
Abstract
The intimately mixed natural protein fiber hybrid composites in three different fiber concentrations (70:30, 50:50 and 30:70) and two different fiber orientations (parallel laid and cross laid) are produced using silk and wool fibers with polypropylene fibers as matrix material. The composites are fabricated using compression molding technique with optimized process conditions. The effects of fiber content and fiber orientation on mechanical, thermal conductivity and water absorption property are studied. Scanning electron microscope is used to examine the fracture morphology of the composites. The study reveals that the fiber content strongly influences the mechanical, thermal conductivity and water absorption property of the resultant composite. But the fiber orientation shows significant effect only on water absorption property of the composites. It does not show any significant difference in mechanical and thermal conductivity properties of intimately mixed silk/wool hybrid fiber composites.
Introduction
Natural fiber has attracted the attention of researchers worldwide as a potential reinforcement for composites because of their easy availability, easy process ability, low density, light weight, non-abrasivity, lower cost and eco-friendly characteristics. This is because natural fibers have the potential of serving as an alternative for synthetic fiber composites [1–3].
The reinforcement of two or more fiber families into a single matrix lead to the development of hybrid composites with a great diversity of material properties. Hybrids have better all-around combination of properties than composites containing only a single fiber type.
In the case of polymer composites, hybrid composites are systems in which one kind of reinforcing material is incorporated into a mixture of different matrices (blends) or two or more reinforcing and filling materials are present in a single matrix [4] or both approaches are combined. The behaviour of hybrid composites is the weighted sum of the individual components in which there may be a more favourable balance between the inherent advantages and disadvantages. In a hybrid composite the advantage of one type of fiber compliments what is lacking in the other. As a consequence, a balance in cost and performance could be achieved through proper material design [5].
There are different types of hybrid composites classified according to the way in which the component materials are incorporated. Hybrids are designated as (i) sandwich type (ii) interply (iii) intraply and (iv) intimately mixed [6]. The properties of a hybrid composite depend on the fiber content, fiber length, orientation of fiber, extent of intermingling of fiber, fiber-to-matrix interface, layering pattern of both fibers and also dependent on the failure strain of individual fiber [7].
Several advantages of natural fiber-incorporated hybrid composites are reported earlier. Sisal and glass fibers are good examples of hybrid composites possessing very good combined properties [8,9]. For sisal/glass fiber reinforced low-density polyethylene (LDPE) composites, the effects of fiber orientation, composition and fiber surface treatment on the mechanical properties have been studied. Due to superior properties of glass fibers, the mechanical properties of hybrid composites increase with increasing fiber volume fraction of glass fibers. The mechanical and interfacial properties of sisal/glass fiber reinforced poly vinyl chloride hybrid composites are studied before and after immersion in water. It has been found that there exists a positive hybrid effect on flexural modulus and impact strength. It is also suggested that water might have a detrimental effect on the fiber-matrix interface leading to reduced properties [10].
The incorporation of oil palm fibers with glass fibers increases the tensile strength, young’s modulus and also the elongation at break of the hybrid composites [11]. Mechanical properties of coir-based hybrid composites were investigated and results showed that tensile properties increase with increasing fiber content [12]. The mechanical performance of short randomly oriented banana and sisal hybrid fiber reinforced polyester composites was investigated. A positive hybrid effect was observed in the flexural strength and flexural modulus of the hybrid composites [13].
Haque et al. [14] have done studies on physio-mechanical properties of chemically treated palm and coir fiber reinforced polypropylene composites, which showed that the chemically treated fiber reinforced composites yielded better mechanical properties compared to the raw composites.
The dynamic and static mechanical properties of randomly oriented intimately mixed short banana/sisal hybrid fiber reinforced polyester composites as a function of total fiber volume fraction and relative volume fraction of the two fibers were investigated. The better fiber matrix adhesion and stress transfer was found to be obtained in composite with relative volume fraction of 3:1, which showed the highest tensile strength and flexural modulus and lowest impact strength [15].
Much research work has been done on plant-based natural fiber hybrid composites. However, hybrid composites using natural protein fibers are less studied. And in such studies, the hybrid composites often consist of one natural protein fiber and one non-natural fiber [16,17]. Studies on hybrid composites with two natural protein fiber reinforcement phases are very few.
During the earlier study of silk/wool fiber reinforced polypropylene composites, the mechanical, thermal conductivity and water absorption properties of hybrid composites are investigated by varying the blend proportions of silk, wool and polypropylene fibers [18]. The present study investigates the effects of fiber content and fiber orientation (parallel laid and cross laid) on mechanical property, thermal conductivity and water absorption property of silk/wool hybrid fiber composites. The silk fibers used in the study are selvedge waste occurring in shuttle-less loom weaving.
Experimental
Materials
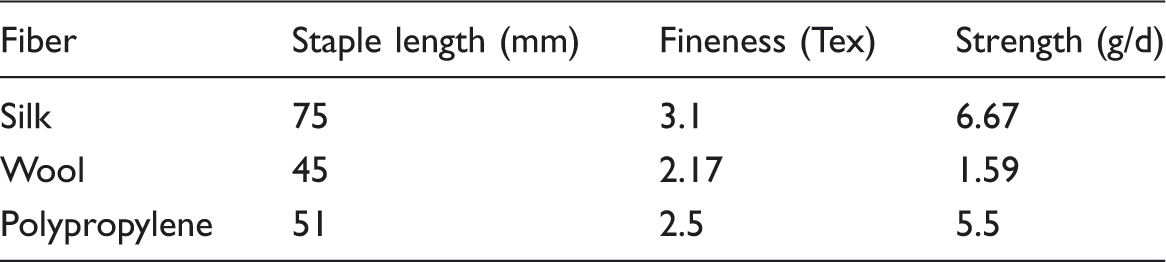
Physical property of the fibers.
Blending and web formation
The silk hard waste was cleaned by removing non-silk materials present in silk selvedge i.e. cotton leno threads. The silk hard-waste was converted into soft-waste (fibrous form) using a lab model opening machine. The wool fibers were scoured using soap oil and soda ash at 60℃ for 90 min at pH 8 to remove dirt, grease and dry plant matter from the fleece. The silk, wool and polypropylene fibers were blended using a lab model blending machine to get required fiber concentrations in the resultant composite.
The fiber blends were fed into a lab scale TRY TEX carding machine to obtain fiber web. During the carding, the fiber blend was further opened and individual fibers were combed to be relatively parallel. To enhance web uniformity, the fiber blend was carded four times. Six webs were superimposed to get the required thickness and weight in the resultant composite material. The nonwoven webs were made in two different fiber orientations namely parallel laid and cross laid.
Composite fabrication
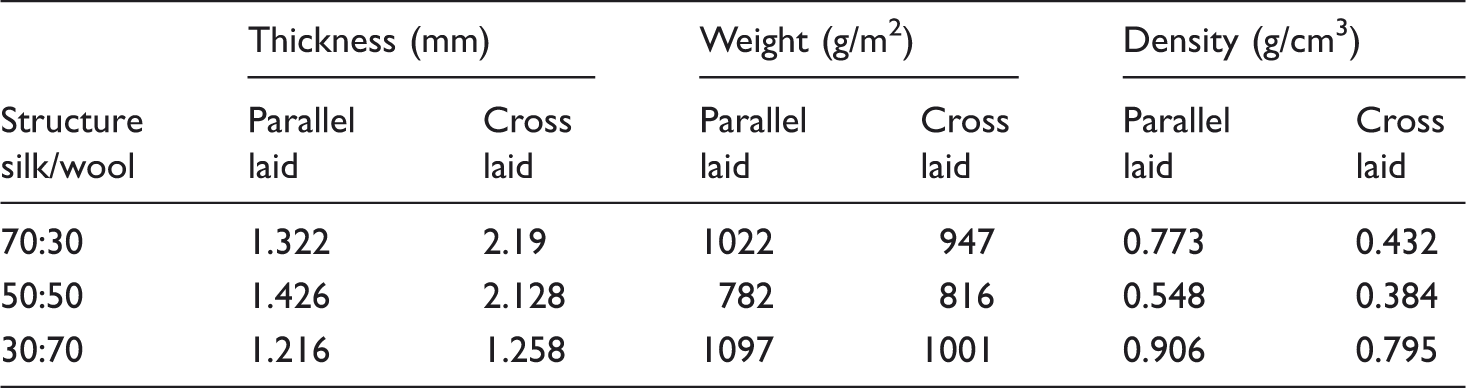
Hot press forming technique was used for the manufacture of silk/wool hybrid fiber composites. The silk/wool/polypropylene non-woven mats were kept in between the mold plates and compression molding was done at the optimized process conditions of 175℃, 15 min and 35 bar pressure. The specimens were removed after cooling the mold. The fabrication route of the silk/wool hybrid fiber composites is depicted in Figure 1. Samples with different concentrations of silk and wool fibers were prepared and the pattern is given in Table 2. The composite structural properties are indicated in Table 3. The thickness of the composites obtained was from 1.21 mm to 2.19 mm in parallel-laid and cross-laid composites. This is due to the variation in the physical properties of the raw materials used in the composites.
Process flow chart for the fabrication of silk/wool hybrid fiber composites. Blend proportions of composites. Composite structural parameters.

Testing methods
Single fiber strength
The strength of the silk and wool fibers was measured as per ASTM D-3822-07 using Lenzing Technik Instruments. The gauge length of the sample was 20 mm with a testing speed of 12 mm per min. Thirty fiber samples were tested and the average values were reported.
Mechanical properties of the composites
The mechanical properties such as tensile strength, flexural strength and impact strength were determined for the composites developed. The tensile strength of the composite was determined according to ASTM D 638 by Universal Testing Machine (Instron 3345) with a gauge length of 50 mm. The flexural strength (FS) was measured using three-point bending method according to ASTM D790-03 at the cross-head speed of 50 mm/min. Impact strength was determined by Notched Izod low energy instrumented Impact tester as per ASTM D256.
Thermal conductivity of the composite
The apparatus used was a modification of the standard Lee’s disc method for the measurement of thermal conductivity in terms of W/m.K by the absolute plane parallel plate technique.
Water absorption of the composite
Water absorption testing of the composites has been carried out according to the method described in the ASTM D 579-99 (1999). Rectangular specimens of dimensions 25.4 × 76.2 mm2 were cut from each composite sheet. The composite samples were first dried in an oven at 50℃ for about 24 h, cooled in a desiccator and weighed immediately to the nearest 0.001 g. To measure the water absorption of the composites, all the samples were immersed in water for about 24 h at room temperature. Excess water on the surface of the samples was removed before weighing the samples again. The percentage increase in weight during immersion was calculated to the nearest 0.01% by the formula (1):

Scanning electron microscope study
Scanning electron micrographs of the tensile fractured surface of the composites are taken to study the fiber-matrix interaction and fracture behavior. The surface of the composites was examined using high resolution scanning electron microscope JEOL M JSM6360 under ×3000 magnification with suitable accelerating voltage.
Results and discussion
Effects of fiber content and fiber orientation on mechanical properties
Silk/wool hybrid fiber composites (70:30, 50:50 and 30:70) were prepared and the mechanical properties such as tensile, flexural and impact strength were investigated. The effects of fiber content and fiber orientation on the mechanical properties of the composites were evaluated.
The values of tensile strength of the composites with regard to percentage (%) of silk and wool fiber content and fiber orientation are shown in Figure 2. It is observed from the figure that the tensile strength of 70:30 silk wool reinforced polypropylene composite is higher than 50: 50 silk wool reinforced polypropylene and 30:70 silk wool reinforced polypropylene composites. The tensile strength of 70:30 silk wool reinforced polypropylene composite is 29.87% and 26.46% higher than 50:50, 30:70 silk wool reinforced polypropylene composites, respectively. This is due to the higher modulus of the silk fiber than wool in the composite. In a hybrid composite, the properties of the composite are mainly dependent on the modulus and percentage elongation at the break of the individual reinforcing fibers [19]. The modulus of the silk fiber is higher than wool, whereas the extensibility of silk is low compared to that of wool. This results in early silk fiber breakage (when a high load is applied), which transfers a high stress to the weaker wool fiber. The wool fiber alone cannot withstand the heavy load and this leads to the breakage of the fiber resulting in the failure of the composite.
Tensile strength of the silk/wool hybrid fiber composites.
The progress in tensile strength of the 30:70 silk wool reinforced polypropylene composite at low weight percentage of silk fibers would be because at this particular composition, the wool fiber can effectively transfer the load from the silk fiber. Hence, comparatively less weight percentage of silk fibers along with the wool fiber reinforcement results in enhanced performance than the 50:50 silk wool reinforced polypropylene composite.
The drop in the tensile strength of 50:50 silk wool reinforced polypropylene composite is due to the high level of silk and wool fiber content which leads to agglomeration within the matrix and non-uniform stress transfer taking place. It implies poor fiber–matrix adhesion which promotes micro-crack formation at the interface. It leads to a decrease in tensile strength of resultant composite [20]. The tensile strength of the composite considered in this study was far better than that of the sisal/silk polyester-based hybrid composites with different fiber lengths [21].
To study the influence of fiber orientation on tensile strength, parallel-laid and cross-laid nonwoven webs were used in composite fabrication. The Figure 2 shows the comparison between the tensile strength of parallel-laid and cross-laid silk/wool hybrid fiber composites. It is observed from the figure that the tensile strength of parallel-laid composites is higher than the cross-laid composites. The uniaxial orientation of fibers in the parallel-laid composite leads to higher strength in the resultant composite whereas in the cross-laid composites the fibers are arranged in the criss-cross direction.
The Figure 3 depicts the flexural strength of the silk/wool hybrid fiber composites as a function of fiber content and fiber orientation. The flexural strength of the 70:30 silk wool reinforced polypropylene composite is 40.03% and 37.02% higher than 50:50 silk wool reinforced polypropylene and 30:70 silk wool reinforced polypropylene composites, respectively. In flexural testing, various mechanisms, such as tension, compression, shearing etc., take place simultaneously. As a result of increased silk fiber content, the flexural strength increases, due to increased resistance to shearing. In a three-point flexural test, failure occurs due to bending failure and shear failure. Figure 4 depicts the strength and elongation of silk and wool fibers. It is observed from the figure that strength of the silk fiber is found to be 72.37% higher than wool fiber whereas the elongation of wool fiber is 85% more than silk. The higher strength of silk fiber contributes to the increased resistance to shearing in flexural testing. This leads to greater flexural strength of composites. It is also observed from Figure 3 that there is no significant difference in the flexural strength of parallel-laid and cross-laid silk/wool hybrid fiber composites.
Flexural strength of the silk/wool hybrid fiber composites. Load elongation curve of single fiber (a) silk (b) wool.

Impact strength is defined as the ability of a material to resist fracture under stress applied at high speed. The impact properties of the composite materials are directly related to its overall toughness. Composite fracture toughness is affected by interlaminar and interfacial strength parameters [22].
Figure 5 shows the impact strength of the silk/wool hybrid fiber composites as a function of fiber content and fiber orientation. The 70:30 silk wool reinforced polypropylene composite shows 62.53% and 45.82% higher impact strength than 50:50, 30:70 silk wool reinforced polypropylene composites, respectively. The high fracture resistance of the 70:30 silk wool reinforced polypropylene composite by the presence of more silk fibers leads to improved impact strength in the resultant composite structure. This is due to the β-sheet crystalline structure of silk fiber. Silk is considered semi-crystalline material with 62–65% crystallinity. Silk is a stronger fiber than wool. But wool is an amorphous fiber.
Impact strength of the silk/wool hybrid fiber composites.
The impact strength of the 30:70 silk wool reinforced polypropylene composite was 29.85% higher than the 50:50 silk wool reinforced polypropylene composite. This improvement in the impact strength is due to the better interfacial bonding between the fiber and matrix in the composite than 50:50 silk wool reinforced polypropylene composite. The fibers play a significant role in the impact resistance of the composites as they interact with the crack formation in the matrix and act as stress transfer medium. Many studies have been reported on the impact behaviour and factors affecting the impact strength of composite materials [23,24]. There is no significant difference in impact strength of parallel-laid and cross-laid silk/wool hybrid fiber composites.
Effects of fiber content and fiber orientation on thermal conductivity
The thermal conductivity of a composite material depends on many parameters including the nature and fineness of fibers, inter-fiber pore size, distribution of fibers in the composite and overall material bulk density. The parameters of major influence on thermal conductivity are fiber volume percentage and conductive properties of both resin and fiber [25].
There are three basic ways by which the heat energy can be transferred through the material, i.e. conduction, convection and radiation. Depending on the fiber’s specific thermal conductivity or the size and configuration of the space between the fibers in the composite, the heat transport mechanism will provide different contributions in overall heat transfer throughout the sample.
Figure 6 depicts the effects of fiber content and fiber orientation on thermal conductivity of silk/wool hybrid fiber composites. It is observed from the figure that the composite 70:30 silk wool reinforced polypropylene shows maximum thermal conductivity followed by 30:70 and 50:50 silk wool reinforced polypropylene composites, respectively. This is due to the presence of higher polypropylene and silk content in the composite. The thermal conductivity of polypropylene is higher followed by silk and wool fibers used in the composites. The thermal conductivity of 30:70 silk wool reinforced polypropylene composite is higher than 50:50 silk wool reinforced polypropylene composite. The reduction in the thermal conductivity of composite sample 50:50 silk wool reinforced polypropylene is due to higher wool fiber content in the composite. Also it is observed that there is no significant difference in thermal conductivity of parallel-laid and cross-laid silk/wool fiber hybrid composites. This is due to the single plane arrangement of fibers in both parallel-laid and cross-laid silk/wool hybrid fiber composites. The thermal conductivity of the composite considered in this study is lower than that of banana/polypropylene, jute/polypropylene, bamboo/polypropylene viz. 0.01 W/m.K, 0.036 W/m.K and 0.0266 W/m.K [26].
Thermal conductivity of the silk/wool hybrid fiber composites.
Effects of fiber content and fiber orientation on water absorption property
The water absorption of a composite depends upon many factors, such as temperature, fiber volume fraction, fiber orientation, fiber type, area of exposed surface, interfacial bonding, diffusivity, reaction between water and matrix, surface protection and voids [27]. Different models have been developed in order to describe the moisture absorption behaviour of the materials [28,29].
Generally three different mechanisms have been proposed for moisture penetration into the composite [30]. The main process is the diffusion of water molecules into the micro gaps between the polymer chains. The second mechanism is capillary transport of water into the gaps and flaws created at the interface of fiber and polymer matrix because of incomplete wettability and impregnation and the third mechanism is the diffusion of water molecules into the micro cracks formed in the matrix during the compounding process.
The water absorption properties of silk/wool hybrid fiber composites as a function of fiber content and fiber orientation are studied. In Figure 7, the percentage of water absorption is plotted against time for all samples. It clearly shows that the water absorption of 50:50 silk wool reinforced polypropylene composite is higher followed by 30:70 and 70:30 silk wool reinforced polypropylene composites. This is due to the poor interfacial bonding between the fiber and matrix which creates a small gap in the interface through which the water molecules penetrate into the composite. It is also observed that the 30:70 silk wool reinforced polypropylene composite sample shows high water absorption than 70:30 silk wool reinforced polypropylene composite. The higher wool fiber content in the composite leads to more water uptake than 70:30 silk wool reinforced polypropylene composite. The majority of water absorption occurred during the first 180 min. After that, the amount of water absorption was negligible. However, the equilibrium in the composites was rapidly reached and remained constant and was independent of time. Similarly, a study conducted on silk reinforced polypropylene composites has shown 18.20% after 120 min and by the incorporation of rubber the values shifted to 24.86% [31]. It was reported that natural fiber/polymer shows remarkable water absorption due to the presence of voids [32].
Water absorption of the silk/wool hybrid fiber composites at room temperature (25℃).
For assessing the influence of fiber orientation on water absorption properties, the parallel-laid and cross-laid composite specimens were prepared. The well-separated water absorption curve indicates the strong effect of fiber orientation on the water absorption characteristics of silk/wool hybrid fiber composites. Also, it is observed from the figure that water absorption property of cross-laid composites is higher than parallel-laid composites. This can be explained by the presence of more free fiber ends in the cross-laid composites which lead to more water absorption than the parallel-laid composites [33].
Structural properties
Scanning electron micrographs of the tensile fractured surfaces of the composites are taken to study the fiber-matrix interaction and fracture behaviour. Figure 8(a), (b) and (c) are micrographs of fracture surfaces of 70:30, 50:50 and 30:70 silk wool reinforced polypropylene composites respectively. It is observed from Figure 8(a) that for 70:30 silk wool reinforced polypropylene composite that there is good interfacial bonding between fiber and matrix, which leads to higher mechanical properties in the silk/wool fiber hybrid composites. In Figure 8(b), more void content is observed, which leads to higher water absorption property in the 50:50 silk wool reinforced polypropylene composites. Fiber breakage is also observed in the composite. Observations of Figure 8(c) show that there is poor interfacial bonding between fiber and matrix. Void content is also observed in the composite.
Scanning electron microscopy of fracture surfaces of silk/wool hybrid fiber composites after tensile test at ×3000 magnification (a) 70:30 silk wool reinforced polypropylene composite, (b) 50:50 silk wool reinforced polypropylene composite and (c) 30:70 silk wool reinforced polypropylene composite.
Conclusion
The intimately mixed silk/wool hybrid fiber composites were produced in three different fiber concentrations (70:30, 50:50 and 30:70) and two different fiber orientations namely parallel laid and cross laid by the compression molding technique. The effects of fiber content and fiber orientation on mechanical, thermal conductivity and water absorption property were studied. The study revealed that the fiber content strongly influences the mechanical, thermal conductivity and water absorption property of silk/wool hybrid fiber composites. The fiber orientation does not influence the mechanical and thermal conductivity properties, but it strongly influences the water absorption property of silk/wool hybrid fiber composites. The 70:30 silk wool reinforced polypropylene composite has shown better mechanical properties, higher thermal conductivity and moderate water absorption property than 50:50 and 30:70 silk wool reinforced polypropylene composites.
Footnotes
Acknowledgement
The authors are thankful to the management of Kumaraguru College of Technology, Coimbatore, India, for providing the research facilities.