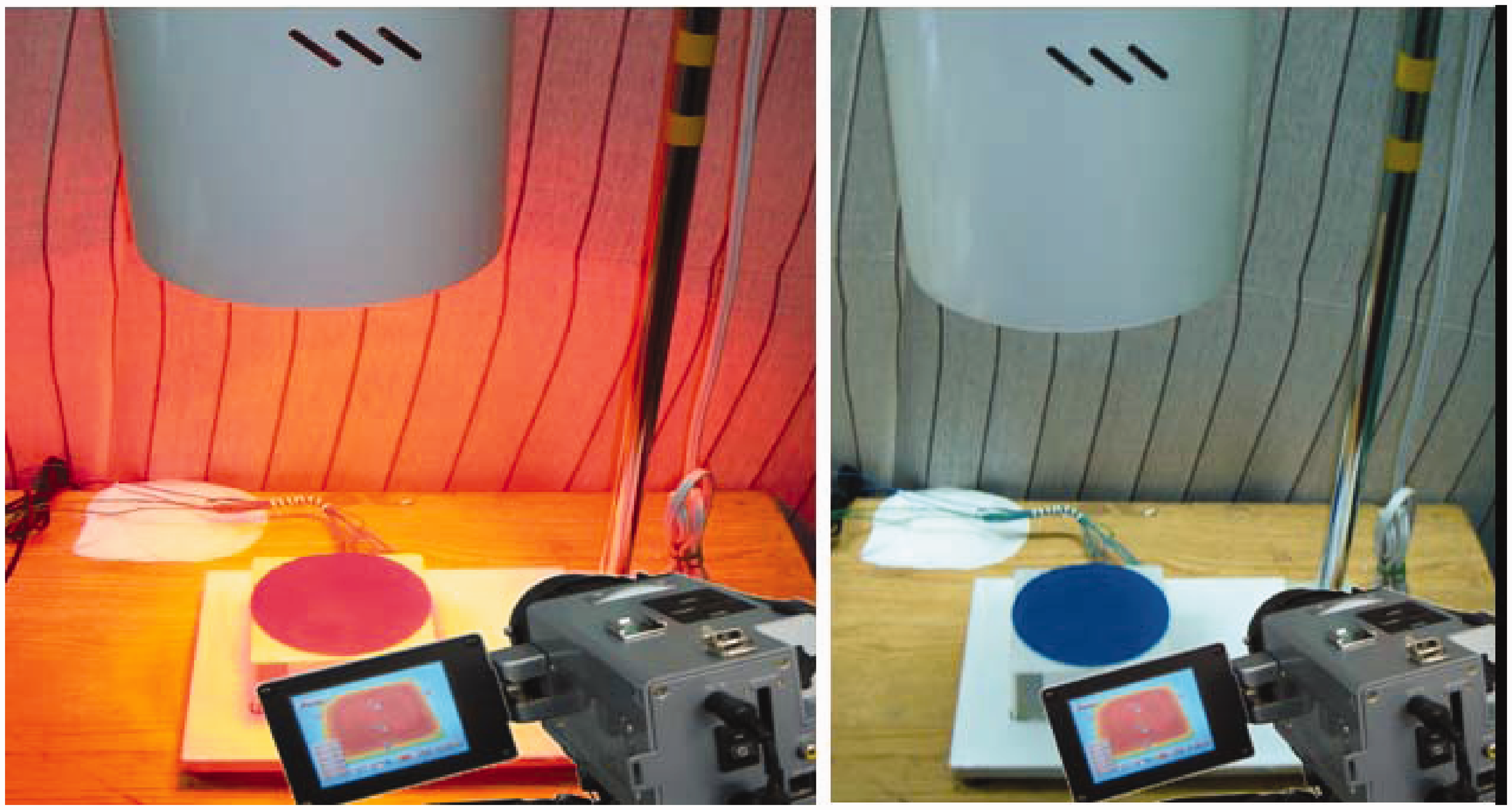
The initial surface temperature of the sample tested was controlled at 25℃ (T0). After 10 min of irradiation, the surface temperature difference, i.e. T10–T0, is called thermal absorption period which can be characterized as the thermal conservation property. At the end of 20 min test, the surface temperature difference, i.e. T10–T20, is called thermal diffusion period. The temperature difference between initial and 20 min measurement, T20–T0, can be characterized as the warming capability of the fabric.
The test results are listed in Table 3 and Figures 6 and 7. From the test results, it was found that the higher ACC@Ag content, the better thermal absorption and diffusion capabilities of the fabrics. For fabrics made with PET/ACC@Ag rayon (B, C, D, and F, G, H), their thermal absorption, diffusion, and warming capabilities are much better than the fabric made with PET/rayon. This is believed to be due to the addition of ACC@Ag particles. Because of the higher ACC@Ag particle content in fabric B than in fabrics C and D, it also has better thermal absorption and diffusion capabilities than fabrics C and D. By comparing Figures 6 and 7, samples B, C, and D have better thermal absorption and diffusion capabilities than fabrics F, G, and H. This is probably due to the higher fabric weight of samples B, C, and D (30 s, 170.5 g/cm2) than that of fabrics F, G, and H (40 s, 130.5 g/cm2). However, for cost consideration, samples C and D are cheaper than sample B and fabrics fabricated with 40 s are cheaper than those made with 30 s, because of less PET/ACC@Ag rayon in the woven fabrics.
Thermal image temperature differences of woven fabrics from A to D. Thermal image temperature differences of woven fabrics from E to H. Thermal image temperature difference with the different woven fabrics constitutions.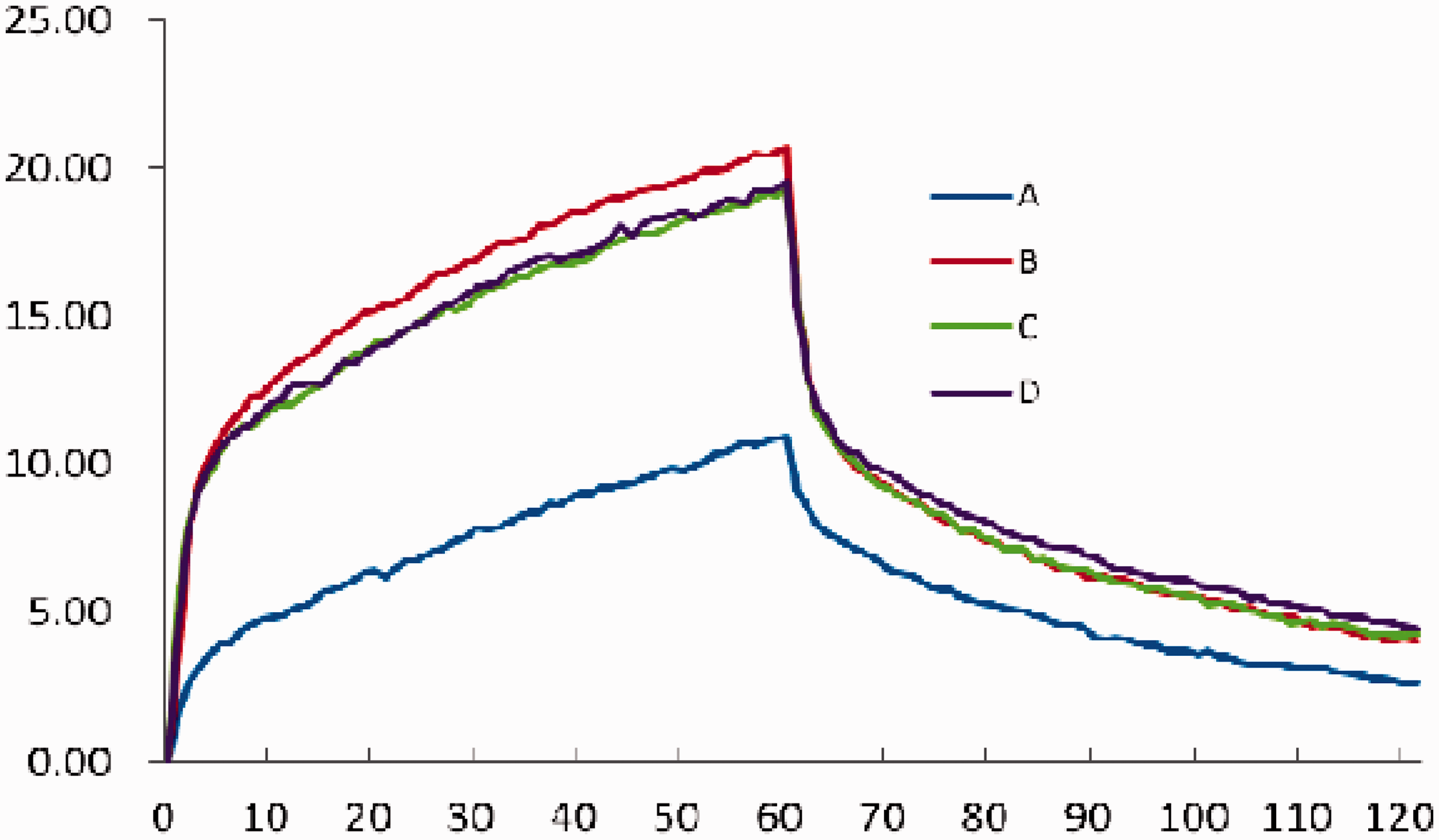
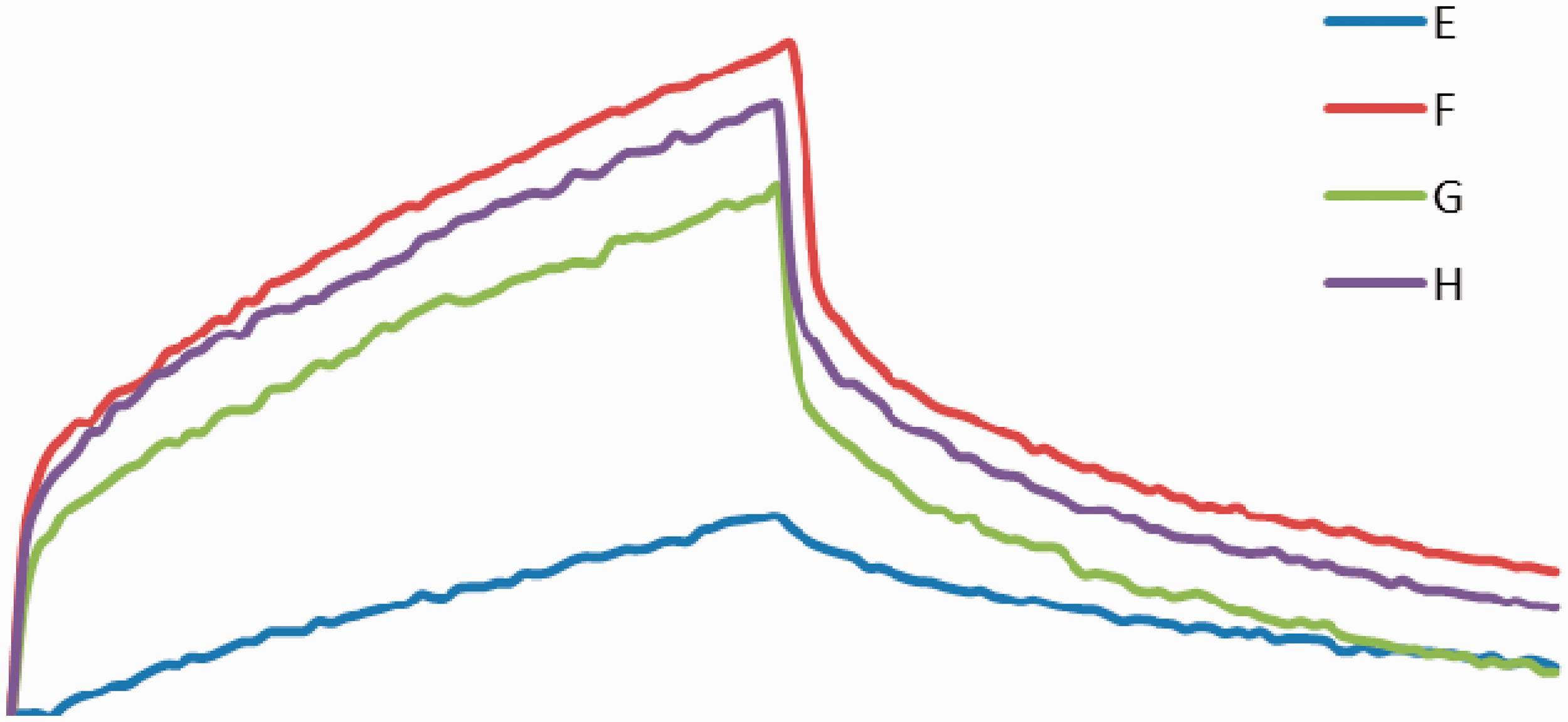

Table 3 and Figures 5 and 6 show that the higher ACC@Ag content have the better thermal absorption and diffusion ability. Furthermore, T10–T0 temperature raising rate increases with increasing the ACC@Ag core shell particles content, presumably due to much higher thermal conductivity and lower thermal diffusivity of the coir charcoal particles with multi-porous. However, sample B shows the better thermal absorption and diffusion than the other A samples since it has much more ACC@Ag content in the PET/ACC@Ag rayon blended yarns and not significant with C and D samples. Furthermore, sample F shows better thermal absorption and diffusion than the other E, G, and H samples since it has much more ACC@Ag content in the PET/ACC@Ag rayon blended yarns. Comparing the woven fabrics with 30 s and 40 s yarn kinds, the former one has better warm retention ability than the latter, since the thickness of woven fabrics with 30 s is heavier and thicker than 40 s. For cost consideration, samples C and D is better selection, since the amount of PET/ACC@Ag rayon is less than sample B and 30 s yarn is cheaper than 40 s.
Effects of ACC@Ag and fabric constitutions on the functional properties of woven fabrics
The SR of the woven fabrics (unit: Ω/cm2).

SR: surface resistivity
The stink absorption of the woven fabrics (unit: %).

SA: The percentage of Stink Absorption of the fabric.
AATCC Test Method 90-1982 (Agar plate method) was followed to conduct anti-bacterial test. In this test, PU and PU/AC composite films of 2.8 cm diameter were cut and placed at the center of bacteria growth medium. After 18 h of growing period, the growth of bacteria on woven fabrics can be determined by the murky color and its extent. Figure 8 shows that sample B has the best anti-bacterial characteristic within the four samples tested because of its widest inhibition zone. This is believed to be due to the function of nano-silver particles that evenly doped on the multi-porous ACC. Sample D shows only minor anti-bacterial effect but it is also significant. As shown in Figure 8, no inhibition zone can be identified for samples A and C which also mean that there is no anti-bacterial function for these two woven fabrics.
The image of the anti-bacteria effects on the samples B, D, and A, respectively.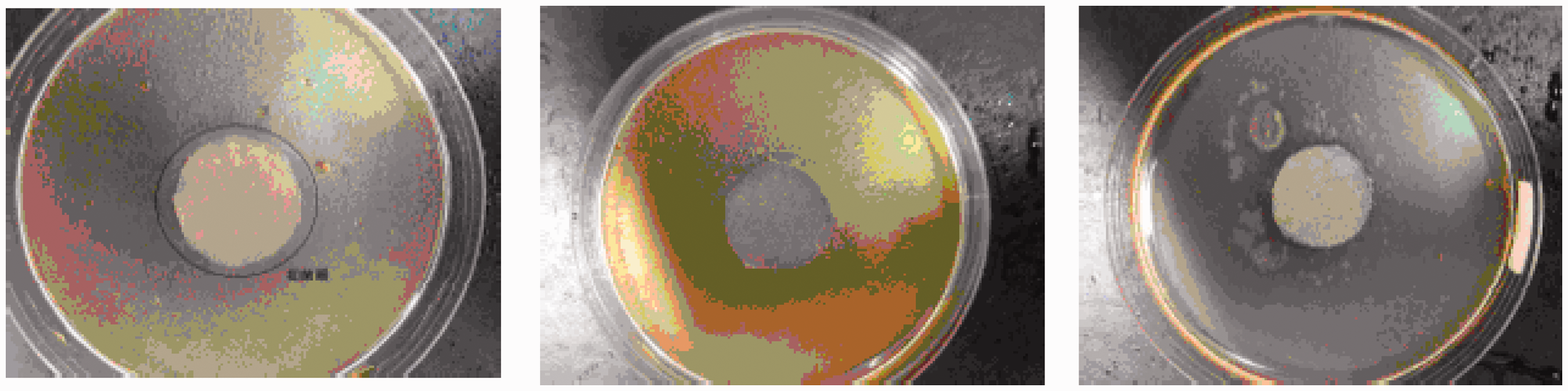
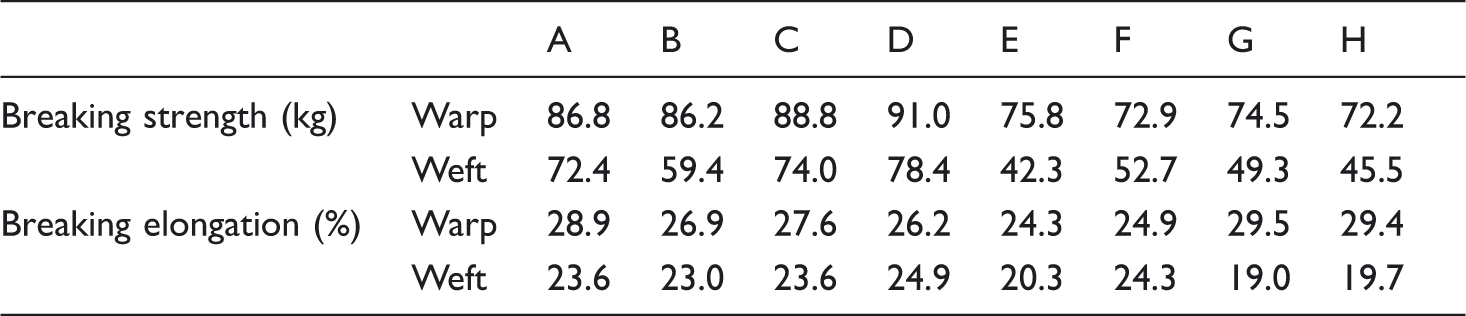
Influence of PET/Ag@ rayon on the tensile strength of woven fabrics
The compared table of tensile properties of woven fabric with the different constitutions.
Conclusions
The wet spinning system for fabricating the rayon/ACC@Ag staple fibers and PET/ACC@Ag staple yarn with 30 s and 40 s was spun by ring spinning system successfully. In producing PET/ACC@Ag staple yarns with improved performance over equivalent PET/Rayon staple yarns.
ACC@Ag core shell particles were fabricated by modified reduction method successfully and distributed in rayon staple fibers uniformly. Rayon staple fibers with ACC@Ag (1.25 denier and 38 mm length) were fabricated by wet spinning process successfully. Polyester blended with rayon/ACC@Ag staple fibers then produced the 30 s and 40 s blended yarns by ring spinning process successfully. Eight kinds of polyester/ACC@Ag rayon woven fabrics with different constitutions were produced by handloom successfully. The effects of surface resistivity (SR), temperature difference, stink absorption ratio, anti-bacterial, and anti-static of woven fabrics could be improved, and increased with increasing the ACC@Ag particles and polyester/ACC@Ag yarn content, yarn count and fabric thickness. Sample B woven fabric shows the best performance in this study. The polyester/ACC@Ag rayon woven fabrics could be recommended to use as clothes or apparels in winter and autumn seasons and also as sports wear, shirt, jacket, sock, trousers, and under wears, etc.
Footnotes
Funding
We would like to thank National Science Council (100-2221-E-035-023) for financial support. Experimental work was done at I/O composites Lab., Department of Fiber and Composite Materials, Textile and Materials Industry Research Center, Feng Chia University, Taichung, Taiwan.