
Abstract
Wearing of suitable dresses in hospitals and health clubs by the doctor and supporting staff has been accorded a very high priority by the hospital administration in order to protect them from getting infected by the germs and microorganisms and also from spreading the diseases to other patients. Due to the increase in awareness and concern about the healthcare textiles, it has become the need of the hour to develop hospital textiles with functional properties like antimicrobial, odor resistance, and comfort characteristics. In this research work, an attempt has been made to develop medical textiles from polyester-based bamboo charcoal (PBBC) yarn, which has certain unique properties necessary for hospital textiles like anti-bacterial, anti-fungal, and odor resistance. Two types of yarns were used for producing union fabrics, namely (1) PBBC produced by imbuing bamboo charcoal powder into the polyester master batch and (2) lyocell yarns (L). The plain-woven fabrics produced by combining these two yarns in different proportions are reported to have improved comfort properties when compared to 100% bamboo charcoal fabrics and hence could be used for the production of bedding, clothing, surgical gowns, and hospital cloths.
Keywords
Introduction
Healthcare textiles have a well-established market in the developed countries where people are conscious of the risks posed to the healthcare workers, especially from blood-borne diseases. Massive growth in the population in developing countries and rising standard of living has helped in creating a vast potential for healthcare textiles [1]. Hospital textiles such as bedding, clothing, surgical gowns, and hospital cloths are expected to fulfill comfort and hygienic properties such as moisture management, thermal conductivity, breathability, antimicrobial activity, and odor resistance [2]. Since the activated carbon is efficient in adsorbing odorous volatile micro-organisms, thereby reducing the odor and growth of micro-organisms, it is used in hospital textiles for the reduction of microbial growth and adsorption of wound odor [3].
Bamboo charcoal is a nongraphite form of activated carbon made from the pieces of bamboo plants which are 5 years or older, by carbonizing inside an oven at temperatures over 800°C, and then converted into powder form. Fibers from bamboo charcoal can be produced in many kinds, such as single, multi-filament, and staple fiber. It can also be spun with pure cashmere, cotton, and others. There are two main ways to produce bamboo charcoal fiber: the first way is to add nano-bamboo charcoal powder during the process of spinning in the spinning solution; the second is to add the established bamboo charcoal composite polymer master batch in the stage of synthesizing fiber. Bamboo charcoal viscose fiber can be produced from natural plant cellulose pulp by adding bamboo charcoal micropowder milk dissolved by the solvent and then spinning the solution by extrusion and solidification. Polyester-based bamboo charcoal (PBBC) fiber is produced in the similar way from polyester master batch with bamboo charcoal content about 50%. Similarly, bamboo charcoal nylon fibers and bamboo charcoal magnetic fiber series are also produced [4,5].
Bamboo charcoal has countless small cavities when compared with wood charcoal which gives about three times more mineral constituent and four times better absorption rate. Bamboo charcoal has a surface area of 300 m2/g which is 10 times more than wood charcoal of 30 m2/g. The unique properties of bamboo charcoal include uniform composition, high porosity, anti-bacterial and anti-fungal property, breathability, thermal regulation, odor control, absorption and emission of far infrared energy, preventing static electricity build-up, and good wash durability [6]. These fabrics can absorb and disperse sweat fast, making them feel dry and comfortable. They also do not stick to the skin on hot summer days. Bamboo charcoal fabrics absorb and decompose benzene, phenol, methyl alcohol, and other harmful substances. As the bamboo charcoal nanoparticles are embedded in the fiber rather than simply coated on the surface, these fabrics are washable without diminished effectiveness of the charcoal powder’s special qualities, even after 50 washes [7].
Cotton, bamboo/cotton, and bamboo charcoal bed linens were analyzed for their suitability as hospital textiles by applying antimicrobial and blood repellant finish, and it was found that antimicrobial activity, blood repellency, and odor resistance are higher for bamboo charcoal fabrics than 100% bamboo/cotton union fabrics and 100% cotton fabrics [8]. In this study, the other constituent of the union fabric selected for producing hospital textiles is lyocell, which is a high performance, solvent spun, 100% cellulosic fiber, ideal for use in many woven and nonwoven applications. The advantages of lyocell include more softness, gentle to the skin, high absorbency, excellent water management property, cool and dry to touch, strong retardation to bacterial growth, and excellent wet strength. Abu-Rous et al. made an effort to explain the functional and wellness properties of lyocell textiles using the nano- and porous structures of lyocell which is radically different from the other known cellulosics [9,10].
In this research work, an attempt has been made to analyze the suitability of PBBC yarn combined with lyocell yarns for effective usage in medical textiles. Bamboo charcoal yarn with unique properties necessary for hospital textiles like anti-bacterial, anti-fungal, and odor control, when combined with highly smooth and comfortable lyocell yarn, is expected to fulfill the functional requirements of hospital textiles.
Blending materials and methodology
Lyocell and PBBC yarn properties

Union fabrics are produced by incorporating lyocell yarn in different proportions with PBBC yarn in the following ways:
100% PBBC fabric is produced by weaving the PBBC yarn in both warp as well as weft directions. 75% bamboo charcoal and 25% lyocell-blended union fabric is produced using PBBC yarn in warp direction and both lyocell combined with PBBC yarn in weft direction. 50% bamboo charcoal and 50% lyocell-blended union fabric is produced using PBBC yarn in warp direction and lyocell yarn in weft direction. 25% bamboo charcoal and 75% lyocell-blended union fabric is produced using PBBC yarn and lyocell yarn in warp direction and lyocell yarn alone in weft direction.
Testing procedure
All the union fabrics produced were tested for their fabric properties such as fabric strength and elongation, water vapor permeability (WVP), thermal conductivity, air permeability, water absorption rate, water spreading rate, vertical and transverse wicking, drying rate, frictional coefficient, and anti-bacterial property using standard testing methods.
Fabric physical properties
The physical properties of the fabrics such as fabric sett, fabric weight per unit area, fabric thickness, and the tensile properties were measured for all the fabric samples. Fabric sett was measured using the counting glass according to ASTM D3775-03 standard and fabric weight per unit area was determined according to ASTM D1059 standard. The fabric tensile strength and elongation to break of the fabrics were tested using Tensomaxx 7000 instruments as per ASTM D5034 standard method of testing. The thickness of a textile material is measured as per the ASTM D1777-96 (2002) standard test method by Essdiel thickness tester at a pressure of 20 gf/cm2 with an accuracy of 0.01 mm. An average of 20 readings was taken for each sample and standard atmospheric conditions of 65 ± 2°C and 21 ± 2°C maintained for all experiments.
Air permeability
The air permeability of the fabric was measured in cm3/cm2/s using air permeometer at an air pressure of 100 Pa using ASTM D737 test standard. An average of 20 readings for each sample was reported.
Thermal conductivity
Thermal conductivity (K) is an intensive property of the material that indicates its ability to conduct heat. It is defined as the quantity of heat, Q, transmitted through a thickness, L, in a direction normal to a surface of area A, due to temperature difference ΔT, under steady state conditions, and when heat transfer is dependent only on the temperature gradient [10–13].
Thermal conductivity = heat flow rate × distance/(area × temperature difference)

Determination of thermal conductivity of the lyocell and PBBC-blended union fabric samples was carried out using Lee’s Disc [11] and the test results are given in Table 3.
In-plane wicking test
In-plane wicking or transverse wicking is the transmission of water through the thickness of a fabric that is perpendicular to the plane of the fabric. It is perhaps of more importance than longitudinal wicking, because the mechanism of removal of liquid perspiration from the skin involves its movement through the fabric thickness. Transverse wicking is more difficult to measure than longitudinal wicking as the distances involved are very small; hence, the time taken to traverse the thickness of the fabric is short [14–16]. Determination of in-plane wicking was carried out using the plate test which consists of a horizontal sintered glass plate kept moist by a water supply whose height can be adjusted so as to keep the water level precisely at the upper surface of the plate [15]. Rate of water absorption in transverse direction is determined by measuring the mass of water taken up by the fabric in a given time and the test results are given in Table 3.
Water absorbency by drop test
Ability of the fabric to absorb moisture is measured by the time taken to absorb a drop of water on the fabric surface and the spreading diameter by the length to which water spreads both in warp and weft directions as per AATCC 79:2000. A drop of water was allowed to fall from a fixed height of approximately 1.0 cm onto the flat fabric surface of size 20 × 20 cm2. The height of water drop is controlled by a syringe, which contains 1 ml of water. The spreading of water on any material increases when the resistance to water flow is low [17].
Fabric frictional coefficient
Fabric frictional coefficient is measured using a computer-aided friction tester, designed and developed exclusively for characterizing friction in fibers, sheets of yarn, fabrics, nonwovens, polymeric films, composites, and other technical textiles. Friction, in general, is the force that opposes relative motion between two surfaces in contact. It is the resistance encountered when two bodies in contact are allowed to slide. The instrument with the aid of on-line computer and application software, measures fabric-to-fabric friction and determines various frictional parameters, like the static frictional force which is the maximum force required to cause sliding between the two fabric assemblies; the dynamic frictional force, which is the average force required to cause continued sliding between two fabrics, and also records the friction profile. The instrument has three major units, namely control unit, drive unit, and clamping unit. The schematic representation of the system is shown in Figure 1. Rectangular fabric samples of 5 × 2.5 cm2 were prepared and unraveled at edges to correct the grain in the warp and weft directions. The fabric samples are clamped in such a way that the fabric samples laid one over the other with the normal load of 100 g placed above them. The clamp starts to move at a speed of 100 mm/min with a total displacement of 12 mm. Frictional coefficient values are measured directly from the integrated computer.
Schematic representation of fabric friction tester instrument system.
Measurement of WVP
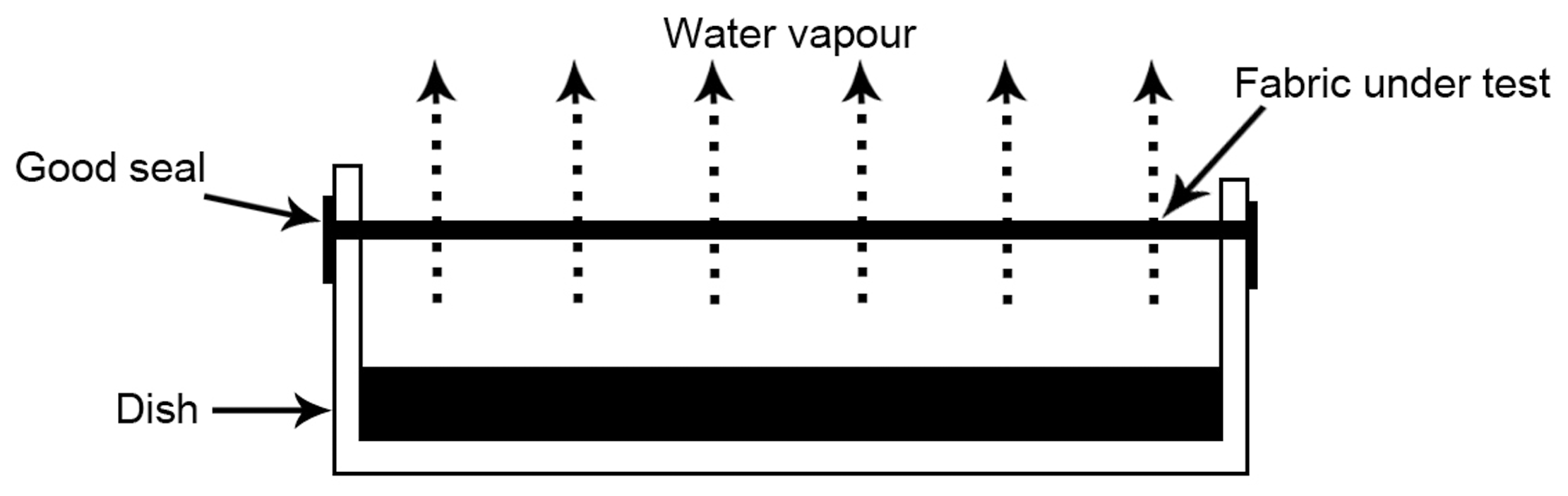
The WVP of fabrics is an important property for those used in clothing systems intended to be worn during vigorous activity and hot climatic condition [18–20]. The human body cools itself by sweat production and evaporation during periods of high activity. The clothing must be able to remove this moisture in order to maintain comfort and reduce the degradation of thermal insulation caused by moisture build-up. The rate of moisture vapor diffusion through the fabric is determined according to the simple dish method, similar to ASTM E96-80. A sample is placed on a water dish 82 mm in diameter and 19 mm in depth allowing a 9-mm air space between the water surface and specimen. A vibration-free turntable carrying eight dishes rotates uniformly at 5 m/min to ensure that all dishes are exposed to the same average ambient condition during the test. The assembled specimen dishes are allowed to stabilize for 2 h before taking the initial weight. They are weighed again after 24 hours interval. Then, the rate of moisture vapor loss (MVTR, moisture vapor transfer rate) is calculated in units’ g/m2/24 h. A higher MVTR value indicates there is a greater passage of moisture vapor through the material which is shown in Figure 2. Illustration of WVP tester.
Antimicrobial test
The antimicrobial activity of the lyocell and PBBC-blended union fabric was tested as per AATCC 100 test method for both Escherichia coli and Staphylococcus aureus microbes. The antimicrobial activity was expressed in percentage of bacterial reduction [21].
Results and discussions
The hospital textiles are functional textiles which are expected to fulfill the comfort and hygienic properties such as moisture management, thermal conductivity, breathability, wettability, wickability, and antimicrobial activity. The fabric samples produced by combining lyocell (L) and PBBC fabric samples were analyzed for their comfort and hygienic properties. The photographic views of the PBBC-blended plain woven fabrics are shown in Figure 3.
Illustration of (S1) 100% PBBC, (S2) 75% PBBC, (S3) 50% PBBC, and (S4) 25% PBBC.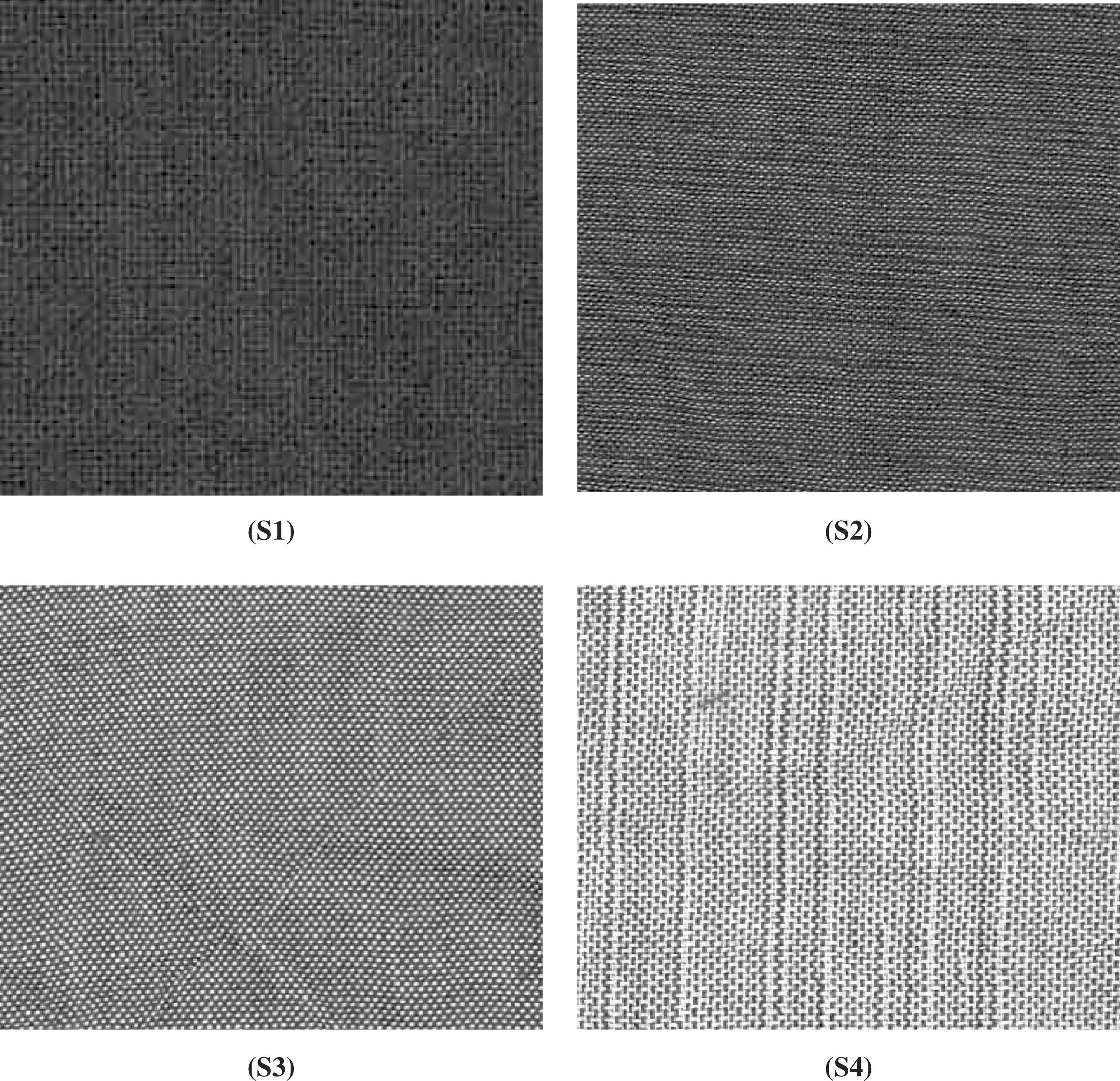
Fabric tensile characteristics
PBBC–lyocell fabric properties

Comfort properties of fabrics

Figure 4(a) and (b) shows the tensile behavior of the union fabrics from which it is clear that as the composition of lyocell in the union fabric increases (x-value), there is a marginal increase in tensile strength (y-value); this trend has been noticed in both warp and weft directions. Also, a positive correlation between the warp and weft strengths has been noticed against the increasing lyocell content in the union fabric. This increase may be due to higher strength of lyocell yarn when compared to PBBC yarn. There is a significant difference in tensile characteristics of these fabrics because p-value (0.324) > 0.05 due to blend composition and F2,8 values (8.58) greater than F critical (6.944) at 95% confidence level.
Fabric tensile strength: (a) warp way and (b) weft way directions.
Comfort properties of fabrics
The PBBC and lyocell-blended union fabrics are tested for the comfort and hygienic properties such as air permeability, thermal conductivity, WVP, water absorption, vertical and transverse wicking, and antimicrobial properties; their results are given in Table 3.
Fabric thermal characteristics
The thermal conductivity of PBBC and lyocell-blended union fabrics has been tested and reported in Table 3. The thermal characteristics of the fabric depend on the entrapped air and the type of fiber in the fabric. The thermal conductivity of the bamboo charcoal and lyocell-blended union fabric was noticed to exhibit decreasing trend as the lyocell content increases, which is shown in Figure 5.
Thermal characteristics of PBBC and lyocell-blended union fabrics.
It is observed that the higher content of bamboo charcoal in the union fabric (x-value) exhibits higher thermal conductivity (y-value); it may be due to the presence of more number of charcoal nanoparticles, which are good conductors of heat. There is a significant difference in thermal conductivity of these fabrics due to blend composition, because p-value (0.254) > 0.05 and F2,8 values (10.32) greater than F critical (6.944) at 95% confidence level.
Fabric air permeability
The air permeability behavior of the lyocell and PBBC-blended union fabrics is shown in Figure 6. Air permeability of the woven fabrics depends on the type of fiber, yarn, ends per inch, picks per inch, fabric thickness, and fabric cover factor.
Air permeability characteristics of PBBC and lyocell-blended union fabrics.
From Figure 6, it is observed that, higher the bamboo charcoal content in the woven fabrics (x-value), higher the air permeability (y-value) when compared to other fabrics of similar fabric parameters. This may be due to the presence of countless small cavities and highly porous nature of bamboo charcoal. The presence of nanoparticles also creates microspaces inside the yarn structure enhancing air passage through the fabric. Since lyocell has more uniform and smooth structure which leads to more compact yarn structure, increasing lyocell content leads to decreased air permeability. There is a significant difference in air permeability characteristics of these fabrics, because p-value (0.824) > 0.05 due to blend composition and F2,8 values (7.34) greater than F critical (6.944) at 95% confidence level.
Fabric WVP
Water vapor transfer is the ability of the fabric to transfer the perspiration in the form of moisture vapor through it. It is measured in terms of amount of water vapor passing through a square meter of fabric per day.
A fabric with low moisture vapor transfer is unable to transfer sufficient moisture, leading to sweat accumulation and, hence, discomfort. The WVP (y-value) of bamboo charcoal and lyocell-blended union fabrics (x-value) is shown in Figure 7. The highest WVP is noticed in the case of 100% bamboo charcoal fabrics, which may be, again, due to the highly porous nature of bamboo charcoal yarn leading to higher air permeability and higher water vapor absorption. The lower WVP of lyocell rich blended union fabrics may be due to the highly hydrophilic nature of lyocell fibers, which tends to form bond with water and block the passage of water vapor and also due to the lower air permeability compared to bamboo charcoal. There is a significant difference in WVP characteristics of these fabrics because p-value (0.359) > 0.05 due to blend composition and F2,8 values (12.68) greater than F critical (6.944) at 95% confidence level.
WVP characteristics of PBBC and lyocell-blended union fabrics.
Fabric water absorbency. From Figure 8, the 100% PBBC plain woven fabrics were noticed to have lower absorbing tendency owing to the lower moisture content of these fibers. The water absorbency of the union fabric shows increasing trend as the lyocell fiber content increases (x-value) and also noticed to have excellent water absorbency with higher content of lyocell fibers. There is a strong polar attraction between fiber molecules and water due to the highly hydrophilic nature of lyocell. Its higher water retention and liquid holding capacity may be due to the strong hydrophilic attraction between water and fibers and water retention in the fibrillar spaces of the fibers. It exhibits very good water absorbency resulting in immediate transfer of moisture to inner layers and gives a dry feel. This property is essential to keep the patient dry and avoids problem created due to wet skin. There is a significant difference in water absorbency characteristics of these fabrics because p-value (0.482) > 0.05 due to blend composition and F2,8 values (12.73) greater than F critical (6.944) at 95% confidence level.
Water absorbency characteristics of PBBC and lyocell-blended union fabrics.
Water spreading behavior
The water spreading behavior shows the extent to which a water drop spreads on the fabric; it is an indicator of its drying rate. From Table 3, it is noticed that the water spreading rate of the PBBC fabric is excellent when blended with lyocell fibers. As the lyocell fiber content increases in the union fabric, it was noticed to have higher water spreading rate in both warp and weft ways, which may be due to the hydrophilic nature of lyocell fiber and good wicking behavior due to its smooth fiber structure. The bamboo charcoal and lyocell-blended union fabrics (samples S3 and S4) have been noticed to immediately spread the water drop to maximum extent in the direction of lyocell yarn and prove their water management ability.
Fabric wicking characteristics
The wicking behavior indicates the ability of the fabric to wick away the sweat developed on the skin of the body. The wickability of PBBC and lyocell-blended union fabrics is shown in Figure 9.
Water wicking characteristics of bamboo charcoal and lyocell-blended union fabrics.
From the test results, the 100% bamboo charcoal fabric exhibits higher wicking height when compared to other samples, which may be due to the highly porous nature of bamboo charcoal fiber. As the lyocell fiber content in the union fabric increases, water wicking ability reduces, which may be due to the compact structure of the lyocell yarn and lack of porous structure compared to PBBC yarn.
Fabric frictional characteristics
The coefficient of friction is defined as the friction exerted between two layers of fabrics. Static coefficient of friction (µs) is the frictional coefficient at static condition, whereas dynamic coefficient of friction (µd) is the frictional coefficient when the layers are in a relative movement with each other. The frictional characteristics of the woven fabric mainly depend on the type of fiber, its surface characteristics, and type of weave. The frictional characterics of PBBC and lyocell-blended union fabrics are shown in Figure 10.
Frictional characteristics of bamboo charcoal and lyocell-blended union fabrics.
It is noticed that frictional coefficient of the bamboo charcoal and lyocell-blended union fabrics exhibits decreasing trend as the lyocell fiber content increases, which may be due to the smooth surface of the lyocell fibers. The PBBC yarn has higher frictional coeffecient due to the presence of bamboo charcoal particles, which imparts slight roughness to the yarn. There is a significant difference in frictional coefficient characteristics of these fabrics because p-value (0.341) > 0.05 due to blend composition and F2,8 values (8.37) greater than F critical (6.944) at 95% confidence level.
Antimicrobial characteristics
The antimicrobial characteristics of the PBBC and lyocell-blended union fabrics are shown in Figure 11.
Antimicrobial characteristics of bamboo charcoal and lyocell-blended union fabrics.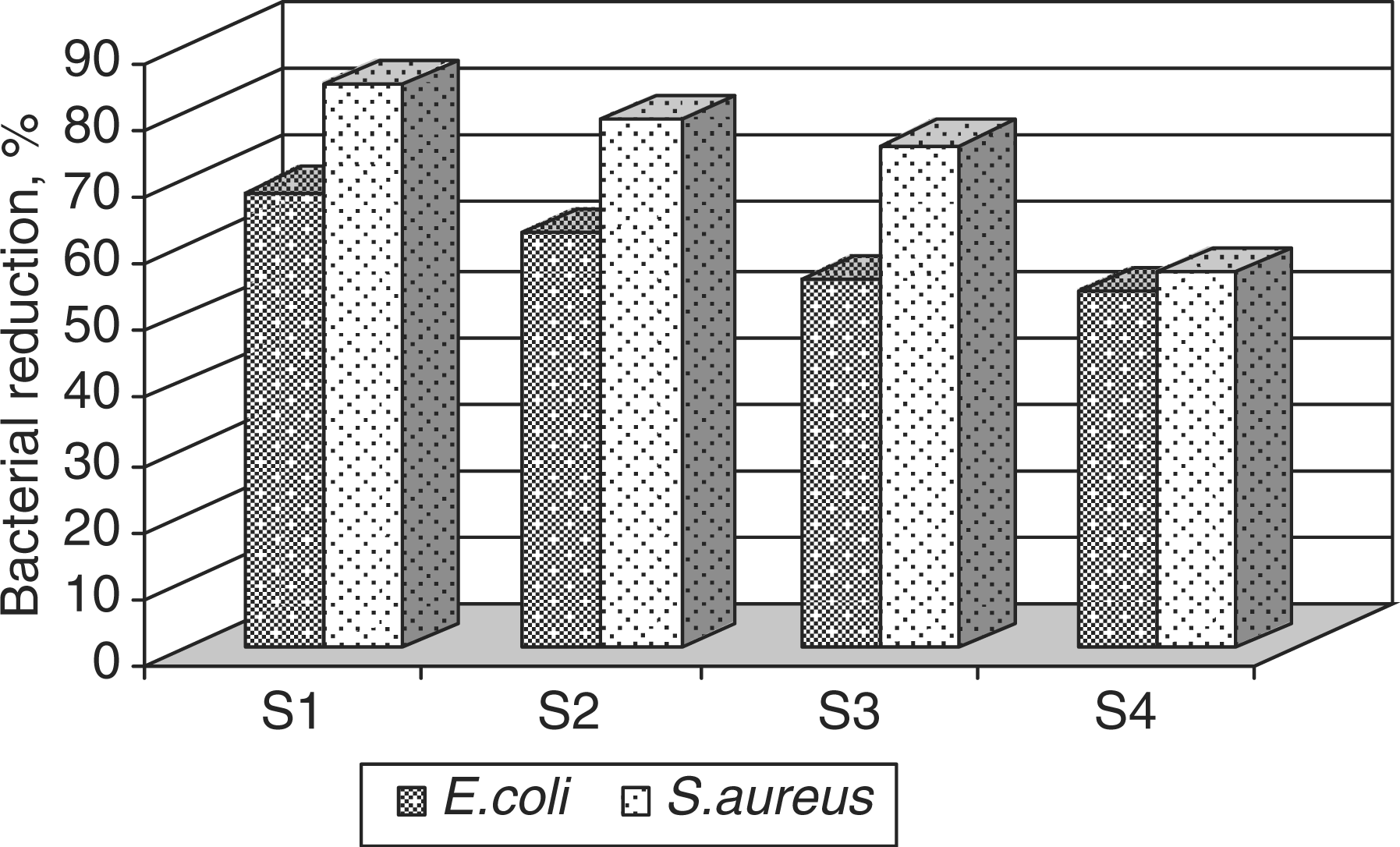
From the test results, higher antimicrobial values were noticed for 100% bamboo charcoal fabrics (S1) against both E. coli and S. aureus, which may be due to the bacteriostatic nature of bamboo charcoal that inhibits bacterial metabolism, which in turn leads to the inhibition of growth of bacteria. This is mainly due to the natural antibiosis function of the activated bamboo charcoal fiber that keeps the bacterium away from the fabric The anitmicrobial activity in terms of bacteial reduction (%) was noticed to have decreasing trend as the lyocell fiber content increases in the union fabrics. The bamboo charcoal fiber retains the natural anti-bacterial and anti-fungal traits of natural bamboo and causes fewer allergic skin reactions than other fibers sterilized with antimicrobial agents. Bamboo charcoal fabrics resist the growth of bacteria very efficiently.
Conclusion
Medical textiles always look for new products, new uses for existing products, and better substitutes. This study has attempted to combine the eco-friendly and antimicrobial bamboo charcoal fiber with lyocell to produce a fabric having applications in medical textiles. Four woven plain fabric samples were produced using PBBC yarns and lyocell yarns by changing the ratio of the yarn content. The fabric samples have passed various technical tests and may satisfy various requirements of hospital textiles. The following are the conclusions derived from this study:
PBBC yarn has lower breaking strength but higher elongation than lyocell, thereby showing a better breaking work value. The plain woven sample containing 75% lyocell and 25% PBBC possesses the maximum fabric strength required for medical textiles among other samples. Due to higher elongation of bamboo charcoal yarns, 100% bamboo charcoal-based fabrics possess high fabric elongation value. The fabrics having 100% PBBC yarn are found to possess higher air permeability, WVP, thermal conductivity, and vertical wicking ability because of the highly porous nature of bamboo charcoal yarns. The water absorption rate of the union fabric was noticed to be higher when the lyocell content is more; the water spreading diameter was also observed to be more in the direction of the lyocell yarns proving its better water management property. The static and dynamic coefficients of friction value were noticed to be lower in the case of lyocell rich plain woven fabrics. With the anti-bacterial tests conducted, it is noticed that the addition of bamboo charcoal yarn increases the anti-bacterial property of the fabrics. Thus, 100% PBBC fabric has very good microbial resistance.
By considering the basic quality requirements of antimicrobial and comfort characteristics of the medical textile fabrics, the 75% PBBC and 25% lyocell-blended union fabric possesses optimum fabric strength, higher microbial resistance, good thermal conductivity, higher moisture transmittance in terms of water absorbency, water wicking, WVP, and water spreading behavior. Hence, this new product development for medical textile will pave a new spectrum for the development of healthcare textiles.
Footnotes
BIOGRAPHY
Mrs. P. Kandhavadivu was born in Coimbatore, Tamil Nadu, India on 17th March 1966. She received B.Tech and M.Tech (Textile Technology) degrees from PSG College of Technology, (Bharathiar University) Coimbatore, with First class with Distinction in 1987 and 2002 respectively. She cleared GATE 2000 examination and was awarded with a National level scholarship. She was also awarded with ‘The Best out going student’ award by the PSG Alumni Association. She has completed Diploma in Apparel Export Management from National Institute of Export Management in 2004.
She has 13 years of teaching experience in various educational Institutions in the areas of Textile and Fashion Technology. At present she is working as an Assistant Professor (Senior Grade) in the Department of Fashion Technology in PSG College of Technology, Coimbatore. She is specialized in Pattern Making, Fabric Manufacture and Knitting Technology.
She has organized various National and International level Conferences and workshops in the areas of Textile and Apparel Technology. She has published four papers in International Journals, five papers in National Journals and has presented fifteen research papers in National and International Conferences.