
Abstract
A load-sharing-based mixed lubrication model, applicable to cam–roller contacts, is developed. Roller slippage is taken into account by means of a roller friction model. Roughness effects in the dry asperity contact component of the mixed lubrication model are taken into account by measuring the real surface topography. The proportion of normal and tangential load due to asperity interaction is obtained from a dry contact stick–slip solver. Lubrication conditions in a cam–roller follower unit, as part of the fuel injection equipment in a heavy-duty diesel engine, are analyzed. Main findings are that stick–slip transitions (or variable asperity contact friction coefficient) are of crucial importance in regions of the cam where the acting contact forces are very high. The contact forces are directly related to the sliding velocity/roller slippage at the cam–roller contact and thus also to the static friction mechanism of asperity interactions. Assuming a constant asperity contact friction coefficient (or assuming that gross sliding has already occurred) in highly loaded regions may lead to large overestimation in the minimal required cam–roller contact friction coefficient in order to keep the roller rolling. The importance of including stick–slip transitions into the mixed lubrication model for the cam–roller contact is amplified with decreasing cam rotational velocity.
Introduction
The cam–roller follower unit as part of the fuel injection equipment in heavy-duty diesel engines is subjected to very high loads coming from the fuel injector. The pressures experienced by cam–roller contact range between 0.7 and 1.7 GPa, corresponding to contact forces in the range of 2.5–17 kN. A schematic of the considered cam–roller follower unit is shown in Figure 1. Taking a look at the cam–roller follower unit then two contacts may be distinguished, namely the cam–roller contact and the roller–pin contact. The former is a nonformal contact, while the latter is a conformal contact. The roller itself is allowed to freely rotate along its central axis. The roller rotational velocity is a function of the driving torque (acting at the cam–roller contact), the resisting torque (acting at the roller–pin contact), and the torque due to inertial forces, as shown in Figure 1.
Cam–roller follower configuration showing the frictional forces acting at the cam–roller and roller–pin contact.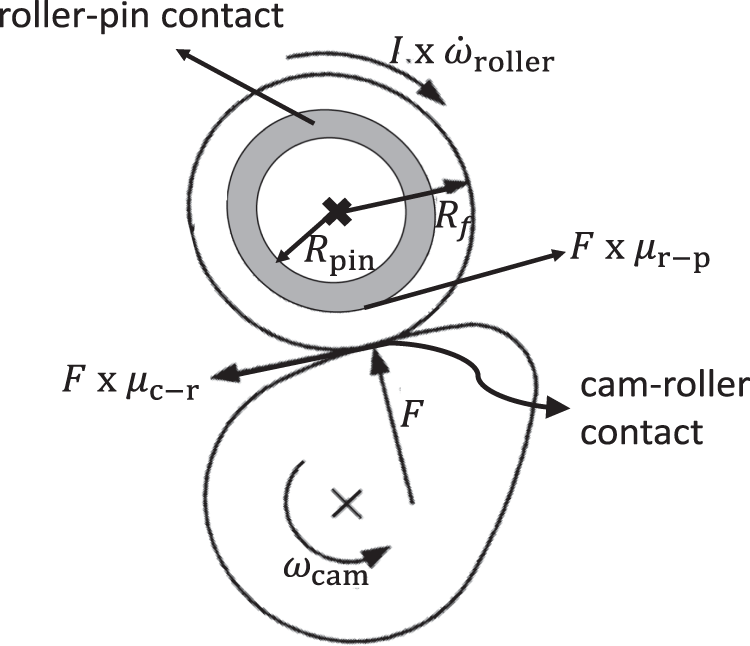
The preference of roller followers instead of sliding followers is nowadays more often made by manufacturers due to reduced friction losses and wear. 1 In fact, the use of roller followers leads to a very small sliding velocity at the cam–roller contact. The latter is often referred as roller slip in the literature. Of course, the tribological designer's requirement of the cam–roller follower unit is such that the almost “pure-rolling” condition at the cam–roller contact should be maintained under all expected operating conditions.
Roller slippage has been the subject of a number of theoretical and experimental studies, see for instance Duffy, 2 Khurram et al., 3 Chiu, 4 Ji and Taylor, 5 and Turturro et al. 6 As explained by Chiu 4 and also demonstrated in the experiments performed by Bair and Winer, 7 the magnitude of roller slip is strongly governed by the acting contact force, i.e. the higher the contact force the lower the magnitude of experienced roller slippage due to enhanced traction to drive the roller.
Chiu 4 and more recently Umar et al. 8 also showed that roughness effects play an important role in mixed friction calculations of the cam–roller contact. It is worth mentioning that the previously mentioned studies treated the asperity component of the mixed lubrication model using a statistical approach. Also, only lightly loaded cam–roller units (pressures up to 0.7 GPa approximately) were investigated. Tribological behavior of injection cam–roller follower units has been investigated by Lindholm et al. 9 ; however, their approach relies on semianalytical formulations for the mixed lubrication model.
Recently, Alakhramsing et al. 10 presented a full transient elastohydrodynamic (EHL) model for the coupled cam–roller and roller–pin contact. The aforementioned authors simulated a cam–roller follower unit as part of the fuel injection equipment of heavy-duty diesel engines and showed that a quasi-static analysis is justified for the considered application as transient effects are negligible. Also, the results showed that for low levels of friction in the roller–pin contact the sliding velocity at the cam–roller contact remains very small. Furthermore, the obtained film thickness profiles for the cam–roller contact suggested that the cam–roller contact operates in the mixed lubrication regime.
As mentioned earlier the sliding velocity, and thus also the slide-to-roll ratio (SRR), are strongly governed by the contact force. For the considered application of fuel injection cam–roller follower units, the SRR reaches values up to 10−6–10−5 in the nose region where the contact forces are the highest, 10 i.e. in the order of 15–17 kN. In rolling contact problems the SRR is often referred as the creep ratio, which is a more widely used term in vehicle dynamics. 11
Due to the existence of a finite value of the SRR rather than a zero value, the contact area is divided into micro-stick and slip zones in dry rolling contacts, which are exposed to combined normal and tangential loading. A stick zone can be defined as two contacting elements or group of elements, which have no relative velocity with respect to each other, as they travel through the contact. In slip regions the aforementioned condition does not hold. In fact, when a tangential force is transmitted to the contact the contacting elements deform (elastically). The tangential force, which is related to the SRR, also causes a type of “rigid body displacement/ translation” throughout the contact. A slip element exists when the elastic deformation cannot support the displacement, i.e. the maximum tangential deformation is restricted with an upper limit of shear traction that has been reached. A sticking element is thus defined as to be when the acting shear stress over that element is less than the limiting shear stress. The most convenient way of defining the upper limit of shear traction is according to the Coulomb friction theory, i.e. the maximum (localized) shear traction is the product of normal pressure and a Coulomb friction coefficient. The moment the shear stress of an asperity exceeds this upper limit, the shear stress magnitude over the asperity is set equal to the upper limit. Gross sliding occurs at the moment when a sufficiently large SRR (and thus large tangential force) makes the entire contact area slip, i.e. when the stick area disappears.
In literature one may find several (tangential) contact models which are able to compute the shear stress distribution in dry rolling contacts. Carter et al. 12 first described the continuum rolling theory. Later on Kalker 13 developed the linear theory. Afterward Johnson 14 and Vermeulen and Johnson 15 generalized Carter's theory to three dimensions. Kalker 16 also developed a “simplified theory,” which is implemented in FASTSIM, 17 a program which is widely used in wheel–rail contact problems. Also, Kalker's exact theory CONTACT 18 is widely used as a physical model, especially in wheel–rail contact problems. It is worth mentioning that all aforementioned tractive rolling contact models are based on smooth surfaces. Extension to study the “rough” tangential contact problem, based on real measured surface roughness, was made by Zhu and Olofsson 11 and more recently by Xi et al. 19
Coming back to cam–roller follower contact modeling, the possibility exists that the stick–slip status of the cam–roller contact under such small SRRs has not yet reached the status of gross sliding, i.e. some contacting asperities may still be in the stick mode. Predicting the mixed frictional force for the cam–roller contact using a dynamic/sliding friction coefficient, also called boundary/asperity friction coefficient in literature, might therefore largely overestimate the friction force.
The problem of large discrepancies in predicted and measured traction coefficients for very low SRRs under mixed lubrication conditions, see for instance measurements in the work of Masjedi and Khonsari, 20 was recently noticed and investigated by Xi et al. 21 In Xi et al. 21 the authors utilized the concept of a linear complementarity problem formulation 19 in order to solve the normal and tangential dry contact problem involving rough surfaces. Their conclusion was that assuming the contribution of the asperity friction contact component as a constant value, i.e. the corresponding sliding friction coefficient, might lead to an overestimation of the overall mixed friction coefficient in the low SRR domain.
From past literature one may notice that mixed lubrication (using measured surface roughness) in the low SRR domain, where stick–slip transitions are of importance in mixed friction predictions, is not extensively described. Therefore, this paper attempts to fill in this gap by presenting an efficient load-sharing-based mixed lubrication model, taking into account the real measured surface roughness and the stick–slip status of contacting asperities. As such, a special emphasis is laid on mixed friction predictions in the low SRR domain.
The model is applied to analyze the tribological behavior of a heavily loaded cam–roller follower contact. In this study we assume a friction coefficient for the roller–pin contact in order to assess the “sensitivity” of the cam–roller lubrication performance as a function of the lubrication performance of the roller–pin contact. According to the present author's knowledge such an analysis, especially applied to the coupled cam–roller and roller–pin contact, has not been carried out earlier. It can be imagined that an overestimation in friction force at the cam–roller contact will automatically lead to an (numerical) increase in the friction force in the roller–pin contact (due to the governing torque balance), leading to a different picture of the overall tribological behavior of the cam–roller follower unit.
Mathematical model: Mixed lubrication
This section describes the mathematical model including the theory and governing equations. In order to reduce the required computational effort, the exact axial shape of the interacting solids is not taken into account here. Instead, the pressure distribution in the axial direction is assumed to be uniform. This simplifies the problem to that of a classical “infinite” line contact problem, i.e. a 2D problem.
As mentioned earlier, in this paper we study the lubrication conditions of a cam–roller follower unit as part of the fuel injection equipment in heavy-duty diesel engines. In Alakhramsing et al. 10 the authors motivated that for this application a quasi-static analysis yields sufficiently accurate results. Hence, the model developed in this work also relies on quasi-steady conditions.
Mixed lubrication is treated according to the load-sharing formulation of Johnson et al.,
22
i.e. in the mixed lubrication regime the total load is partly carried by the contacting asperities and partly by the fluid film. In equation form this is written as follows

In this work the considered sliding velocities at the cam–roller contact are very small, i.e. SRRs of less than 3% are considered. Hence, the model developed herein is developed assuming isothermal conditions. The complete mixed lubrication model follows a two-scale approach consisting of a smooth EHL model (macroscale) and a dry rough contact model (microscale), which are used to evaluate ph and pa, respectively. These two models are interrelated through the separating distance, which in turn depends on the film thickness.
The frictional coefficient acting on the contact includes contribution of lubricant and asperity shear stress

The two aforementioned submodels are described individually in the subsequent subsections.
Smooth EHL component
The isothermal line contact EHL model presented in this work is based on the finite element method (FEM) and stems from the pioneering work of Habchi et al. 23 Typical EHL governing equations, applying to the cam–roller contact, are the Reynolds equation, the load balance equation, and the classical linear elasticity equations. For details pertaining the numerical procedure and finite element formulations and/or coupling of the governing EHL equations, the reader is asked to read Habchi et al. 23 as only the main features are recalled here.
All EHL equations are presented in nondimensional form. Hence, the following dimensionless variables are introduced


ρ and η denote the density and viscosity of the lubricant, respectively. L,
Figure 2 shows the equivalent EHL computational domain Ω for the cam–roller contact. In order to reduce computational effort an equivalent elastic domain Ω (with equivalent mechanical properties) is chosen in order to accommodate for the total elastic deformation Equivalent geometry for EHL analysis of the infinite line contact problem. The dimensions are exaggerated for the sake of clarity.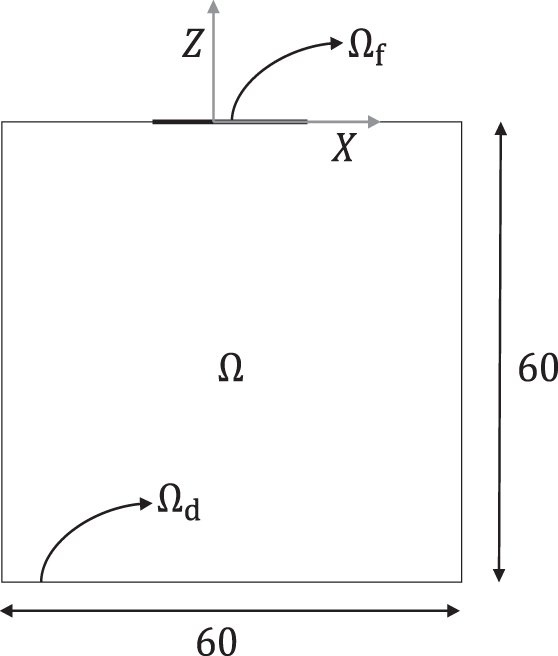
The hydrodynamic pressure distribution Ph in the contact is governed by the Reynolds equation, which is written as follows
Variation of density and viscosity of lubricant with pressure is simulated using the well-known Dowson and Higginson
24
and Roelands
25
relations, respectively. The free boundary problem arising at the outlet of the contact is treated according to the penalty formulation of Wu.
26
Suitable residual-based numerical stabilization techniques, as detailed in Habchi et al.,
23
are employed in order to stabilize the solution at high loads. At the inlet of the contact fully flooded conditions are assumed.

The film thickness in the cam–roller contact is written as follows

The rigid body displacement H0 is obtained by satisfying the load balance, as defined by Johnson et al.
22

The smooth EHL model for the cam–roller contact is subjected to the following boundary conditions:
The pressure at the edges of the fluid flow boundary Ω
f
equals zero. A zero displacement condition is imposed at bottom of the boundary ΩD. For the elastic part a pressure boundary condition, with total pressure P, is imposed on the fluid flow boundary Ω
f
. On all remaining boundaries zero stress conditions are imposed.
Asperity contact component
The contact problem between two rough surfaces is translated into that of a rough surface (with equivalent mechanical properties) against a rigid flat surface. Suppose that the rigid flat surface indents the rough surface by a normal load F
z
along the z-axis and tangential loads F
x
and F
y
are applied parallel to the x–y plane, then the contact interaction results in normal pressure p
a
and shear tractions q
x
and q
y
in the interface. The general contact model,
28
for steady-state rolling contacts, is repeated here for the sake of clarity



In order to solve the rough contact problem subjected to both normal and tangential loads under the stick–slip condition, one should first solve for the distribution of the asperity normal contact pressure pa. For the current analysis it is assumed that all interacting solids share similar material properties. Hence, we can safely neglect the influence of tangential tractions q x and q y on relative normal displacement, and thus normal contact geometry and pressure distribution pa. 29 With this simplification the normal contact pressure distribution pa becomes an input for tangential contact problem (also known as the stick–slip problem).
The complete dry contact model, including both normal contact pressure pa and shear traction analysis q x and q y , is a boundary element method (BEM)-based model. In fact, for the normal contact pressures pa calculation the elastic–perfectly plastic contact model of Akchurin et al. 30 is employed. For the tangential contact problem, the model of Bazrafshan et al. 31 is employed. Note that the model described in Bazrafshan et al. 31 assumes purely elastic contacts. In the current analysis it is assumed that the occurring shear stresses are insignificant to cause yielding. Hence, for the normal contact pressure pa analysis an elastic–ideal plastic material model is used, while for the shear stress q analysis a purely elastic model is used.
The complete contact model is used to calculate the local dry/solid contact pressures and shear stresses of a representative section of the real measured surface topography. In fact, the contact model is based on the Boussinesq-Cerruti integral equations, 28 which relate surface tractions to displacements. For the sake of simplicity the localized hardness and Coulomb friction law are defined as to be the upper limits of contact pressure and shear traction, respectively.
The iterative conjugate gradient method, with the assistance of the discrete convolution and fast Fourier transform algorithm, is employed to efficiently determine the unknown contact and stick area. The complete solution of the dry contact model includes the real contact area, pressure pa, stick areas, and tangential tractions q x and q y .
Now that the general features of the dry contact model are described, its relation to the macroscopic mixed lubrication model can be treated. Hence, this subsection is divided into two parts. The first part treats the relation of the asperity contact pressure distribution pa to the macro-setting of the mixed lubrication model. The second part is devoted to the stick–slip problem, i.e. calculation of the local shear tractions q x , q y and its relation to the macro-setting of the mixed lubrication model.
Normal contact
The earlier described dry contact model is used to calculate the asperity contact pressures of a representative section of the real measured surface topography. The computational grid size for the contact model contained N x × N y = 250 × 250 data points at intervals of 0.5 µm. The dimensions of the dry contact model calculation domain, which is used to solve for pa, are L x × L y (for x- and y-direction, respectively). Note that this is the microscale dry contact model calculation domain and should not be confused with the macroscale fluid film domain Ωf. Periodic boundary conditions are imposed at the edges of the dry contact model calculation domain to calculate the representative section. For both roller and cam, a randomly chosen area was used to measure the surface roughness. To give an indication, the R a values for the measured surface roughness of cam and roller positions are 0.135 and 0.095 µm, respectively.
Furthermore, the dry contact model relies on a linear elastic–perfectly plastic material model. Hence, the allowable contact pressures are therefore limited to a pressure pa,lim at which plastic flow occurs. pa,lim is therefore an input parameter to the contact model.
The methodology used here to obtain the proportion of load carried by the asperities has been introduced by Bobach et al. 32 This approach will briefly be explained now.
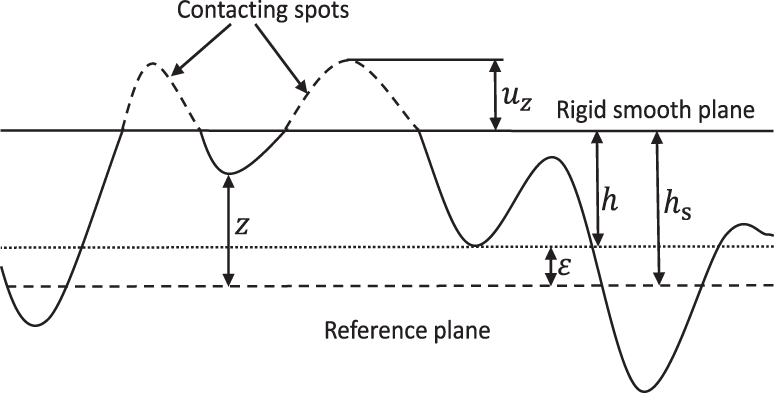
In the mixed lubrication model a separation distance hs is required to calculate the asperity contact pressure distribution pa (see Figure 3). The contacting asperities fully penetrate the EHL bulk lubricant film. As defined by Johnson et al.,
22
the condition of volume conservation relates the separating distance hs is related to the film thickness h. To be more specific, hs should fulfill the condition that the total lubricant volume between the smooth surfaces should be equal to the volume occupied by the pockets formed by the noncontacting parts between the rough surfaces. In fact, the separation distance hs has the same shape as the film thickness h but with a constant offset ε so that volume conservation is preserved (see Akchurin et al.
30
for more details), as can be inferred from Figure 3. The offset ε is obtained iteratively in the asperity contact model, by satisfying the following equation
Schematic view of the surfaces which are in contact. z(x, y) represents the surface roughness profile, hs the separating distance, and the deflection u
z
.


For the dry contact model the unknowns are pa (x, y) and Ac, whereas hs is related to the film thickness according to equation (9). Now, one may define an auxiliary mean asperity contact pressure

Now we may establish a functional curve of Relationship between the auxiliary mean asperity contact pressure 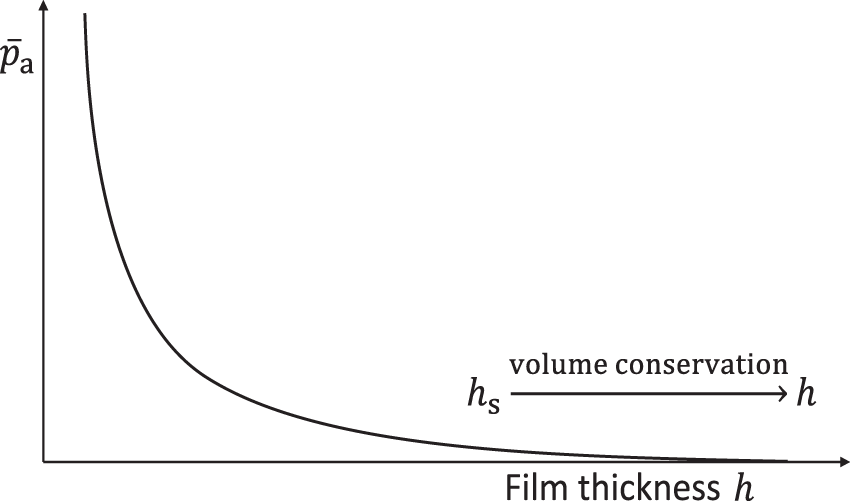

Equation (12) can be interpreted as a relation describing the “stiffness” of the contact, which describes the influence of the measured surface roughness. For the sake of simplicity, we call curve depicted in Figure 4 as the “
The precalculated relationships equation (12) always holds for the specific measured contact pair (which is chosen as representative section of the interacting components). The assumption here is that the surface topography does not change in time (which, for example, is the case in running-in of components). Also note that in this study we only deal with highly loaded contacts, meaning an almost uniform film thickness distribution within the contact zone, which also justifies the usage of nominally flat surfaces in contact for the precalculation of the relationship given by equation (12).
So, the developed model in this work basically “lumps/averages” the micro-effects and uses this information in the macroscopic setting of the lubrication model, for mixed friction calculations. The current method offers a more deterministic approach as it uses information from real measured surface roughness.
For usage in the load balance equation (7), the dimensionless dry auxiliary mean asperity contact pressure

Tangential contact
For the cam–roller contact, the film thickness/separation may be nonuniform and also varies as a function of the cam angle. Also, the SRR varies as a function of cam angle. In order to solve the tangential contact problem, the surface roughness, normal load F z , and SRR are required. However, the way the set of equations (8b) and (8c) are formulated, the complete tangential cam–roller contact problem needs to be solved each time. This would require huge computational effort, especially when simulating the whole cam's lateral surface. It is therefore wishful to employ a similar strategy as employed for the normal contact problem. Meaning, to establish a precalculated relationship between the tangential force F x , film thickness h, and SRR, for nominally flat surfaces in contact. This relationship should always hold for the specific contact pair corresponding to the prespecified surface roughness profiles. The strategy followed will be explained now.
Tangential contact: Two nominally flat surfaces in contact
As the idea here is to relate the tangential force F
x
to the film thickness h in the context of stick–slip transitions we consider, similar as was done for the normal contact problem, two nominally flat surfaces in contact. As the asperity contact pressure distribution pa is already calculated for the normal contact problem for a given h, transmission of force F
x
will induce an additional rigid body translation δ
x
in x-direction, which needs to share a similar magnitude as the asperity tangential deformation u
x
, for asperities in stick mode. This is evident from the general contact model (for two interacting components at rest, transmitting tangential force F
x
)

The stick–slip code adapted here from Bazrafshan et al.
31
can be employed to solve the set of equations (14) for rough surfaces. From the normal asperity contact pressure analysis described earlier, the real contact area Ac is obviously also automatically evaluated. Note that the normal pressure acting on the asperity in this model is solely pa. One should not confuse
The contacting elements are defined to be those where the asperity contact pressure is greater than zero, i.e.

The model inputs for the stick–slip model include μa, material mechanical properties, and normal loads F
z
. The tangential load F
x
is defined as follows

Note that u y is zero as F y is zero.
A suitable initial guess for the rigid tangential translation δ x is assumed and fed to the model. δ x is iteratively adjusted so that the numerical integration of q x (x, y) over the calculation domain is equal to the specified tangential force F x , as given by equation (16).
If μa is increased gradually at a constant normal load F
z
, then a transition curve from static to sliding friction, as a function of δ
x
, can be obtained. The sliding friction coefficient, alternatively known as the asperity friction coefficient μa,lim, can be determined experimentally from a pin on disc setup, for example. The asperity friction coefficient μa,lim should serve as an upper limit for the transition curve. Hence, for the present study μa, lim is a model input parameter. In Figure 5 a schematic of such a transition curve is illustrated. Note that when μa = μa,lim gross sliding takes place and Ast = 0. It is worth mentioning that in this study quasi-static conditions are assumed, i.e. the loading process is slow and thus inertia effects are neglected here.
Relationship between μa and δ
x
, mapped against normal load F
z
. Notice all curves merging at limiting friction coefficient μa,lim.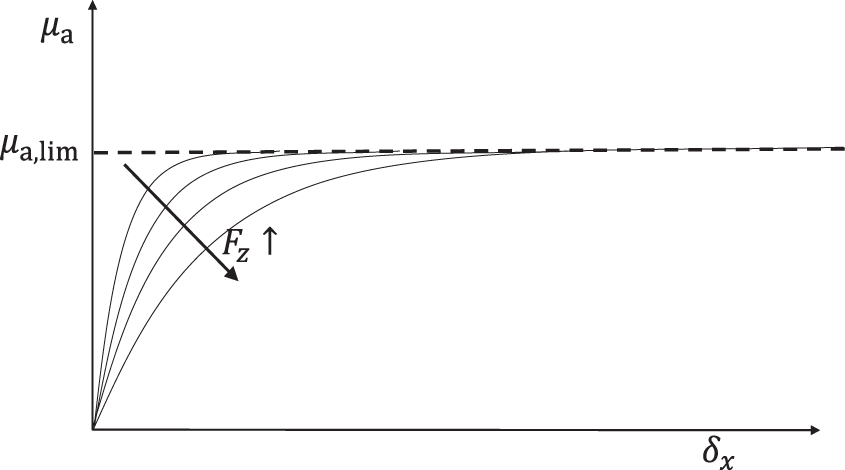
Figure 5 also depicts what happens when the normal load F z is varied. It is obvious that when F z is increased, i.e. the surfaces are pressed harder against each other, the distance before gross sliding takes place increases as more asperities remain in the stick mode.
Analogously to equation (12) it is possible to define an auxiliary asperity shear stress

Note that likewise

Equation (18) creates the possibility to relate the friction coefficient μa to the film thickness h according to equation (12). Finally, it now becomes possible to establish a precalculated relationship between μa, the film thickness h, and the rigid tangential translation δ
x
, from the stick–slip code, as follows

It should be noted that equation (19) can be used to evaluate any (asperity) friction coefficient for any film thickness (separation) and rigid tangential translation (for the specific contacting surface roughness profiles). In fact, for each film thickness h (corresponding to a normal load F z ) a rigid tangential translation δ x may be obtained by gradually increasing μa. The aforementioned procedure is then repeated for different film thicknesses. Hence, a precalculated 3D map, relating μa, h, and δ x can be constructed and be used as an input for mixed friction calculations.
Tangential contact: Relation of two nominally flat surfaces tangential contact problem to the macroscopic rolling contact problem
Note that equation (19) describes the relationship between μa, h, and δ
x
. However, for the macroscopic rolling contact problem the SRR is another variable which needs to be considered. The relationship between SRR and the “rigid tangential displacement” δ
x
will be explained now. In order to observe the direct relationship between shear stress and tangential displacements, the rolling contact equations (8b) and (8c) are integrated with respect to x


So, for each value of x in the contact zone of the macroscopic mixed lubrication model a corresponding value of μa can be deduced from the precalculated 3D map relating μa, h, and δ x (according to equation (19)).
Assuming that the starting point of the

At this point it is worth noting that the starting point of the
Once SRR and h(x) are known in the macroscopic mixed lubrication model, then μa (x) can be obtained by means of the precalculated 3D asperity friction map, relating μa, h, and δ
x
. In fact, for the macroscopic rolling contact problem equation (19) may be reformulated as follows

Calculation of roller surface velocity
The hydrodynamic shear stress τ is computed as follows

Due to the very high pressures, which the cam–roller contact is subjected to, it is necessary to account for nonlinear viscous effects even at low SRRs. For the friction model developed here the Eyring model
35
is adapted. Note that the Reynolds equation (5) does not take into account non-Newtonian behavior as the expected shear rates are such low that its effect on film thickness and pressure distribution is assumed to be negligible. Now that the asperity component friction coefficient (given by equation (19)) is defined, the mixed friction coefficient for the cam–roller contact μc–r can be obtained as follows

The torque balance, which governs the roller surface velocity Ur is written as follows (see Figure 1)

In this study the influence of the lubrication conditions at the roller–pin contact is studied, in terms of its friction coefficient μr–p, on the lubrication performance at the cam–roller contact. Hence, μr–p is an input parameter.
Numerical procedure
Figure 6 depicts the solution flow chart for the mixed lubrication model which has been developed for the cam–roller contact. In the simplified asperity contact modeling approach adapted here (“Asperity contact component” section), the asperity contact pressure Numerical solution scheme for the cam–roller lubrication model. BEM: boundary element method; FEM: finite element method.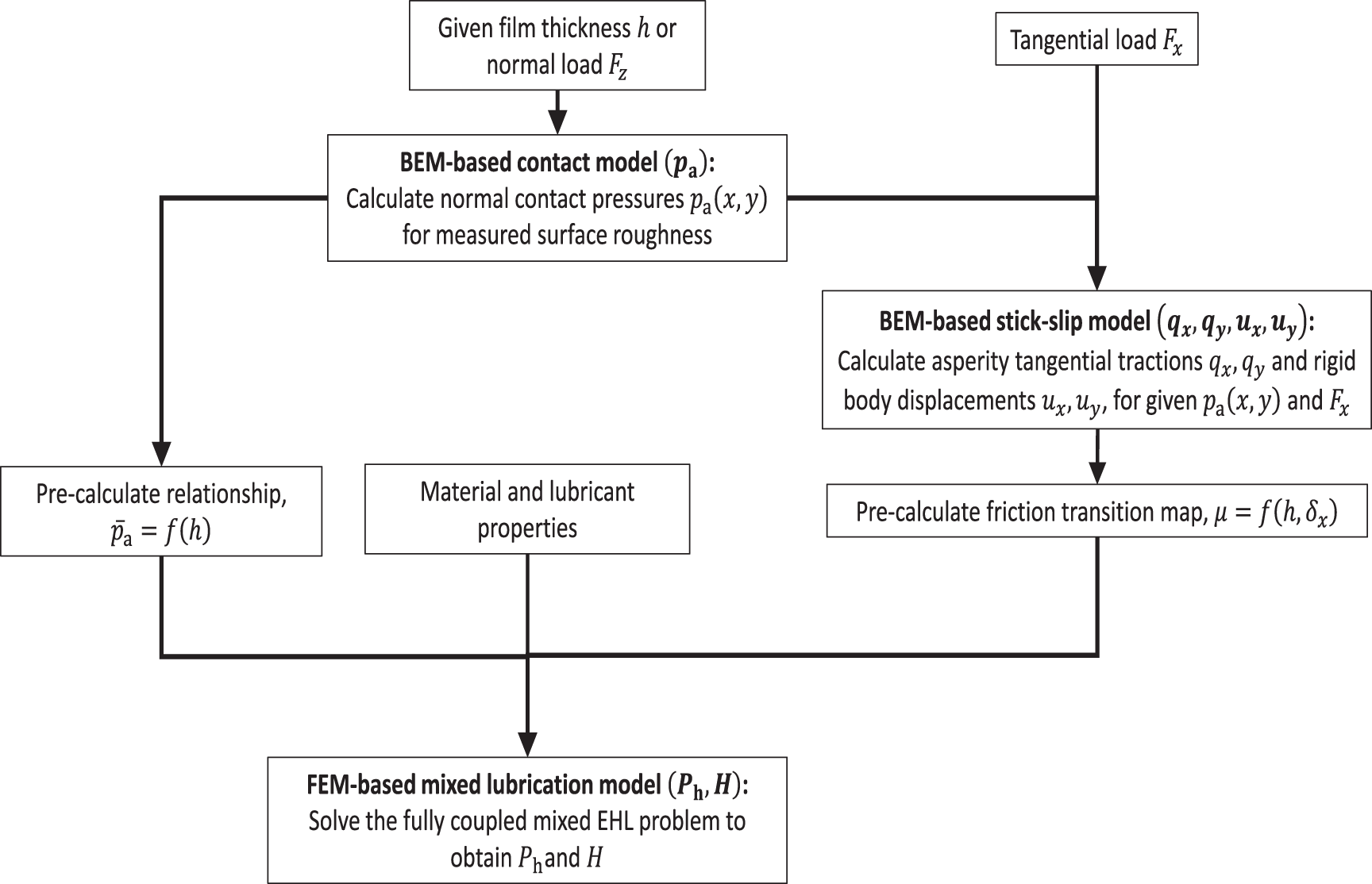
Therefore, the unknowns of the FEM-based mixed lubrication model are
The problem is formulated as a set of strongly coupled nonlinear partial differential equations. The resulting system of nonlinear equations is then solved using a monolithic approach where all the dependent variables (Ph, U, W, H0, Ur) are collected in one vector of unknowns and simultaneously solved using a Newton–Raphson iterative scheme. Convergence is achieved according to user-specified tolerances. For specific numerical details pertaining to the weak finite element formulation of the governing equations and mesh element size distribution, see Habchi et al. 23 and Alakhramsing et al. 36 as only the main features are recalled here.
Results
Reference operating conditions and geometrical parameters for cam–roller follower lubrication analysis.
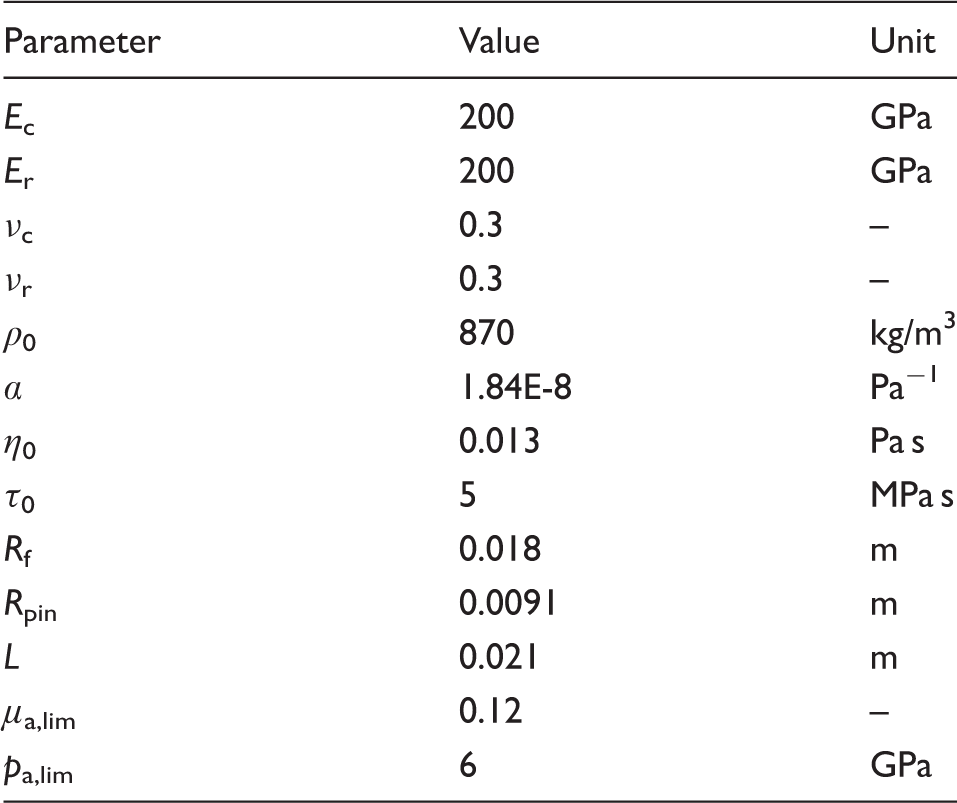
Figure 7(a) shows the calculated (a) Calculated “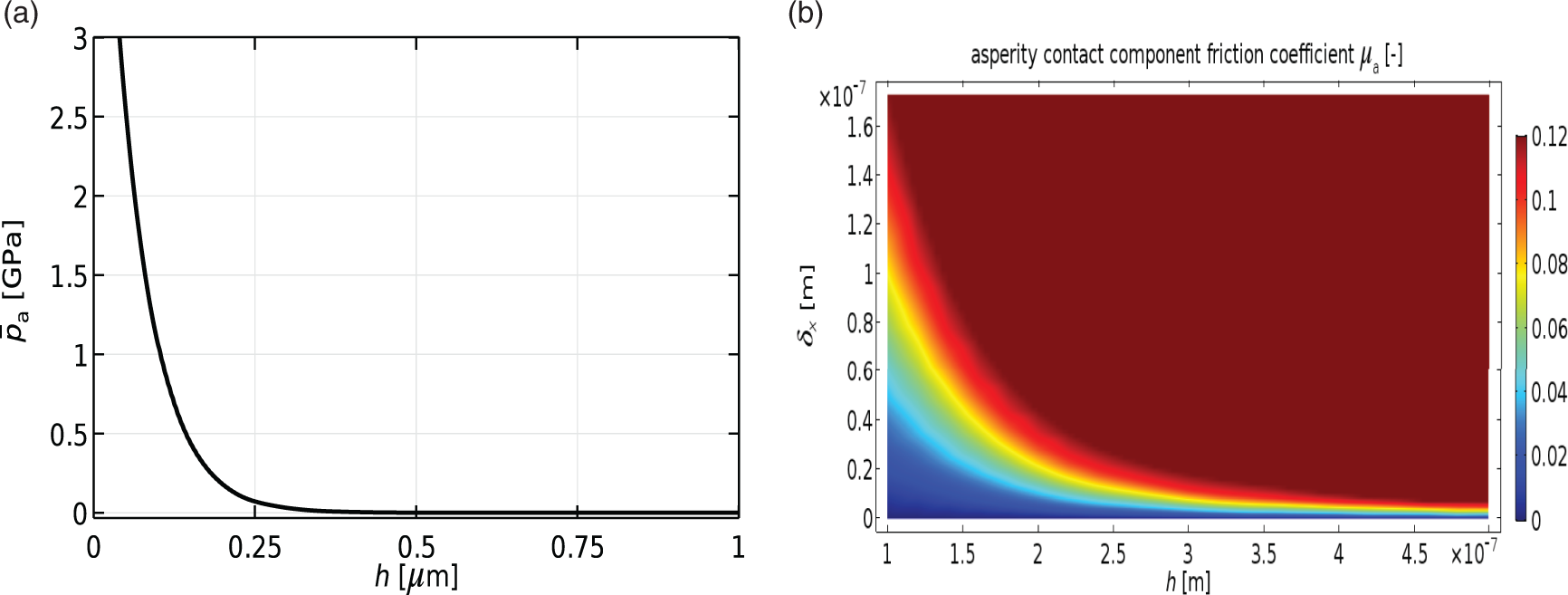
Similarly, Figure 7(b) presents the calculated map for the asperity contact friction coefficient μa as a function of the film thickness h and rigid body tangential translation δ x , which has been obtained from the stick–slip model. One can directly observe the major characteristics of this asperity friction transition map. To elaborate somewhat, for a decreasing film thickness (thus for increasing normal contact loads) the distance δ x before gross sliding takes place increases. This is expected since with increasing normal loads the asperity contact area increases, so that a larger pre-(gross) sliding distance δ x is required.
The precalculated Figure 7(a) and (b) serves as input to the (macroscopic) mixed lubrication model (as discussed earlier by means of Figure 6). In fact, the asperity friction map is specified in n data points for different combinations of h and δ
x
. The n data points are spline interpolated with respect to h and δ
x
, i.e. the discrete relation according to equation (19) is interpolated to obtain a third-order piecewise continuous polynomial fit for μa versus h and δ
x
. A similar procedure was utilized, but then in 2D, in order to obtain the
Parametric sweep: The influence of roller–pin friction
In this section a parametric sweep is carried out in order to assess lubrication conditions at the cam–roller contact as a function of lubrication conditions in the roller–pin contact. This exercise is carried out here by means of a specified friction coefficient at the roller–pin contact. In the ideal situation the friction coefficient at the roller–pin contact, which could be classified as a lubricated journal bearing, would be dependent on the applied load. The roller–pin contact has been modeled in Alakhramsing et al. 10 in which extremely low levels of friction in the order of 0.003 were calculated. In unideal situations the frictional behavior at the roller–pin contact may increase due to external factors such as insufficient oil supply (starvation), manufacturing errors (deviation in tolerances), misalignment, particle entrapment, etc. Detailed investigation into the external factors is beyond the scope of the present study. From a designers perspective it is interesting to assess the “sensitivity” of cam–roller lubrication performance as a function of the lubrication performance in the roller–pin contact. This is done here by assuming a friction coefficient at the roller–pin contact. This assessment might provide useful insight into the coupled tribological behavior of the two contacts. Note that the friction coefficient at the roller–pin contact is independent of the applied load in this study, i.e. the resisting torque at roller–pin contact is independent from the load.
As this paper deals with the relation between roller slippage and the variable asperity coefficient μa (see equation (21)), it is interesting to assess two positions on the cam, namely: (i) the base circle, where the contact forces are the lowest and (ii) the nose where the contact forces are the highest. As explained earlier in the “Introduction” section, the contact force directly influences the sliding velocity via the torque balance equation (26). As discussed in earlier works,10,36 a higher contact force induces a larger tractive torque and thus less roller slippage.
Reference operating conditions for base circle and nose position.
Figure 8(a) presents the hydrodynamic, asperity, and total pressure distributions, together with the dimensionless film thickness distribution for the nose position, with μr–p = 0.013. Note that these profiles do not capture the actual distribution of the asperity and lubricant pressure. However, they do provide important information regarding the fraction of load carried by asperities/lubricant and also regarding the film thickness/separation. The film thickness distribution provides information at which locations there may be potential asperity contact. From Figure 8(a) it is evident that for the considered operating conditions the asperity component pressure distribution is a small fraction of the total pressure distribution. Furthermore, when carefully looked, one may observe that still some asperity interaction occurs near the outlet of the contact as the asperity contact pressure distribution spans out further than the hydrodynamic pressure distribution. This effect is amplified in more mixed lubrication conditions (see for instance Masjedi and Khonsari
37
).
(a) Pressure, film thickness, and (b) shear traction distributions for nose position, with μr–p = 0.013.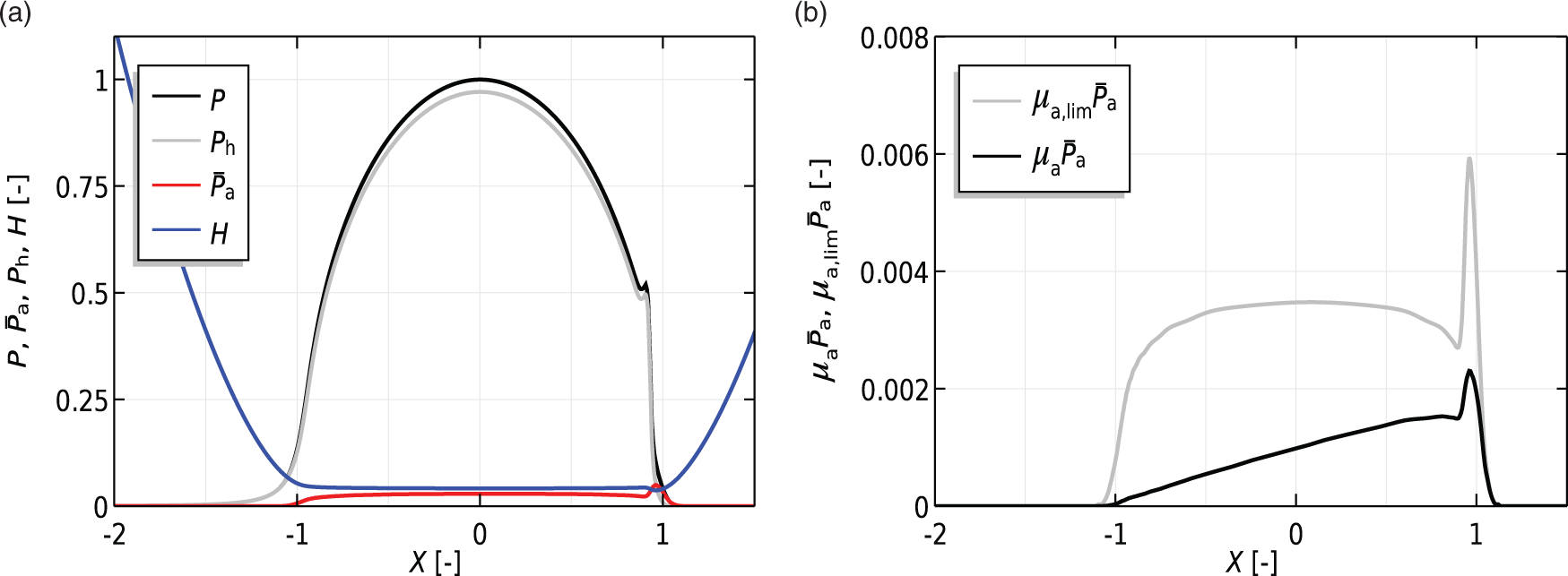
As can be seen from Figure 8(b) gross sliding has not yet been attained, for μr–p = 0.013, as the current asperity traction distribution
Simulations are carried out in which the roller–pin friction coefficient μr–p is increased from 0.001 with increments of 0.001. The simulations are stopped whenever a SRR of 3% is reached.
Figure 9(a) provides the relation between increasing values of μr–p and SRR, for the nose position. In this figure the stick–slip results (meaning a variable asperity friction coefficient according to Figure 7(b)) are compared with those obtained by assuming the asperity friction coefficient to be a constant and equal to μa,lim, i.e. assuming gross sliding. Note that SRR and δ
x
(x) are mutually dependent on equation (22) altogether with Figure 7(b). It is also worth explaining that an increase in μr–p means that μc–r automatically needs to increase proportionally. To do so, the sliding velocity needs to increase. Note that for the current application an increase in sliding velocity means a decrease in sum velocity. With this it is obvious that an increase in μr–p leads to an increase in δ
x
(x) and thus also μa (x). Understanding this makes the interpretation of Figure 9(a) a lot easier.
Influence of μr–p on lubrication conditions at (a) and (b) nose position and (c) and (d) base circle position. SRR: slide-to-roll ratio.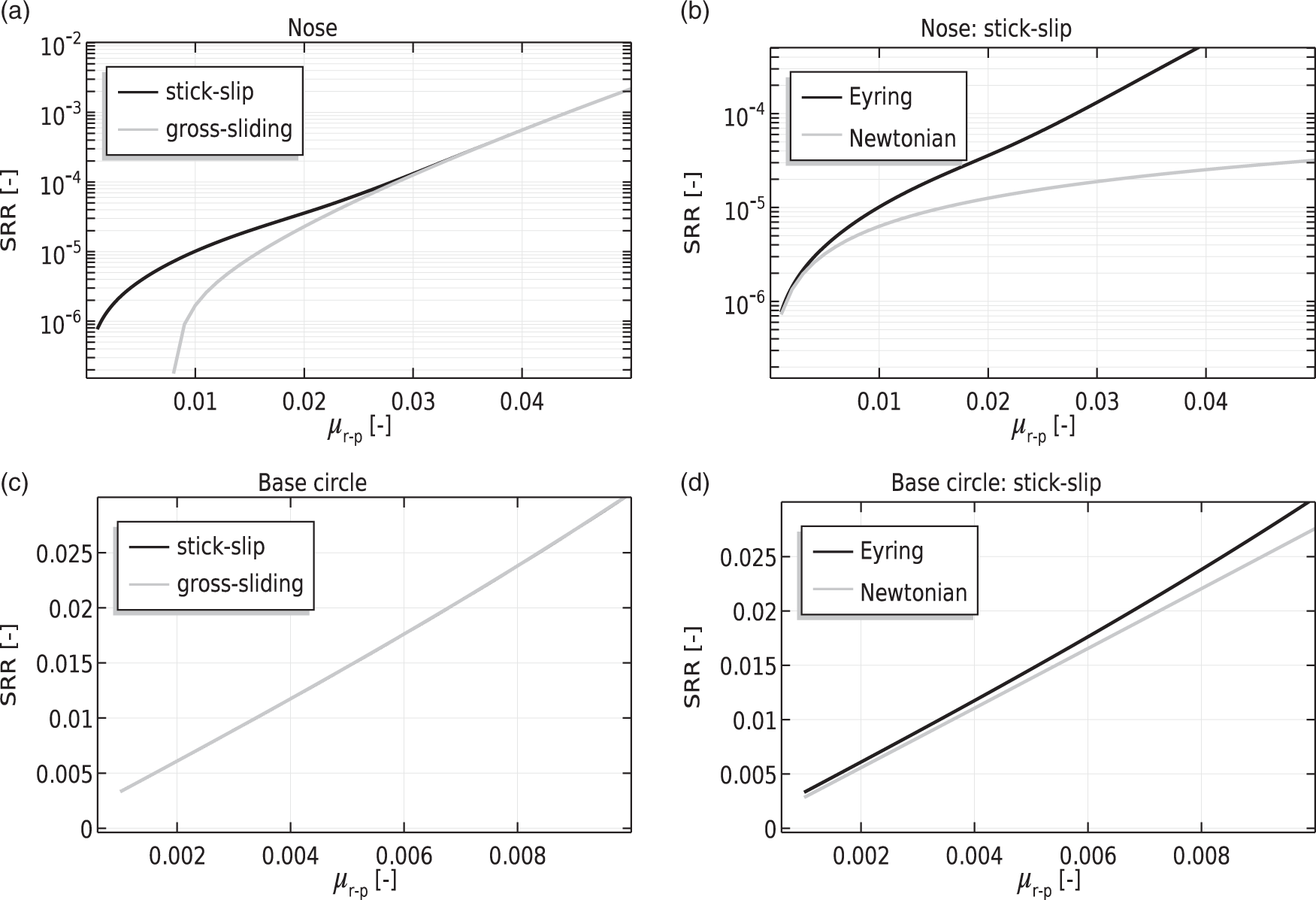
Initially for low values of μr–p, due to the extremely high contact force the sliding velocity is naturally very small, leading to a small rigid tangential displacements δ
x
(x). Note that during the full parametric sweep the central film thickness, which is largely dependent on the sum velocity, remains constant at SRR < 3%. For the nose position the central film thickness is approximately 0.27 µm. So for the initial values of μr–p, the combination of h and δ
x
(x) (see Figure 9(a)) reveals that the gross sliding inception has not occurred yet, i.e. some asperities are still in the stick mode. Hence, the μa (x) is still lower than μa,lim. As μr–p is increased further SRR increases, and so does δ
x
(x), up to the inception of gross sliding, which automatically explains the unification of the curves depicted in Figure 9(a). Nevertheless, the difference between the obtained results, especially for low values of μr–p, is large. Assuming a constant asperity friction coefficient would lead to large overestimation in the friction coefficient for both cam–roller and roller–pin contact. At this point it is worth to remember that simulations were carried out with a starting value of μr–p = 0.001 and gradually increased. However, if one takes the look at Figure 9(a), then it is clear that under the assumption of gross sliding the value of μr–p = 0.001 is never attained for the gross sliding case. This can be explained as follows: the analysis here is carried out such that the shape of the film thickness/separating distance is hardly affected, i.e. the considered sliding velocities are very small. This implies that the load carried by the asperities is also hardly affected (see equation (12)). Now as earlier explained, for a given μr–p, the only thing which may be affected is the sliding velocity. If one assumes gross sliding, i.e. μa (x) = μa,lim, then the asperity contact contribution to the torque balance remains unchanged. Furthermore, if the specified μr–p is so small such that the tractive torque due to asperity interaction on its own is already greater than the resisting torques
Another feature of Figure 9(a) is that when a constant asperity friction coefficient is assumed the overall cam–roller contact friction coefficient is also overestimated, which logically comes along with an overestimation in tractive torque. An increase in tractive torque means a decrease in sliding velocity. This is also the reason why the minimum value of μr–p ≈ 0.008 is coupled with a smaller value of SRR when compared to the curve obtained considering stick–slip transitions.
In the developed model in this work the Erying friction model is adapted. Even though there are much more advanced nonlinear viscous models, Figure 9(b) highlights the importance of incorporating nonlinear viscous effects. Figure 9(b) is obtained by accounting for stick–slip transitions. Note that the considered sliding velocities may be small but the viscosity within the lubricant film increases drastically under the high experienced pressures. It is apparent form Figure 9(b) that discrepancy between the Newtonian and Eyring friction model increases for increasing values of μr–p. In fact for larger values of μr–p the Eyring model predicts larger SRRs. This seems to be obvious because with the Eyring model the “effective lubricant viscosity” is basically suppressed, meaning that the sliding speed needs to increase in order to compensate for this “loss” in traction.
For the base circle position, no difference can be observed between the results corresponding to the stick–slip and gross sliding case (see Figure 9(c)). This is mainly due to the fact that a low contact force naturally comes with a higher SRR. Hence, δ x (x) also is much higher for the considered range of μr–p. For the base circle position, the inception of gross sliding has already occurred for the full range of μr–p which is why nothing spectacular happens.
A similar statement can be made about the difference between results corresponding to an Eyring and Newtonian type friction model (see Figure 9(d)). In fact, due to “suppression” of the hydrodynamic shear stress in the Eyring model, the SRR is always somewhat smaller for a given μr–p (when compared to the Newtonian model). As can be observed from Figure 9(d), this difference increases as μr–p increases. As explained earlier, this is mainly due to the fact that the sliding velocity needs to increase, in the sense to increase the asperity friction (as the sum velocity decreases) and hydrodynamic friction (as the sliding velocity increases), in order to equalize the specified μr–p. Nevertheless, for the considered range of μr–p (with SRR < 3%) the nonlinear viscous behavior of lubricant is negligible as the viscosity increase is much less pronounced when compared to the nose position.
Parametric sweep: Variation of cam rotational speed
From the results obtained in the previous section it can be extracted that, considering the acting contact forces at the cam–roller and roller–pin contact, including stick–slip transitions in the mixed lubrication model is important for the nose position whereas for the base circle position these are negligible. In fact, the results showed that when a constant asperity friction coefficient is assumed for the nose position, i.e. gross sliding, the cam–roller contact friction coefficient μc–r (and thus also μr–p) is greatly overestimated. This leads to a false picture of the tribological behavior of the contact.
Knowing this, it is also interesting to investigate what happens when for the nose position the cam rotational velocity is varied. This analysis is also carried out by means of a parametric sweep. The variation of reduced radius of curvature R, contact force F, and cam surface velocity Uc as a function of the cam rotational velocity is depicted in Figure 10(a). The trend of F as a function of cam rotational velocity is extracted from a worst-case scenario mapping of cam rotational speed versus the pumping load on the valve train mechanism (see Alakhramsing et al.
36
for more details on this).
(a) Variation of R, F, and Uc as a function of cam rotational velocity and (b) minimum value of μc–r required to drive roller, as a function of cam rotational velocity. SRR: slide-to-roll ratio.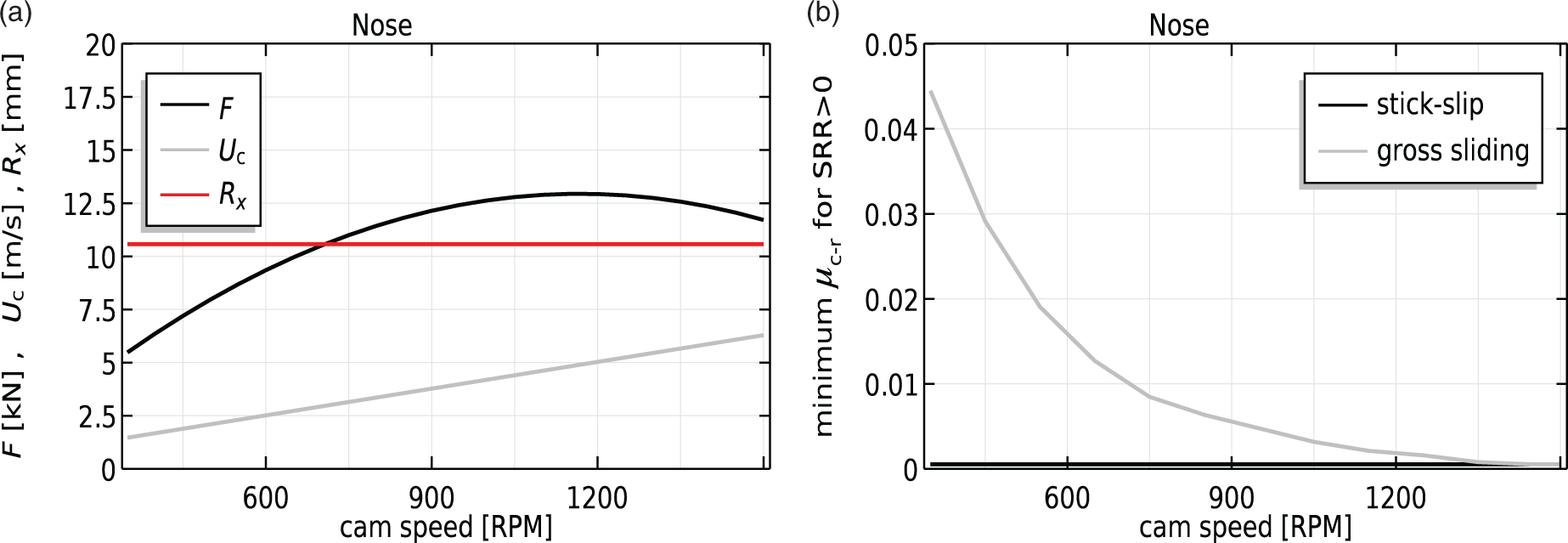
As explained earlier the minimum value of μr–p or μc–r at which the curve SRR versus μc–r starts is defined as to be when SRR > 0. This value of μc–r represents the minimum friction coefficient which is required in order to let the cam drive the roller anyway. For a cam rotational velocity of 950 r/min, this was
Note that the procedure for obtaining the minimum value of μc–r is similar as was done in the “Parametric sweep: The influence of roller–pin friction” section. In fact from a starting value of μr–p = 0.001, μr–p is gradually increased with increments of 0.001. The moment a value of μr–p is achieved when the condition SRR > 0 holds, the corresponding value of
Taking a look at the curve in Figure 10(b), which accounts for stick–slip transitions, then a huge difference is observed. In fact, the minimum value for μc–r ≈ 0.0005 remains constant for the full range of cam rotational velocities considered here. This may be attributed to the fact that for the stick–slip case the asperity friction coefficient has the “ability” to adapt itself, meaning that μa basically decreases as the film thickness decreases with decreasing cam rotational velocity. This is in line with the asperity contact friction map (see Figure 7(b)). Note that the contact force also decreases with decreasing cam rotational velocity (see Figure 10(a)); however, the predicted SRRs corresponding to the minimal required μc–r (which are not presented here) were still small enough to keep the asperity contact component still in the static friction regime.
Conclusions
In this paper a FEM-based mixed lubrication model, applicable to cam–roller contacts, is developed. Surface roughness effects are efficiently taken into account by making use of the real measured surface topography. In order to calculate the proportion of normal and tangential load carried by the asperities an uncoupled approach was utilized in which precalculated values for the asperity friction coefficient and normal contact pressure, obtained from a BEM-based dry contact stick–slip solver, were used in the macroscopic setting of the mixed lubrication model.
The lubrication performance in a cam–roller follower unit, as part of the fuel injection equipment in heavy-duty diesel engines, was analyzed. The lubrication conditions in two regions of the cam were analyzed, namely specific positions on the base circle and nose region. Results show that stick–slip effects on asperity scale are of crucial importance in regions of the cam where high contact forces occur such as the nose region. Assuming a constant asperity contact friction coefficient (or gross sliding) in these regions may lead to large overestimation in required friction coefficient in order to let the cam actually drive the roller. For the constant asperity friction coefficient case (in the nose region), the overestimation in required cam–roller friction coefficient increases with decreasing cam rotational velocity as the film thickness decreases (and thus the asperity frictional force increases). The importance of including stick–slip transitions into the mixed lubrication model for the cam–roller contact is thus amplified with decreasing cam rotational velocity.
In order to simulate nonlinear viscous behavior of the lubricant in the frictional model, the Eyring friction model was adapted for the sake of simplicity. It was highlighted that for the heavily loaded regions, such as the nose, nonlinear viscous behavior influences the SRR and thus also the stick–slip transitions.
For the base circle regions the acting contact forces are much less when compared to the nose regions. Consequently, the roller slippage is much larger on base circle positions and thus has the inception of gross sliding already occurred. Hence, for base circle regions inclusion of stick–slip effects is negligible. Also, for the considered range of SRRs in this study, nonlinear viscous effects of lubricant in base circle positions are negligible due to the lower pressures which the lubricant experiences.
The focus of this work was on the low SRR domain. At higher levels of friction at the roller–pin contact the SRR will increase indicating that non-Newtonian and thermal effects will become highly important. As such, highly nonlinear effects may occur. Thus, for a more “unified” model (i.e. also valid for the high SRR domain, i.e. high shear rates) more up-to-date rheological formulations (see, for instance Habchi et al. 23 ) should be used, and also inclusion of non-Newtonian and thermal effects becomes inevitable.
Footnotes
Acknowledgements
This research was carried out under project number F21.1.13502 in the framework of the Partnership Program of the Materials innovation institute M2i (www.m2i.nl) and the Netherlands Organization for Scientific Research (![]() ).
).
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.