
Abstract
In the present work, the effect of fabric mat loading at different impingement angle and impact velocity were reported through solid particle erosion test rig on viscose fiber based needle-punched nonwoven fabric mat reinforced polymer composites. Three types of viscose fiber based fabric mats (VS200, VS400 and VS600 g/m2) were used as reinforcing material. The solid particle erosion wear behavior of viscose fiber based needle-punched nonwoven reinforced composites were evaluated using irregular shape silica sand particles of the size of 250, 350 and 450 µm with a varying stand-off distance (65, 75 and 85 mm), impingement angle (30°, 45°, 60°, 75° and 90°) and impact velocity (45, 54 and 65 m/s). Taguchi analysis was also carried out on the basis of design of experiments approach to establish the inter-dependence of operating parameters on erosion rate of the composites. Analysis of variance and signal-to-noise ratio have been performed on the measured data. The eroded surfaces of these composite samples were examined by scanning electron microscopy to examine the wear modes of the composites. However, Part I discussed the physical, mechanical and thermo-mechanical characterization of the same series of composites and concluded that all the mechanical properties were improving with the increase in fabric mat weight percentages. Furthermore in thermo-mechanical analysis, in the temperature range of 50–60℃ the damping factor (tan δ) values was found to increase and the peak values of tan δ was observed in the temperature range of 70–90℃ for all the composites.
Introduction
Demand of high specific strength and stiffness with light weight polymer composites for various components and engineering systems in erosive environment are some of the increasing applications for structural materials [1]. However, the resistance of polymers to solid particle erosion has been found to be poor when compared to metal matrix composites [2]. The erosion rate is lower for composites with short fibers compared to composites with long, unidirectional reinforcement fibers [3]. The sequence of damage from erosion in fiber reinforced composites is as follows: first local removal of material in the resin-rich zones, after that erosion in the fiber zones associated with breakage of fibers and finally erosion of the interface zones between the fibers and the adjacent matrix [4]. To examine the importance of polymer composites and to study the effect of fiber content in composites, considerable study has been done on solid particle erosion of polymer composites by the many researchers such as Tamer Sınmazcelik [5], Tilly and Sage [6], Tewari et al. [7–10], using different types of fibers like short, long and multidirectional carbon and glass fibers with various types of resins. They have also studied the effect of impact velocity, impingement angle, stand-off distance and erodent particle size on thermoset and thermoplastic composites with carbon, glass, nylon and kevlar fibers. However, no information or research is available on viscose fiber based needle-punched nonwoven fabric mat reinforced polymer composites. Furthermore viscose is a fiber formed by regenerating cellulose through transformation of natural polymers, it is probably the most misunderstood of all fibers, it is not a natural fiber yet it is also not synthetic. Nonwoven fabric mat based on these viscose fibers made by needle-punched technique is new for composite fabrication, and due to the presence of high pores it is very compatible with resin for composite molding.
Regenerated cellulose fibers by transformation of natural polymers such as viscose fibers are environmental and skin friendly and so forth, have shifted the focus of researchers from inorganic (glass fiber, carbon fiber and kevlar fiber) to organic fiber reinforced polymer composites. There are situations where these composites may encounter impacts of abrasions from dust, sand, splinters of materials, and slurry of solid particles and consequently the material deform due to erosive wear. Therefore the study of erosion characteristics of viscose fiber based needle-punched nonwoven fabric mat reinforced polymer composites is of vital importance.
In the present study, our aim is to fabricate the viscose fiber based needle-punched nonwoven fabric mat reinforced polymer composites, and to investigate the erosive wear behavior of these polymer composites involving the control parameters, namely impact velocity, impingement angle, and fiber content, erodent particle size and erosion rate. An optimization technique design of experiments (DoE) and analysis of variance (ANOVA) approach are applied to establish the inter-dependence of operating parameters. Lastly scanning electron microscopic (SEM) is used to study the morphologies of the composites’ eroded surfaces.
Experimental details
Materials and methods
Designation and composition of VS200, VS400 and VS600 g/m2 fabric mat reinforced epoxy composites.

Solid particle erosion test apparatus
Solid particle erosion tests were carried out using a DOCOM (Model TR417) air jet erosion tester, that has been described previously [11,12]. Tests were conducted in room temperature and atmosphere with the feed rate of the erodent being 10 g/min. The silica sand erodent particles (density = 2.5 g/cm3) were used with sizes of 250, 350 and 450 µm with the impact velocity (V) of 45, 55 or 65 m/s. The angle of impact was 30°, 45°, 60°, 75° and 90° with a stand-off distance (SOD) of 65, 75 and 85 mm from the tungsten carbide material nozzle tip of 1.5 mm inner diameter and length 50 mm. In the present study, square sample of composites (size 30 mm × 30 mm × 3 to 5 mm thickness) were utilized for erosion test. The samples were cleaned in acetone, dried and weighed to an accuracy of ±0.01 mg (accuracy maintained using a precision electronic balance machine of Denver Instruments, Model No. TB215D)
Taguchi experimental design
Levels for various control factors.


Comparison of erosion wear rate and S/N ratio for VS200, VS400 and VS600 g/m2 fabric mat epoxy composites using L27 orthogonal array.

S/N: signal-to-noise.
Taguchi supersede the full factorial experimental design with faster and partial factorial design experiments. Since the partial factorial experiment is only a sample of the full experiment and the analysis of the partial experiment must include an analysis of the confidence that can be placed the results. Fortunately, there is a standard statistical technique called ANOVA, which is routinely used to provide a measure of percentage contribution. The technique does not directly analyze the data, but rather determines the variability (variance) of data and finds out the significant process parameters [14].
Scanning electron microscopy
The eroded composite samples surfaces were analyzed using LEO (UK) Series Scanning Electron Microscope; Model LEO-435VP, after coating with gold by BIO-RAD POLARAN sputters coater to avoid the electrostatic charging and poor image resolution. To make the surface of the sample electrically conducting colloidal silver paste coating on surface was applied. These worn samples were mounted on stubs to take micrographs.
Results and discussion
Steady-state erosion (effect of impact velocity) for VS200, VS400 and VS600 g/m2 composites
In order to monitor the effect of impact velocity of erodent particles at constant impingement angle (60°), stand-off distance (75 mm) and constant erodent size (450 µm) steady-state erosion rate of the VS200, VS400 and VS600 g/m2 fabric mat reinforced composites are calculated by varying the erodent particle velocity from 43 to 65 m/s with 20, 30 and 40 wt% fabric mat loading. Figures 1 to 3 present the typical steady-state erosion rate dependence on viscose fiber based needle-punched nonwoven fabric mats (VS200, VS400 and VS600 g/m2) epoxy composites for different impact velocity. Erosion rate of all the fabric mat (VS200, VS400 and VS600 g/m2) epoxy composites are increasing with increase in the impact velocity of the sand particles for 20, 30 and 40 wt% fabric mat loading due to the increase in kinetic energy of the impacting particles; this describes the strong effect of impact velocity on erosion rate.
Variation of erosion rate (Er) with impact velocity for VS200 g/m2 fabric mat epoxy composites. Variation of erosion rate (Er) with impact velocity for VS400 g/m2 fabric mat epoxy composites. Variation of erosion rate (Er) with impact velocity for VS600 g/m2 fabric mat epoxy composites.


Figure 1 shows the erosion rate of VS200 g/m2 fabric mat epoxy composites with 20, 30 and 40 wt% fabric mat loading. The VS200 g/m2 composites have highest erosion rate for 40 wt% fiber loading, due to the higher weight percentage of ductile material as compared to brittle materials. On addition of fabric mat the ductility of the epoxy composite improves and the composites become semi-ductile in nature due to the brittle behavior of epoxy resin and ductile behavior of viscose fibers. The erosion rate of such types of semi-ductile materials increase up to a limit for proper fiber-resin weight percentage, after that limit the erosion rate of the composites decrease by incorporation of fiber loading [15,16]. On the addition of the thicker and dense structure of viscose fiber based needle-punched nonwoven fabric mats (VS400 and VS600 g/m2) the higher erosion rate shifts to lower percentage fiber mat loading as shown in Figures 2 and 3 for VS400 and VS600 g/m2 fabric mat epoxy composites. Erosion rate of the VS400 and VS600 g/m2 fabric mat epoxy composites also increase with the increase in erodent particle velocities; however, erosion rate decreases with the addition of higher gram per square meter fabric mat.
Steady-state erosion (effect of impingement angle) for VS200, VS400 and VS600 g/m2 composites
Erosion behavior of the composites is generally ascertained by correlating erosion rate with impingement angle, erodent velocity and erodent particle size. Erosion behavior strongly depends on impingement angle. The angle of impingement is usually defined as the angle between the composite surface and the trajectory of particle immediately before impact. When the erosive particles hit the target at oblique impact angles, the impact force can be divided in two constituents: one tangential (Ft) to surface of the material and other normal (Fn). Ft controls the abrasive and Fn is responsible for the impact phenomenon. As the impact angle shifts towards to 90°, the effects of Ft become marginal. It is obvious that, in the case of normal impact (90°), all available energy is dissipated by impact and kinetic energy loss [12]. It is generally believed that for brittle materials such as hard polymers a maximum erosion rate occurs at 90°, whereas, for ductile materials this occurs at oblique impact angles. For semi-ductile materials the erosion rate occurs at 45° to 60° angle of impact [17,18]. Thus the erosion wear behavior of polymer composites can be grouped into ductile, brittle and semi-ductile categories although this grouping is not definitive because the erosion characteristics equally depend on the experimental conditions as on composition of the target material.
The results presented in Figures 4 to 6 of VS200, VS400 and VS600 g/m2 fabric mat epoxy composites, show the peak erosion taking place at an impingement angle of 60℃ at constant impact velocity 45 m/s, stand-off distance 75 mm and sand particle size 450 µm, respectively. This clearly indicates that these composites respond to solid particle impact and are neither purely ductile nor brittle in nature and therefore, these composites show semi-ductile behavior as per literature [5–10]. This behavior can be termed as semi-ductile in nature, and in Figures 5 and 6, VS400 and VS600 g/m2 fabric mat epoxy composites shows that the erosion rate decreases with incorporation of fabric mat weight percentage from 20 to 40 wt%, respectively. Whereas, in Figure 3 the VS200 g/m2 composites show reverse in nature of erosion, i.e. the erosion rate is increased with increase in VS200 g/m2 fabric mat weight percentage from 20 wt% to 30 wt%, respectively.
Variation of erosion rate (Er) with impingement angle for VS200 g/m2 fabric mat epoxy composites. Variation of erosion rate (Er) with impingement angle for VS400 g/m2 fabric mat epoxy composites. Variation of erosion rate (Er) with impingement angle for VS600 g/m2 fabric mat epoxy composites.


Taguchi analysis of VS200, VS400 and VS600 g/m2 fabric mat epoxy composites
A comparison of the erosion wear rate of VS200, VS400 and VS600 g/m2 fabric mat composites presented in Table 3 shows that under similar test conditions VS200 g/m2 fabric mat epoxy composites exhibits superior erosion resistance compared to VS400 g/m2 fabric mat and VS600 g/m2 fabric mat epoxy composites. Table 3 also presents the overall mean for the S/N ratio of the erosion rate of VS200, VS400 and VS600 g/m2 fabric mat epoxy composites and is found to be −44.76 dB, −48.22 dB and −45.43 dB correspondingly. The analysis was made using the software, specifically used for DoE applications, known as MINITAB 14. Before any attempt is made to use this simple model as a predictor for the measures of performance, the possible interactions between the control factors must be considered. The effect of the five control factors on erosion rate of VS200, VS400 and VS600 g/m2 fabric mat epoxy composites are shown in Figure 7(a) to (c), respectively.
(a) Effect of control factors on erosion rate (Er) for VS200 g/m2 fabric mat epoxy composites; (b) effect of control factors on erosion rate (Er) for VS400 g/m2 fabric mat epoxy composites; (c) effect of control factors on erosion rate (Er) for VS600 g/m2 fabric mat epoxy composites.
The study shows that the effect of stand-off distance and erodent size is very less compared to higher effect of impact velocity, fiber loading and impingement angle on the erosion rate of the VS200, VS400 and VS600 g/m2 fabric mat epoxy composites. Analysis of the result from the main interaction plots in Figure 7(a) to (c) leads to the conclusion that factor combination of A1 (impact velocity: 43 m/s), B2 (fiber loading: 30 wt%), C3 (impingement angle: 90°), D3 (stand-off distance: 85 mm) and E1 (erodent size: 250 µm) gives minimum erosion rate for VS200 g/m2 fabric mat epoxy composites, factor combination A1 (impact velocity: 43 m/s), B2 (fiber loading: 30 wt%), C3 (impingement angle: 90°), D2 (stand-off distance: 75 mm) and E2 (erodent size: 350 µm) for the VS400 g/m2 fabric mat epoxy composites, and for the VS600 g/m2 fabric mat epoxy composites factor combination as A1 (impact velocity: 43 m/s), B2 (fiber loading: 30 wt%), C1 (impingement angle: 30°), D3 (stand-off distance: 85 mm) and E1 (erodent size: 250 µm).
Figures 8 to 10 present the matrix of interaction graphs between A (impact velocity) and B (fiber loading), A (impact velocity) and C (impingement angle), B (fiber loading) and C (impingement angle) for VS200 g/m2, VS400 g/m2 and VS600 g/m2 fabric mat epoxy composites. As far as minimization of erosion rate is concerned, factors A, B and C have significant effects whereas factor D and E has the least effect. It is observed from the interaction between A × B for the VS200 g/m2, VS400 and VS600 g/m2 fabric mat epoxy composites that the lower impact velocity 43 m/s have less effect on the erosion rate, but the fiber loading interaction with impact velocity have significant effect on erosion rate. For VS200 g/m2 composites 20 wt% fabric mat loading have good interaction with the 43 m/s impact velocity with less effect on the erosion rate, whereas for the VS400 and VS600 g/m2 fabric mat epoxy composites 40 and 30 wt% fabric mat loading have less effect with the 43 m/s impact velocity on the erosion rate of composites as shown in Figures 8 to 10.
Interaction graphs between impact velocity (A), fiber content (B) and impingement angle (C) for erosion rate (Er) of VS200 g/m2 fabric mat epoxy composites. Interaction graphs between impact velocity (A), fiber content (B) and impingement angle (C) for erosion rate (Er) of VS400 g/m2 fabric mat epoxy composites. Interaction graphs between impact velocity (A), fiber content (B) and impingement angle (C) for erosion rate (Er) of VS600 g/m2 fabric mat epoxy composites.
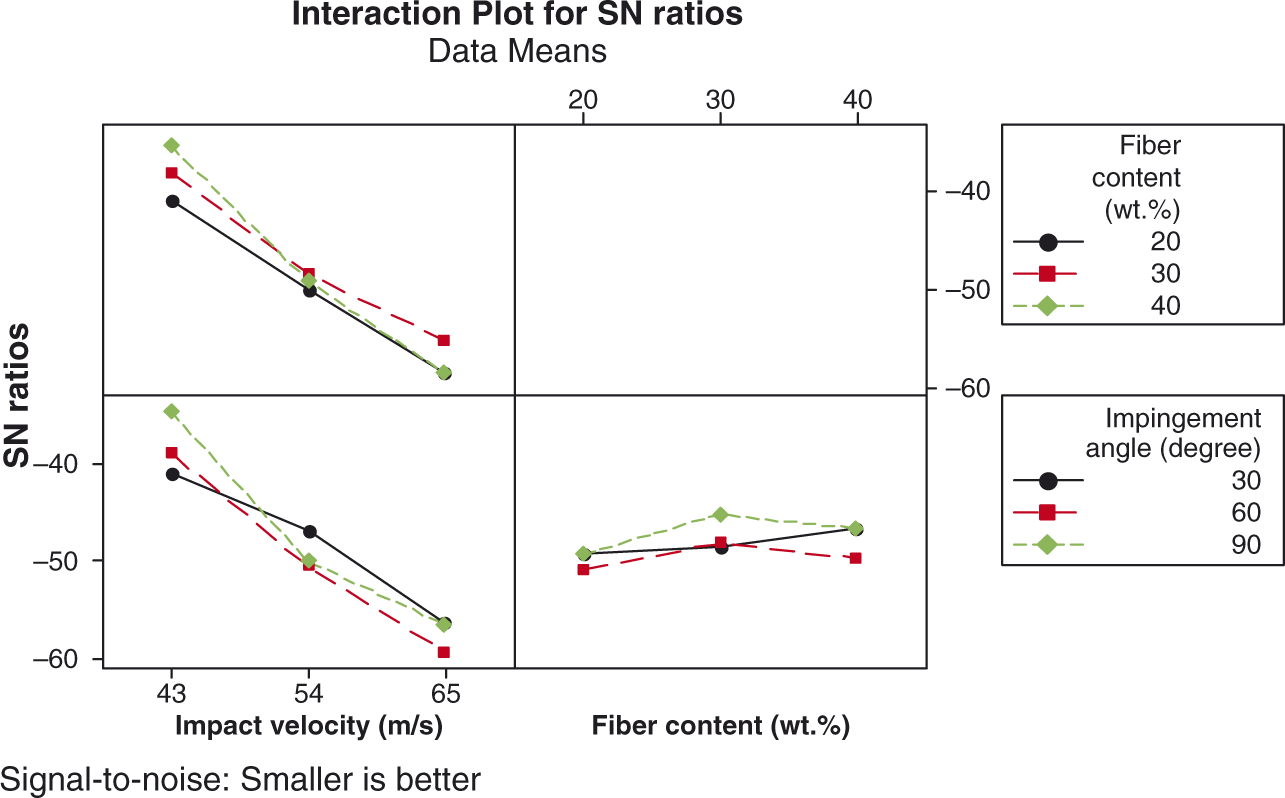

Figures 8 to 10 also present the interaction graphs between A (impact velocity) and C (impingement angle) for VS200, VS400 and VS600 g/m2 fabric mat epoxy composites, which presents the combined effect of A and C on the erosion rate of the composites. For the VS200 and VS400 g/m2 fabric mat epoxy composites the less effect on the erosion rate is shown by the interaction of A1 (impact velocity: 43 m/s) with C3 (impingement angle: 90°), whereas, the interaction of A1 (impact velocity: 43 m/s) with C1 (impingement angle: 30°) show the less effect on the erosion rate of VS600 g/m2 fabric mat epoxy composites.
The interaction graphs for the combined effect of fiber loading (B) with impingement angle (C) on erosion rate are also presented in Figures 8 to 10 for the VS200, VS400 and VS600 g/m2 fabric mat epoxy composites, respectively. These interaction plots describe that the combination of B1 (fiber loading: 20 wt%) with C3 (impingement angle: 90°) shows less effect on the erosion rate of the VS200 g/m2 fabric mat epoxy composites. Whereas, the combination of B2 (fiber loading: 30 wt%) with C3 (impingement angle: 90°) shows less effect on the erosion rate of the VS400 and VS600 g/m2 fabric mat epoxy composites. However, the effect of control plot and interaction plots concluded that the 30 wt% fabric mat loading composites of VS200, VS400 and VS600 g/m2 present less effect on erosion rate with 90° impingement angles and low impact velocity of 43 m/s. Among all these factors, stand-off distance is most insignificant while impact velocity has relatively high significance compared to the other remaining factors.
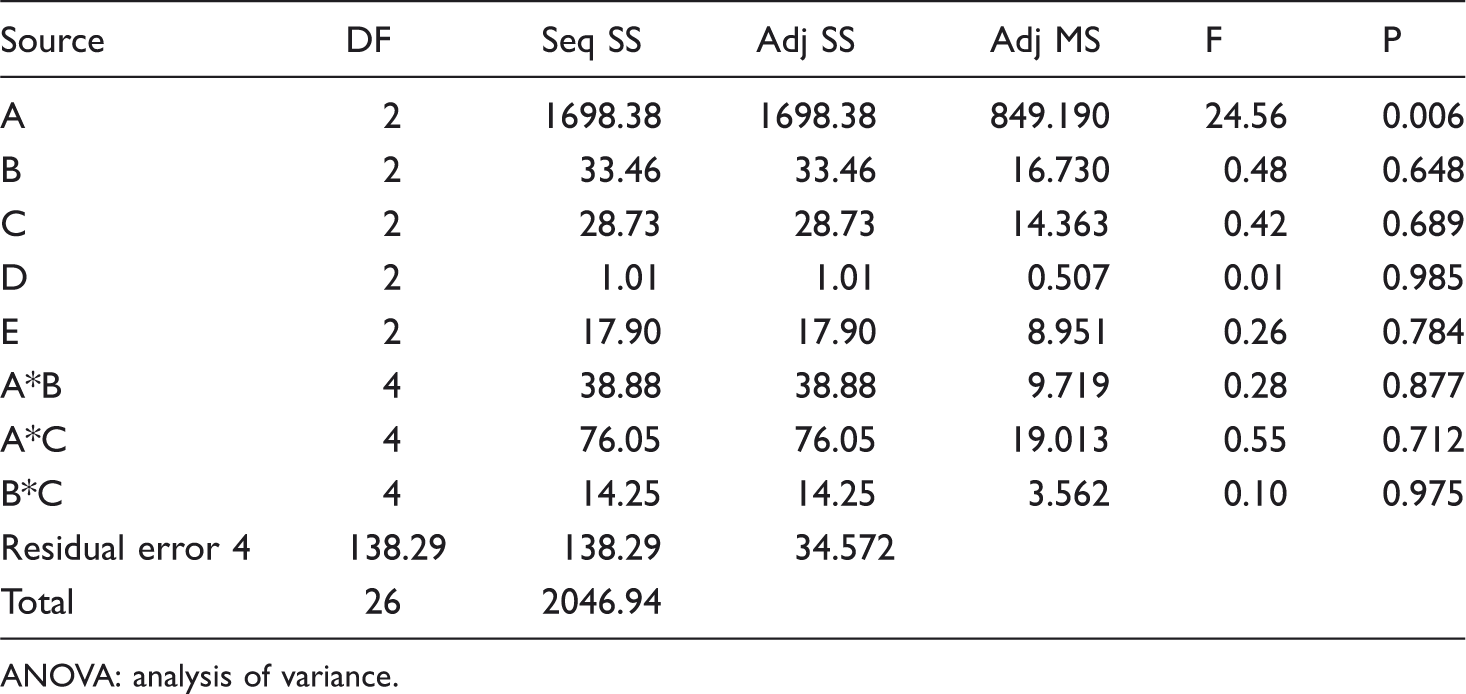
Analysis of variance and effect of control factors
ANOVA table for VS200 g/m2 fabric mat composites.

ANOVA: analysis of variance.
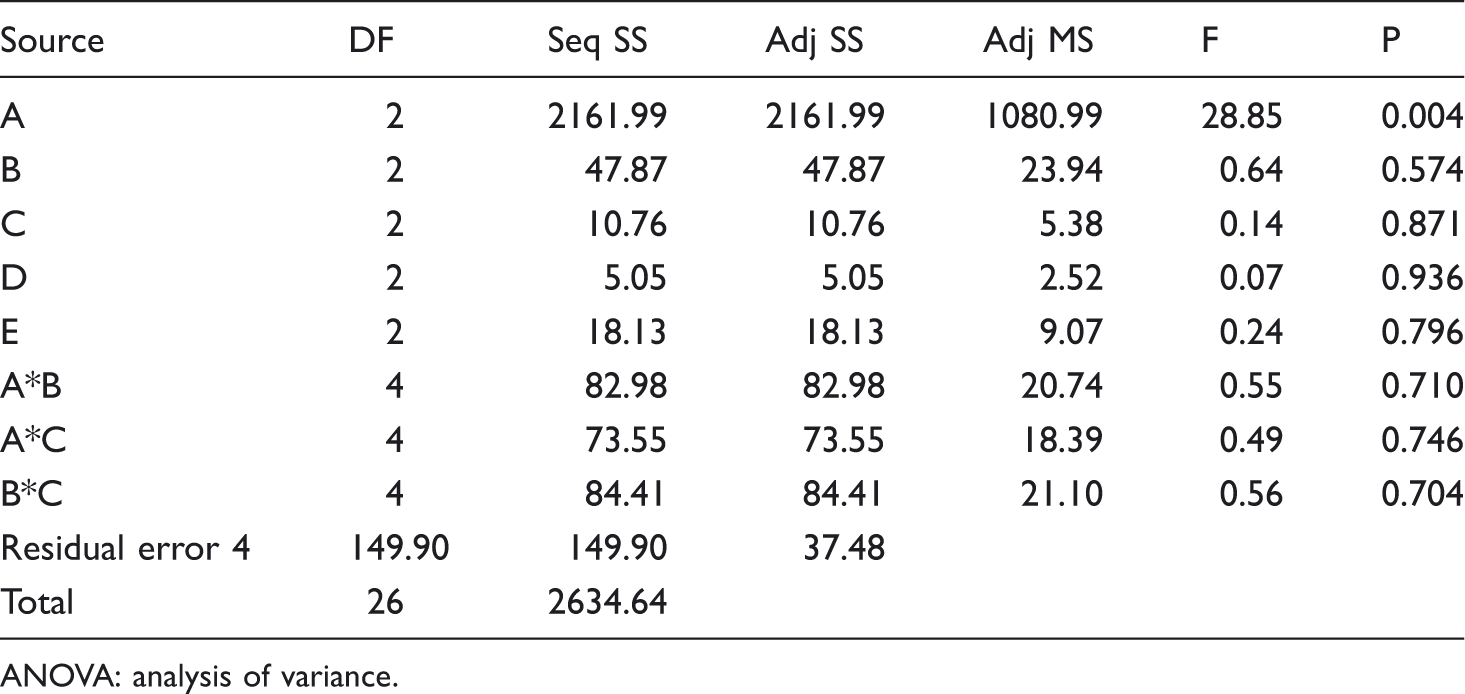
ANOVA table for VS400 g/m2 fabric mat composites.
ANOVA: analysis of variance.
ANOVA table for VS600 g/m2 fabric mat composites.
ANOVA: analysis of variance.
Surface morphology of the VS200, VS400 and VS600 g/m2 fabric mat epoxy composites
To find out the predominant wear mechanisms and to characterize the morphology, worn surfaces of eroded materials were examined by SEM. Micro-ploughing, micro-cracking, lip formation and micro-cutting are the different mechanisms generally occurring in the solid particle erosion [19,20]. The eroded surfaces of epoxy-based VS200, VS400 and VS600 g/m2 fabric mat reinforced composites subjected to varying impingement angle and impact velocities for steady-state erosion are shown in Figures 11 to 13.
SEM micrographs of the eroded surface of VS200 g/m2 fabric mat epoxy composites at different loading conditions. SEM micrographs of the eroded surface of VS400 g/m2 fabric mat epoxy composites at different loading conditions. SEM micrographs of the eroded surface of VS600 g/m2 fabric mat epoxy composites at different loading conditions.


Figure 11(a) presents the micrograph of VS200 g/m2 fabric mat epoxy composite of 30 wt% VS200 g/m2 fabric mat loading composite with erosion conditions of impact velocity 43 m/s, impingement angle 45°, stand-off distance 85 mm and erodent size 350 µm. The micrograph in Figure 11(a) of 30 wt% VS200 g/m2 fabric mat composite reveal that the matrix covering the fiber is chipped off due to repeated impact of hard silica sand particles. The micrograph also reveals the microcracks formation due to the 45° impingement angle for semi-ductile erosion [15,21]. Figure 11(b) presents the micrographs of 20 wt% fabric mat epoxy composite with 60° impingement angle and impact velocity of 43 m/s, which reveals the large groove formation on the surface of composite due to the impacting of large erodent particles through impingement angle of 60° with high impact velocity. Figure 11(c) shows the microcutting and chip formation due to plastic deformation of 40 wt% VS200 g/m2 fabric mat composite with 90° impingement angle and 43 m/s impact velocity. Figure 11(d) clearly shows the formation of small craters due to penetration of hard silica sand particles with 60° impingement angle onto the surface of 40 wt% fabric mat loading composite, and cause material removal mostly from the matrix regime. Multiple microcracks and fractures are also distinctly shown in this micrograph.
Figure 12(a) to (d) shows the micrographs of the VS400 g/m2 fabric mat epoxy composites. Figure 12(a) presents the micrograph of 20 wt% fabric mat epoxy composite with 60° impingement angle, 43 m/s impact velocity and 75 mm stand-off distance, which also revealed the large craters and fiber removal on the surface of the composite. Micrograph of the 40 wt% fabric mat composite with 60° impingement angle, 43 m/s impact velocity and 75 mm stand-off distance is presented in Figure 12(b), which shows wedge formation and micro-ploughing as the mode of failure of composite. Figure 12(c) indicates wear tracks on the composite surface along the erosion direction for the composite eroded at lower impingement angle (α = 30°). It is possible to investigate the particle flow direction of the erodent easily from the wear trace on the surface body of the composite, when the hard erodent particles impacting the composite surface at such low angle, cause material removal mostly by micro-ploughing. Figure 12(d) shows the composite surface eroded under normal impingement angle (α = 90°), and surface describes less erosion of the composites surface due to the lip formation and micro-ploughing, which shows the semi-ductile nature of the composite.
Figure 13 represents the surface morphologies of the VS600 g/m2 fabric mat epoxy composites. The VS600 g/m2 fabric mat has the huge volume fraction of viscose fibers as compared to VS200 and VS400 g/m2 fabric mat. By using 40 wt% of VS600 g/m2 fabric mat in composites gives the higher volume of viscose fibers in composite from all the compositions. These higher volume of fibers resulting fiber exposure and fiber pull-out due to impacting of large erodent particles on the surface of the composite is shown in Figure 13(a). The breakage of fibers due to micro-ploughing is also generated on the surface of 40 wt% composite with 45° impingement angle. Figure 13(b) represents the surface morphology of the 20 wt% fabric mat composite on 60° impingement angle. This presents the large crater on the surface of composite due to the repeating impact of erodent particles, and resulting removal of material is higher from the surface which shows the semi-ductile nature of composites. Figure 13(c) shows the micrograph of 40 wt% VS600 g/m2 fabric mat reinforced composite. Surface morphology reveals the fact that the wear takes place due to micro-ploughing and micro-cracking mechanism. Whereas, Figure 13(d) represents the micrographs of 30 wt% VS600 g/m2 fabric mat reinforced composite. Micrographs show the composite surface damage and subsequent material removal due to the formation and propagation of micro-cracks into a deep crater, due to the impacting of large erodent particles with 60° impingement angle.
Conclusions
Viscose fiber based needle-punched nonwoven fabric mats (VS200, VS400 and VS600 g/m2) reinforced composites have been successfully developed and characterized for erosive environment applications. Two predictive models ANOVA and Taguchi optimization is applied to demonstrate the effects of various factors on the erosion rate. Explorative results shows that impact velocity, fiber content and impingement angle are the operative factors influencing the erosion rate of viscose fiber based needle-punched nonwoven reinforced composites. Despite the fact that the effect of stand-off distance and erodent size is inferior compared to other factors, it cannot be disregarded because it shows significant interaction effect with impact velocity, fiber content and impingement angle on the erosion rate of needle-punched nonwoven fabric mat reinforced epoxy composites. The entire three needle-punched nonwoven fabric mats (VS200, VS400 and VS600 g/m2) composites demonstrate the semi-ductile erosion characteristics with the peak erosion wear occurring at 60° impingement angle. This nature has been explicated by examining the possible damage mechanism of the composite surfaces with the help of SEM micrographs. This study starts a new approach for utilization of a textile material like needle-punched nonwoven fabric mats in polymer composites. These viscose fiber based needle-punched nonwoven reinforced polymer composites have sufficient potential for applications in highly erosive environments.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.