
Abstract
Integrating natural fibers derived from local industrial waste streams into thermoplastic starch (TPS) proves to be a promising approach towards sustainable flame retardant biocomposites. Initially, three types of waste fibers from the agave, coconut, and leather industries were evaluated for their flame retardant properties in combination with aluminum trihydroxide (ATH), an environmental friendly flame retardant. Leather fiber (BLF) exhibited the best flame retardant performance and were further investigated along with ATH and varying amounts of bentonite nanoclay to enhance the residual protective layer. The combination of multiple components shows improvement in performance while reducing the total load of filler. The images of the fire residues revealed that a more enclosed surface correlates with a reduction in the peak of heat release rate. Whereas higher amounts of bentonite does not deliver further inprovements, only 1 phr nanoclay in the novel multicomponent system of TPS, ATH, BLF, and bentonite synergistically improved the UL-94 rating from HB to V1. The proposed system brings together the different approaches using a renewable biopolymer, natural waste fibres, and envirnmentally friendly flame retardancy and thus, is striking for its combination of outstanding sustainablity, instant feasability, and sufficient fire performance.
Introduction
The demand for sustainable resources and materials has grown over the last year and will grow even more in the upcoming years. Polymers from biomass have much lower carbon dioxide emissions than polymers based on petrochemicals. Plant fibers are a common option to reinforce polymers in biocomposites. Over recent years various natural fibers have been studied and have since become well established as natural fibers reinforcing biocomposites in various industries. Plant fibers like hemp,1,2 agave, 3 coconut, 4 kenaf, 5 sisal, 6 bamboo,7,8 or flax, 9 and fibers from animals like keratin 10 and feathers,11,12 were studied to achieve reinforced and flame retardant biocomposites. 13 One major challenge for sustainable natural fiber production is the limited amount of farmland. Using more plant fibers for industry results in less farmland for food production, and/or further destruction of environments like the rainforest to increase the farmland area. A better option to retrieve natural fibers is to use waste products from already existing industrial processes. Huge amounts of natural waste fibers from multiple industries end up as biomass or landfill each year. Instead they could be used as a resource to manufacture more sustainable composites.
Incorporating natural fibers into polymers comes with two major advantages. Regarding mechanical properties, the fibers reinforce the polymer matrix, increasing the Young’s modulus and resultíng in a stiffer material. In terms of fire safety, the natural fibers build up a barrier and increase char residue, which improves performance in fire testing.
In various applications such as construction, the automotive industry, and electronics, high fire safety standards require the presence of additional flame retardants in the composite. Strict regulations on halogenated flame retardants, certain phophorous flame retardants and melamine require a shift towards non-hazardous flame retardants like metal hydroxides. Aluminum trihydroxide (ATH) is a mineral and thus the most common environmentally friendly flame retardant.14,15 At 230°C this mineral decomposes into aluminum oxide and water. 16 . The formation of aluminum oxide results in the formation of a residual layer. This layer increases the reradiation of heat and therefore decreases pyrolysis rate in the sample. The release of water results in cooling and fuel dilution in the gas phase.
But the use of metal hydroxides has the drawback of nonlinear performance in flame retardancy and therefore requires high loadings.17,18 To achieve the desired flame retardancy in polyolefins, loadings of up to 60 wt.-% are needed. As a result, the mechanical properties of the material degrade and yield more brittle materials. With improved flame retardancy due to the addition of natural waste fibers or synergists, the amount of ATH can be lowered.
The incorporation of a synergist such as layered silicate further increases flame retardancy and reduces the required amount of ATH. 19 Synergism is described as an effect where the combination of two additives yields a better performance than the superposition of the single additives. 20 Silicon based synergists are of particular interest, as they are usually inert to chemical reaction and therefore show no toxicity or release of toxic compounds during fire. Nanoparticles and fibers also have a high impact on the melt flow of the polymer, which influences the burning behavior, especially in UL 94 testing.21–23 The decrease in meltflow changed the dripping resulting in a different classification. Previous studies have shown remarkable effects on different silicon synergists such as low melting glass or layered silicates (“nano clay”),24–26 changing crucially the protective layer effect of the fire residue and melt flow/dripping behavior during burning. The combination of ATH and layered silicates has been studied in various materials,18,27,28 and proposed as outstanding approach to reduce the necessary amount of ATH. Such multicomponent systems are of special interest because they combine the different effects of each component, 29 or boost flame retardant modes of action.
This research is focused on industrial waste fibers which are a side product of established industrial processes such as leather fabrication, or tequila or coconut production. All fibers were obtained from the local Mexican industry to keep carbon dioxide emissions from transport to a minimum. Furthermore, the fibers do not need intensive pre-treatment. Biocomposites from thermoplastic starch in combination with these fibers were investigated with regard to their mechanical properties and flame-retardant performance. Thermoplastic starch is used as a matrix material as it is a broadly used commercial biopolymer. ATH was used as a flame retardant supported by the fibers. Three industrial waste fibers were compared in this study: buffing leather fibers, coconut fibers, and agave fibers. The fiber showing the best performance in pretesting was selected and then investigated further in composites also containing layered silicates as synergists. Kashiwagi et al. introduced a method to assess the amount of enclosed surface and show the correlation with the reduction in heat release rate for nanocomposites.30–32 This method is applied to investigate the effect of the synergist on the protective layer formation.
Previous research focused on different aspects of sustainability. Biopolymers such as PLA were combined with phosphor containing flame retardants which are under investigation for their hazardous potential 33 or natural fibers were incorporated in conventional polymers like polypropylene. 6 This research brings together multiple aspects of sustainable materials. A biopolymer builds the matrix material, fibers are natural fibers derived from industrial waste and do not require additional farmland. The flame retardants and synergists are non-hazardous minerals opening the door to biodegradable flame-retardant materials. These new composites lead the way to fully sustainable biocomposites. Introducing flame retardant properties to natural fiber based biocomposites improves their market competitiveness and contributes to the transition towards greener manufacturing.
Experimental
Materials
Thermoplastic starch (TPS) used as polymer matrix was purchased as Mater-Bi® EF05 B from Novamont SpA (Novara, Italy). The polymer is a blend of starch and the polybutylene adipate terephthalate (PBAT), a common biopolymer. Previous research showed a content of 30% TPS and 70% PBAT. 34 Buffing leather fibers (BLF) were collected from buffing process waste during the production of finished bovine leather by the local tannery industry (Guanajuato State, Mexico). Agave fibers (AF), tequilana Weber var. Azul, with Young’s modulus of 2.6–2.9 GPa, 12–15% of strain at break and density of 0.880 g/cm3, 35 were recovered from the tequila industry as bagasse waste (Jalisco State, Mexico), and coconut fibers (CF), with Young’s modulus of 6 GPa, 15–25% of strain at break and density of 1.2 g/cm336 derived from the coconut industry as husk waste (Colima State, Mexico). The BLF, AF and CF were ground using a Pagani 20030 FA grinder with a 5 mm mesh. AF and CF were sieved to obtain lengths of 250–500 microns and 150–250 microns, respectively. Mineral flame retardant, aluminum trihydroxide (ATH) ALOLT 60DLS, was provided by MAL Hungarian Aluminium Production and Trade Co., Ltd (Veszprém, Hungary), produced with an average particle size d50 of 1.73 microns, a bulk density of 400 kg/m3, a specific surface area (BET) of 3.5 m2/g, and a purity of at least 99.5%. Modified bentonite clay (Ben) with L-lysine mono-chlorohydrated via ionic interchange reaction was supplied by Nanoplasticos, S.A. de C.V. (Mexico City, Mexico).
Preparation method for biocomposites
Proir to the preparation of biocomposites, all materials were dried. TPS was dried in a Maguire 30 low-pressure dryer at 102°C and 0.55 MPa operating pressure for 50 min. BLF, AF, CF, and ATH were dried at 80°C for 24 h, whereas Ben clay was dried at 70°C for 48 h in a SEV-PRENDO HSCF-60 drying oven. The biocomposites were obtained via extrusion in a twin-screw counter-rotating intermeshing Lesitritz Micro 27 extruder (Nuremberg, Germany) with a L/D ratio of 32 and screw diameter of 27 mm, using a rotational speed of 90 rpm and 8 heating zones. The following temperatures were applied from the feeding zone 1 to the die zone 8: 150, 155, 155, 160, 165, 170, 165 and 160°C. All components of the biocomposites were mixed and then fed into the extruder at zone 1.
Composition and identification of investigated samples.
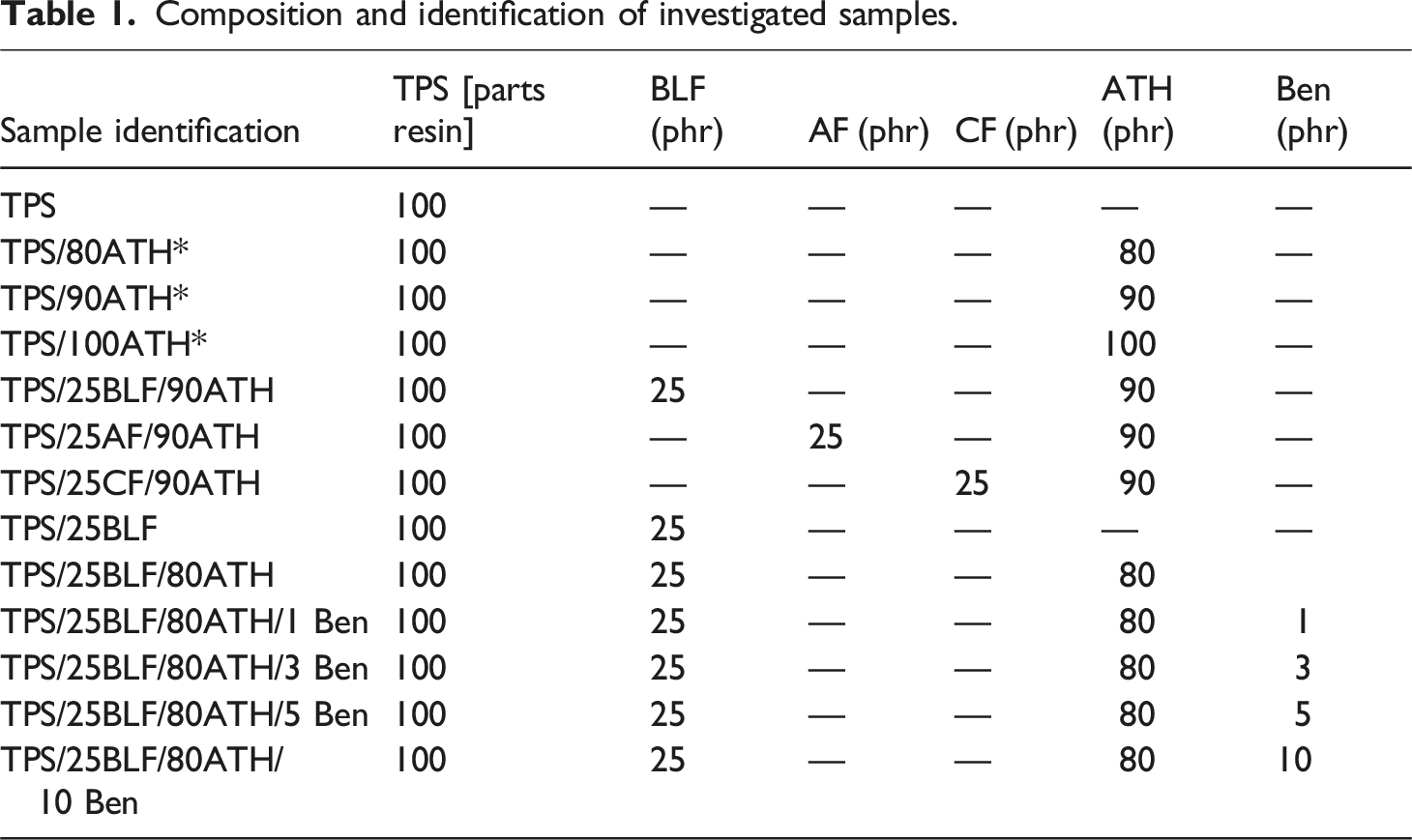
Specimens for the investigation of mechanical properties and fire performance were produced by injection molding in a Milacron MTH55 injection molding machine with an L/D ratio of 20, a screw diameter of 32 mm, clamping force capacity of 500 kN and 4 heating zones. The following conditions were used to obtain the specimens: a temperature profile of 185, 190, 200 and 200°C (from feeding zone to nozzle), 30 s cooling time, 50 mm s−1 injection speed, and 80 bar injection fill pressure. In the supporting information (Figure S1) digital images of some representative specimens for tensile mechnaical tests are showed.
Characterization
The morphology of the fibers and biocomposites was investigated via field emission scanning electron microscopy (SEM) using a JEOL JSM-7600F (Akishima, Japan), applying an accelerating voltage of 10 kV. The biocomposite samples were cooled down in liquid nitrogen and then fractured to obtain a fractured cross section of the material. Carbon, aluminum and silicon elemental analysis were obtained from energy dispersive spectroscopy (EDS) (Abingdon, Oxfordshire, UK). All the specimens were gold coated prior to analyses.
Rheological measurements were performed in a Ares-G2 strain controlled rheometer (New Castle, DE, USA), employing parallel plates 25 mm in diameter with a gap of 1.8 mm, under small amplitude oscillatory shear flow (SAOS) in the linear viscoelastic regime, with 0.06% strain applied at 210°C in a frequency range from 1.0 to 100 rad s−1.
Tensile mechanical properties were evaluated in an Instron 5565 universal testing machine (Norwood, MA, USA) according to the ASTM D638-19 standard, using type I specimen dimensions with a thickness of 3.1 ± 0.4 mm and applying a crosshead speed of 50 mm min−1.
For thermal analysis of the samples, thermogravimetric analysis (TGA) was carried out in a Netzsch TG209 F1 Iris instrument (Selb, Germany). Pyrolysis was carried out under nitrogen (30 mL/min) in a temperature range from 30°C to 900°C with a rate of 10 K/min using a sample weight of 10 mg for composites as well as fibers, and 5 mg for pure flame retardants and synergists. Each measurement was performed twice.
The evolved pyrolysis gases were were conducted via a 1.5 m transfer line heated to 270°C and then analyzed by Fourier transform infrared spectroscopy in a Tensor 27 spectrometer (Bruker Corporation, Billerica, MA, USA).
The flammability characteristics were assessed in the fire scenario ignition via the UL 94 burning chamber and the limiting oxygen index (LOI). UL 94 testing was carried out according to the IEC 60695 in a UL 94 chamber standard in vertical configuration (Fire Testing Technology Ltd, East Grinstead, UK). When no classification was achieved, samples were measured in horizontal configuration. LOI measurements were conducted following the ISO 4589-2 standard. The specimens had dimensions of 125 mm × 13 mm × 3.2 mm. Samples for LOI were tested according to ISO 4589-2 with dimensions of 100 mm × 6.5 mm x 3.2 mm.
To investigate the burning behavior in the fire scenario developing fire under forced flaming conditions, a cone calorimeter (Fire Testing Technology Ltd, East Grindstead, UK) was used. Tests were carried out acording to the ISO 5660 standard. Specimens of 100 mm × 100 mm × 3 mm were used. To avoid contact with the heat coils as the specimen deformed during burning, the distance to the cone heater was increased to 35 mm with an external heat flux of 50 kW/m2. Previous research showed that the impact on the distribution of the heat flux is negligible between 25 mm and 35 mm. 25
Pictures of the residue were evaluated based on the method proposed by Kashiwagi et al.30,31 Residue images were taken from above the residue. Areas that were on the outside or were the fragile residue collapsed were excluded. For the rest of the residual area the contrast was increased to obtain only white an black pixels. Black pixels are located in the cracks of the surface whereas white pixels show enclosed surfaces.
All samples for thermal anaylsis, UL 94, LOI, and cone calorimeter measurements were conditioned prior to the test at 23 ± 2°C and a relative humidity of 50 ± 10% for a minimum of 48 h.
To compare the investigated results of the composites, data for TPS, ATH, TPS/100ATH, TPS/90ATH and TPS/80ATH were used from 37 and are marked with “*.”
Results and discussion
Selection of fibers
To evaluate the performance of various fibers in flame retardant composite materials, TPS was used as the matrix, and material and aluminum trihydroxide (ATH) as the flame retardant. Four different composite formulations were prepared, each incorporating a distinct type of fiber. These fibers were waste fibers sourced from agave tequiliana (AF), coconut (CF) and the buffing leather process (BLF). To compare the different fibers, a consistent composition was maintained. The amount of fillers is calculated in part per hundred resin (phr), with the weight of the additives calculated in relation to 100 parts of polymer. Each composite contained 25 phr of fiber and 90 phr of ATH.
Fire performance of composites with different waste fibers and 90 phr of ATH (* = data points from 37 ).
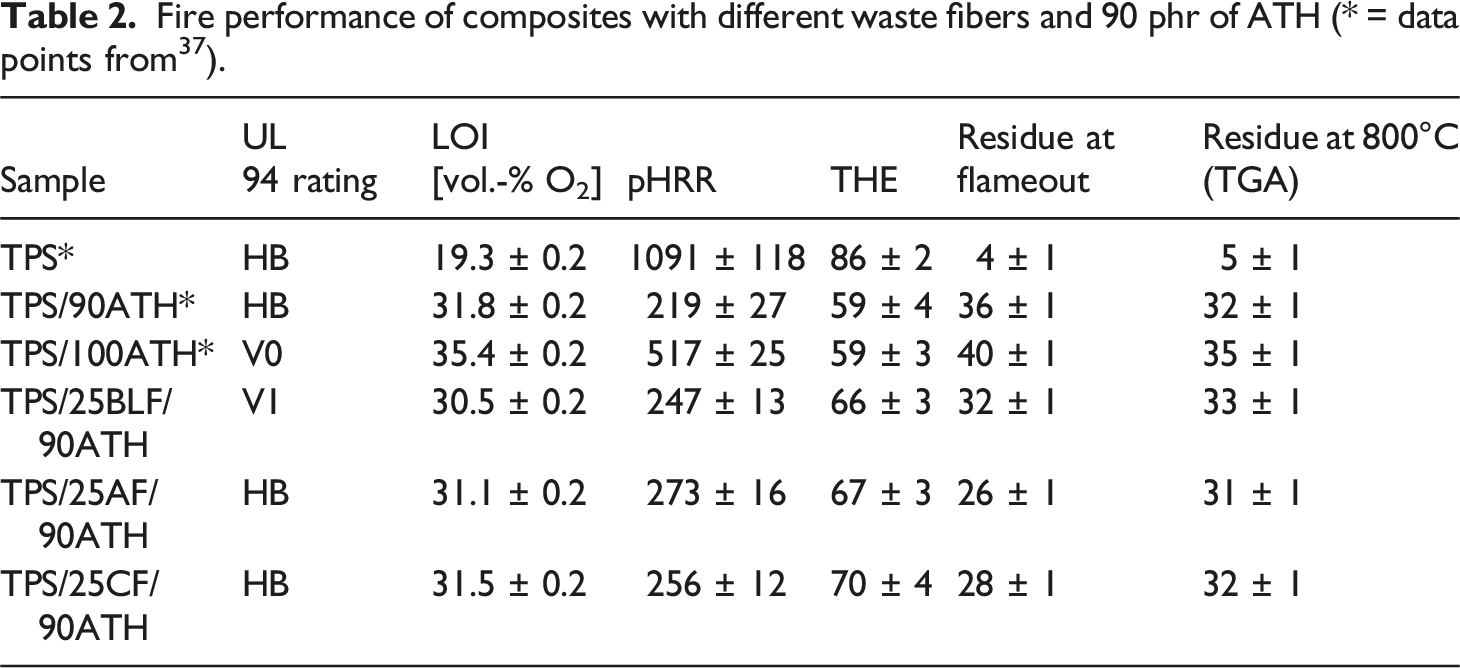
LOI values showed that TPS/25BLF/90ATH exhibited a slighly lower LOI value of 30.5 vol.-% compared to TPS/25CF/90ATH and TPS/25AF/90ATH, with 31.5 vol.-% and 31.1 vol.-% respectively.
In cone calorimeter simulating a developing fire, the biocomposites burned quite similar, however composite TPS/25BLF/90ATH burned with the lowest pHRR at 247 kW/m2, 12% lower than TPS/25AF/90ATH, which had the highest pHRR of the three samples (Figure 1). This observation suggests that the inclusion of buffing leather fibers, which have a collagene structure with a high amount of nitrogen,
38
is advantageous compared to the cellulosic fibers from coconut or agave. The higher nitrogen content also resulted in a higher residue at flameout in the cone calorimeter and at 800°C in TGA. Comparison of (a) HRR and (b) THE for biocomposites with different fibers.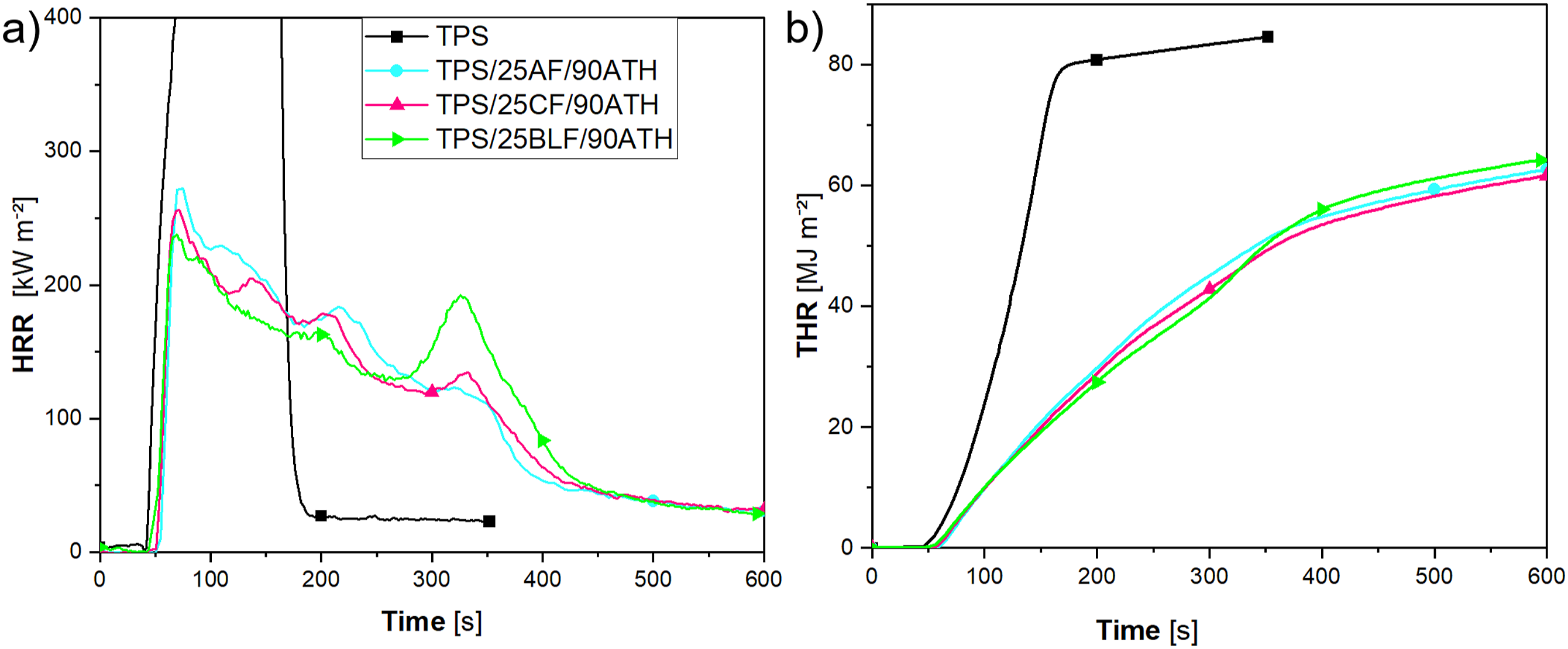
Regarding THE, samples incorporating leather fibers exhibited slightly lower values, with TPS/25SLF/90ATH displaying the lowest THE at 60.3 MJ/m2 compared to 70 MJ/m2 for TPS/25CF/90ATH. This underlines that the incorporation of leather fibers contributed to the formation of a more stable char residue.
The fire behaviour and the flame retardancy are dominated by the main components TPS and ATH, respectively. The different fire performance of natural fibres was assumed to play a negligble role, whereas the interplay of BLF and ATH in fire tests seems to be the best. Due to these results from the comparison of different fibers, BLF was chosen as the most advantageous fiber and was investigated in different composites, and also with nano clay as a synergist.
Morphology
The SEM results evidence the morphology of BLF, the dispersion and distribution of BLF, ATH and Ben particles, and their adhesion to the polymer matrix to get a better understanding of the structure-property relationship of the biocomposites. The SEM micrographs in Figure 2(a) show that BLF were formed from microfiber agglomerates of heterogeneous size and shape, most of which are visible in a longitudinal arrangement (bundles of microfibers). SEM micrographs of (a) BLF, (b) TPS/25BLF/80ATH, (c) TPS/25BLF/80ATH/1Ben, and (d) TPS/25BLF/80ATH/10Ben samples.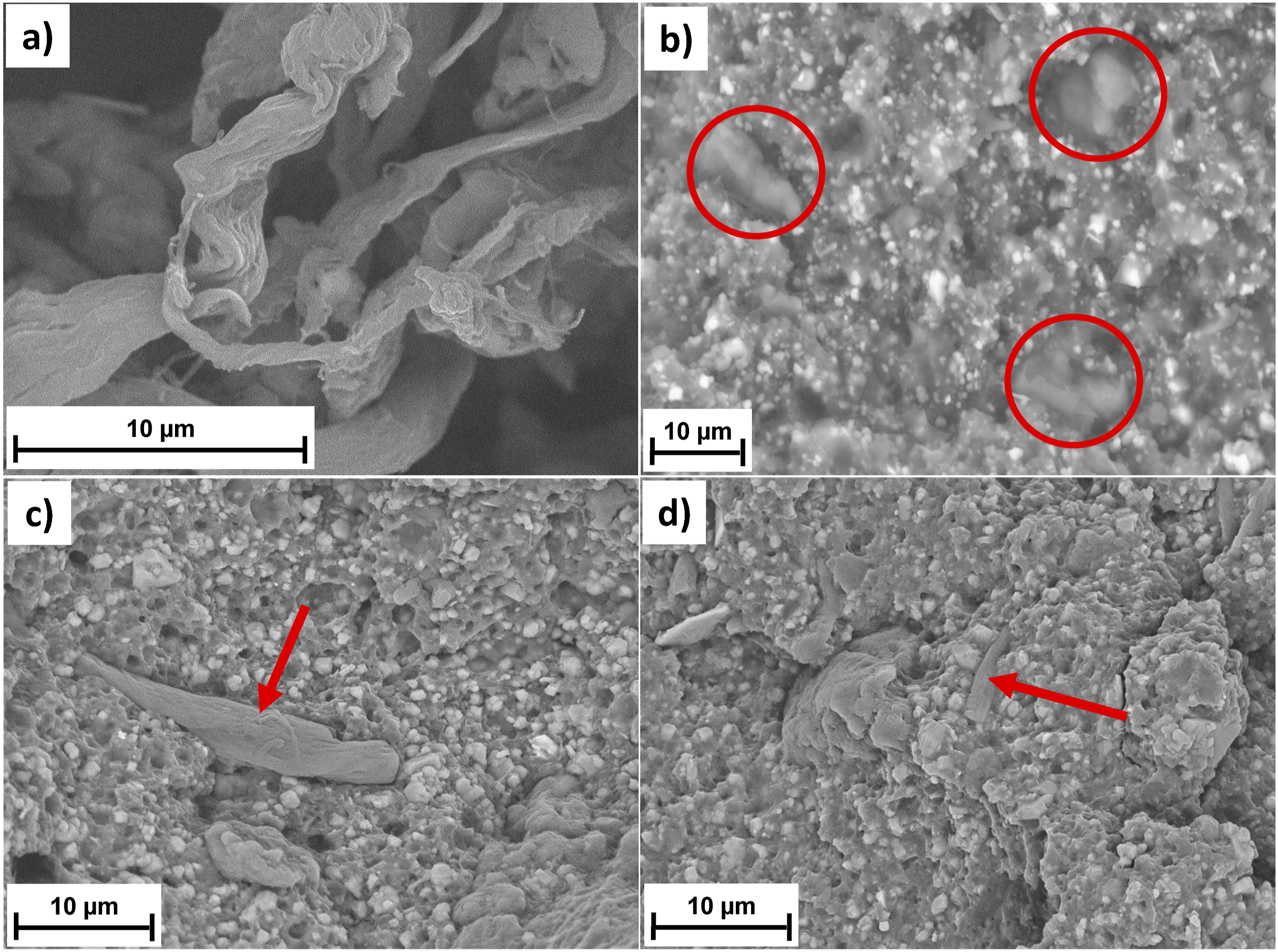
The microfibers showed a width of >1 µm, whereas the agglomerates had a width from 1 up to 5 µm. The observed morphology of BLF is attributed to the intrinsic elasticity of the collagen, since collagen is the main component of BLF. 39 Therefore, the BLF do not show a defined aspect ratio (length/diameter) as raw material, which is an important difference with respect to lignocelluloses fibers. 40
Figure 2(b) displays the morphology of TPS/25BLF/80ATH biocomposite. BLF with size of 10–15 µm approximately are embedded in the polymer matrix (highlighted by red circles), some gaps between BLF and the matrix are observed, indicating a lack of adhesion. In the SEM micrograph of TPS/25BLF/80ATH, white dots from the ATH particles were noticed. The morphology of TPS/25BLF/80ATH biocomposite (Figure 2(b)) displayed an irregular fractured surface. The absence of well-defined fracture planes suggests a ductile fracture mechanism. Figure 2(c) and (d) show the SEM micrographs of TPS/25BLF/80ATH/1Ben and TPS/25BLF/80ATH/10Ben samples, respectively. The morphology of both biocomposites was characterized by flat surfaces, ascribed to a fragile fracture mechanism, which is usually displayed by rigid materials. 41 The SEM micrographs of TPS/25BLF/80ATH/1Ben and TPS/25BLF/80ATH/10Ben revealed the presence of BLF on the fractured surface (highlighted by red arrows), where BLF displays a length of 25 µm (Figure 2(c)), meanwhile in Figure 2(d) the BLF length is 7 µm, approximately. Figures 2(c) and (d) also disclose ATH particles (lighter dots) dispersed across the entire surfaces. The observed morphology is in accordance with reports of polymer composites loaded with buffing leather wastes. 42 No orientation of fibers in any preferred direction was observed, fibers are rather oriented randomly as expected due to the preparation method of the biocomposites (melt blending) and the heterogenous size and shape of the fibers. 43
The dispersion and distribution of the ATH and Ben particles was further analyzed by EDS. Figure 3 depicts the scanned area and carbon, aluminum, and silicon mapping of the TPS/25BLF/80ATH/10Ben biocomposite. Based on aluminum elemental analysis (Figure 3(c)), the micrograph showed the presence of dispersed ATH particles across the entire surface. The silicon mapping in Figure 3(d) showed well-dispersed areas and concentrated silicon areas, revealing inhomogeneous dispersion of Ben particles, associated with the high Ben content (10 phr) in the biocomposite. SEM micrographs of the TPS/25BLF/80ATH/10Ben sample, (a) scanned area, (b) carbon, (c) aluminum and (d) silicon mapping.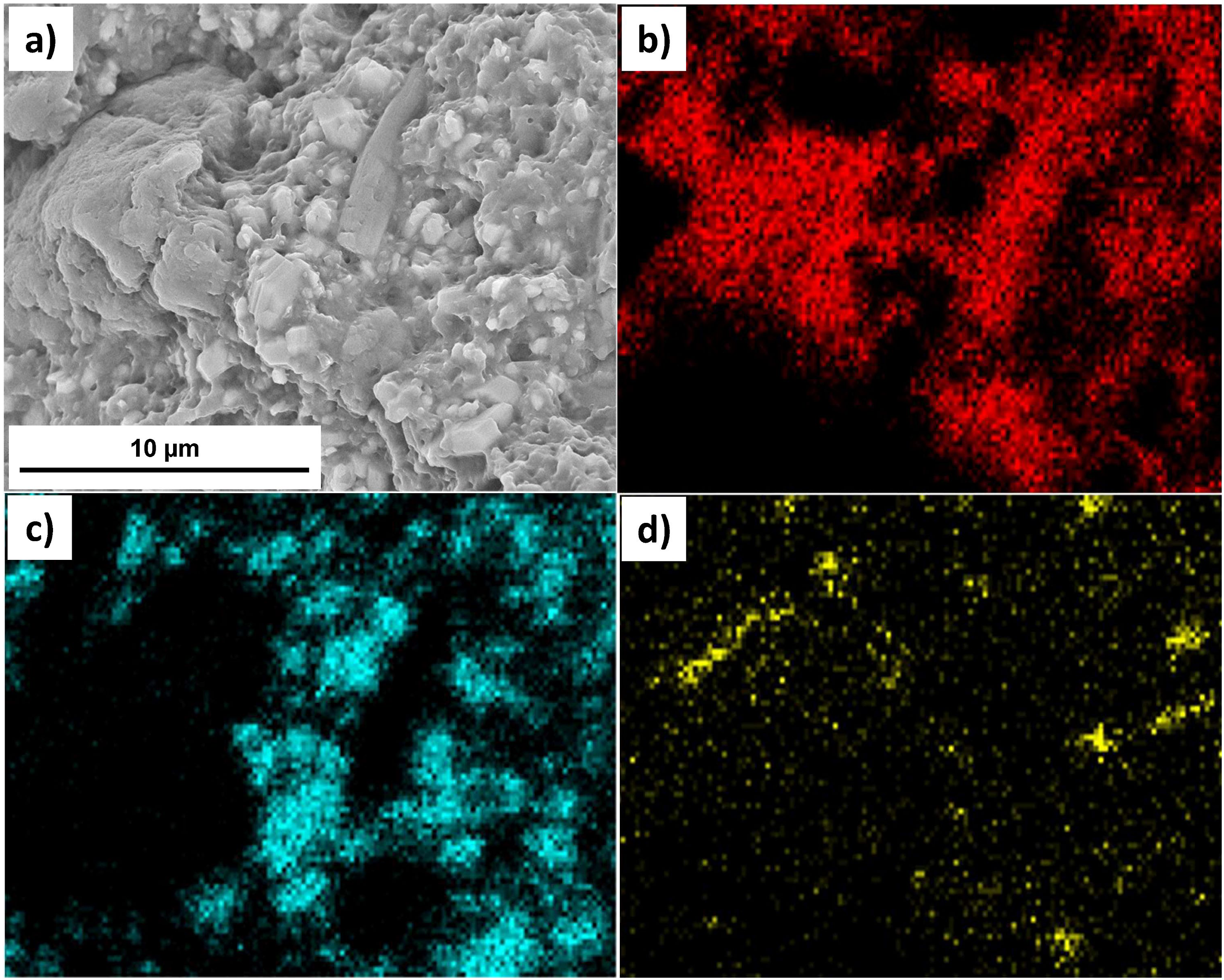
Rheological properties
The melt flow behavior of the produced biocomposites was investigated with the aim of assessing their structure and processability. The rheological measurements were carried out under small amplitude oscillatory shear flow (SAOS) in the linear viscoelastic regime. Figure 4 depicts the complex viscosity and complex modulus as a function of angular frequency of the investigated biocomposites. Figure 4(a) reveals an important reinforcement effect of ATH, BLF, and Ben particles on the biocomposites. The complex viscosity of TPS/25BLF is higher than that of TPS/80ATH despite the lower amount of filler. This effect is attributed to BLF fibers’ having longer range interaction than ATH particles, which causes a higher effect on complex viscosity.
44
With higher loadings of bentonite clay particles, the complex viscosity of the composite increased. The biocomposites with Ben particles exhibited an increase in the complex viscosity and pronounced shear-thinning behavior, that is the complex viscosity decreased as the angular frequency increased. This behavior is attributed to the high loadings, as the curves have the same slope and a complex viscosity close to that of TPS/25BLF/90ATH which is the highest viscosity sample. Figure 4(b) depicts the complex modulus with respect to angular frequency. The complex modulus is almost independent of the frequency, which is characteristic of gel behavior. This behavior indicates that the elastic modulus is dominant over the viscous one, indicating that the materials have high elasticity due to the high loading. There is no change of slope in these samples, which confirms that the high loading is the dominating factor in the rheological behavior rather than the particle-polymer matrix interactions. The materials’ viscoelastic behavior changes from predominantly viscous (pure TPS) to predominantly elastic (samples using Ben particles); this tendency is confirmed by plotting the data in a Van Gurp-Palmen diagram (Figure 5). Ben particles impart elasticity to the polymer matrix by reducing mobility of polymer chains.
45
(a) Complex viscosity and (b) complex modulus as a function of angular frequency in the investigated biocomposites. Van Gurp-Palmen diagram of investigated biocomposites.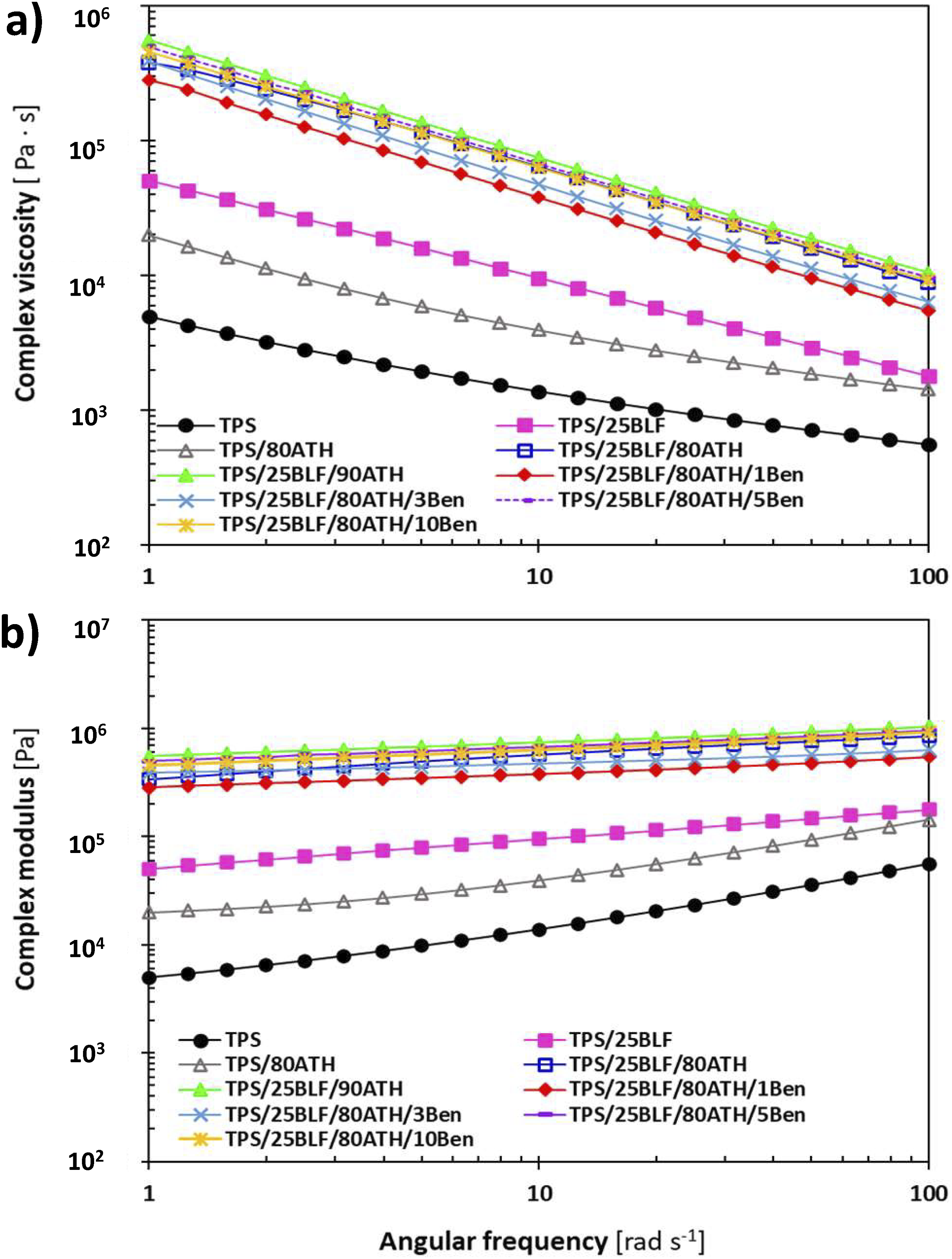
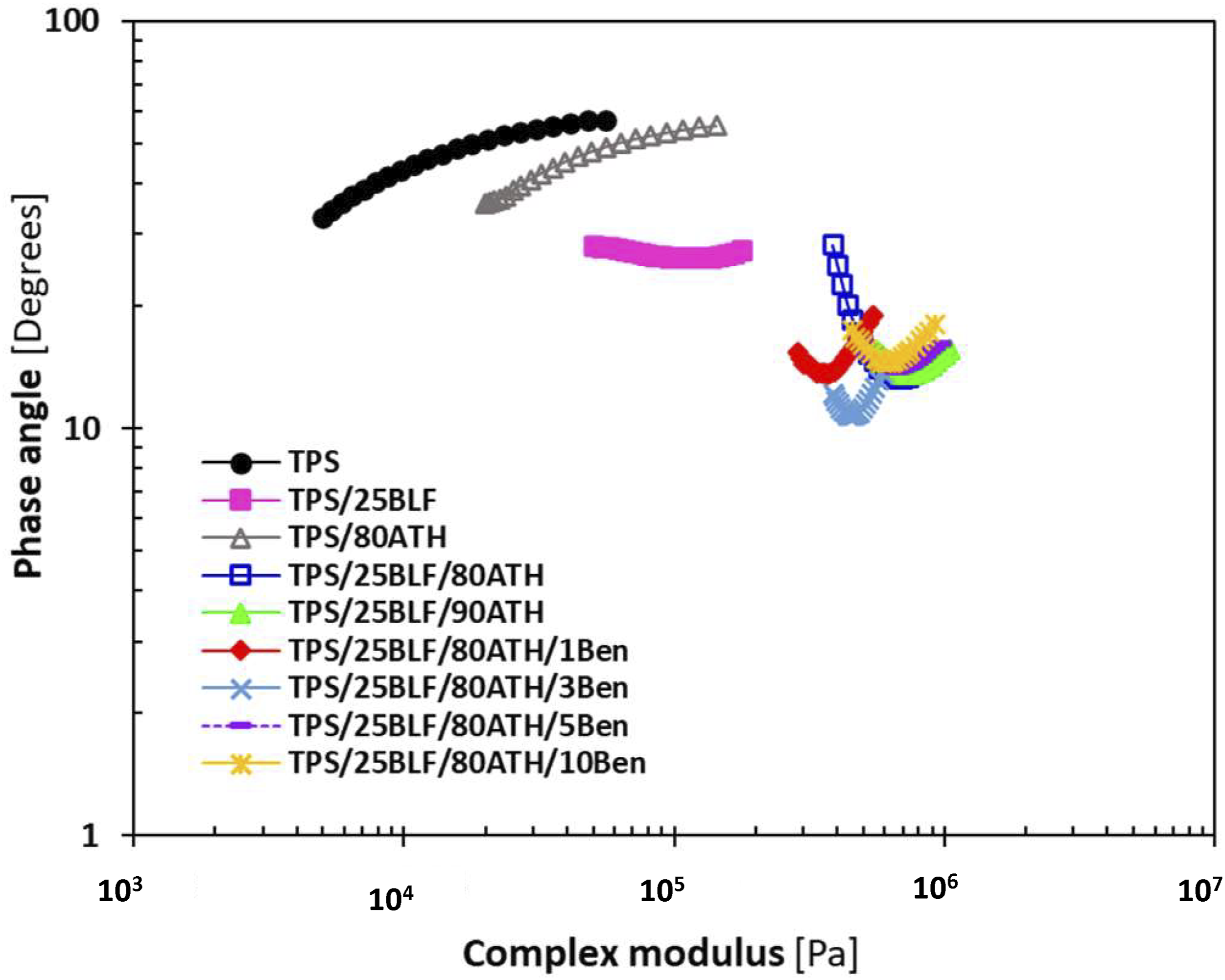
Figure 5 presents the van Gurp-Palmen (vGP) diagram, with the phase angle plotted as a function of complex modulus. The vGP diagram is an important rheological tool to assess the interactions between polymer matrix and particles due to the bulk polymer structure of loaded polymers, and has been used previously to study this type of polymer system. 46 Figure 5 highlights that the curves of TPS and TPS/80ATH are located close to a 90° phase angle and present a positive slope. This confirms that TPS and TPS/80ATH have predominantly viscous behavior and a co-continous structure. The curve of TPS/25BLF is located at a lower phase angle than TPS and TPS/80ATH samples, indicating a change in flow behavior. The shape of curve of TPS/25BLF is closer to the shape of materials with predominantly elastic behavior. When BLF, ATH and Ben particles are combined in TPS, the biocomposites exhibited predominantly elastic behavior with a low phase angle (towards 1°). The curves show a distinctive “u” shape, where the phase angle decreases down to a minimum value and subsequently increases. For the TPS/25BLF/80ATH/Ben biocomposites, the content of Ben particles influenced in the phase angle and complex modulus magnitude. The minimum phase angle of all samples was achieved by the TPS/25BLF/80ATH/3Ben sample.
Elastic behavior is necessary to achieve fire retardant behavior, since viscous behavior during vertical flammability testing may cause the material to melt, causing flaming drips and fire propagation, 47 but dominant elastic behavior may affect processability and become problematic by promoting cracks that can cause flame and heat to propagate in the material. Thus, a balance of viscoelasticity may be better for flame retardant materials.
Mechanical properties
Mechanical properties results (* = data points from 37 ).
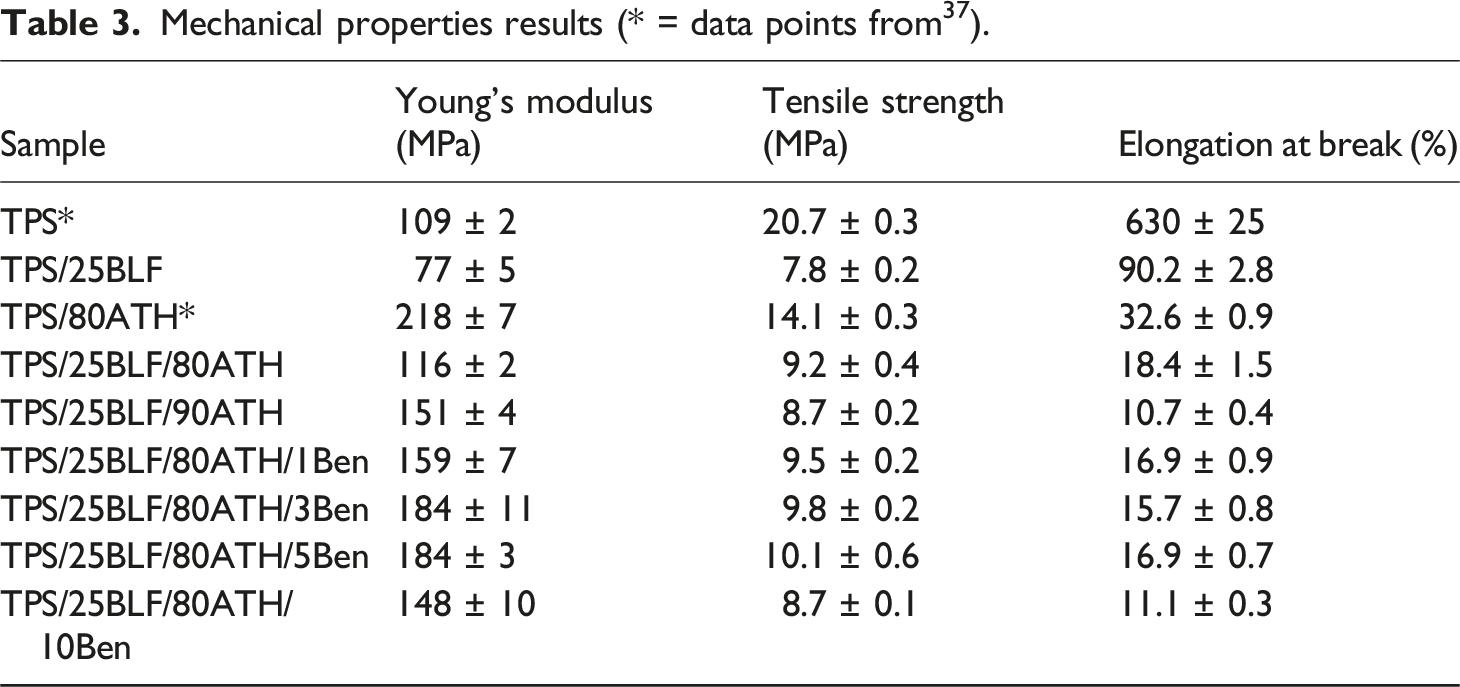
Regarding the effect of bentonite content on mechanical properties, Table 3 reveals that the elongation at break and tensile strength were not affected by the addition of 1, 3 or 5 phr Ben to the TPS/25BLF/80ATH sample. For example, comparing the TPS/25BLF/80ATH/1Ben biocomposite with the TPS/25BLF/80ATH sample, the tensile strength was 9.5 ± 0.2 and 9.2 ± 0.4 MPa, respectively, whereas the elongation at break was 16.9 ± 0.9 and 18.4 ± 1.5%. As for the Young’s modulus, it increased from 116 ± 2 (TPS/25BLF/80ATH sample) to 159 ± 7 MPa through the addition of 1 phr Ben particles (TPS/25BLF/80ATH/1Ben biocomposite), this tendency is observed up to the addition of 5 phr Ben (184 MPa), highlighting an improvement in stiffness. 51 Conversely, when Ben particles were added at 10 phr, the elongation at break, tensile strength and Young’s modulus were reduced, showing no linear behavior with respect to the Ben content. The mechanical properties results suggest that Ben particles are well dispersed in the TPS/25BLF/80ATH/Ben biocomposites when they are added at a low content of up to 5 phr. 49 Higher amounts produce particle agglomerates, resulting in deteriorated tensile mechanical properties because those agglomerated particles present stress concentration points. 52 The results reported in Table 3 are aligned with the fractured mechanism discussed in morphology section (Figure 2(b)–(d)). A ductile fracture mechanism implies lower Young’s modulus (TPS/25BLF/80ATH sample) rather than fragile fracture mechanism which implies the contrary effect (TPS/25BLF/80ATH/1Ben and TPS/25BLF/80ATH/10Ben samples).53,54
Pyrolysis
In a fire scenario, the reactions occurring in the condensed phase are predominantly pyrolytic, while combustion takes place in the flame. To gain deeper insights into the pyrolysis process, TGA was conducted under nitrogen atmosphere. Figure 6 illustrates the mass loss and mass loss rate over time for both single components and for multi-component systems and Table 4 displays the corresponding results. Mass loss and mass loss rate as a function of temperature for (a) + (b) TPS with fibers and ATH (c) + (d) TPS/BLF/80ATH with different amounts of bentonite (e) comparission of measured and calculated curve for TPS/25ATH/80ATH/10Ben. Results of TGA analysis of the investigated materials (* = data points from
37
).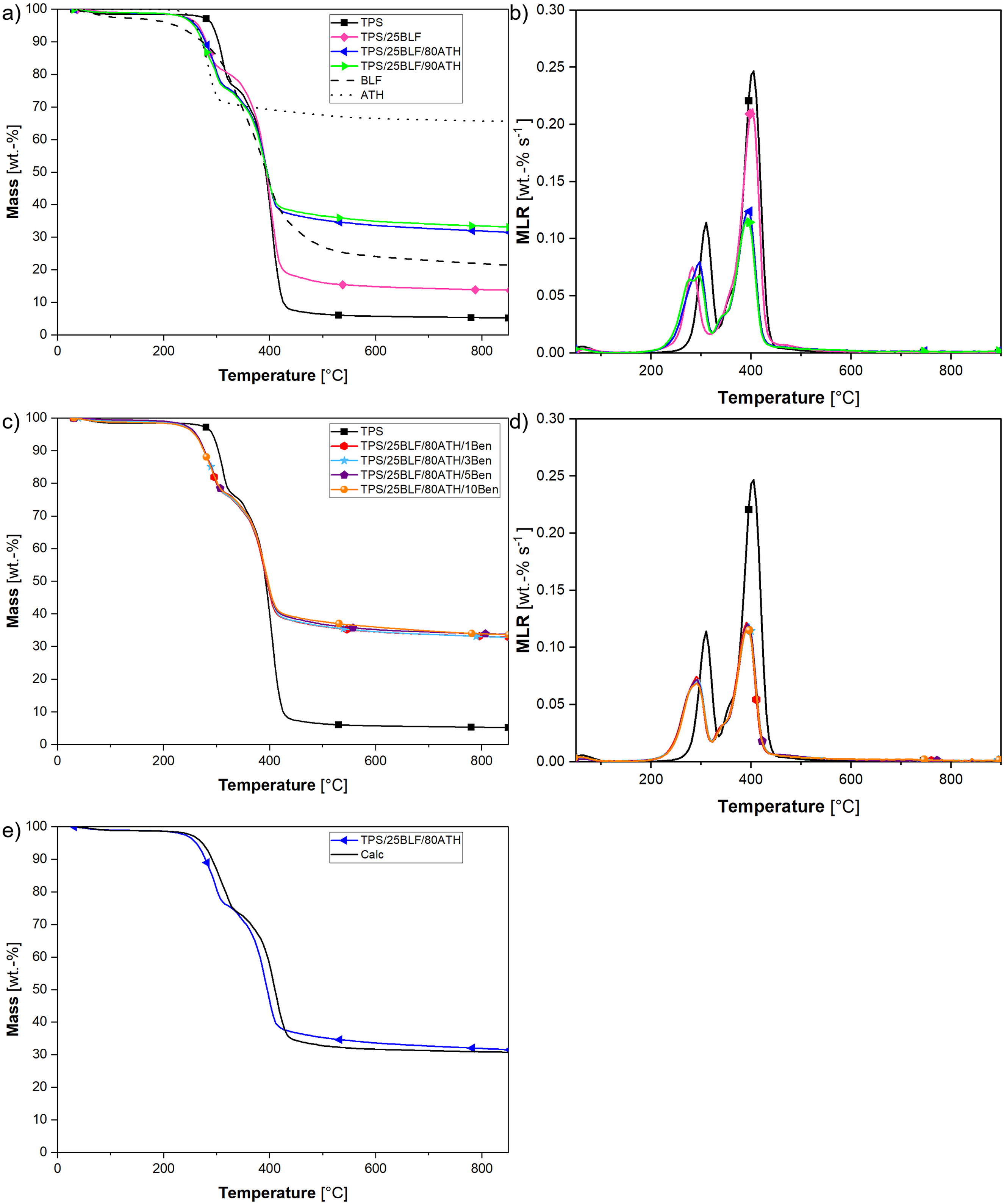
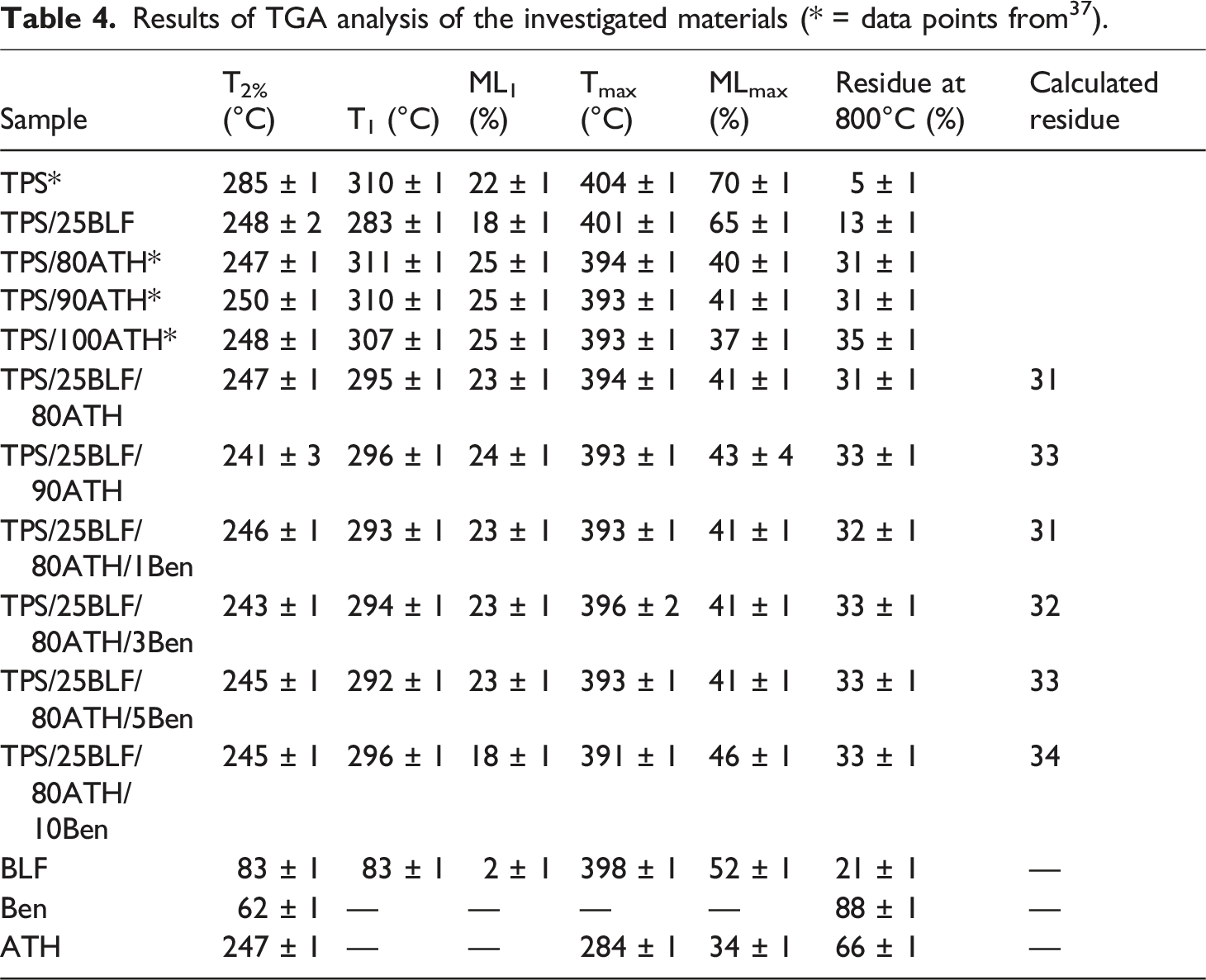
TPS exhibited two decomposition steps at 310°C and 404°C, corresponding to the decomposition of the two polymers within the blend. The first decomposition step with a weight loss of 22 wt.-% corresponds to the decomposition of amylose and amylopectin from starch. The second decomposition step of polybutylene adipate terephthalate (PBAT) accounted for 70 wt.-%. These findings align with previous investigations of Mater-Bi blends. 55 ATH underwent decomposition at a single step around 284°C, resulting in a mass loss of 34 wt.-%. BLF decomposed in multiple steps partially overlapping with each other, corresponding to the decomposition of different amino acids in the collagen structure. Bentonite clay exhibited a mass loss of 12% over the measured temperature range, without any discernible peaks.
Composite formulations incorporating both fibers and ATH (TPS/25BLF/80ATH and TPS/25BLF/90ATH) exhibit a complex, multi-step decomposition profile with overlap between different decomposition steps. Distinct peaks corresponding to the decomposition of starch and PBAT can be observed. Neither the position nor the integral of the peak in the mass loss rate changed significantly, indicating that the addition of BLF and ATH did not change the decomposition behavior of TPS. This was reported previously for shaving leather fibers. 37 The residue for TPS/25BLF/80ATH and TPS/25BLF/90ATH at 850°C increased to 31 wt.-% and 33 wt.-%, respectively. Samples containing 1, 3, 5 or 10 phr Bentonite showed similar decomposition behavior, with their residue increasing proportionally to the Bentonite content.
In a system with multiple components interactions in the condensed phase can be both, benefical and disadventageous. The present of water or acids increase the decomposition of the polymer backbone while the reaction between charring agents can improve the residue formation. To assess possible reactions between the different components the results were compared to decomposition expected for a superposition of the individual contribution for TPS/25BLF/80ATH/10Ben p
T
(superpos) calculated according to equation (1).
37
The mass percentage [p] at a temperature [T] is calculated from the single components [x], the mass percentage at a certain temperature [p
T
(x)] is multiplied with its mass fraction in the biocomposite [ω (x)].
The equation is carried out for each T in the measurement (40–850°C) to receive a calculated curve which is compared to the measured curve of TPS/25BLF/80ATH/10Ben. Figure 6(e)) displays that apart from a tiny shift in temperature, there is hardly any significant difference between the measured and the calculated curve. This underlines that there are no additional reactions or relevant increase in char yield in the condensed phase during pyrolysis.
Evolved gas analysis
The gases evolved during pyrolysis were analyzed via a coupled TG-FTIR. The spectra of TPS, BLF, ATH and TPS/BLF/80ATH at T1 and Tmax are displayed in Figure 7. FTIR spectra of the evolved gases after pyrolysis at (a) Tmax (b) T1 for TPS, ATH, BLF TPS/80ATH and TPS/25BLF/80ATH.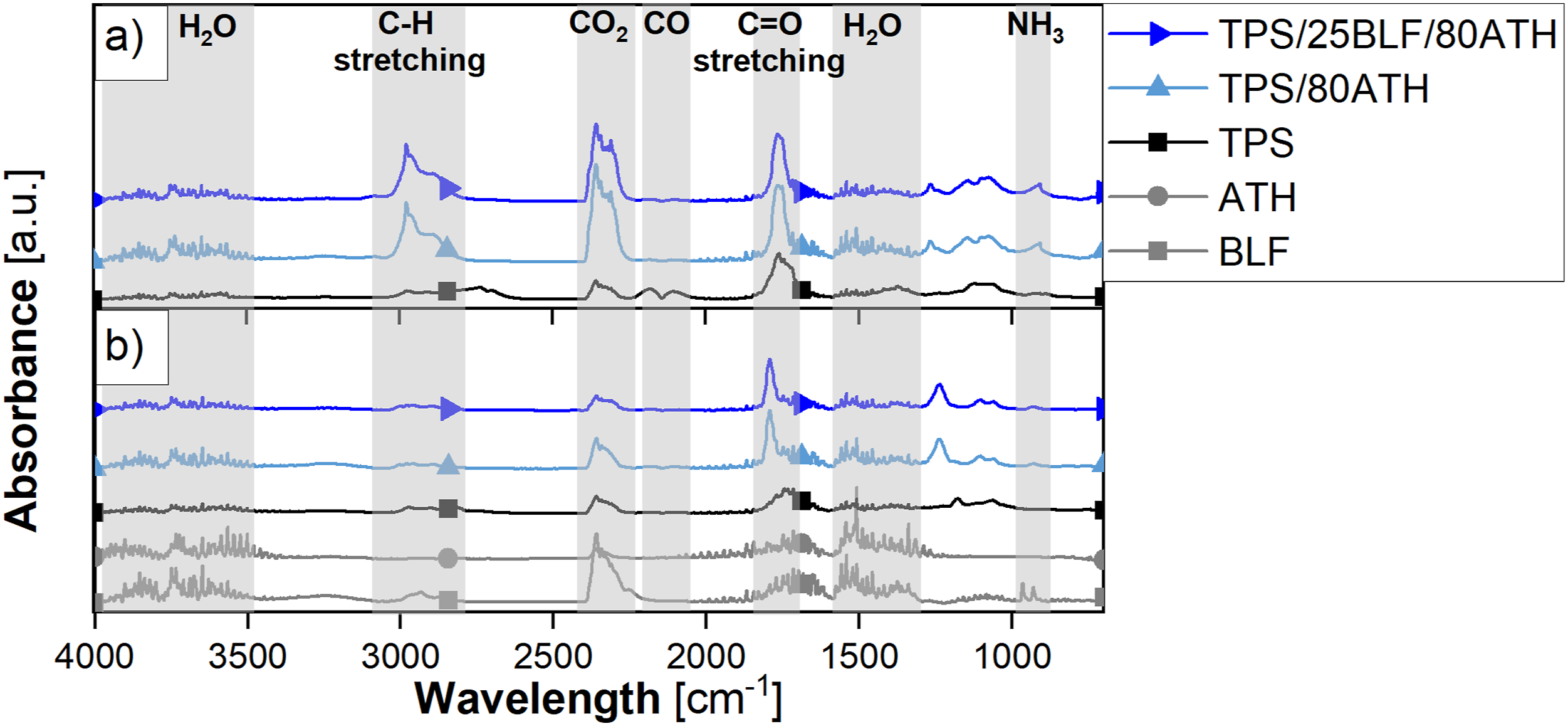
The polymer backbone provides a significant amount C-H fragments and CO which can combust in a flame into carbon dioxide and water releasing energy and growing the fire. In contrast Ammonium, water and carbon dioxide are the main products of decomposition products of the fibers. ATH shows only water release. The gases evolved during pyrolysis are very similar to those previously reported for shaving leather fibers. 37 The release of non-burnable gases dilutes the gas phase and especially water has a high energy intake to evaporate. These effects contribute to better fire performance. A detailed analysis of the spectra is provided in the supporting information.
Flammability: reaction to small flame
UL94 rating and LOI results (* = data points from 37 ).
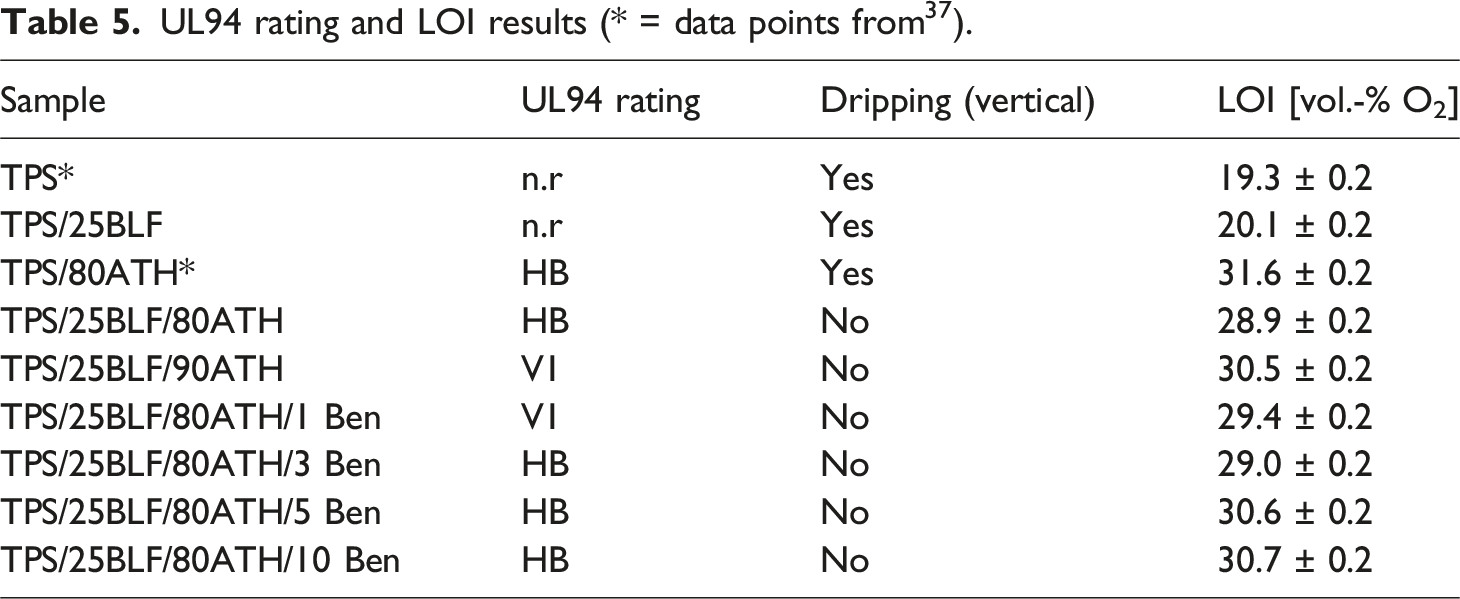
TPS did not achieve any vertical UL 94 classification and exhibited an LOI of 19.3 vol.-%. When natural fibers are added to a polymer, different effects occur. Depending on the predominant effect, they can increase or decrease the LOI. One effect is the reduction of the melt flow, which keeps the molten polymer in the pyrolysis zone and increases the release of volatile compounds. This results in a lower LOI, as previously reported for BLF in polypropylene. 38 Another effect is the formation of a barrier and the substitution of polymer with fibers that release less burnable compounds, like CO2 or NH3. This effect increases the LOI, as reported for shaving leather fibers in TPS. 37 In TPS/25BLF the LOI increased to 20.1 wt.-%, highlighting that the advantages of fuel dilution and formation of a protective layer were predominant.
ATH as a flame retardant lowered flammability significantly. For TPS/80ATH and TPS/90ATH the LOI was significantly increased to 31.6 and 31.8 vol.-%. In UL 94, the formed barrier was not strong enough to prevent flames from spreading upwards in vertical testing. The horizontal flame spread was hindered and the biocomposite achieved a HB rating. With the combination of fibers and ATH in TPS/25BLF/90ATH, the vertical flame spread was suppressed, so that the material achieved a V-1 rating in UL 94 testing at a slightly lower LOI of 30.5 vol.-% compared to TPS/90ATH. The achieved UL 94 V-1 classification is very interesing for industrial application as well as the indicated potential to replace ATH with BLF to achieve a V-classification. The formation of the protective layer was further improved by the incorporation of bentonite clay, resulting in better performance in flammability testing as compared to samples without bentonite clay. The LOI increased from 28.9 vol.-% in TPS/25BLF/80ATH up to 30.7 vol.-% for TPS/25BLF/80ATH/10Ben. The increase derived from the strong influence of the barrier in LOI testing. Because the flame spread downwards, a strong barrier prevented this flame spread. In UL 94 the upward flame spread was influenced less by the barrier and relied heavily on high amounts of ATH. Increased amounts of clay diluted the relative amount of ATH. Therfore TPS/25BLF/80ATH/1Ben achieved the best UL 94 performance of all samples. With a rating of V-1 it achieved the same classification as TPS/25BLF/90 ATH, which contained 9 phr more filler. Maintaining the same classfication with 9phr (4 wt.-%) less flame retardant is a interesting result for ATH, were good performance in fire testing requieres very high loads.
Fire behavior: forced flaming combustion
Cone calorimeter measurements were performed to gain insight into the fire behavior of the composite materials and the fire performance in developing fires. Curves of the HRR and THR over time are shown in Figure 8. Table 6 displays the evaluated results. Total heat evolved (THE) refers to the THR at flameout. HRR and THR as a function of time for (a) + (b) TPS, TPS/25BLF, TPS/25BLF/80ATH and TPS/25BLF/90ATH (c) + (d) TPS/25ATH/80ATH with different amounts of bentonite. Results of cone calorimeter measurements (* = data points from
37
).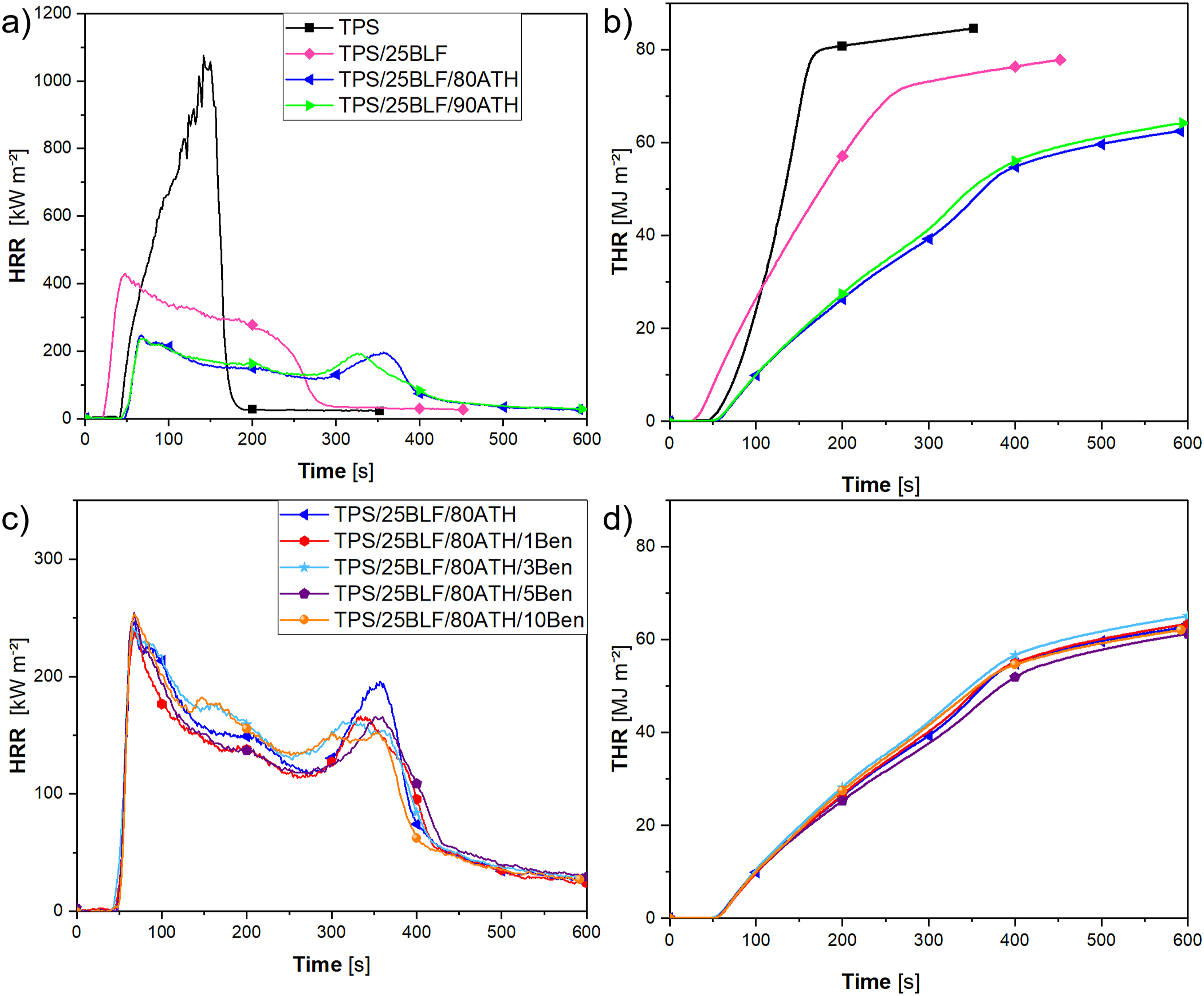
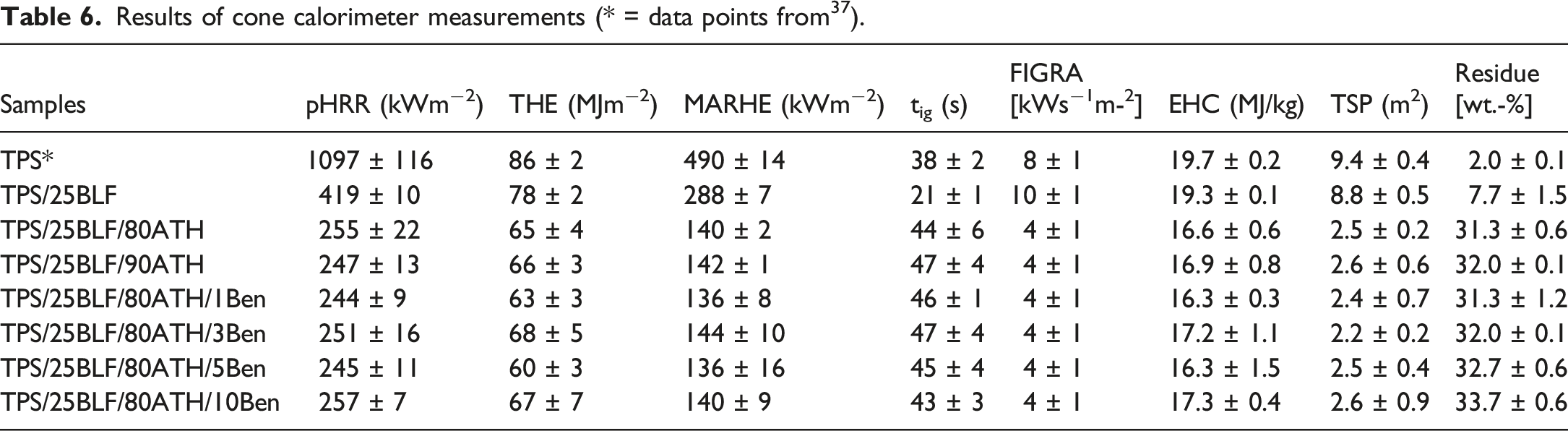
The burning behavior of this particular TPS was discussed recently, 37 with a pHRR of 1097 kW/m2 occurring towards the end of the measurement due to thermal feedback from the back of the sample 56 and a THE of 86 MJ/kg. The addition of BLF to TPS/25BLF resulted in a decrease in PHRR by 62% to 419 kW/m2, indicating that the fibers char and form a protective layer on the surface which reradiates the heat. 32 The formation of the protective layer is also visible in the curve of the HRR in Figure 8(a)), where the pHRR is located at the beginning of the curve as is typical for a charring material. TPS as polymer matrix supported this charring. Research on BLF in polypropylene showed no barrier formation. 38 The formation of char is supported by the fact that the THE of TPS/25BLF was reduced to 60.3 MJ/m2 and char yield increased to 12 wt.-%. With the incorporation of fibers the time to ignition was reduced. This shift in time to ignition is attributed to the fibers’ ability to inhibit heat convection within the liquid phase of the polymer. 57 Consequently, the fire growth rate (FIGRA) increased by 19% to 7 kW/s. When ATH was introduced in TPS/25BLF/80ATH, the time to ignition increased compared to TPS due to the flame retardant effect of ATH. It overcompensated the reduction in time to ignition caused by BLF. The pHRR of TPS/25BLF/80ATH decreased by 77% compared to TPS and 41% compared to TPS/25BLF. The THE for TPS/25BLF/80ATH was reduced to 59 MJ/m2 compared to TPS. The incorporation of fiber and ATH increased the density of the sample. TPS/25BLF/80ATH had a 30% mass increase compared to TPS, while the corresponding THE was 40% lower. This observation highlights that the combination of ATH and BLF not only substituted fuel but also improved char residue formation. The residue at flameout of TPS/25BLF/80ATH was 37 wt which is 5 wt.-% more than calculated from the pyrolysis of the single components in the TGA. The higher residue mass results from the protective layer yielding an incomplete pyrolysis.58,59
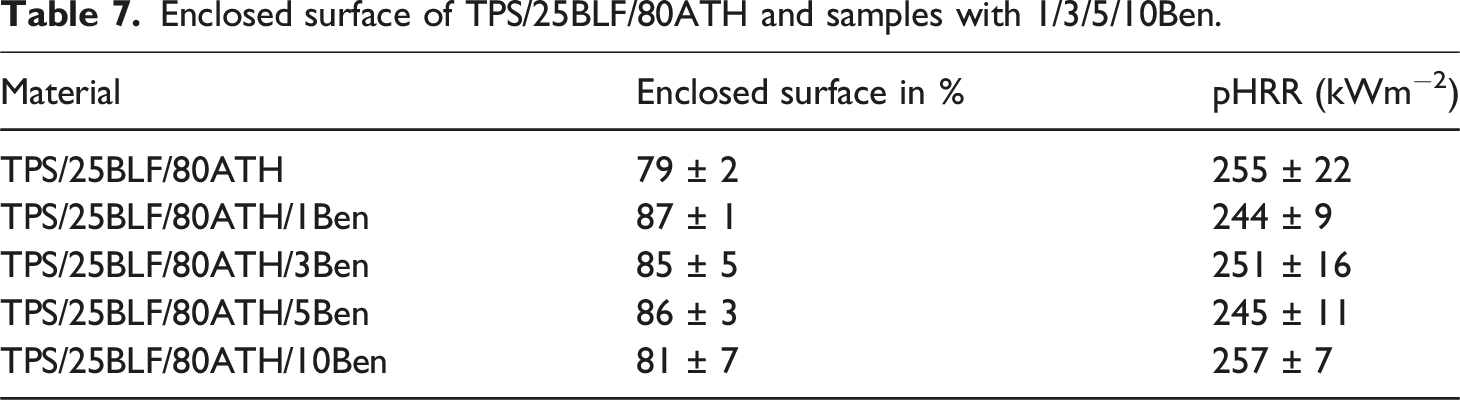
Bentonite as a synergist improves the protective layer.24,28 The barrier is formed after ignition and the first pHRR. Therefore, the peak remains similar for all biocomposites with Ben. The shape of the curve is changed as shown in Figure 8(c)). Composites with an additional 3, 5 or 10 phr of Bentonite showed a significant decrease in the second peak of the heat release rate around 360 s from 194 kW/m2 to 160, 164 or 151 kW/m2, respectively.
The total smoke production (TSP) was highest for virgin TPS samples. With the addition of BLF in TPS/25BLF, the TSP decreased from 9.4 to 8.8. This is different from other leather fibers, which showed an increase in TPS. 37 With the addition of ATH the TSP is decreased by a great margin to values between 2.2 (TPS/25BLF/80ATH/3Ben) and 2.6 (TPS/25BLF/90ATH). The strong decrease in smoke production from ATH is not fully understood yet. It has been assumed that the reduction in combustion results in a better oxygen to fuel ratio and reduced smoke density. 60 In addition, the high active surface area of Al2O3 improves the oxidation of volatiles into carbon dioxide. 17
Although the fire performance of the flame retarded biocomposites is rather similar in the cone calorimeter, the results illustrate the flame-retardant modes of action and how the fire retardancy can be optimized in the multicomponent systems via the optimization of the protective layer effect of the fire residues.
Residue evaluation
Figure 9 shows the residues for different composites. It highlights the differences in the formed char layer. These residues were analyzed to investigate the amount of enclosed surface oriented at the procedure proposed by Kashiwagi.30,31 Residue images from cone calorimeter measurements (a) TPS, (b) TPS/25BLF, (c) TPS/25BLF/80ATH, (d) TPS/25BLF/90ATH, (e) TPS/25BLF/80ATH/1Ben, (f) TPS/25BLF/80ATH/3Ben, (g) TPS/25BLF/80ATH/5Ben, (h) TPS/25BLF/80ATH/10Ben.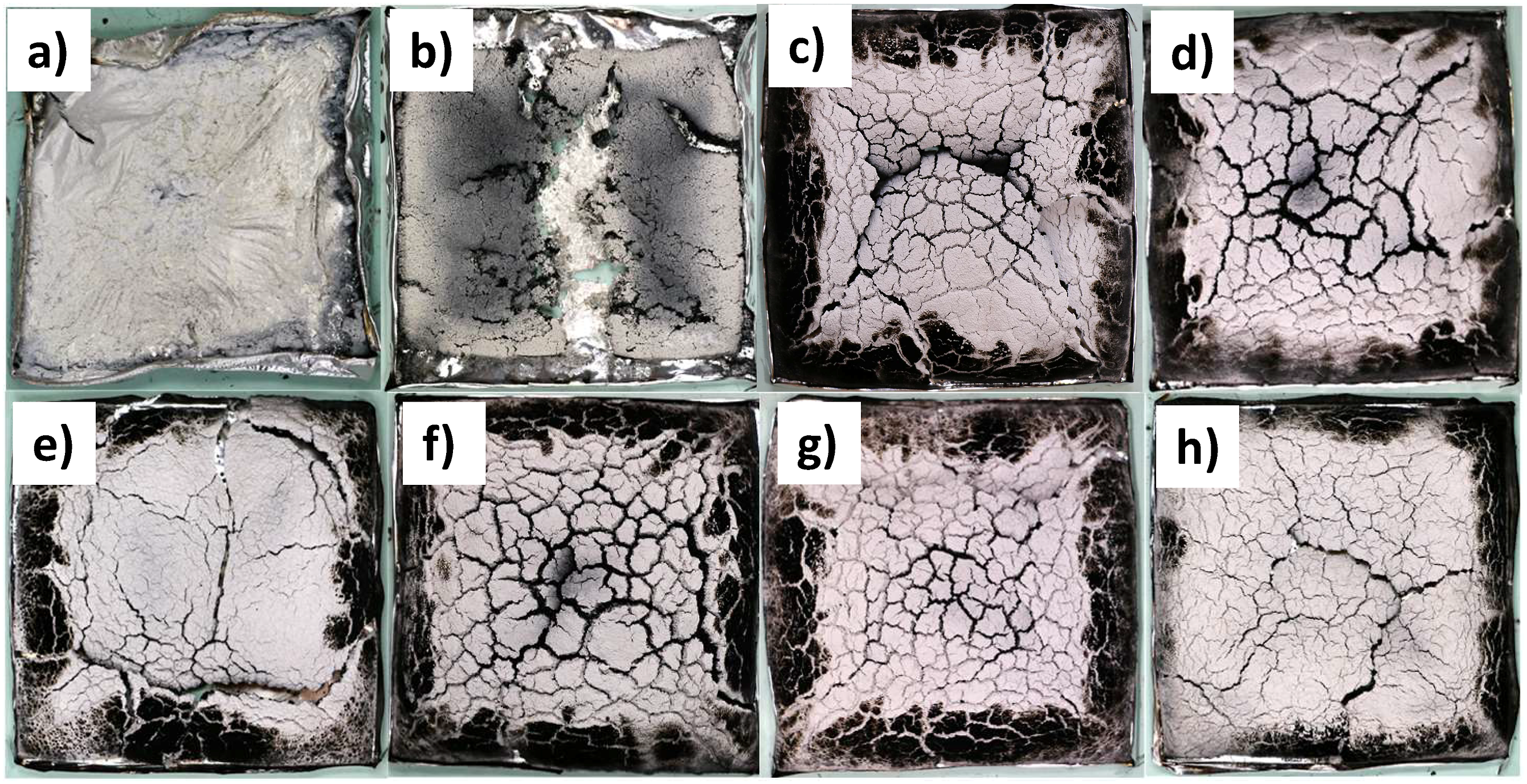
Figure 10 shows the original image, Figure 10(b) shows the exculded areas in red, and Figure 10(c) shows the image with increased contrast. The figure shows that the contrasted picture is a good representation of the original image, where cracks are black and the enclosed parts of the surface are white. Images of TPS/25BLF/80ATH as (a) raw image (b) edited image with selected area (c) selected area at full contrast.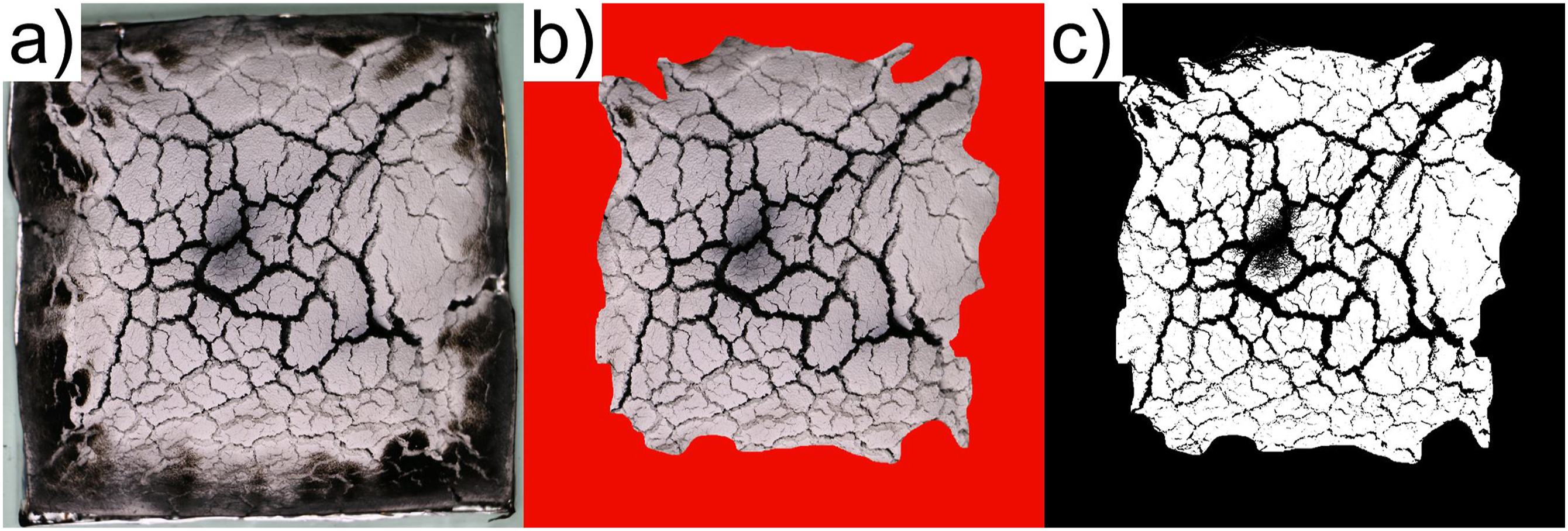
Enclosed surface of TPS/25BLF/80ATH and samples with 1/3/5/10Ben.
Conclusions
This study demonstrated that renewable natural fibers from industrial waste streams are a valuable resource for creating multicomponent flame retardant biocomposites. The combination of ATH and nanoclay enhanced the residual protective layer.
The rheological measurements revealed apredominant elastic behaviour of the composites with ATH, BLF and clay particles whereas TPS, TPS/25BLF and TPS/80ATH showed a predominant viscous behaviour. The degradation of the mechanical properties is a common effect at high loadings of fillers. Particle agglomerates were observed for samples with 10 phr clay which results in a degradation of mechanical properties. Only two composites achieved V1 classification: TPS/25BLF/90ATH and TPS/25BLF/80ATH/1Ben which revealed that a combination of elastic behavior and morphology are necessary to obtain fire retardant properties.
Thermal analysis showed that the decomposition pathways of the individual components remained unchanged when combined into a composite. The investigation of the material in different fire scenarios highlighted that multifunctional systems incorporating fibers, flame retardant and a synergist exhibited superior performance compared to systems with only one or two fillers.
Combining multiple fillers in novel multicomponent composits harnessed the unique benefits of each. When chosen in the right amounts, these effects can balance out, leading to an optimum between mechanical behavior, processability, and flame retardancy. This enhancement is particularly significant for industrial applications. Utilizing leather fibers from industrial waste streams achieves a dual purpose: it reduces the waste destined for landfills, thus lowering industrial costs. It also enhances the polymer’s mechanical properties and flame retardant performance. Integrating renewable natural fibers derived from local industrial waste streams into TPS flame retarded by ATH/clay combines several current approaches discussed for future materials and presents a convincing feasible approach towards sustainable biocomposites.
Supplemental Material
Supplemental Material - It’s not waste, it’s a resource: Utilizing industrial waste fibers/mineral fillers to attain flame retardant biocomposites
Supplemental Material for It’s not waste, it’s a resource: Utilizing industrial waste fibers/mineral fillers to attain flame retardant biocomposites by Daniel Rockel, Guadalupe Sanchez-Olivares, Fausto Calderas and Bernhard Schartel in Journal of Thermoplastic Composite Materials.
Footnotes
Acknowledgements
The authors thank Dr Omar Novelo Peralta, Instituto de Investigaciones en Materiales, Universidad Nacional Autónoma de México, for his support with the SEM analysis. Furthermore, the authors thank Mr Patrick Klack and Mr Tobias Lauterbach for their Technical Support with investigating the fire performance.
Author contributions
Daniel Rockel: Conceptualization, Methodology, Validation, Investigation, Formal analysis, Resources, Writing – original draft, Writing – review & editing, Visualization, Project administration. Guadalupe Sanchez-Olivares: Conceptualization, Methodology, Validation, Investigation, Formal analysis, Resources, Writing – original draft, Writing – review & editing, Visualization, Supervision, Project administration, Fausto Calderas: Investigation, Formal analysis, Resources, Writing – original draft. Bernhard Schartel: Conceptualization, Methodology, Resources, Writing – review & editing, Supervision, Project administration.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Part of this work was funded by the Consejo Nacional de Humanidades Ciencias y Tecnologías (CONAHCYT/CF-2023-I-865), Mexico.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.