
Abstract
Natural fibre (flax) plain type of woven fabric is developed by using solid braided yarn and is utilised as filler material and PLA (polylactic acid) as a matrix. Solution casting is then used to create sheets of pure PLA and flax fabric–PLA. Composites are manufactured by sheets sequencing technique using the hot compression moulding method. Water absorption, thickness swelling and flexural tests are performed in loading directions of warp and weft of the composites. Results revealed that the absorption of water and swelling of thickness are enriched with an addition of flax fabric. The weft direction loaded composite displayed greater values of water uptake and thickness swelling. The warp direction loaded composites demonstrated the highest flexural strength (92.3 MPa) and modulus (4.5 GPa) compared to weft direction loaded composites. These values are decreased after water absorption.
Introduction
Recently, renewable and environmentally friendly materials are gaining increasing interest due to the energy crisis and rising environmental concerns. 1 Because, synthetic composites have many environmental issues such as disposal or management of used non-bio-degradable plastics, recovery and recycling of these plastics is time-consuming and expensive. Due to this reason, the use of synthetic composites is limited in many engineering applications in the composites field. 2 Hence, considerable attention has been given to composite materials manufactured from biopolymers and reinforced with NFs (natural fibres) due to their great mechanical, physical and bio-degradable characteristics. 3
The NFs can be used as filler materials in thermosetting or thermoplastic polymers, and substitute the conventional synthetic fibres (which include carbon, glass, aramid and so on). Compared to conventional fibres, these NFs are advantageous regarding specific weight, flexibility in processing, no toxic gas release during processing, low cost, thermal stability, dimensional stability, lower environmental impact, chemical resistance, good strength, modulus, agro-waste utility, fully bio-degradable, renewable, recyclable and required low energy for processing.4,5 Flax fibre is a NF and is found within the fibre groups in bark layers known as the base layer. These NFs are normally used in composite applications. Flax fibres are manufactured with hemicellulose and cellulose, which are held together by a matrix comprised of lignin/pectin. 6 Flax fibre has good mechanical properties and therefore it is taken into consideration as one of the strongest fibres among NFs. Because of this, flax fibres are added to polymer composites (PCs), which are used in a variety of industrial applications such as packaging, textiles and automobiles. 7
Now a days, PLA among bio-degradable polymer systems, has reached the peak of commercial interests of the advancement in the sustainable developments. PLA may be synthesised utilising lactic-acid condensation polymerisation or cyclic lactide dimer ring opening polymerisation. 8 PLA has desirable mechanical properties including greater stiffness and strength in comparison to conventional plastics like polystyrene and polypropylene. 9 The low thermal stability and low impact strength are the disadvantages of the PLA resin, which limits its applications. To gain better properties it has been proposed with reinforcement of NFs, such as kenaf, cellulose, hemp and abaca fibres. 3
Oksman et al. 10 performed a mechanical property examination on PLA–flax fibre composites, which are manufactured by the extrusion and compression moulding method. It is concluded that the strength of the flax fibre–PLA composites is 50% greater than the flax fibre–PP composites. Bax and Mussig study on flax/PLA composites shows that increase in reinforcement (10%, 20% and 30%) the impact strength, tensile strength and Young's modulus are increased proportionately from 9.97 to 11.13 kJ/m2, 42.73 to 54.15 MPa and 3.90 to 6.31 GPa, respectively. 11 From PLA/flax fibre double-covered uncommingled yarn, plain and rib-knitted double-faced fabrics are produced. Using the film stacking technique composites are prepared in a hot-press (compression moulding) machine. 12 Flexural and impact experiments are conducted on these composites and the results reveal that the double-faced plain knitted fabrics reinforced composites received flexural strength of 10.90 MPa and impact strength of 80.69 J/m and these results are higher in contrast with rib knitted double-faced fabric-filled composite values (5.22 MPa and 56.54 J/m). Kumar et al. 13 conducted mechanical properties study on flax fabric-filled PLA composites. The results presented that the pure PLA has a poor tensile strength of about 5.9 MPa and is increased for flax fabric reinforcement. For 30% of fibre reinforcement composite showed tensile strength of 21 MPa.
The NF-reinforced composites also have some drawbacks. NFs are hydrophilic in nature and reinforcement of these fibres limits their resistance to water absorption. Because of this, fibre swelling occurs and it results in a decline in the mechanical and dimensional capabilities of the composites. 14 Siengchin et al. 3 conducted a water absorption study on composites produced by the hot press method using polylactide (PLA), woven flax fibre and boehmite alumina. It is found that the water absorption for flax/PLA is high and it is reduced by approximately 30% for the incorporation of alumina particles with flax/PLA. The water sorption study is performed on non-oxidised TiO2-coated and oxidised TiO2-coated unidirectional flax fabric reinforced PLA composites. 15 It is noticed that the TiO2 grafting reduced the moisture uptake of the fibre and is 17.6% lower than as received one. Shanks et al. 6 fabricated the PLA composites by reinforcing acetone washed polymerisation treated flax fibres. It is found that the water absorption resistance property and storage moduli of the treated flax fibres are better than the unwashed flax fibres. Commingled yarns with flax–PLA and flax–PLA sandwich structures are manufactured by thermoplastic pultrusion. 16 Sandwich structures consist non-woven material as the core and commingled yarn as an outer layer. Water uptake study shows that the non-woven material layer reinforced composites water uptake is much more than the only commingled yarns filled composites. Duigou et al. 17 investigated the water-absorption effect on the stiffness of the PLLA–flax composites. After 2 months of immersion of unidirectional flax fibre filled composites showed a 40% reduction in stiffness. Duigou et al. 18 also conducted seawater ageing on flax–PLLA composites at different temperatures (20 and 40 °C). The unaged flax–PLLA composites received tensile strength and modulus of 89 MPa and 9.52 GPa, respectively. After 90 days of water uptake at 40 °C sea water, matrix (pure PLLA) tensile stress and stiffness are hardly affected. But in the event of flax–PLLA composites, strength and stiffness are diminished to 39.4 MPa and 1.69 GPa. This is because of matrix hydrolysis, structural modifications, fibre–matrix interface degradation, swelling and fibres degradation.
Micro-braided yarn using the tubular braiding method is developed by Khondker et al. 19 in which the core of the braided yarn is jute, and the homo-polypropylene and PLA polymer matrix fibres are braided around these jute yarns. Using these micro-braided yarns composites are prepared by compression moulding method. The micro-braided jute/PLA composites demonstrated improved tensile strength and Yong's modulus of 72–78 MPa and 7.5–8.5 GPa, respectively, for jute content ranging from 22.5% to 38%. The filler's braided structure, which increased the matrix's wettability on fibres, fibre–matrix adhesion and uniform fibre and matrix dispersion, is the cause of the improved mechanical performance. Rajesh and Pitchaimani 20 presented that the tensile stress (103 MPa) and modulus (800 MPa) of the composites filled with NF woven fabric (prepared using flat braided yarn) are higher than the normal woven fabric composites strength (48 MPa) and modulus (500 MPa). Similarly, the braided composite's tensile strength and flexural strength are 202% and 108% higher than the short-random fibre composites. Also, Kanakannavar et al.21,22 presented that the addition of NF plain woven fabric with braided yarn with the PLA polymer has good wear resistance and resistance to thermal deflection properties compared to pristine PLA.
The objective of the present research is to manufacture the NF braided yarn plain woven fabric-filled composites and examine the influence of water absorption and swelling of composites on mechanical characteristics. For this flexural test is conducted on the prepared composites before and after the water absorption test. A microscopic analysis is done by utilising SEM micrographs.
Experimental
Materials
PLA (3052D) received from Nature Tech India Ltd Chennai, India is utilised as a matrix material and its properties are listed in Table 1. Natural fibre (flax) is procured from The Matrix Enterprises, Tirupur, India in the structure of the normal twisted yarn. Sri Durga Laboratory Equipment Suppliers, Mangalore, India is supplied DCM (dichloromethane) and it is utilised to dissolve PLA.
Properties of PLA polymer.
Braiding is a manufacturing technique of strong and thick threads, in which the yarns (three or more numbers) along the length and axis of the thread are cross-linked. In this work, four normal twisted yarns (strands) are used to make braided yarn using four spindle braiding machine with solid braiding techniques. Figure 1 represents the prepared braided yarn, where Figure 1(a) indicates the braided yarn structure and Figure 1(b) indicates the braided yarn sectional view, from which one can see the four strands (normal twisted yarns) of braided yarn. The prepared braided yarn diameter, braiding angle, yarn number and tensile strength are evaluated as 0.52 mm, 22°, 254.27 Tex and 250.33 MPa, respectively. The fabric is further prepared using the braided-yarns using a handloom machine with a plain structure. Figure 2 represents the sample images (photographic and SEM micrographs) of the prepared natural fibre braided yarn woven fabric (NFBF). The manufactured woven fabric with plain structure has a GSM of 444.33 g/m2, a thickness of 0.9 ± 0.1 mm, and tensile strength in warp and weft directions are 38.18 MPa and 18.80 MPa, respectively.
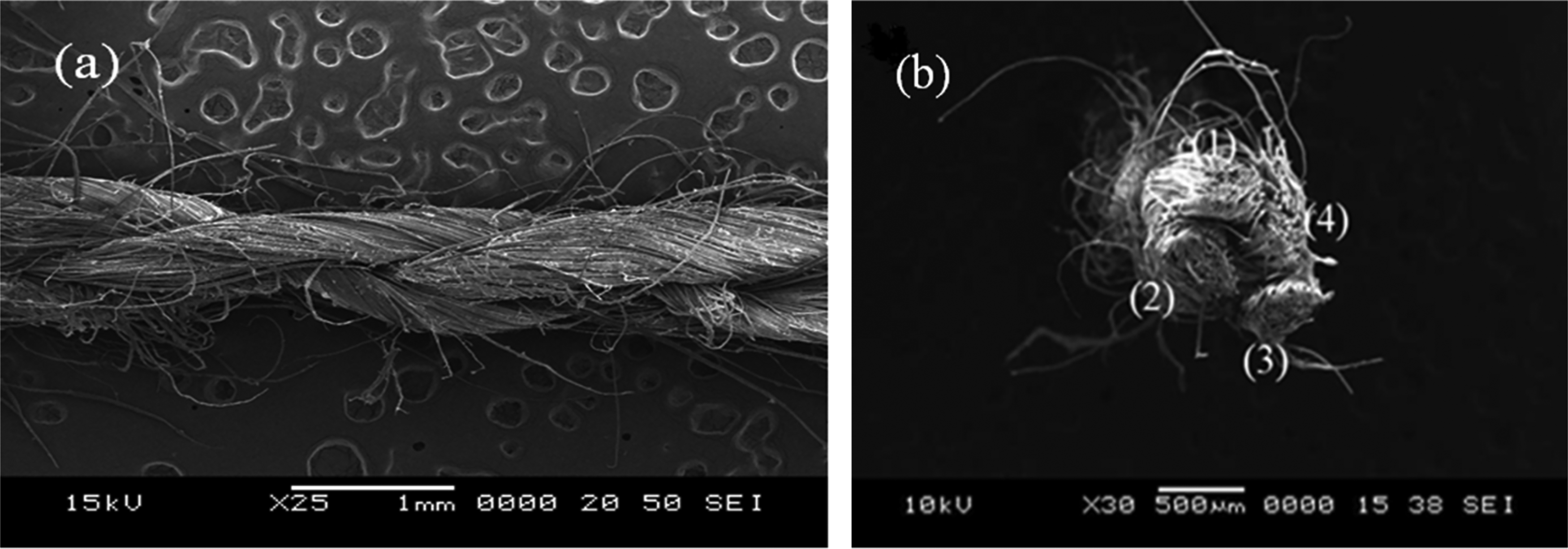
Braided yarn optical photographs: (a) longitudinal and (b) sectional views.
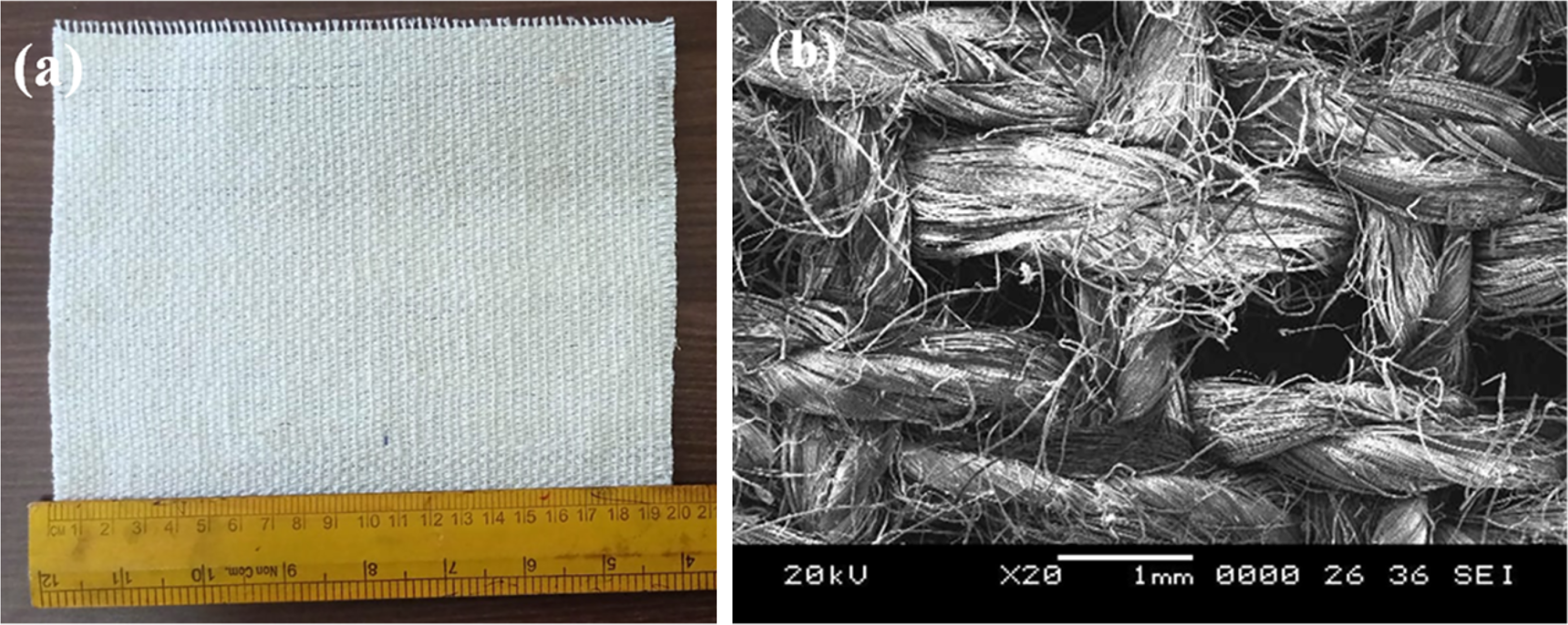
Prepared braided yarn fabric: (a) photograph and (b) SEM micrograp.
Composite preparation
Before composite preparation, PLA and NFBF–PLA sheets are developed with the solution casting process. The purchased PLA matrix pellets are dissolved in DCM and developed the PLA-DCM solution. The solution is then poured into an aluminium tray without (for neat PLA sheet) and with fabric reinforcement (for NFBF–PLA sheet). The DCM is then allowed to evaporate in these trays for 48 h at standard room temperature. The NFBF–PLA and pure PLA sheets are sequenced as PLA/NFBF–PLA/PLA. This configuration is compressed for 15 min at a temperature and pressure of 180° C and 5 MPa in a compression moulding machine. After room temperature cooling composite plates (laminates) are removed and testing coupons/specimens are sliced as per required testing standards. The composite laminates in the current work are created with different fibre weight percentages and the following equation is utilised to measure the fibre weight percentage.
Water absorption study
According to ASTM D570,
23
a study on the water uptake of neat PLA and its composites is conducted. Neat PLA (NFBF0) and braided flax–PLA composites with different fractions of weight (NFBF11, NFBF22 and NFBF33) are considered for this study. Before the test, each specimen's initial weight and thickness are determined, and conditioned specimens are soaked at room temperature in distilled water. From the water, specimens are removed after every 24 h, and water at the specimen surface is wiped off with a cotton cloth before the thickness and weight are measured. Until the specimen mass achieves a consistent value, this process is repeated. To evaluate the percentage of WA (water absorption), equation (2) is applied.

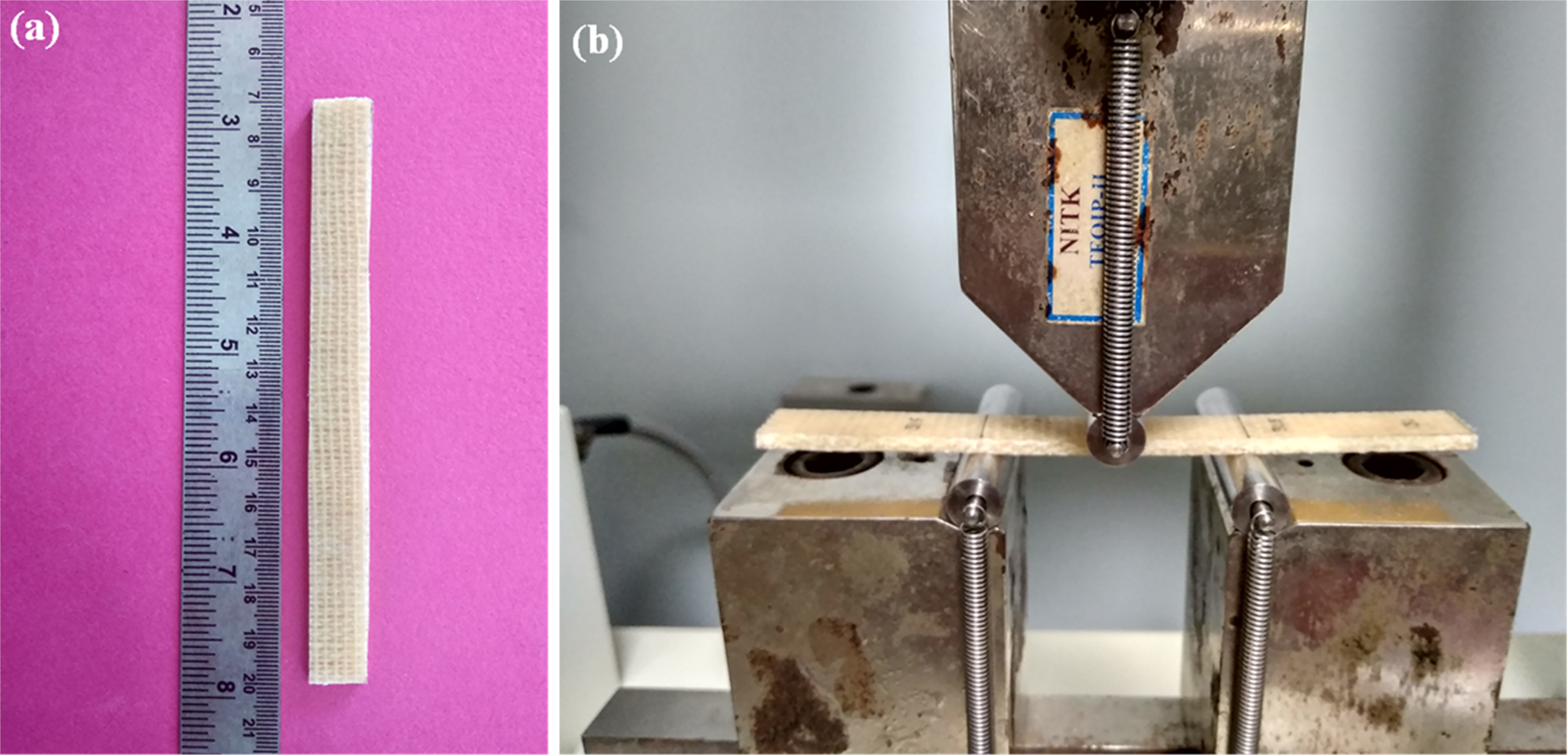
(a) Flexural test specimen and (b) specimen placed in flexural testing fixture.
Flexural stress refers to the stress experienced by a uniform elastic material during a flexure test, where a simple beam is supported at two points and loaded at the centre. The highest stress in the outer surface of the test specimen is found at the midpoint. To determine this stress at any point along the load–deflection curve, the following equation can be used.
24

The flexural modulus, also known as the modulus of elasticity, represents the ratio that defines the correlation between stress and strain within the elastic limit. It can be determined by drawing a tangent to the steepest initial straight-line segment of the load–deflection curve and utilising the following equation.
24

SEM analysis
On the JEOL JSM-6380LA scanning-electron-microscope, micrograph analysis is done to examine the composite surface's appearance both before and after the water uptake of the flexural test fractured surfaces. To avoid the charging gold sputtering is done on composite fractured surfaces.
Results and discussion
In the present work, three different fibre weight fractions 11%, 22% and 33%, are used to make composite materials. These composites are named NFBF11, NFBF22 and NFBF33, respectively. The findings of these composites are contrasted with the outcomes for pristine PLA, which are shown as NFBF0.
Water absorption
Water sensitivity is a crucial factor for many applications of wood-plastic materials. Figures 4 and 5 demonstrate the water-uptake and thickness-swelling characteristics of NFBF–PLA composites at different loading levels of fibres dipped in distilled water at room temperature along warp and weft directions. Features of water-absorption and thickness-swelling are improved by an increase in fibre weight percentage. Pure PLA does have a 0.3% water absorption, which results in a swelling of 0.66% in thickness. The NFBF33 composite absorbed the highest amount of water about 4.55% and 5.78% for the warp and weft direction immersion, respectively. This results in higher TS of these composites of about 2.75% and 2.92%, respectively. Natural fibres are tubular porous structures, reinforcement of these fibres creates more water residence sites which increases the water absorption by capillary action. Water absorption of PCs reinforced with NFs depends on fibre permeability, fibre orientation, fibre loading, surface protection, exposed surface area, diffusivity, void content, temperature and individual component's hydrophilicity. 23 Figures 4 and 5 also clearly shows the influence of fabric orientation on the absorption of water and the swelling behaviour of the composites. A higher amount of water sorption is observed for the NFBF composites immersed along the weft direction compared to the composite immersed along the warp direction. When NFBF–PLA specimen (127 mm × 13 mm × 3 mm) is immersed longitudinally in the water, more surface area is exposed along the width direction compared to the longitudinal route. Hence the absorption of water by the composites is higher along the direction of specimen width. When the composites are immersed along the weft direction, the width side of the test specimen will be warp-direction. Hence, it absorbs more water due to the higher yarn density (10 yarns/cm) present along the warp-direction. Similarly, in warp-direction submerged specimens, its width side is weft-direction, which has a lower yarn density (6 yarns/cm). Due to this reason, the absorption of water and TS percentage is higher for weft direction immersion compared to warp direction immersion.
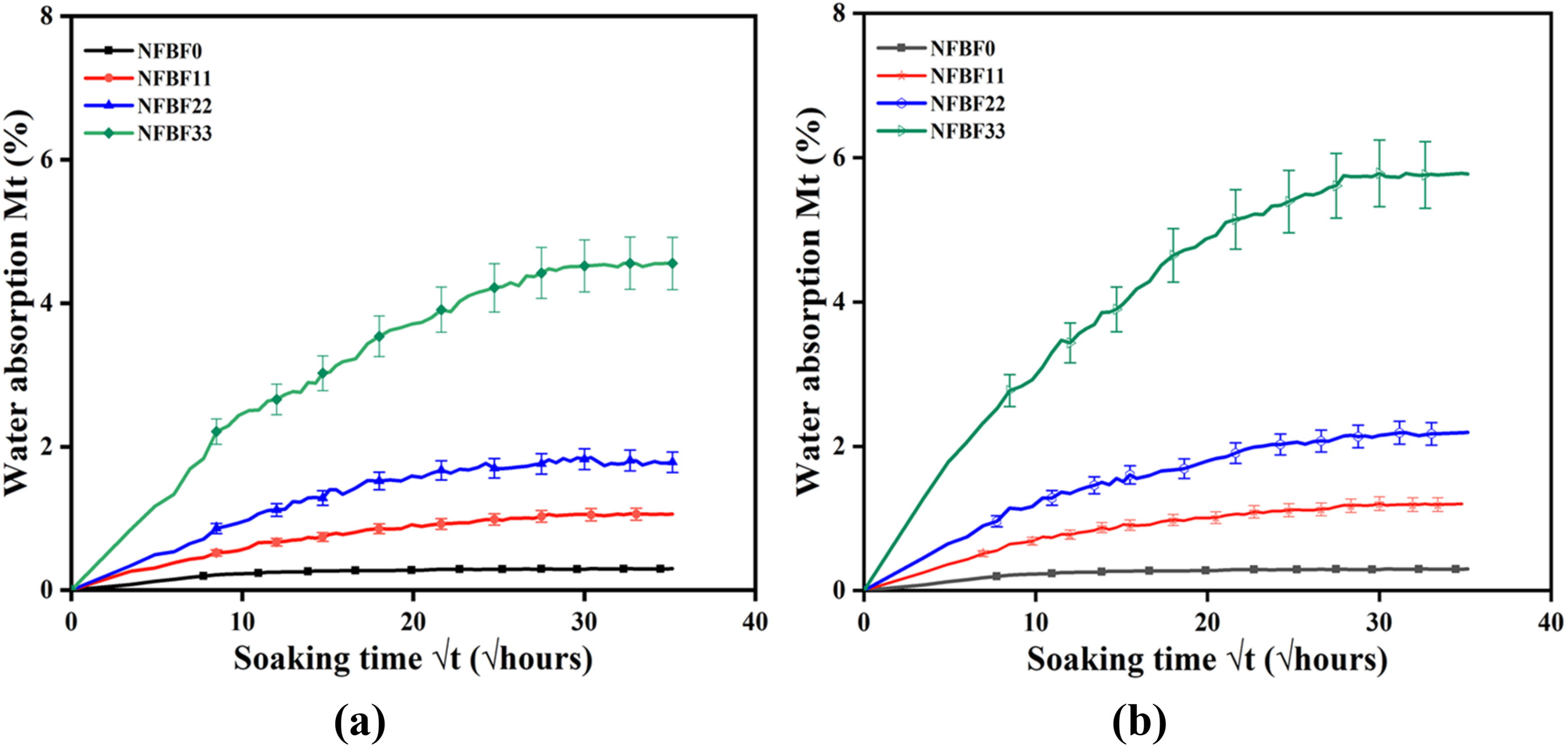
PLA and NFBF composites water absorption under (a) warp and (b) weft direction loading.
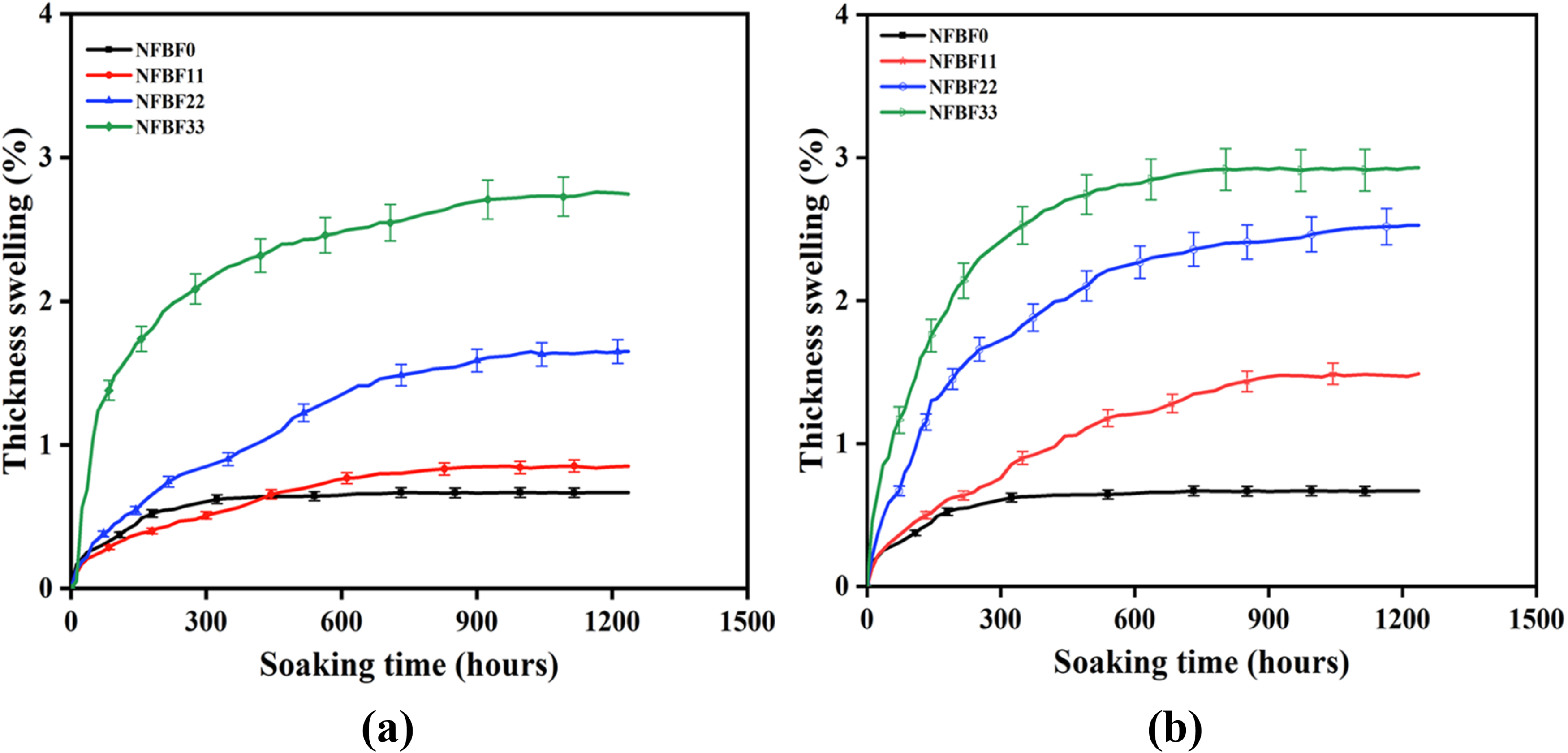
PLA and NFBF composites thickness swelling under (a) warp and (b) weft direction loading.
From Figure 4, it is also noticed that the moisture/water uptake for the NFBF33 is higher compared to the NFBF11 and NFBF22 composites in both warp and weft directions. This can be explained by Figure 6. From Figure 6 it is noticed that in the NFBF11 the fibre layer or fabric is exactly at the centre of the PLA layers, hence the water absorption can only take place at the sides of the specimen and no water absorption takes place through the thickness of the specimen. Similarly, in the NFBF22, both fabric layers are covered with the PLA layer hence in this specimen also the water absorption is lower. But in the case of the NFBF33, it can be observed that some of the fibres are directly exposed to the environment. This is because the fabric thickness is around 0.9 to 1 mm and the prepared composite specimen thickness is 3 mm to 3.1 mm, respectively. Hence, the fibres are exposed directly to the environment and because of this reason in the NFBF33, the water absorption takes place through the thickness/surface of the specimen along with the edges of the specimen. This is the reason for the higher water uptake associated with the NFBF33 composites. This justifies the effect of fibre loading, exposed surface area and orientation of fibre on the absorption of water.
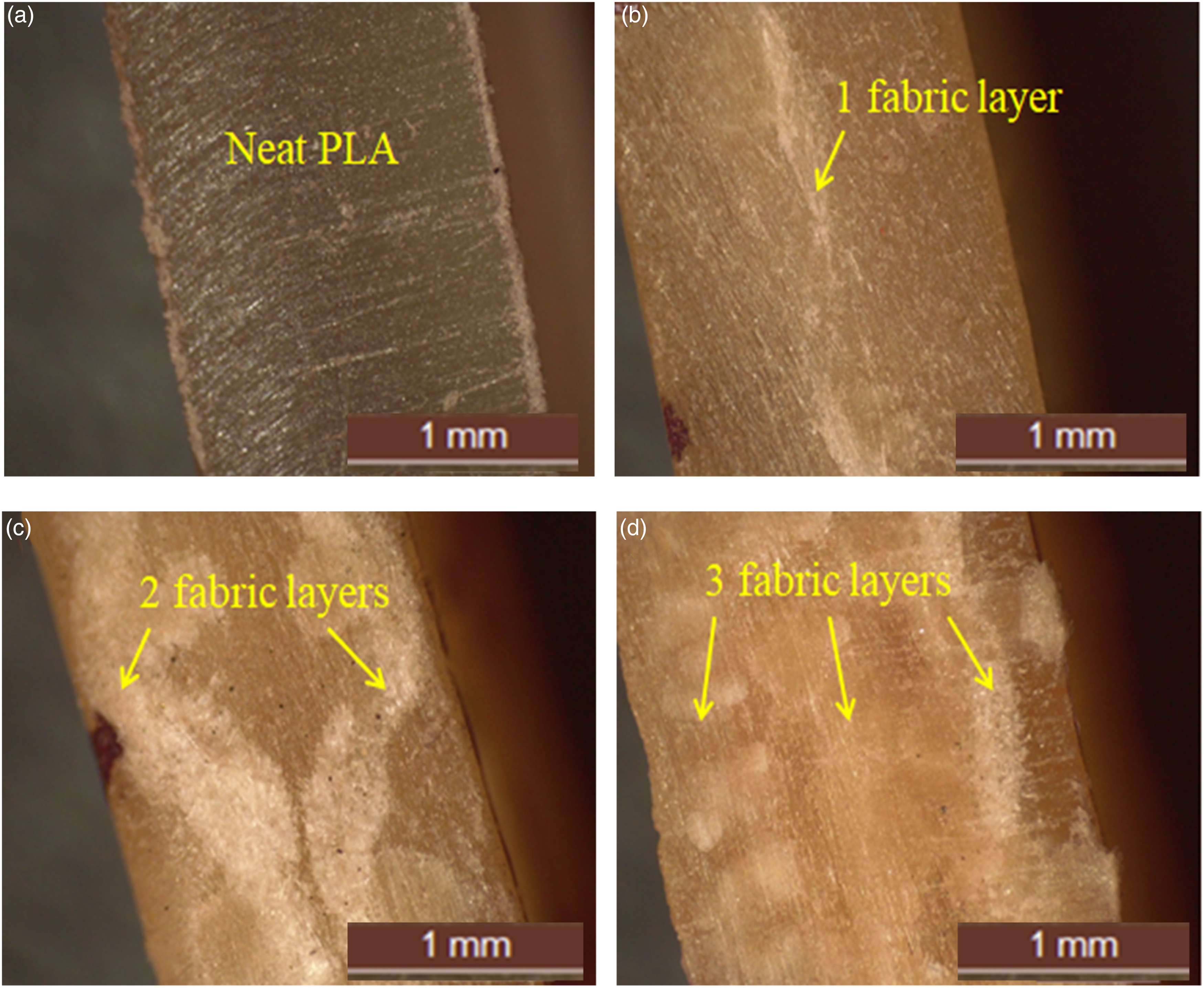
PLA and its composites cross-sectional views (a) NFBF0, (b) NFBF11, (c) NFBF22 and (d) NFBF33 PLA composites.
Transport coefficients
The kinetic parameter, diffusion-coefficient (D) is calculated from Equation (6):
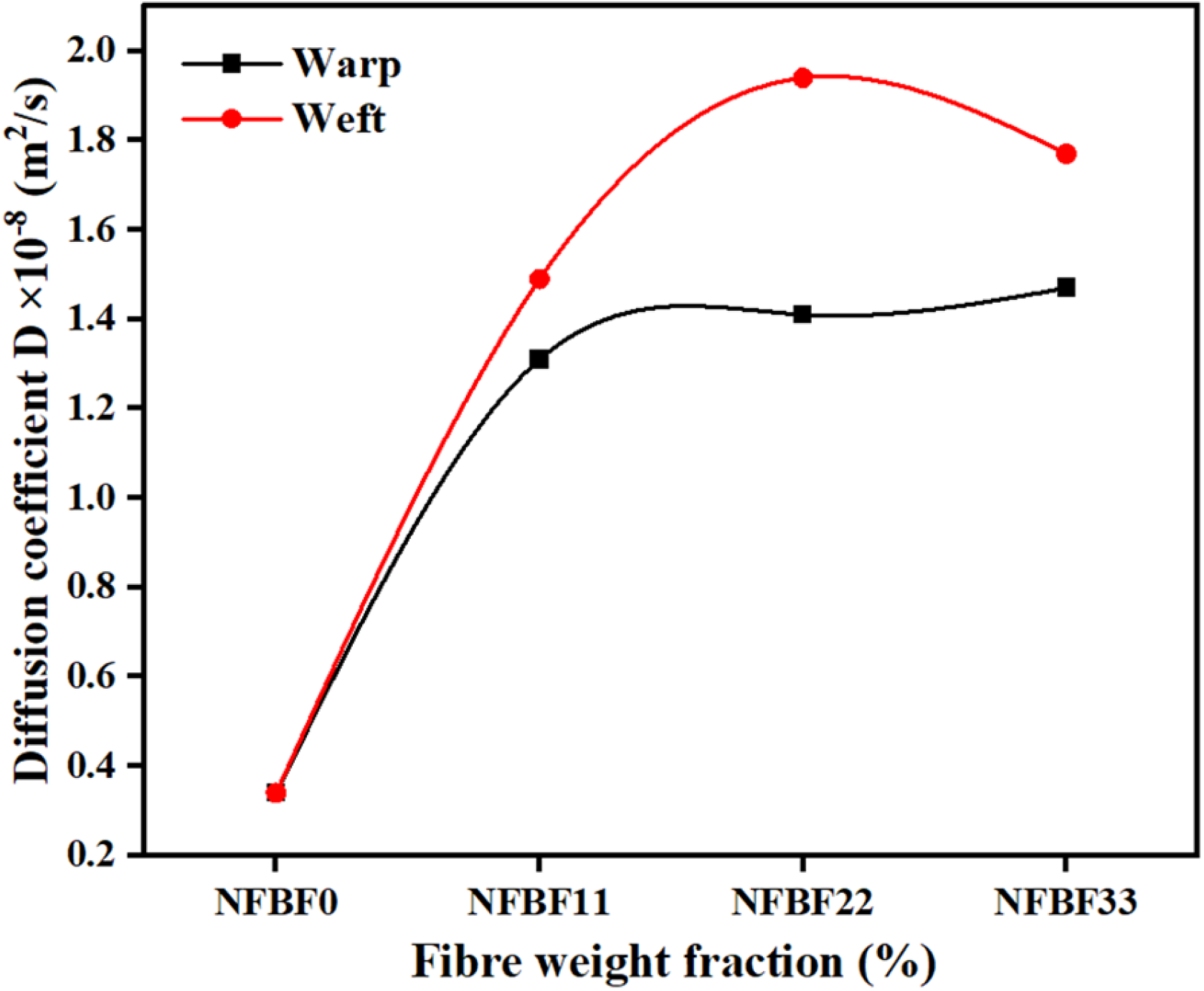
PLA and NFBF composites diffusion coefficient in warp and weft direction loading.
The permeability of water in the composites relies upon the NFs water absorption capability. Because in the NF-reinforced composites the permeability of water occurs through sorption. Hence, to calculate the permeability, the sorption coefficient (S) is commonly used. The sorption coefficient (S) for equilibrium water absorption of the composites is determined using Equation (7).
27


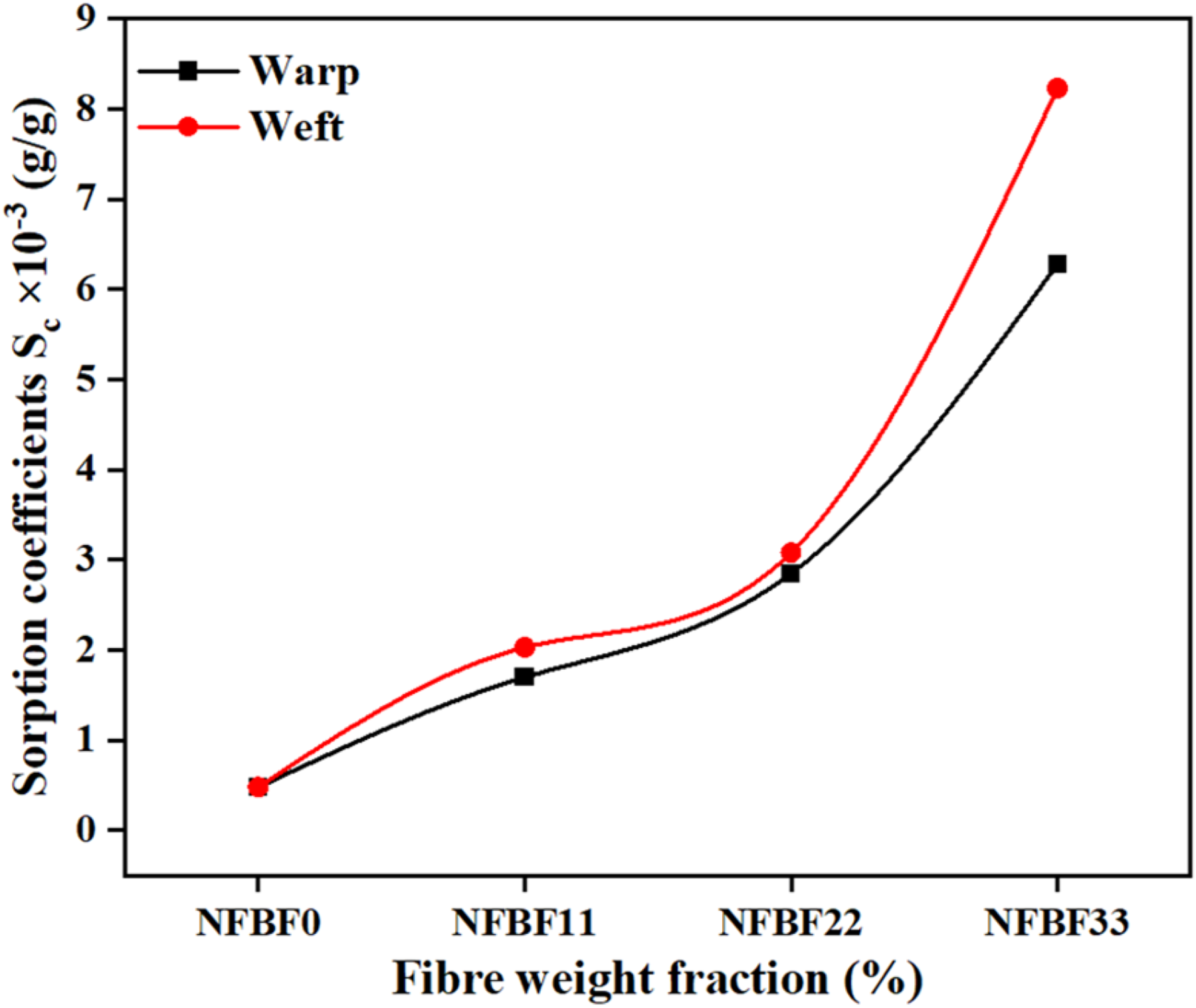
PLA and NFBF composites sorption coefficient in warp and weft direction loading.
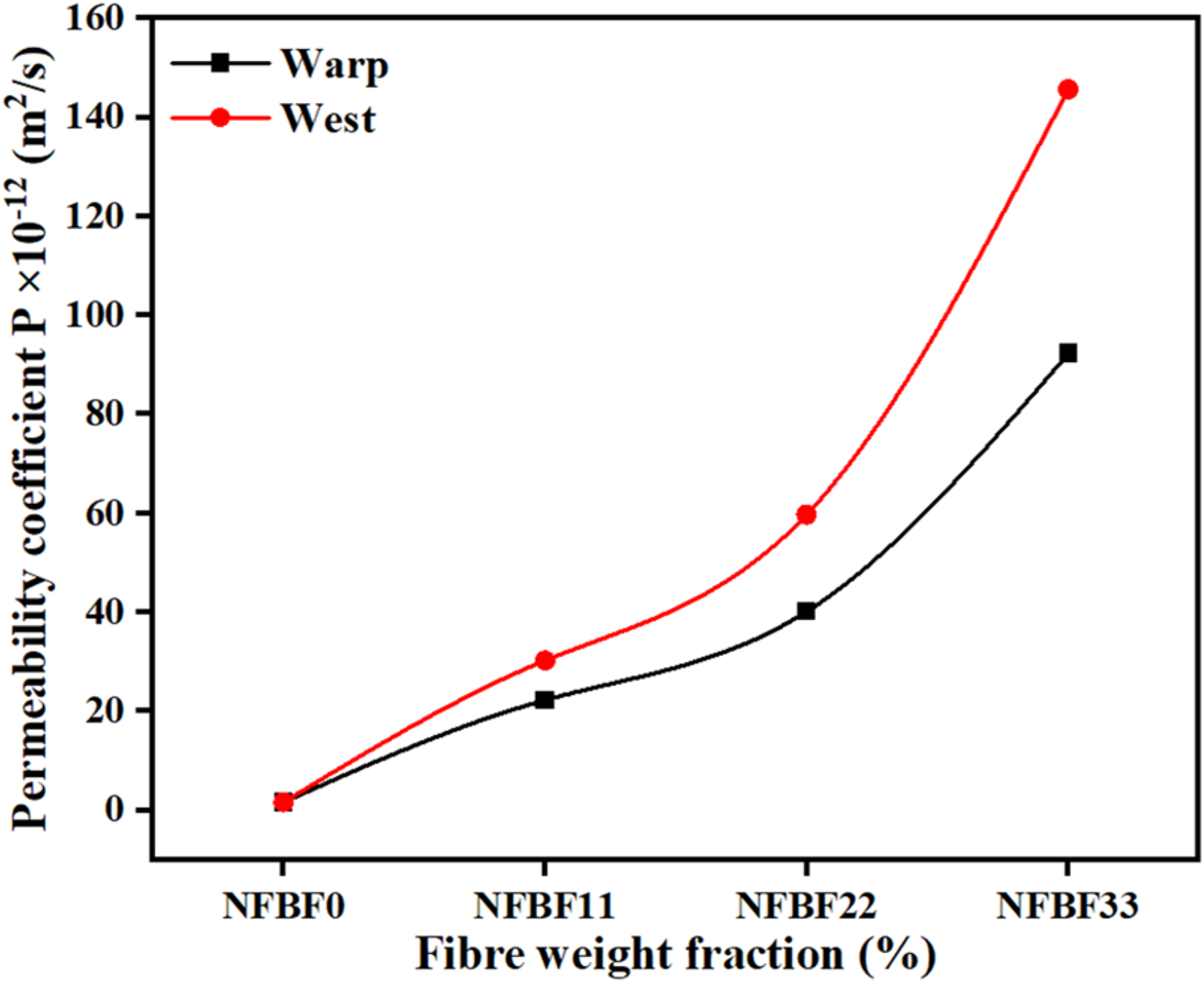
PLA and NFBF composites permeability coefficient in warp and weft direction loading.
Effect of water absorption on flexural properties
NFBF–PLA composite's flexural characteristics (strength and modulus) along the warp and weft direction loading with and without water-uptake are indicated in Figures 10 to 13. Figures 10 and 11 indicate that flexural characteristics of the PLA composites are enriched with the addition of NFBF and with the increase in fabric content, these properties are further increased. The NFBF33 composite showed the highest flexural-strength and flexural-modulus, which are 92.3 MPa and 4.5 GPa, respectively, and these values are 42.88% and 52.07% higher than pure PLA. The composites loaded in weft direction indicated lower flexural-strength and flexural-modulus, due to lower yarn density (less yarns) present along this loading (weft) direction. The NFBF composite's flexural-strength is decreased with the water-uptake percentage increase and it is decreased further with the increase in braided fabric content. Because of the water uptake, the flexural properties (strength and modulus) reduction is noticed. For pure PLA reduction is 9.59% and 3.13% and for the NFBF33 composite (for warp direction loading) the corresponding values are reduced about 23.23% and 26.89%, respectively. After water uptake, there is a drop in flexural characteristics, which could be attributable to the poor fibre–matrix interface. 28 Because there are many hydroxyl (–OH) groups present in a structure of natural fibres, a lot of hydrogen-bonds are created between a polymer and cellulose macro-molecules. 29 Natural fibres with a high concentration of hydroxyl groups (–OH) are less moisture resistant, have weaker fibre–matrix bonds and have more dimensional variation. These factors reduce the mechanical qualities of composite materials. 30
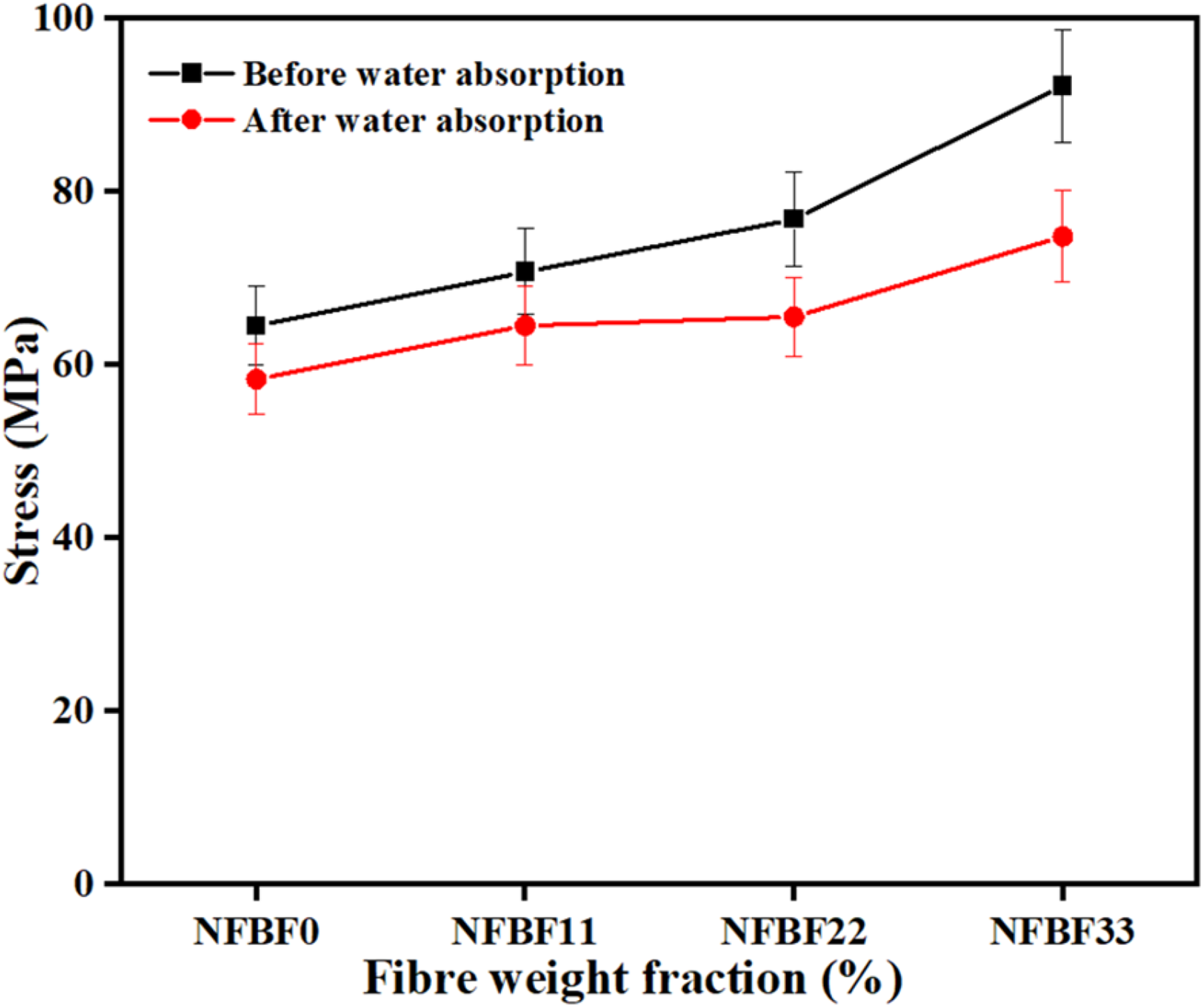
PLA and NFBF composites flexural stress in the loading of warp-direction.
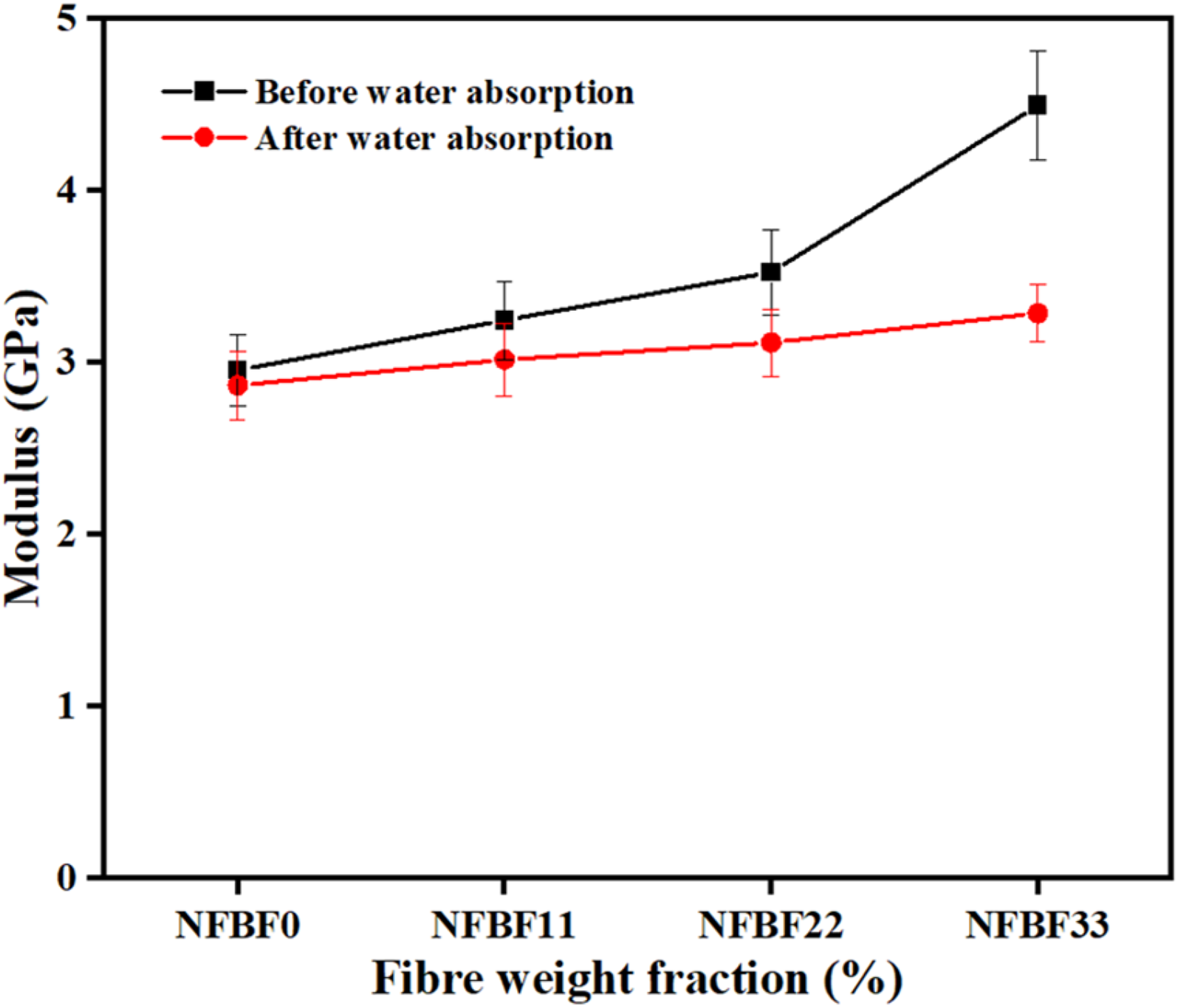
PLA and NFBF composites flexural modulus in the loading of warp-direction.
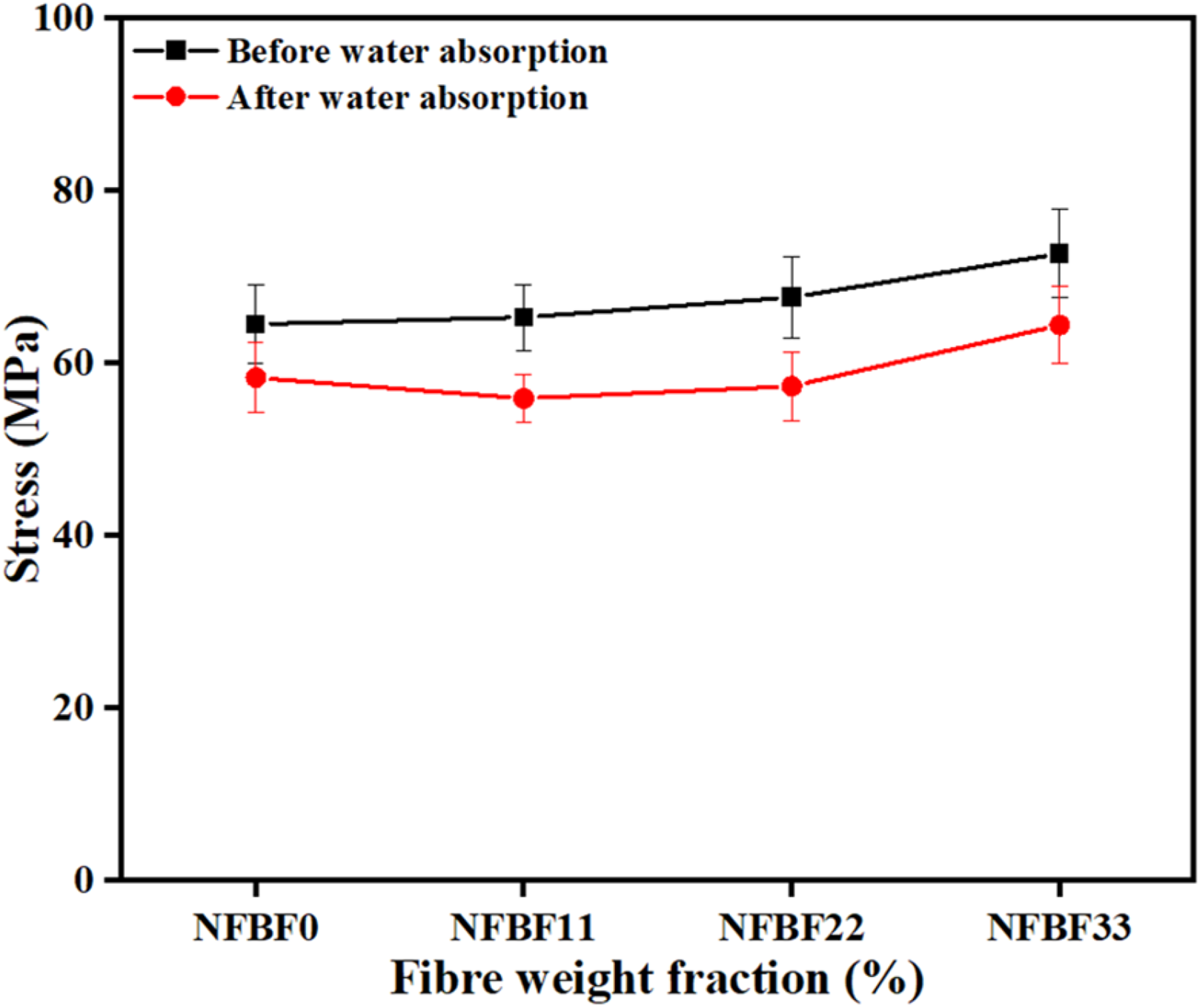
PLA and NFBF composites flexural stress in the loading of weft-direction.
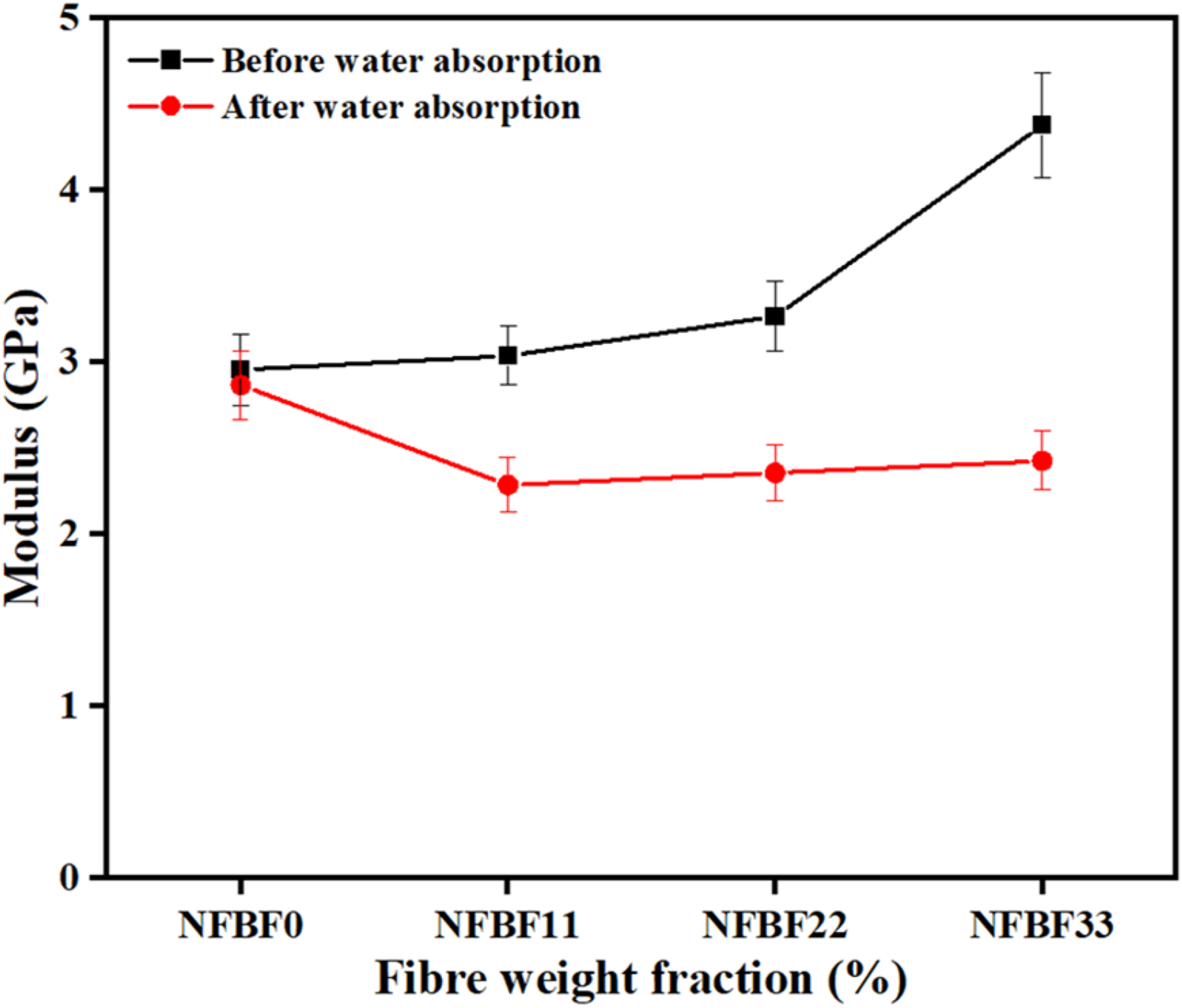
PLA and NFBF composites flexural modulus in the loading of weft-direction.
Fractographic observations
Figure 14 shows microstructure pictures of the NFBF–PLA composite's broken surfaces both before and after the water absorption tests. Fractured fibres, kink bands and also the strong interfacial adhesion between fibre–matrix are noticed on the composite fractured surfaces before the water absorption test as indicated in Figure 14(a). However, the broken surface of the NFBF composite (as seen in Figure 14(b)), is completely different following the water absorption test, which demonstrates the deterioration of the fibre–matrix interfacial connection. Good interfacial adhesion facilitates effective stress transfer capacity across the natural fibre and PLA, resulting in significant enrichment in flexural properties (strength and modulus). After the water absorption process, a significant amount of lignin and hemicellulose are leached out which results in the reduction of flexural characteristics of the composites after the water uptake. Also, the before and after water absorption specimens are shown in Figure 15, which indicates the significant change in the colour of the specimen after water uptake.
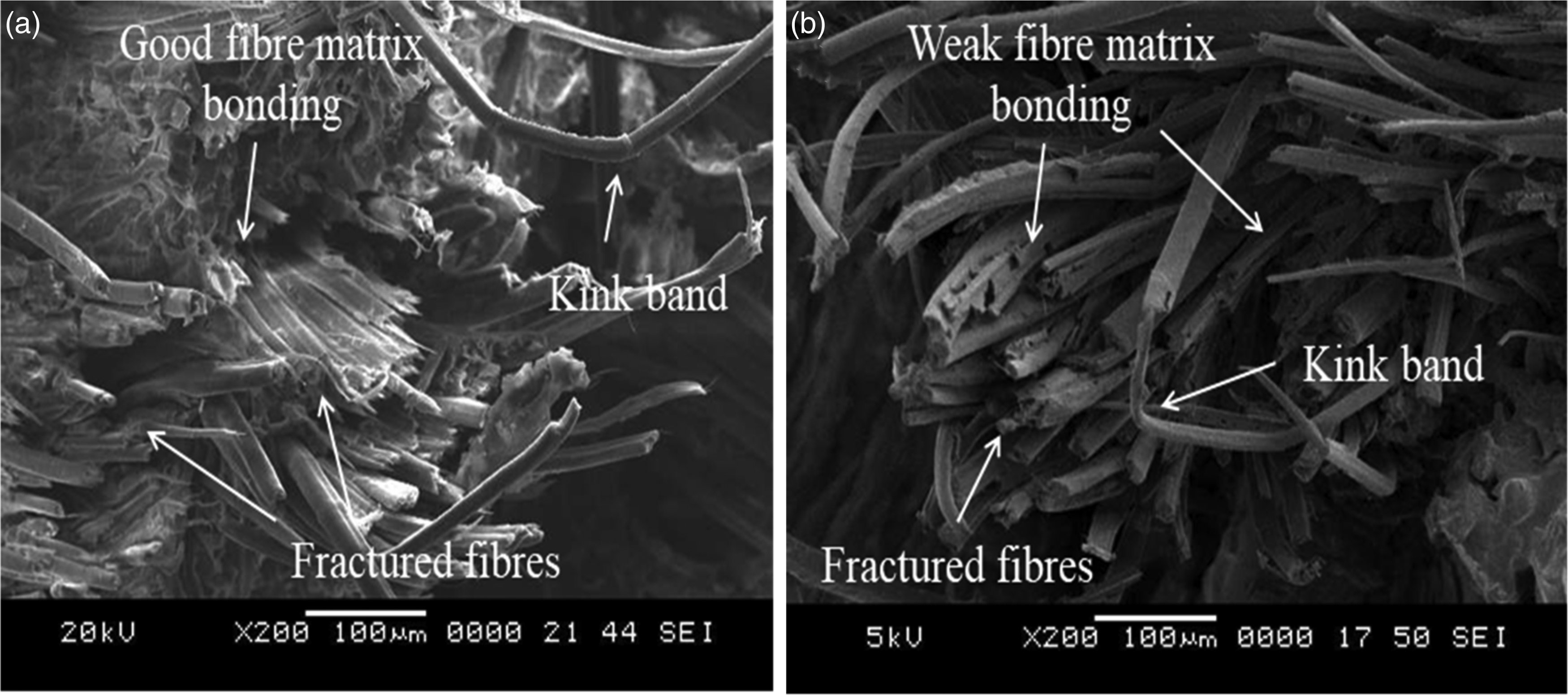
SEM micrographs of NFBF composites fractured surfaces (a) before and (b) after water absorption.
Specimens before and after water absorption test.
Conclusion
Natural fibre plain woven fabric with braided yarn is produced by handloom machine and is utilised as reinforcement material with PLA polymer. Film stacking and hot press compression moulding are used to create composites with various weight fractions. The reinforcement of braided yarn fabric improved the flexural properties (strength and modulus). The highest flexural strength and modulus of the 33 wt-% fabric reinforced warp direction loaded PLA composites are 92.3 MPa and 4.5 GPa, respectively. These values are 42.88% and 52.07% greater than those of pure PLA. The NF (braided flax) reinforcement increased the moisture uptake and TS of the composites and these are further increased with the increase in fibre content. The NFBF33 composite absorbed the highest amount of water of about 4.55% and 5.78% for the warp and weft direction immersion, respectively. Composite's flexural characteristics deteriorate when water is absorbed. NFBF composites have higher diffusion and permeability coefficients as compared to neat PLA.
Footnotes
Acknowledgements
The authors wish to acknowledge Prof. Narendranath, Material Characterisation Lab, NITK Surathkal, for providing testing facilities, and Prof. S M Kulkarni, FIST Composite Centre, NITK, Surathkal, for providing composite fabrication facilities.
Author's note
Sateeshkumar Kanakannavar is currently affiliated at Department of Mechatronics and Automation Engineering, Indian Institute of Information Technology Bhagalpur, Bihar, India.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.