
Abstract
In view of the single structure of soft stab-resistant body armor at home and abroad and the difficulty in balancing the stab resistance and the portability, low-twist ultra high molecular weight polyethylene fibers and polyester monofilaments were chosen to produce stab-resistant warp-knitted spacer fabrics. In this paper, quasi-static stab tests were conducted to study the relationships among the stab resistance and fabric density, thickness and the spacer structure. The stab-resistant characteristic of warp-knitted spacer fabric was analyzed by the curve of penetration force versus penetration depth. The experimental results showed that the thickness and the density of warp-knitted spacer fabric and the compressive property of the spacer layer structure were the main influencing factors on the stab resistance. Three-layer composite structure of the warp-knitted spacer fabric could resist the penetration by stages during the penetration process and attained the purpose of multiple protection through the knife self-locking, energy dissipation and friction damping.
Keywords
Introduction
At present, the soft stab-resistant armor is mainly made of woven fabric, non-woven fabric and knitted fabric. All of these textile constructions have different stab-resistant characteristics [1]. Duong [2] held the view that woven fabric which was made of high strength and high modulus fibers with dense structure had the advantage of shearing resistance. Multi-layers of this fabric had a good resistance to sharp thorn such as sticker and cone etc. Fang [3] made a conclusion that aramid unidirectional cloth would have a better ability in absorbing penetration energy because yarns were arranged uniformly and had high degree of freedom. However, in order to make an effective stab resistance under low-velocity stabbing, it must be combined with adhesives reagents. Wu Daozheng has found that due to the entanglement of anisotropic fibers and the closed surface structure, non-woven fabric had a good shearing resistance and also absorbed the penetration energy effectively. But it could only be used in the low-grade protection armor since it withstood less penetration force [4]. Knitted fabric was seldom commended to be used as stab-resistant materials since it was penetrated by knifepoint easily and was prone to take deformation while receiving puncturing. But studies have also pointed out that the protective material based on knitted structure had the features of low weight, better designability, fulfilling wide-area protection etc. [5]. Flambard and Polo reported that the multi-layer knitted fabric could absorb penetration energy, and possessed a fairly well shearing resistance, of which stitches locked the knife to stop penetrating before the fabric was destroyed completely [6]. Yao Xiaolin and Qiu Guanxiong [7] proclaimed that weft-knitted structure could resist stronger penetration force through the deformation of weft loops and self-locking, anyhow, it was self-evident that fabric had a larger deformation, and a deeper penetration. Li Lijuan et al. [8] investigated the structure and property of stab-resistant warp-knitted single-face fabric. The study found that the underloop structure peculiar to warp-knitted fabric could stabilize the stitch, and added the yarn’s agglomeration around knife edge, which had an obvious advantage in penetration force and yarn strength efficiency.
The above studies revealed that the textile structure mainly suffered shearing and tensile action when the knife penetrated into the fabric. High-strength and good shearing-resistant fibers combining with tight textile structure contributed to a good stab resistance. Besides, the fabric distortion could absorb the penetration energy which could improve the stab resistance.
The warp-knitted spacer fabric is a three-dimensional monolithic sandwich material that the upper and lower surfaces are constructed by the warp-knitted stitches. Monofilaments connect the upper and the lower surface and form a bulky spacer layer [9]. When the upper surface of the fabric received the pressure perpendicularly, the load was transmitted to the spacer layer. Penetration energy was absorbed by the monofilaments’ bending and thus spacer layer compressed. The spacer fabric with these characteristics has been received the extensive attention in the field of cushion for many years [10]. Based on the potential of penetration energy absorption of the special spacer layer and the knitted-stitch structure, the study focused on the stab resistance of warp-knitted spacer fabric for the first time. The experiments were carried out to investigate the stab-resistant behavior of the spacer fabrics with different structural parameters. The results provide a new idea for the research and development of the soft stab-resistant materials.
Experimental
Materials
Fibrous material
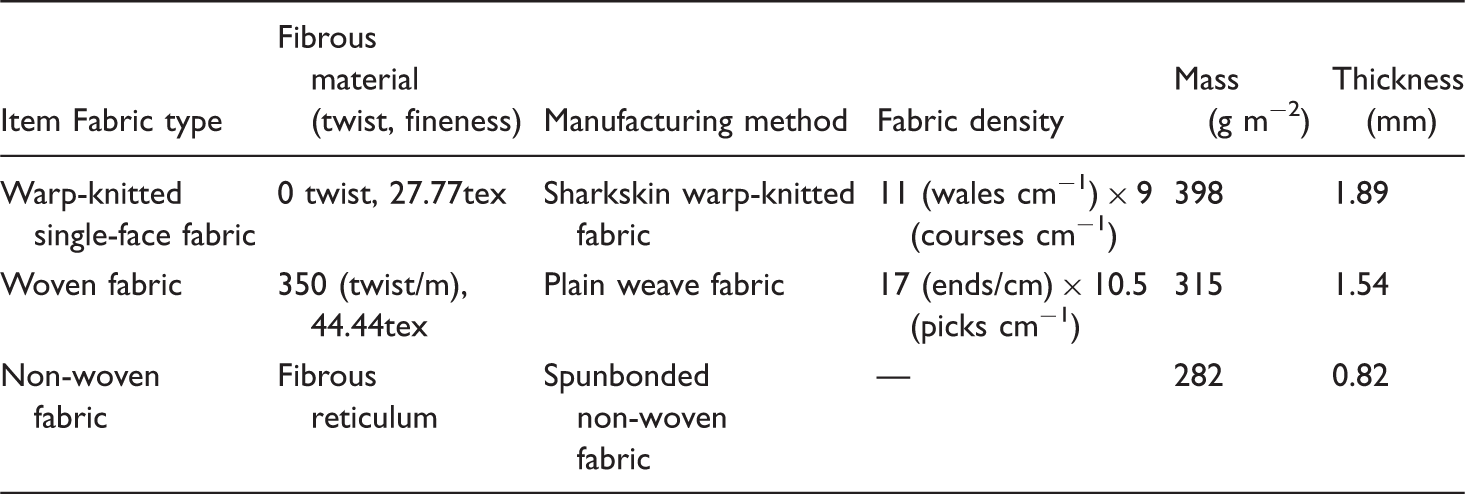
The fibrous raw materials for the soft stab-resistant body armor have high shearing endurance, dent resistance and high modulus characteristics. These fibers include ultra high molecular weight polyethylene (UHMWPE), Kevlar and poly-p-phenylene benzobis-thiazole (PBO), among others. UHMWPE fibers have low density and have excellent performance under low-velocity stabbing when predominate forces were tension and shearing [11]. In this work, UHMWPE fiber was produced by Beijing Tongyizhong Specialty Fiber Technology & Development Co. Ltd. Its linear density was 33.3 tex/120 f, the breaking strength and elongation were 30 cN/dtex and 5.12%, respectively. Polyester monofilament was produced by Newtec Textile & Chemical Fiber Co., Ltd. Its diameter was 0.16 mm (27.77 tex).
UHMWPE fibers are fluffy, high intensity and produce static electricity easily. The bundles may easily puff up and become tangled when warped and knitted, causing problems during manufacturing. Therefore, the UHMWPE fibers were given a protective under-twist of 50 twists/m, which enhanced the yarns’ cohesion without decreasing their strength.
Preparation of specimens
E16 Rachel double needle-bar warp-knitting machine with six bars was used to knit warp-knitted spacer fabric samples. Based on the result of the study on the structure and property of stab-resistant warp-knitted single-face fabric, sharkskin was adopted to knit the surface texture of the spacer fabric in this work, the spacer yarns were arranged in the “ GB1:1-0-1-2/3-4-3-2//; GB2:1-2-1-1/1-0-1-1//; GB5:1-1-1-2/1-1-1-0//; GB6:3-2-1-0/1-2-3-4//, fully threaded; GB3:1-0-0-1/4-5-5-4//; GB4:1-0-0-1/4-5-5-4//, half threaded and undergo symmetrical movements; ” shaped configuration. Details of the lapping movements of the various guide bars for warp-knitted spacer fabric are given below:
” shaped configuration. Details of the lapping movements of the various guide bars for warp-knitted spacer fabric are given below:
Structural parameters of the specimens.

Fabrics with different structures would behave differently during the stab-resistant process. Three comparative samples were chosen to conduct the quasi-static stab test to study the stab-resistant characteristic of the warp-knitted spacer fabric. The specifications of the comparative samples are shown in Table 2. The structural drawings of the four kinds of specimens were illustrated in Figure 1. They were taken by VHX-600 3D Optical Microscope.
The structural drawings of four kinds of samples. (a) Warp-knitted spacer fabric; (b) warp-knitted single-face fabric; (c) woven fabric; (d) non-woven fabric. Specifications of the comparative samples.
Test method
Based on the NIJ Standard—0115.00, 2000, Stab Resistance of Personal Body Armor [12], the quasi-static stab tester was developed from the HD026N+ electronic fabric strength tester (Figure 2), manufactured by Hongda Experiment Instruments Co., Ltd, Nantong, China. The bursting ball was replaced with a standard testing cutter. The fabric sample was cut into a circular specimen. Since the warp-knitted spacer fabric has a definite thickness, a fringe of spacer yarns, 8 mm apart from the edge, were cut off to set the specimen into a pair of annular holders. The puncturing angle was adjusted such that the knife was parallel to the courses to avoid the influence of the angle variation on the test results. During the testing process, the knife was dropped at a constant speed of 20 mm/min to penetrate the specimen. The test ceased when the penetration force attenuated to 90% of the initial penetration force. A transducer was used to control the speed of the knife and record the curve of penetration force versus penetration depth, and penetration energy. The deterioration of the textile structure was also observed.
The schematic diagram of quasi-static stab tester.
Results and discussion
Experimental results
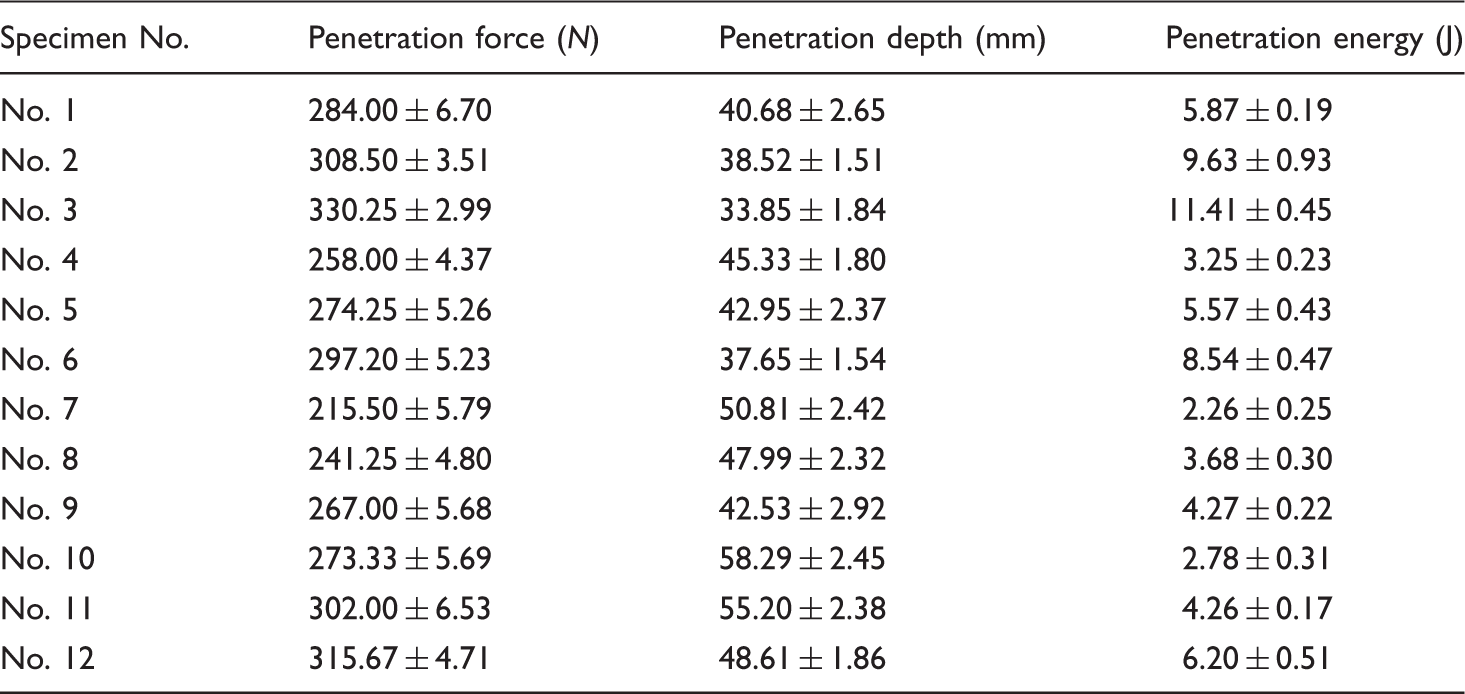
Quasi-static stab test results of specimens.
Stab-resistant characteristic of warp-knitted spacer fabric
Figure 3 shows the curves of the penetration force versus penetration depth obtained from the quasi-static stab test by the No. 3 warp-knitted spacer fabric specimen and the three specimens of style listed in Table 2. According to the puncturing process of the warp-knitted spacer fabric (Figure 4) during the penetration, the curve could be broadly divided into three phases:
Penetration force vs displacement curves of woven fabric, non-woven fabric, warp-knitted single-face fabric and warp-knitted spacer fabric. The puncturing process of warp-knitted spacer fabric.

In phase I, due to the easily deformed knitted stitch, the pointed tip penetrated the upper surface of the fabric easily (Figure 4(a)). But with the increasing puncture opening in the fabric, stretched and sliding yarns gradually gathered around the knife edge. Therefore, the fabric resistance to the knife was significantly enhanced and the curve slope was larger in this phase (Figure 3). At the same time, the pressure received by the upper surface of fabric was transmitted to the spacer layer and the monofilaments near the knife edge bent to absorb the penetration energy. Consequently, the depression of the surface fabric took place [13]. When the penetration reached a certain depth, the knife was completely locked by the gathering yarns and the penetration force reached its first peak point b (Figure 4(b)). The blade would cut the nearest constrained yarns to further penetration.
In phase II, with some fibers cut off, the knifepoint was released and the penetration force went down. With the gathering yarns breaking down one by one, the opening of the upper surface gradually expanded and the penetration force fluctuated. Simultaneously, the spacer layer continued its compression to absorb the penetration energy. When the point of knife reached the lower surface, the deformation of stitches and stretch of yarns added the resistance to the knife. The penetration force rose markedly again until the knife was locked second time by the lower surface. The blade continued cutting the gathering yarns from the lower surface fabric. Meanwhile, the knife body was wedged by upper surface stitches (Figure 4(c)). In this case, the penetration force reached its second peak point c.
In phase III, the spacer layer was compacted, and the blade started to cut the lower surface yarns around it. The simultaneous out-break both of the upper and the lower surface yarns could cause a sudden drop of the penetration force. However, the newly gathering unbroken yarns of both surfaces still gave strong resistance to the knife. So the curve A appeared a greater fluctuation in this phase until the upper and the lower surfaces were completely damaged and lost their effectiveness in the stab-resistance.
It was found that the curve A of the warp-knitted spacer fabric was more complicated than the curves B, C and D of the single-face fabrics (Figure 3). The behavior of single-face warp-knitted fabric in the primary stage of the penetration was very similar to the warp-knitted spacer fabric in phase I. The stitches deformed and the yarns stretched and slipped led to more and more yarns gathering around the knife to enhance the resistance. The penetration force went up and reached the peak point until that the knife was tightly locked. Subsequently, the penetration force bounded up and down with the yarns broken. However, the curve C of woven fabric and curve D of non-woven fabric showed that the fabrics had mainly suffered the shearing effect of the knife during the whole puncturing process. So the penetration force increased relatively gently and peak point was not obvious on both curves.
Due to the special three-dimensional structure, the warp-knitted spacer fabric presented the characteristic which was not possessed by the single-face fabrics and gave better stab resistance in the tests. The compression deformation of the spacer layer, the yarns stretching and shearing deformation of both surfaces had a synergistic effect on the warp-knitted spacer fabric’s stab resistance. They may change their roles during the whole puncturing process. Last but not the least, the compression of the spacer layer not only consumed the penetration energy effectively but also increased the friction resistance to the knife’s penetration.
Fabric density versus stab resistance
The density of take down is the pacing factor in adjusting the warp-knitted fabric stitch density when the machine gauge is invariant. In addition, the change of the take-down density determines the tightness of the upper and lower surfaces and affects the density of monofilaments in the spacer layer. The take-down density later influences the compressive property of the spacer layer. The relationships among penetration force, penetration depth, penetration energy and the density of take down are shown in Figure 5. The maximum penetration force and the penetration energy increased regardless of the distance of knock-over bar, and the penetration depth decreased as the density of take down increased.
The curves of stab resistance versus the density of take down. (a) The curve of penetration force versus the density of take down; (b) The curve of penetration depth versus the density of take down; (c) The curve of penetration energy versus the density of take down.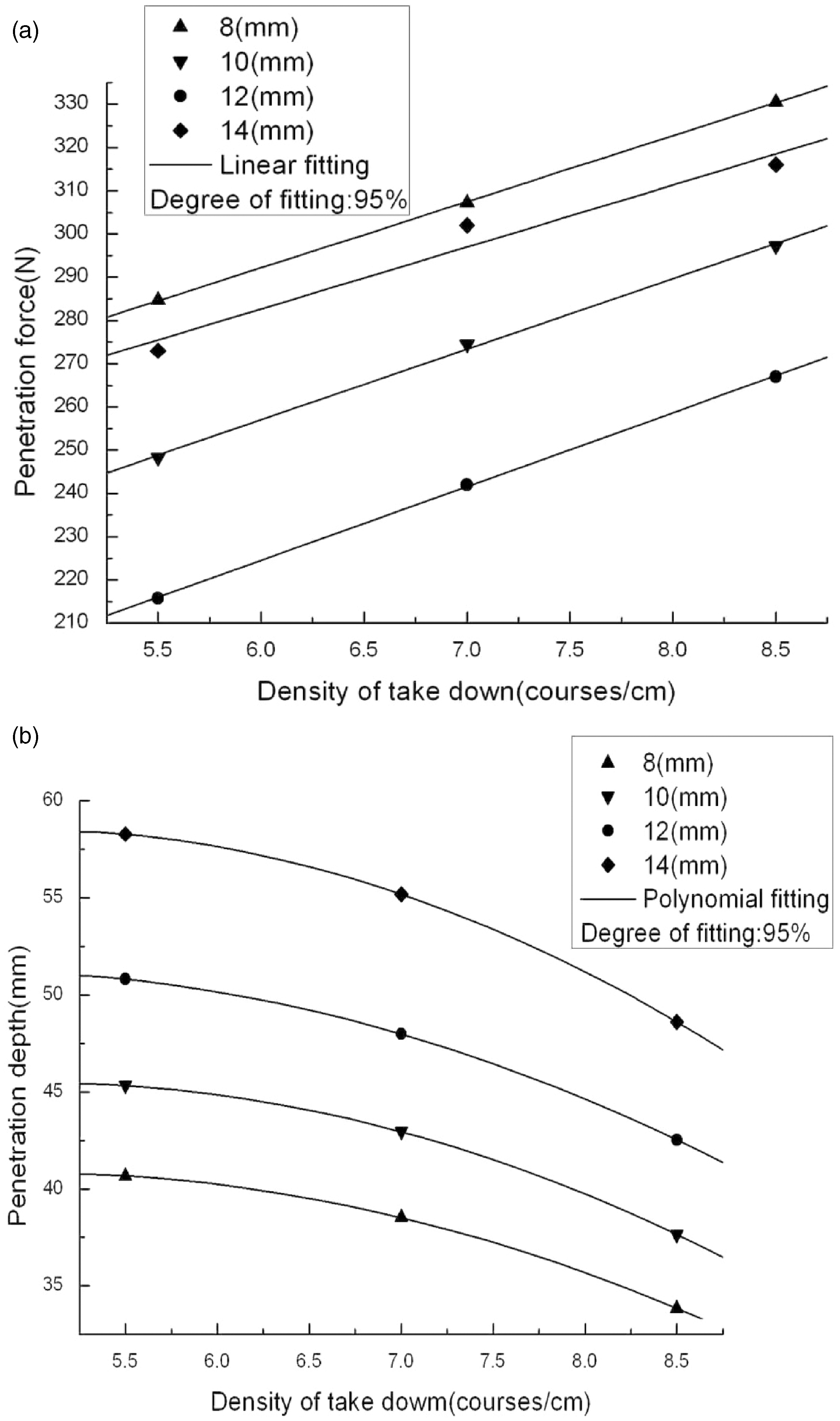
As the density of take down increased, the stitch density of the upper and lower surfaces, as well as the tightness of cloth surface, was enhanced accordingly, which resulted in the increase of stab resistance. Simultaneously, the yarns around the knife edge would be cut under minimal penetration depth because of the decrease of tensile deformability of the stitches and yarns slippage [14]. The increase in the number of monofilaments loading strengthened the compression stiffness of the spacer layer. Therefore, the knife needed consuming more energy in the puncturing process. In view of stages I and II (Figure 6), as the penetration force increased, the high-density curve showed a higher slope, and the first and the second peak values were higher. A lager curve slope indicated that the surface cloth was more difficult to be pierced. In this case, the value of penetration force was higher. So the stab resistance of the higher density warp-knitted spacer fabric performed better.
Penetration force versus displacement curves of the specimens of three kinds of densities in the same distance of knock-over bar. Density of take down is 5.5 (courses cm−1); (b) Density of take down is 7 (courses cm−1); (c) Density of take down is 8.5 (courses cm−1).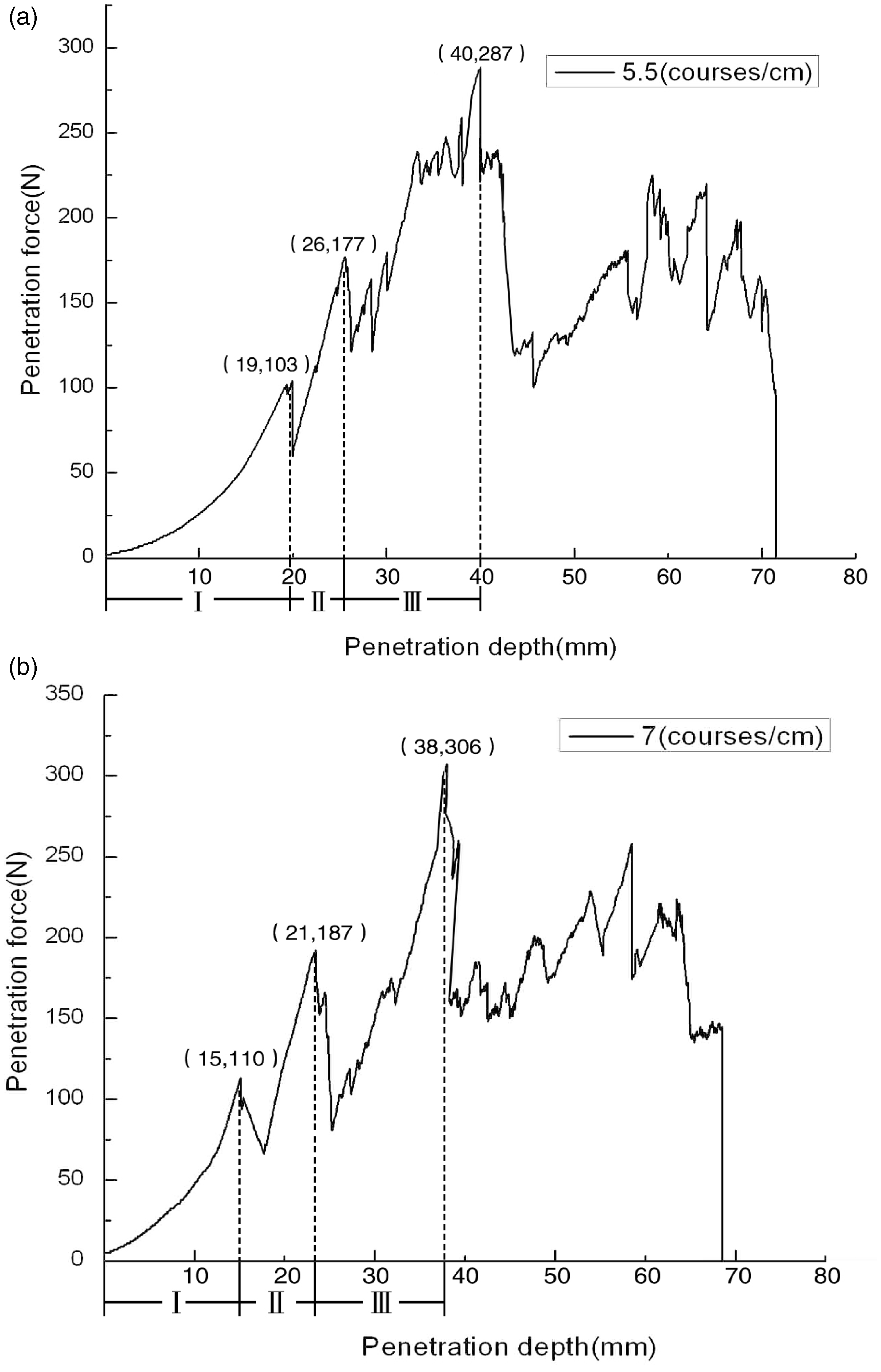
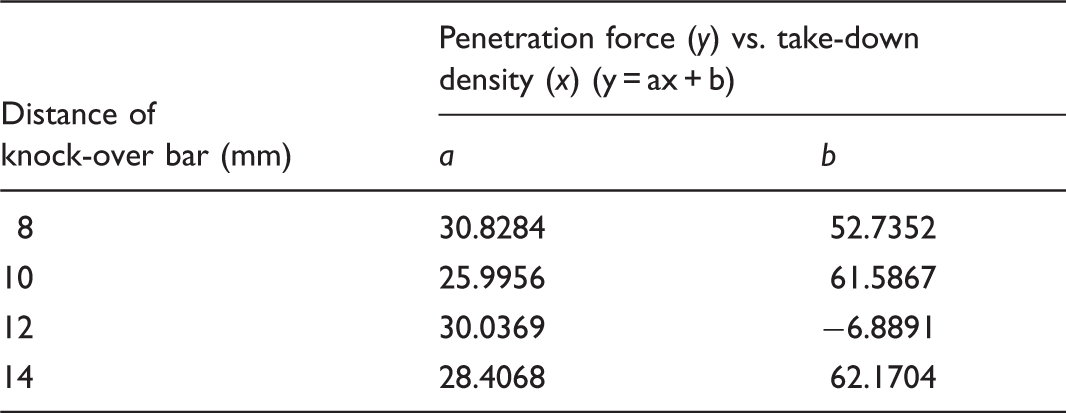
In this work, the relationship between penetration force and the density of take down presented a linear relationship. The first-order linear relation of the penetration force and the density of take down could be determined using the line fitting method with the following equation:

Paremeters fitted to 1st powered curve for the penetration force and the density of take down.
The areal density of fabric increases with the density of take down and the distance of knock-over bar increasing definitely. The maximum penetration force increased with areal density’s increasing unevenly, provided the thickness of warp-knitted spacer fabric being constant. Specific force is a key factor of the armor weight, so it was calculated by maximum penetration force divided by areal density. In order to give more rational evaluation to different structures, specific force of each sample is compared in Figure 7.
Penetration force and depth per weight of different warp-knitted spacer fabrics.
As you can see from Figure 7, the specific force of samples 1, 2 and 3 are still higher. However, the penetration force per weight was decreasing continuously as the distance of knock-over bar increased. It is interesting that when the distance of knock-over bar increased to 14 mm, the penetration force of 14 mm sample increased obviously. But the specific force was less than that of 10 mm and 8 mm samples. This is because the content of polyester monofilaments increased significantly due to the increase of fabric thickness. Therefore, the penetration force divided by areal density decreased as a result of the increase of fabric weight.
Another fact is that the penetration depths per weight are all lower when the density of take down is 8.5 courses cm–1. In this case, with the same structure of same weight, warp-knitted spacer fabric which has higher density of take down may have more efficient resistance to stab.
Thus, comprehensive consideration of penetration force and depth per weight, warp-knitted spacer fabric with moderate thickness and higher density would have the best stab resistance.
The density of take down could only increase to a certain degree due to the limitation of the machine model, machine gauge and the fineness of fibrous raw material. At the same time, both the warp-knitted spacer fabric areal density and its production cost would increase along with the increase of the take-down density, with even less fabric flexibility. Therefore, the density of take down should be reasonable to achieve the best matching of the stab resistance of warp-knitted spacer fabric and its production cost and flexibility.
Thickness of spacer layer versus stab resistance
The study on the compressive property of warp-knitted spacer fabric indicated that the distance of knock-over bar determined the thickness of the spacer layer, which was the key factor affecting the fabric compressive property [15]. The relationships among penetration force, penetration depth, penetration energy and the distance of knock-over bar were shown in Figure 8, respectively. Specimens of different thicknesses in the same density were chosen to study the stab resistance of the spacer layer structure directly while ruling out the influence of the surface stitches on stab resistance. Figure 8 showed that the penetration depth of different take-down densities all increased as the distance of knock-over bar increased. However, both the penetration force and penetration energy initially decreased, and then later increased.
The curves of stab resistance versus the distance of knock-over bar. (a) The curve of penetration force versus the distance of knock-over bar; (b) The curve of penetration depth versus the distance of knock-over bar; (c) The curve of penetration energy versus the distance of knock-over bar.
Figure 9 showed the penetration force versus penetration depth curves of four kinds of specimens with different knock-over bar distances. In stages I and II (Figure 9), the slope of the curve of higher knock-over bar distance was evidently lower as the penetration force increased. This suggested that the knife was easy to penetrate the spacer fabric. On the other hand, the increase of the distance of knock-over bar caused the increase in the migration distance from the upper surface to the lower surface for the knife during the process of puncturing. The spacer monofilaments were easy to bend once the spacer layer was compressed. Thus, the resistance of the spacer layer preventing the knife decreased through the decrease of the compression stiffness.
Penetration force versus displacement curves of the specimens of four kinds of thicknesses in the same take-down density. (a) Distance of knock-over bar is 8 mm; (b) Distance of knock-over bar is 10 mm; (c) Distance of knock-over bar is 10 mm; (d) Distance of knock-over bar is 14 mm.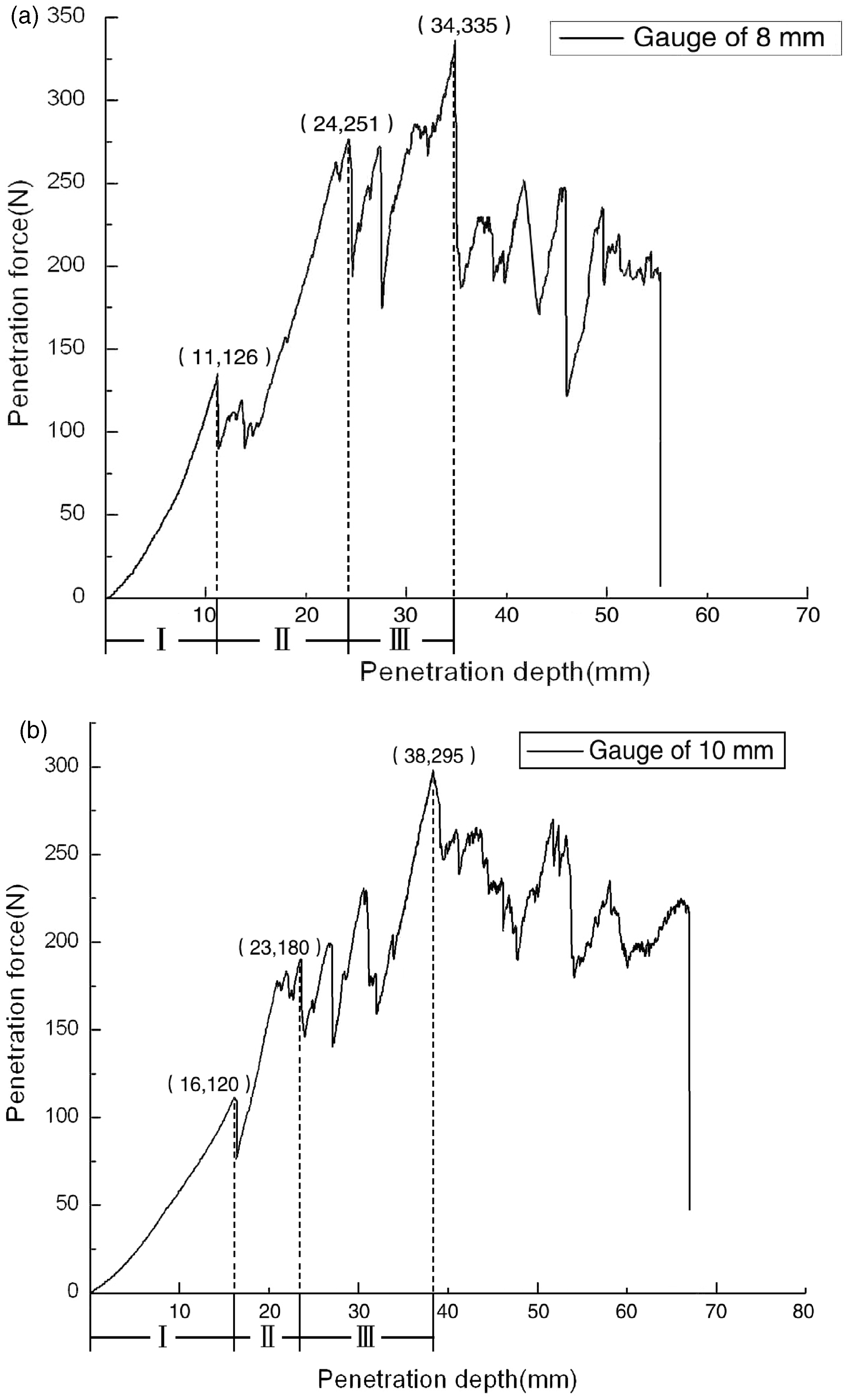
Therefore, the penetration force and penetration energy decreased when the distance of knock-over bar varied from 8 mm to 12 mm. But an increase of penetration force and energy was observed when the distance of knock-over bar added up to 14 mm. The first peak point appearing at the moment that the knife was locked by the surface stitches in stage I (Figure 9(d)) was unclear. This indicated that the spacer layer has been compacted easily before the knife penetrated into the surface stitches. Because the compression stiffness decreased as the thickness of spacer layer increased. Thus, the upper and lower surfaces were close to each other. At present, the warp-knitted spacer fabric was compressed to compact condition. The resilience force of the spacer fabric was released obviously. It led more fibers to undertake the puncturing process together. That is why the penetration force and energy had the trend to increase instead. However, the penetration depth was much higher when the second peak point of the penetration force appeared (Figure 9(d)). By this time, the knife has penetrated into the fabric, which did not make much sense for stabbing.
Finally, in the present test specifications, the stab resistance decreased as the thickness of warp-knitted spacer fabric increased. This is attributed to the lesser effect of the compression of the spacer layer on resisting the penetration of the knife. In addition, the increase of the fabric thickness also influenced the rise of fabric areal density and its volume, causing problems in its practical application.
Conclusion
In this paper, warp-knitted spacer fabrics were produced with UHMWPE fibers and tested by quasi-static stab tests. We studied the stab-resistant characteristic of the warp-knitted spacer fabric and the influences of the fabric density and thickness on the stab resistance. The conclusions derived from the experiments are given as follows.
In the preliminary stage of stabbing, the stab-resistant law of warp-knitted spacer fabric is similar to the warp-knitted single-face fabric. In the following stages, warp-knitted spacer fabric behaved an obviously different stab-resistant law from other textile structures. During the process of resisting knife puncturing, three deformations including tensile of surface knitted structure, shearing of yarns and compression of the spacer layer were occurring simultaneously. Among those, the compressive deformation of the spacer layer played a pivotal role in stabbing. The thickness and density of warp-knitted spacer fabric are the important factors affecting the stab resistance. Fabric density had the similar effect mechanism on the penetration force despite in different thicknesses. The increase in fabric density could effectively promote the penetration force and lower the penetration depth. The penetration force went down firstly and then ascended as the thickness of warp-knitted spacer fabric increased. But in a certain thickness, the fabric would reach the best comprehensive stab resistance. The stab-resistant characteristic of the warp-knitted spacer fabric could be applied into developing the soft stab-resistant material by making use of the compressive deformation of the spacer layer structure. However, this test measured the compressive property of the spacer layer merely from fabric thickness and density, for this reason, the quantitative relationship between the compressive property of the spacer layer and the stab resistance required further study in the future. It is beneficial to accomplish the purpose of multiple protection through applying the designability of the three-dimensional structure of warp-knitted spacer fabric.
Footnotes
Acknowledgements
The authors wish to express their sincere thanks to the ZhiWang Textile Co., Ltd, Taicang City, Jiangsu Province, for their supports in producing the specimens.
Funding
This work was supported by the Proprietary Scientific Research Project of Jiangnan University (NO.:JUSRP20902).