
Abstract
Specific surface and surface porosity are governing factors in the penetration rate and the amount of liquid rise into the yarn. In this work, porous and non-porous fiber yarns of poly (
Introduction
The behavior of textiles during contact with a liquid is one of the most important characteristics [1]. The space between fibers in a fibrous structure of yarn acts as capillary media into which the liquid can penetrate. For this reason, wetting and wicking are important phenomena in their end applications [2]. Wicking is a phenomenon in which liquid is spontaneously transmitted into a porous system by capillary force. The wicking is the result of spontaneous wettability in a capillary system [3]. A liquid which does not wet the fibers cannot be wicked into the fibrous structures. Wettability is a complex process and it is more complicated in fibrous structures such as yarns, woven, nonwoven, knitted fabrics and performance in composites [4]. The capillary phenomenon occurs when the free energy at the interface of solid–gas is more than free energy at the interface of solid–liquid. Capillary exists in many of natural and physiological processes with lots of technological applications [5]. There are several techniques to analyze capillary flow, for instance analyzing the spontaneous wicking of liquid in the yarn structure. In this work, a method including observation and measurement of the capillary flow of a colored liquid was applied. The yarn was vertically put into a liquid bath in accordance with previous works [3,6–8]. Different parameters such as yarn structure, yarn tension, yarn twist, fiber shape, number of fibers in yarn, fiber configuration, finishing and surfactants control the capillary size and its continuity which in return influence yarn wicking [9–12]. Sengupta and Murthy [13] reported that the time of wicking in rotor yarn for each vertical height of wicking is less than that in ring yarn. Lord [14] reported that open-end yarn wicks faster and more than ring yarn. The height of wicking in equilibrium state in yarns with lower packing density is greater than that in compact yarns [15]. According to Staples and Shaffer [16], the smaller capillary tubes may cause reduction in rising speed of liquid height. Chattopadhyay and Chauhan [15] reported that only optimum dimension of capillary tubes can cause rapid penetration of water into the yarn pores. Therefore, neither too big pores nor too small pores are appropriate for rapid wicking. The speed of liquid rise for each yarn can be attributed to performance of acting gravity force on water columns in capillary tubes, since this force acts against capillary pressure. Sengupta et al. [17] worked on the wicking behavior of air jet textured filament yarns and stated that both yarns internal structure and its outer surface can influence wicking behavior. For the same percentages of floats and arcs, the trilobal filament yarns (filaments with triangular cross section) reveal better wicking properties and more percentage of floats and arcs leads to increase in height of capillary equilibrium [17]. Ansari and Haghighat Kish [18] investigated the wicking behavior of polyester filament yarns produced by various twists. They found that the twisted filament yarns in comparison with untwisted yarns have less wicking height. The same results were obtained by Minor et al. [19] in nylon filamentous yarns with various twists. On the basis of Adamson work [20] increase in yarn roughness has led to random arrangement of fibers in yarn that has caused increase in transmission rate of water into the yarn. The results revealed that wicking depends on two major factors which are directly related to liquid transmission by capillary process. These are namely increasement in yarn's roughness which causes increscent in effective enhancement in contact angle and fibers arrangement. The more random the fibers, the more decrease in the continuity of capillary tubes created by fibers. This reveals the importance of porosity and fineness of fibers in the wicking phenomenon.
Poly (
Suture yarns prevent the wicking effect that would allow fluid and infection spreading; while wound dressings must provide fast wicking action. In the apparel applications, high wicking offers benefits for sports and enhanced performance of apparel.
Bognitzki et al. [27] and Kim et al. [28] have produced porous fibers by electrospinning of PLLA/dichloromethane (DCM) solution. The rapid evaporation of a highly volatile solvent induces rapid phase separation of the polymer/solvent mixture from condensed water vapor on the fiber surface [29]. This technique is governed by vapor-induced phase separation (VIPS) reported by Srinivasarao et al. [29]. In VIPS, the rapid evaporation of a high vapor pressure solvent cools the surface of the solidifying solute. Water vapor from the atmosphere condenses on these cold surfaces to form breath figures [29]. The condensed water vapor initiates polymer phase separation between the solvent and the water droplet forming polymer-rich regions and polymer-poor regions. Upon removal of solvent, the polymer-poor regions form pores that are dispersed around the polymer-rich regions. As a result, a porous film is obtained. Similarly, by combining the principle of VIPS with electrospinning, fibers with nanoporosity can be formed in situ [30].
The web obtained from electrospinning of these porous fibers has only limited applications like cell cultivation, drug delivery and wound dressing. By collecting electrospun fibers in oriented bundle, potential applications of these porous fibers will increase. Several methods were invented to produce yarn from electrospun fibers so far [31–42].
In this study, we are interested in studying the wicking property of high-porous PLLA yarns as well as soft PLLA yarns which have potential applications as suture, wound dressing, apparel, etc. PLLA yarns were fabricated using oppositely charged metallic nozzles. The influence of polymer solution concentration and solvent type on the surface morphology of electrospun PLLA micro/nano fibers was investigated using scanning electron microscopy (SEM). An image analysis technique was utilized for measuring surface porosity characteristics. In the present study, the most popular technique observing and measuring the capillary flow of a colored liquid in PLLA micro/nanofiber yarns was used. The effect of two important parameters: surface porosity and fiber diameter in capillary rise rate of nanofiber yarn was investigated.
Experimental details
Materials and preparation of electrospinning solution
The PLLA polymer chips with molecular weight of 250,000 g/mol was supplied by Boehringer Ingelheim Company. DCM and dimethylformamide (DMF) were used as a volatile solvent and non-volatile solvent, respectively. To prepare PLLA/DCM solution with concentrations of 10 wt%, 11 wt% and 12 wt%, the PLLA polymer chips were added into DCM and slowly stirred. After about 1 h, PLLA dissolved in DCM. PLLA/DCM/DMF solution was prepared by dissolving 10 g of PLLA in 90 g mixed solvent of DCM/DMF (70/30 v/v).
Preparation of colored liquid
For wicking measurements, a liquid containing distilled water, 0.2 wt% non-ionic detergent and 0. 5% red acid dye (Figure 1) was used to prepare a colored liquid. This dye is a leveling acid dye with a low molecular weight of 400.384 g/mol.
Molecular formula of red acid AV.
Yarn production
Electrospinning of PLLA micro/nanofiber yarns was carried out using the setup as shown in Figure 2. This setup consists of a high voltage-power supply, two syringe needles (nozzles), a neutral surface and a take up unit.
Schematic illustration of yarn formation process using two nozzles with opposite charges.
A neutral surface was placed in the middle of electric field so that electrons in the surface of this plate were displaced in a way that half of it became positively charged and the other part charged negatively. Under the action of the electrical field, polymer solution jets on the tips of the nozzles are stretched out and do whipping movements, resulting in the formation of charged nanofibers. The fibers from the two oppositely charged nozzles carry the part of plate with opposite charge slightly and were collected onto this plate. At the beginning of the electrospinning process, the fibers are drawn out and stretched by a rotating drum, resulting in continuous twisted nanofiber yarn.
To fabricate electrospun yarn, distance between two nozzles was set on 22 cm, distance from neutral plate to the center of electric field was set to be 5 cm, feed rate of syringe pump was 0.37 ml/h, applied voltage was 9.5 kV and twist per meter (TPM) of yarn was equal to 4736. Take up speed of yarns was equal to 2.53 cm/min. To produce porous fibers, electrospinning was performed in ambient temperature and relative humidity of 55 ± 5% while for producing smooth nanofibers, electrospinning did not require a high relative humidity and it was 30%.
Measurment
Morphology of electrospun nanofibers yarn was studied by a SEM (Philips, XL-30). From the SEM images, at least 100 different points of fibers were randomly selected and their diameter was measured by the Measurement software. A Sony digital camera (Canon EOS 400D) with a lens MACRO EF100 was used for image acquisition of capillary rise in yarn. The equipment used for capillary rise experiment is schematically illustrated in Figure 3 (the setup is similar to that was used at a previous study [43]).
Schematic illustration of the equipment for liquid capillary rise observation [40].
When the yarn touched the liquid, successive photographing was performed using a digital camera. Photographing time is as follows:
During the first 15 min, every 30 s a photo was captured (time interval is 30 s). After that, within the period of an hour, every 1 min a photo was captured (time interval is 1 min). Finally at the next hour, a photo was captured every 2 min (time interval is 2 min).
After preparing the images, the liquid height of penetration was measured using Measurement software. This experiment was repeated five times for each yarn and the average of results (height of liquid rise) has been reported.
Image analysis technique was used to measure some characteristics of pores created on fibers surface in various yarns and the prepared SEM images were transformed to binary form.
Results and discussion
Morphological evaluation of electrospun fibers and yarn
Yarn morphology
Figure 4 shows a typical SEM image of electrospun yarn sample which was produced for capillary rise tests. Linear density of all yarns in this work was determined as 13 tex with coefficient of variation of 27.85 CV%.
A typical scanning electron microscopy (SEM) image of poly (
Fiber morphology influenced by concentration
High magnified SEM images of PLLA fibers are shown in Figure 5(a–c). It is observed that the concentration of PLLA have a significant effect on the morphology of PLLA fibers. The results extracted from SEM images are summarized in Table 1. As the concentration of PLLA increased from 10 wt% to 11 wt%, the diameters of the fibers became bigger.
Poly ( Morphological characteristics of porous and smooth PLLA fibers.
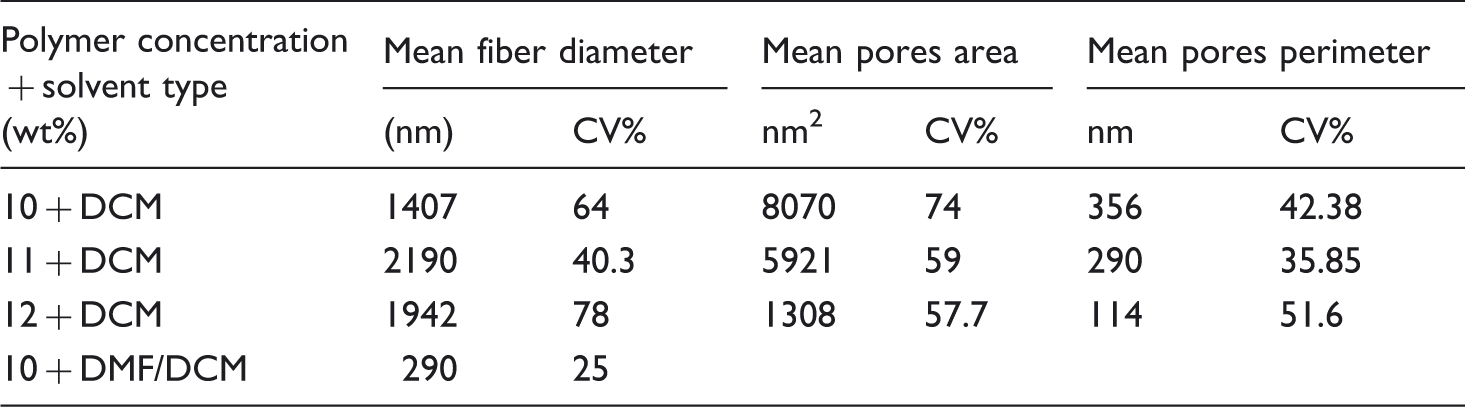
The ANOVA analysis (LSD test: least significant difference) (p < 0.05) indicated that there is a significant difference in diameter of fibers of 10% yarn sample with both 11% and 12% samples. 10% yarn sample has the finest fibers in comparison with 11% and 12% sample. Further increase of the concentration up to 12% did not lead to any significant difference in diameter of PLLA fibers and there is no significant difference between fiber fineness in 11% and 12% yarn. This finding is comparable and consistent with the past research claiming that polymer concentration is the most dominant parameter in general electrospinning using one high voltage-power supply [44].
Regarding the SEM images (Figure 5a, b, c), these three different kinds of porous yarns reveal the effect of concentration on the porosity content of PLLA fibers. Figure 5(a–c) shows that in 10% and 11% yarns porosity on the surface of fibers is more conspicuous. By increasing the concentration up to 12%, porosity was decreased drastically. Both density and dimension of pores on the fiber surface in 10% and 11% yarn samples are relatively higher than those in 12% yarn sample.
The surface porosity size was evaluated by image processing technique. In order to produce binary images, the original image was divided into sub-images and different thresholds were used for segmentation. Pores area and perimeter were extracted from the binary images. It is to say that before the segmentation, an intensity adjustment operation and a median filter were applied to enhance the contrast of the image and remove noise.
The results extracted from the binary images were summarized in Table 1. Statistical analysis shows that there is no significant difference between pores area of 10% and 11% fibers. There is a possible reason for decreasing the porosity size by increasing the solution concentration. The formation of pores is governed by VIPS. Water vapor induces polymer phase separation between the solvent and the water droplet forming polymer-rich regions and polymer-poor regions. Increasing the concentration tends to increase the polymer-rich regions as well as decrease the polymer-poor regains. Therefore, the decrease of the polymer-poor regains leads to decrease the porosity.
Fiber morphology influenced by mixed solvent
To fabricate smooth PLLA nanofibers yarn, the solution including mixed solvent was electrospun at ambient temperature and relative humidity of 30%. For simplification, the term of DMF yarn was used instead of yarn produced by PLLA/DCM/DMF solution. SEM image of nanofibers belonging to DMF yarn is shown in Figure 5(d). The results extracted from SEM image are summarized in Table 1. It is observed that the mixed solvent has a significant impact on the morphology of PLLA nanofiber. DMF yarn has the finest nanofibers in comparison to porous PPLA fibers yarn. Also, nanofibers belonging to DMF yarn have no surface porosity. The possible reason for this observation is that mixing of DMF with DCM tends to decrease the volatility of solvent, so it is confirmed that smooth PLLA nanofibers will be obtained instead of porous fibers in this condition. Also the relative humidity is not as high as to induce phase separation. Therefore, PLLA nanofibers of DMF yarn have no surface porosity.
Effect of fibers morphology on the capillary rise rate
By processing of images which were taken during the capillary rise, a set of points (time, height) were gained which were used to analyze the capillary flow in PLLA electrospinning micro/nanofiber yarns. Figure 6 shows the capillary rise for samples 10%, 11%, 12% and DMF yarn in chronological range of 90 and 1500 s. Liquid rise rate of three porous PLLA yarns is very slow and they have the same trend in comparison to DMF yarn. DMF yarn has the biggest rate of capillary rise among all yarn samples. At the beginning of liquid penetration (Figure 6a), the wicking height of 12% yarn is larger than that of 10% and 11% yarn, and the minimum wicking height belongs to 11% yarn. After a few minutes the rate of liquid rise has decreased in all porous yarns. Liquid equilibrium state was obtained at the time of about 15 min for all smooth and porous yarns. Equilibrium height of DMF yarn is the largest among all yarns and equilibrium height of 12% yarn is more than that of two other porous yarns. Eleven percent yarn sample has the least equilibrium height.
Capillary rise for samples 10%, 11%, 12% and dimethylformamide (DMF) yarn versus time: (a) 90 s and (b) 1500 s.
The fineness of fibers existing in 11% and 12% yarns has no significant statistical difference. Whereas the linear density of yarns was the same, so the number of courses for liquid suction is the same for these two yarns and this parameter cannot be effective on difference in rate of capillary rise in them.
As mentioned previously, there is a significant difference between surface porosity of 11% and 12% samples; 11% fiber is more porous than 12% fiber. It is previously found that pore size influences on wettability property of fibers. Bigger pores could trap more air in the interspace and it causes to increase contact angle resulting in decreasing the wettability of fibers [45]. Therefore, it can be concluded that the key factor effecting on capillary rise of 11% and 12% samples is their pore size. Eleven percent fiber has more surface porosity than 12% fiber; so the wettability of 11% yarn is less than that of 12% yarn resulting in higher equilibrium height of 12% yarn sample.
The equilibrium height in 10% yarn is more than that in 11% yarn. The surface porosity of fibers in these two yarns is considerable and similar to each other. It seems that the surface porosity has similar effect on capillary behavior of two 10% and 11% yarns. The key reason for higher capillary rise in 10% yarn in comparison with 11% yarn could be the more fineness of fibers in this yarn. As a result, the number of courses for liquid suction in 10% yarn is higher than that of 11% yarn. Hence, the equilibrium height of 10% yarn will be more than that of 11% yarn.
The equilibrium height of 12% yarn is more than that of 10% yarn. However, the fiber fineness of 10% yarn is more than that of 12% yarn and the number of courses for liquid suction in 10% yarn is expected to be more. The governing factor could be higher surface porosity of fibers of 10% yarn in comparison with 12% yarn. Hence, the wettability of 10% yarn is less than that of 12% yarn resulting in higher equilibrium height of 12% yarn sample. It seems that, decreasing effect of high porosity on capillary rise in 10% yarn is more dominant than increasing effect of fineness on capillary rise.
The above evidences indicate that finer fiber and smooth surface improve rapid wicking condition. Figure 6 shows the wicking height of DMF yarn. It is observed that DMF yarn has the highest equilibrium height. It was previously mentioned that DMF nanofibers exhibited a smooth surface and the finest diameter. These results confirm the finding that finer fiber and smooth surface could enhance wicking property.
Conclusions
In this research, the effect of surface porosity and fiber fineness was studied as the governing factors of wicking in fibrous yarn structure. To reveal the likely effects, wicking height of PLLA electrospun yarns was plotted against time. This study showed that by increasing the concentration of PLLA/DCM solution from 10% to 12%, surface porosity was decreased drastically. In the concentration of 12%, the pores become smaller and associated with reduction in the density. Also, by increasing the concentration of PLLA in the solution from 10% to 11%, diameter of elecrospun fiber significantly increased but the fiber diameter produced at 11% and 12% concentrations did not show a significant difference. Study on the morphology of nanofibers revealed that using the mixed DCM/DMF solvent caused more smooth surface morphology of PLLA nanofibers.
At the same fineness, the effective factor on the wicking height was the surface porosity of fibers and lower porosity was led to increase of capillary rise in yarn. Under nearly the same surface porosity, the governing factor on the capillary rise was fibers’ fineness and wicking height increased by increasing the fibers fineness. Altering the surface porosity showed more pronounced effects in wicking height than fiber fineness. Higher fineness and lower porosity of fibers in yarns were resulted by increasing the capillary rise in the specimens. The wicking height drastically increased in nanofibrous yarn because of smooth surface of nanofibers. The results confirmed that finer nanofibers and smooth surface would be more beneficial for wicking in porous PLLA nanofiber yarns.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.