
Abstract
This paper investigates the flame retardant and mechanical properties of a flax woven fabric that can be used to prepare biocomposites. The flame retardant properties of the fabric are first considered using different ammonium phosphate salts and intumescent systems. It is demonstrated that satisfactory performances can be achieved using this approach. Better performances were obtained with pure phosphate salts in comparison to intumescent systems. This was attributed first, to the carbonization effect of the flax that could thus react with the phosphate and/or its degradation products leading to a stabilisation of the system and second to the lower phosphorus content when the full intumescent system is considered. On the other hand, despite a loss of biaxial tensile properties, the ability of the fire retardant treated fabric to form complex shape such as a tetrahedron was successfully demonstrated. Finally, the flame retardant properties of one-ply composites, using a bio-based matrix (Bioplast from Biotec), was evaluated. It was shown that good fire retardancy performances could be achieved considering only the flame retardancy of the reinforcement phase. This approach has potential for developing future flame retarded biocomposites.
Introduction
In recent decades, the development of environmentally friendly materials has led to a particular interest of the scientific community for the bio-based composites or biocomposites [1–4]. In bio-based composites, either the matrix and/or the reinforcement could be obtained from natural resources. Natural fibres such as kenaf, hemp or flax can be incorporated in thermoplastic matrices [5–7] leading to materials exhibiting reductions in weight, cost and carbon dioxide emission, less reliance on foreign oil resources and recyclability [1]. Among the different polymeric matrices, polylactic acid (PLA) appears to be a good candidate; it is produced at large scale and presents properties that are similar to those of conventional polymers [8,9]. However, other bio-based polymer could be used. Bio-based composites could reasonably find applications in several domains such as transportation [10,11], building [12] or electrical and electronic equipments. For some of those applications, a high level of flame retardant (FR) properties is required.
The FR behaviour of bio-based composites or in composites in general could be different to that of conventional materials [13]. Indeed, the FR properties of composites do not only depend on the FR properties of both the matrix and the fibres but also depend on the interaction between those two components. On the other hand, natural fibres are mainly organic materials and could thus contribute to the development of the fire whereas mineral fibres (such as glass fibres for example) do not. Finally, the flame retardancy of bio-based polymers is poorly reported in the literature since their first applications were designed for disposable or semi-durable materials where there was no real need for flame retardancy [14].
The flame retardancy of composites can be obtained in several ways [13]. Either it is possible to flame retard the reinforcement phase, or the matrix or even the whole composite. In the majority of previous reported studies, the flame retardancy of the composites is obtained by adding some FR additives in the matrix. This approach is usually preferred since it is possible to add an amount of FR additives of a few tens of percents, which is the level required to obtained satisfactory performance. However, it will affect the mechanical properties of the composites [15]. At the opposite, the modification of the flammability of the reinforcement phase is poorly considered since it could not bring to a high quantity of FR additives in the final composites composition. However, better mechanical performances of the final composite could be expected and that is the reason why this approach was considered in this research.
When dealing with flame retardancy of the reinforcement structure, several approaches, widely used in the textile industry, can be applied such as for example padding or back-coating. However, this treatment could have an effect on the mechanical properties of the fabric which could lead to processing issues such as forming for example. This has thus to be taken into account.
In this paper, we will examine how a FR treatment, applied by padding on a flax woven fabric that could further be used to process composites, affects the flammability and the mechanical properties of the textile. The influence of a FR treatment on the deformability properties and therefore on the forming ability of the fabric will be examined and discussed. Different kinds of FR formulations based on the use of phosphorus additives will be investigated. Finally, in order to validate our approach, one-ply composite will be prepared and their fire retardant properties evaluated.
Experimental
Materials
The reinforcement used is a 4/4 flax woven hopsack construction with an areal weight of 508 ± 11 g/m2 manufactured by the Composites Evolution Company, UK that is widely used for the manufacture of composites [16]. A design sketch as well as a picture of the reinforcement is presented in Figure 1. The cylindrical yarns are manufactured from aligned fibres held together by a polyester yarn going in a spiral manner along the flax yarn. The linear density of the flax yarns is 250 ± 9 tex (g/km). The lineic mass of the yarn holding the flax fibres is 20 ± 3 tex. The reinforcement used in this work is not balanced. A difference of 20% in the number of flax yarns has been measured between warp and weft directions.
Design sketch and top view of the 4/4 hopsack.
Different FR additives (ammonium polyphosphate (APP), Exolit AP422 supplied by Clariant; mono-ammonium phosphate (MAP), NH4H2PO4, 27%P, Acros; di-ammonium phosphate (DAP), (NH4)2HPO4, 23.5%P, Acros) were used alone or in combination with urea (Aldrich) and sugar (commercial) in a mass ratio 3/3/4 since it was previously demonstrated that this correspond to optimized ratio [17]. All materials were used as received without any further purification.
Formulations and samples preparation
The plain weave flax fabrics are immersed into the FR aqueous solution (200 g/l) for 5 min. Then, the excess is removed using a padding apparatus (roll pressure 0.2 MPa, in one pass in order to control the add-on). The impregnated fabric is dried in an oven at 80℃ overnight in order to allow drying without degradation of the material. This leads to around 30% as dry weight of FR on the fabric.
Films of Bioplast (this matrix is a biodegradable polymer partially produced from potato starch and copolyester based on starch) of 100 µm obtained from Biotec were used to prepare a sandwich composite. This thickness was chosen because it allows the preparation of composite containing 50–60 wt.% of fibres, this content being widely used for the manufacture of composites. One-ply composites (one film and one layer of flax woven fabric) were prepared using a Darragon molding press at 180℃ at a pressure of 1 MPa for 5 min to insure that the fabric was totally wet.
Fire testing
Horizontal flame spread test
Horizontal flame spread (HFS) test was used to measure the flame spread rate of materials. This test, developed in our laboratory, is similar to the FMVSS 302 fire test but does not correspond to any standard. A sample, 150 × 50 × 1 mm3, is placed into the sample holder and was exposed to a burner flame for 10 s (Figure 1). The flame was 2 cm high and the distance between the burner and the flame was fixed at 1 cm. The flame spread was then recorded.
Vertical flame spread test
A laboratory “hybrid” vertical test resulting from the combination of two standard tests (EN ISO 11925-2 and NF G07-184) has been developed and used to measure the flame spread rate of materials in a vertical position (VFS). A sample, 150 × 50 × 1 mm3, is placed into the sample holder and is exposed to the burner flame with an angle of 45° for 10 s (Figure 2). The flame was 2 cm high and the distance between the burner and the flame was fixed at 1 cm. The flame spread was then recorded.
Schematic representation of the horizontal (a) and vertical (b) flame spread test.
Mass loss calorimeter
Fire Testing Technology (FTT) mass loss calorimeter (MLC) was used to carry out measurements on samples following the procedure defined in ASTM E 906. The equipment is identical to that used in oxygen consumption cone calorimetry (ASTM E-1354-90), except that a thermopile in the chimney is used to obtain heat release rate (HRR) values rather than employing the oxygen consumption principle. Our procedure involved exposing specimens measuring, 100 × 100 × 1 mm3, in horizontal orientation. External heat flux of 35 kW/m2 was used for running the experiments. This flux corresponds to common heat flux in mild fire scenario. The MLC was used to determine the HRR. When measured at 35 kW/m2, HRR is reproducible to within ±10%.
Evaluation of the mechanical properties
Different devices were used in this work to study the influence of FR treatments on the mechanical properties of the woven fabric under different deformation modes. The tensile, shear and flexural behaviours of the FR treated fabric were investigated and compared to the original material.
Biaxial tension device
A biaxial tension device (Figure 3) developed in the lab, associated to specific test samples (100 × 100 mm2 in the central zone), has been used to characterise the tensile behaviour of the flax fabric. Different or similar displacement velocities can be applied to the warp and the weft tows. The tensile strains for each considered tows can be measured using a marks tracking technique. This technique consists in measuring optically, using a video camera, the evolution of the distance between two selected marks from a reference initial position. The detailed principle of the mark tracking technique as well as the procedure to follow can be found in Ref. [18]. The device is also equipped with sensors to measure the load in the warp and weft directions. The detailed description of the device as well as the procedure of the test may be found in Ref. [19].
(a) The biaxial tension device. (b) Biaxial tension test sample.
Shear test
The shear behaviour was characterised using the bias extension test method [20]. It consists in applying a tension load on a woven fabric rectangular sample (200 × 100 mm2) whose tows are placed with a 45° angle from the load direction. The central zone of the sample is submitted to pure shear. The shear angle is evaluated using a marks tracking technique and the sample is place in universal testing machine to apply a constant slow velocity (1 mm/min) and measure the shear load.
Flexural test device
The flexural behaviour was evaluated using the standardised Peirce test [21,22]. It consists in transferring a piece of fabric from a horizontal plane to an inclined plane, with a defined angle of 41.5° from the horizontal one, until the extremity of the fabric enters in contact with the inclined plane. The flexural stiffness is then deducted from the length of the fabric being in flexure. 200 × 25 mm2 standard samples have been used.
Forming device
Besides the mechanical properties, the forming capabilities of the FR treated fabric have also been investigated. A specific sheet forming device [23] designed to preform complex shapes such as a tetrahedron was used (Figure 4). A 3D version of the marks tracking technique was used to evaluate the local tensile strains of the tows during forming.
(a) Description of the sheet forming device. (b) Tetrahedron punch.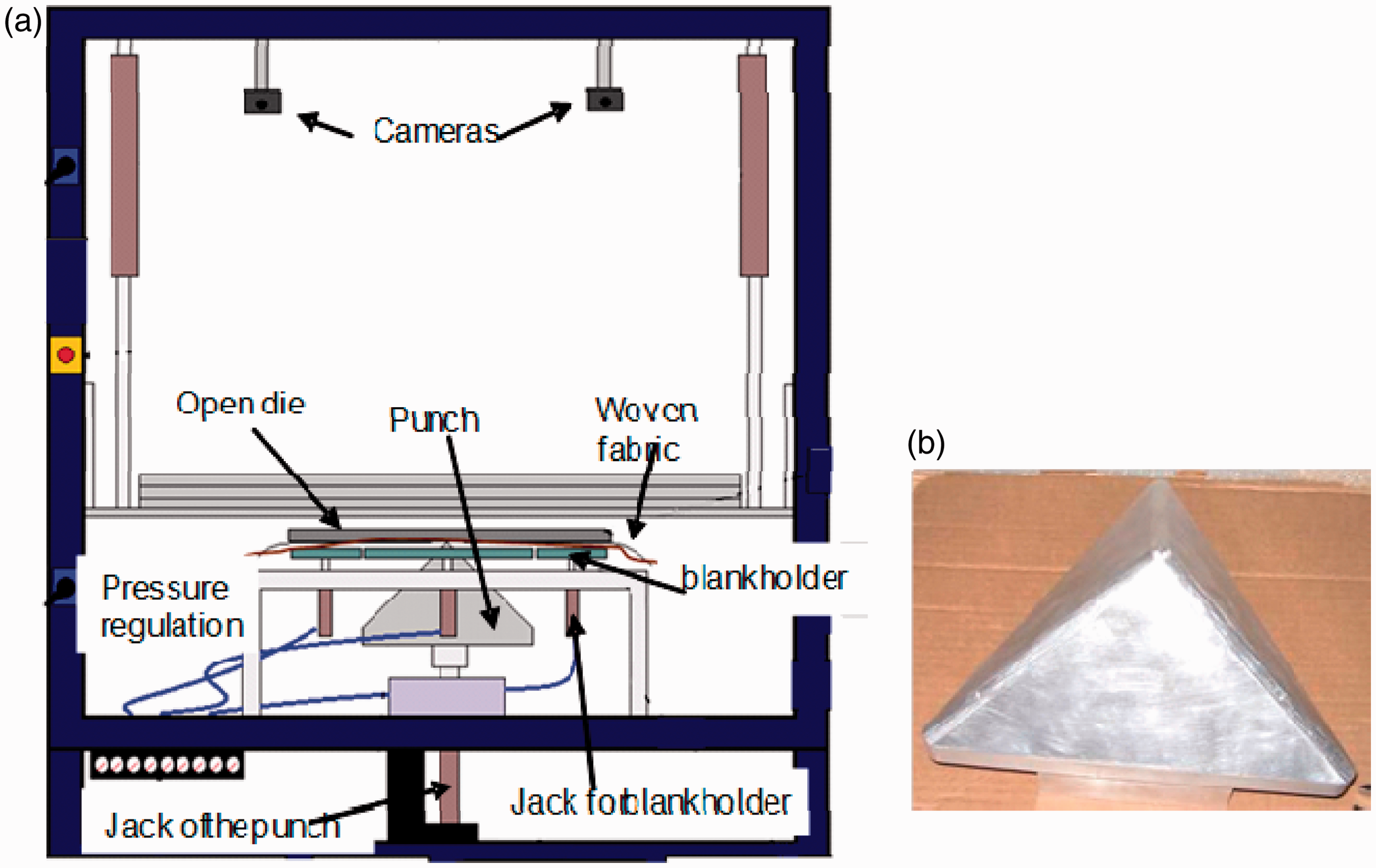
Results and discussion
Flame retardancy of padded flax woven
Horizontal and vertical flame spread test of padded flax woven.

HFS: horizontal flame spread; VFS: vertical flame spread; NF: non-flammable – impossibility to ignite the sample; AE: material auto-extinguishable – the sample burns but extinguished itself during the test.
Firstly, it has to be observed that, as previously reported, natural fibres are mainly organic-based materials and thus are flammable. This results in a propagation of the flame for the virgin fabric whatever the direction of the test (horizontal and vertical). It can be noted that the VFS (39 cm/min) is higher compared to the HFS (4.5 cm/min) since the test is more severe when carried out in vertical position.
Secondly, different ammonium phosphate salts were used in order to compare their efficiency: MAP, DAP and APP. MAP (NH4H2PO4; DAP ((NH4)2HPO4) and APP ([NH4 PO3]n) have already been used as FR in thermoplastics and fabrics [18]. These phosphate salts differ regarding their solubility in water. For example, the solubility of MAP in water at 10℃ is around 29.5 g/100 g; the one of DAP is 57.5 g/100 g and APP has a very low solubility (<0.5 g/100 g). This property could be very important to take into account when dealing with the durability of the FR properties of materials. However, in our case, since a padding process is used, it is important to use additives that are soluble in the padding bath in order to have a homogenous impregnation of the FR treatment on the woven fabric. Moreover, since the fabric will then be embedded in a polymeric matrix, the durability of the treatment regarding washing is not an important issue. APP was used because it is often used in FR treatment and because it is very efficient. However, in that case, a dispersion of APP particles in water was obtained and after drying the APP particles were clearly visible on the surface of the reinforcement. According to Table 1, it can be observed that, whatever the ammonium salts used to flame retard the flax woven fabric, very good performances were obtained since in the three cases non-flammable materials were obtained. Those good performances could be partially explained by the potential reaction between the phosphate salts and/or its degradation products and the flax. Indeed, it was previously reported that in PP/Flax composite containing an APP-based intumescent system, a carbonisation resulting from the reaction between flax and APP gives a protective charred surface [24]. A similar reaction could thus be expected in our systems.
The FR performance of a “full” intumescent system was also evaluated. Indeed, intumescent systems are generally composed of three ingredients: an acid source, a carbon source and a blowing agent. Considering our previous formulations, only two of those ingredients were present in the final material: the acid source (the ammonium phosphate salt) and the carbon source (the flax). Indeed, a carbon source is a material, generally containing –OH groups, that can react with the acid, such a phosphoric acid, released by the acid source. Since flax fibres contain 70% cellulose, which is a polymer of
The fire performances of the padded woven materials were also evaluated using the MLC. The MLC allows measuring the heat release rate (HRR) of a material and this parameter is a crucial parameter when dealing with FR performance [25]. The HRR corresponds to the rate at which heat is generated by fire. Thus, the value of its maximum, the PHRR for peak of HRR is generally considered and the lower the PHRR, the better the FR performance. The formulation with APP was not considered for this part of the study because APP is not soluble in water and therefore leads to non-homogeneous materials. Moreover, the FR performances previously obtained with this polymeric ammonium phosphate salt were similar to those obtained with MAP and DAP. In this test, only the material prepared with a concentration bath of 200 g/l was considered.
Figure 5 reports the HRR as a function of time for the different padded flax woven fabrics. These ones are compared to the virgin materials. It appears first, as previously reported for the flame spread test, that similar performance are obtained considering MAP or DAP. Indeed, in both cases, when used alone or in combination with urea and sugar, the HRR versus time curves show only one peak with a similar value for pure MAP and DAP formulations (PHRR around 75 kW/m2) and for the formulations combining MAP or DAP with urea and sugar (PHRR around 125 kW/m2).
Heat release rate (HRR) versus time of padded woven compare to pure flax woven.
Moreover, it can also be concluded that whatever the FR formulation used in this study, its efficiency on the flax woven was demonstrated since the PHRR values of all the padded fabric samples are lower than the one of pure flax fabric (PHRR = 250 kW/m2).
Finally, these data also confirm that the full intumescent formulations present lower performances than the formulations containing only DAP or MAP. Similarly to what was reported previously, this decrease in performance could be, at least partially, explained by the decrease in the phosphorus content.
In conclusion, the fire performances of different padded flax woven fabrics were evaluated using flame spread tests and MLC. It was demonstrated that ammonium phosphate salts can be used advantageously to impart FR properties to flax fabric. The hypothesis of a carbonisation process between flax and the ammonium salts, resulting in a stabilisation of the system, can be proposed. As a consequence, the use of a full intumescent system, combining the acid source, the blowing agent and the carbon source, may not be necessary to achieve good FR performance.
In the following section, the effect of the padding treatment will be evaluated on the mechanical properties of the woven reinforcement.
Mechanical properties of padded flax woven
As demonstrated in “Flame retardancy of padded flax woven” section of this work, the formulation with pure MAP has shown satisfying results. This formulation has therefore been used to treat the flax woven fabric. The influence of the FR treatment on the mechanical properties of the fabric has been investigated under three different modes of loading (tension, shear and flexure) that control the deformability and therefore the formation of a fabric.
Figure 6 shows a comparison of the biaxial tensile behaviour between the FR treated and the original woven fabric. It firstly shows that the FR treatment does not affect the maximum strain of the fabric. This means that the tensile deformability of the fabric is not affected by the FR treatment. This is mainly due to the fact that the tensile deformability is conditioned by the crimp of the fabric, and this one remains constant for both fabrics. However, the maximum load that can be applied to the FR-treated fabric before ‘failure’, or loss of mechanical property of the tows, is lower than in the case of the original reinforcement. A difference of about 30% is observed. It signifies that it is not recommended to apply loads higher than about 75 N on each individual tows as local losses of fibre density may happen within the yarns constituting the tows, therefore inducing a decrease in the composite mechanical properties.
Comparative biaxial behaviour between fire retardant treated and un-treated fabrics.
Shear of the fabric, due to the rotation of the tows at the crimp position, is the main mechanism that controls the ability of a fabric to form a complex shape. Figure 7 shows that the shear stiffness of the FR treated reinforcement greatly rises above a value of about 30° of the shear angle. This roughly indicates the value of the shear angle above which defects such as wrinkling may take place because the tows cannot rotate anymore. This angle defined as the locking angle can be evaluated graphically. It corresponds to the angle at the intersection of the two tangent lines as shown in Figure 7. The difference between the locking angles of both treated and non-treated fabric is lower than one degree. This therefore means that the shear capacity of the FR fabric is not affected. The difference between the two curves of Figure 7 may be the result of an increase of the friction coefficient due to the presence of MAP on the surface of the FR treated reinforcement.
Comparative shear behaviour between fire retardant treated and un-treated fabrics.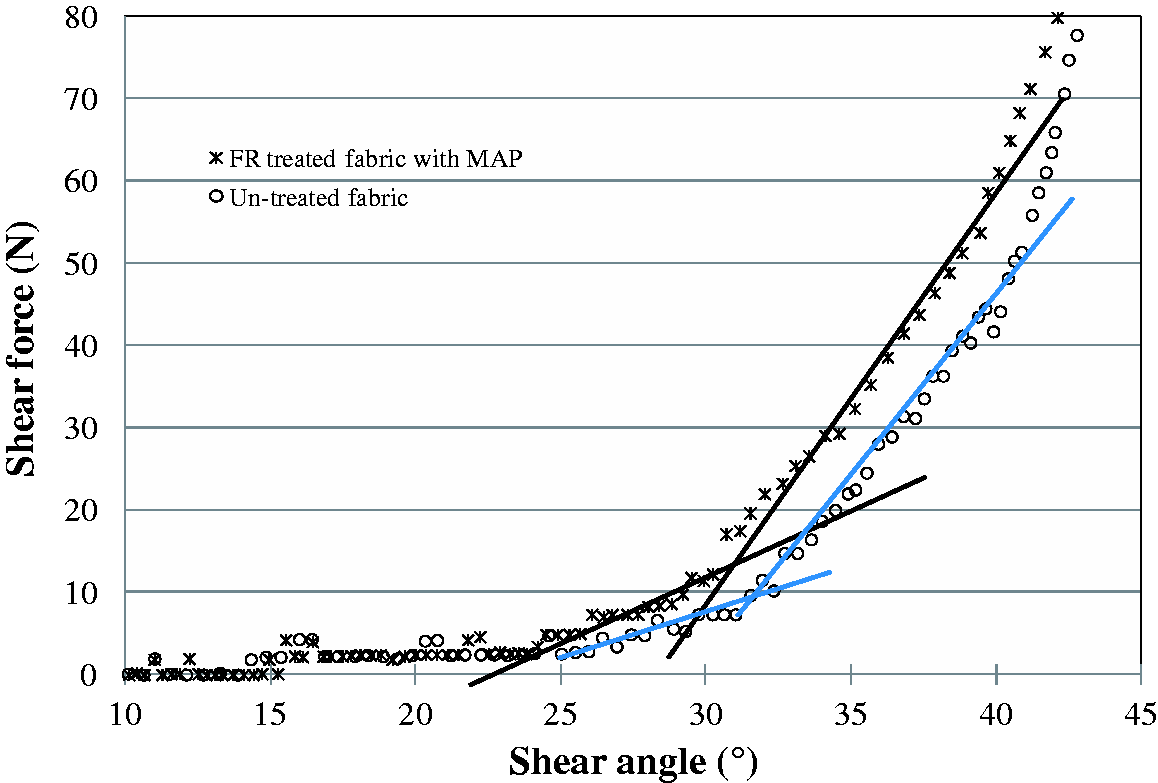
Bending stiffness of fire retardant treated and un-treated fabrics.

The above comparisons have been performed in the warp direction of the fabric, but the presented conclusions would be the same for results examined in the weft direction as the mechanisms controlling the different modes of deformation are the same in both direction.
These studies therefore indicate that the FR treated fabric should be submitted to lower tensile loads during forming, and that the global ability of the fabric due to the combination of shear and bending is not very much affected by the treatment. To verify this statement, the FR treated material has been submitted to a forming test. Low blank holder pressures (1 bar) were used in order to submit the fabric to minimum tensile loads. A tetrahedron complex shape with a triple curvature point and low radii of curvatures has been obtained without any defect as shown in Figure 8. The tensile strains have also been recorded on tows submitted to the highest tensile deformations during the forming process. The results presented in Figure 9 show that the tow strains at the end of the forming process (about 8.5%) are lower than the maximum values above which failure of the tows may happen (about 9.5%, Figure 6). This last result, combined with the fact that no defects such as wrinkles or vacancies are observed in Figure 8 indicates that complex forming of the FR treated fabric has been achieved successfully.
Complex shape preform obtained with the fire retardant treated woven fabric. Tensile in-situ strain evaluated on the tow submitted to maximum tension loads.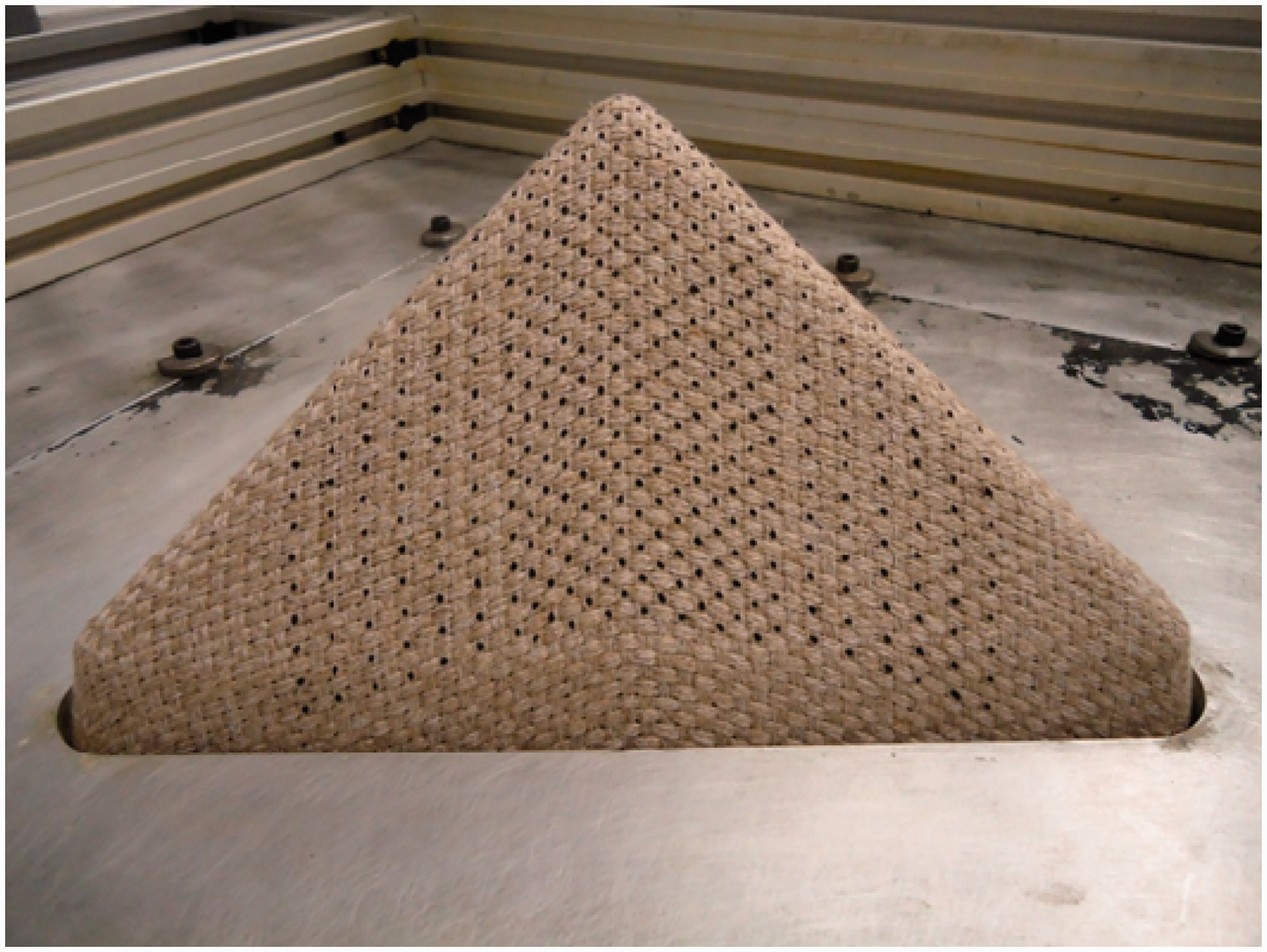

FR properties of one-ply Bioplast composites
As previously reported, when considering the flame retardancy of composites, several approaches can be followed. First, it is possible to consider flame retarded matrices, or reinforcement phase or both. In our case, we will consider only the flame retardancy of the reinforcement phase. We have shown that when using ammonium phosphate salt alone or in combination with urea and sugar, good fire performance could be achieved with satisfactory mechanical properties. In order to validate our approach, the fire performance of a one-ply composite prepared by compression molding of the flax woven fabric (treated or not) with a Bioplast film was evaluated. Depending on the application, other types of polymeric matrix such as PLA could have been considered but Bioplast was preferred in this study since there is no literature about flax-Bioplast composite compare to PLA.
Horizontal and vertical flame spread test of one-ply bioplast composite.

HFS: horizontal flame spread; VFS: vertical flame spread; NF: non-flammable – impossibility to ignite the sample; AE: material auto-extinguishable – the sample burns but extinguished itself during the test.
It is observed that the fire performances of the composite Bioplast/woven flax fabric are lower than that the one of pure virgin flax fabric. Indeed, considering both the horizontal and vertical configuration of the test, the flame spread increases (from 4.5 to 5.1 cm/min for HFS and from 39 to 63 for the VFS). This result is not surprising because the Bioplast film is not flame retarded and thus a higher amount of combustible material is present in the composite compared to the virgin fabric.
The composites, comprising reinforcement fabric treated by MAP and DAP, present similar fire retardancy performances. The material is not flammable in a horizontal testing configuration and is auto-extinguishable in vertical testing configuration. Those results are particularly attractive because they demonstrate that it is possible to only treat the fabric of a composite to obtain flame retarded composites. When considering the full intumescent systems (MAP/urea/sugar and DAP/urea/sugar), lower performances were obtained since for both formulations, the materials burn in a vertical configuration, whereas only the one using DAP burns in horizontal configuration. Similarly to what was observed for padded fabrics, the FR properties obtained with a full intumescent system are lower and the three components formulation containing DAP presents slightly lower performances. These results differ from those obtained for each fabric alone (i.e. better performance were obtained for MAP compare to DAP). Some differences in the adhesion of the Bioplast film on the fabric could be suspected and could be responsible for those results.
As a conclusion, those results are very interesting because they demonstrate that as a first approach, the FR ability of the reinforcement phase could be considered to develop new flame retarded composite materials without flame retarding the resin.
Finally, Figure 10 reports the HRR curves as a function of time for the one-ply composites. Similar conclusions to the ones drawn from Figure 5 can be made. The differences in PHRR values are however lower when comparing pure DAP or MAP formulation to the full intumescent systems. This again confirms that better performances are obtained using pure ammonium salts in comparison to intumescent formulations. This result shows that the suspected carbonization effect of the flax is sufficient to obtain good fire performance and thus no additional carbon source is required.
Heat release rate (HRR) versus time of one-ply composites.
Conclusion
The objective of this research was to evaluate the FR and mechanical properties of padded flax woven fabric using different formulations based on ammonium phosphate salts. It was shown that satisfactory properties could be obtained using pure MAP or DAP. The good FR performance can be, at least partially, explained by the suspected carbonization reaction between the flax and the phosphate and/or its degradation products. On the other hand, it was also demonstrated that the complex forming behaviour of the treated reinforcement could be achieved successfully. One-ply composites were then prepared by compression molding of the treated flax fabric and a bio-based film (Bioplast). Good fire retardant performances of the composite have been achieved considering only the flame retardancy of the reinforcement phase. This study thus demonstrates that the approach consisting in the conferring of FR properties to the composite via the reinforcement, gives encouraging results. Further developments of composite parts with complex shapes and for which FR properties are required, such as fuel tanks, is worthy of further research using this methodology.
Footnotes
Acknowledgment
The authors would like to thank Mickaël Wund for the technical assistance.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.