
Abstract
A series of experimental tests have been carried out on three types of novel sandwich panels mainly designed for application in lightweight mobile housing. Two types of the panels are manufactured entirely from wood-based materials while the third one presents a combination of plywood for surfaces and corrugated thermoplastic composite as a core part. All sandwich panels are designed to allow rapid one-shot manufacturing. Mechanical performance has been evaluated in four-point bending comparing the data to the reference plywood board. Additionally, finite element simulations were performed to evaluate global behavior, stress distribution and provide the basis for a reliable design tool. Obtained results show sufficient mechanical characteristics suitable for floor and wall units. Compared to a solid plywood board, sandwich alternative can reach up to 42% higher specific stiffness, at the same time maintaining sufficient strength characteristics.
Keywords
Introduction
In the rapidly growing market of transformable houses and pre-fabricated shelters, sandwich panels could provide significant savings on transportation and assembly time. It has been confirmed that material weight and assembly speed are among the most important properties of temporary housing for disaster areas [1–3]. Although traditional housing materials like timber, steel and concrete could offer attractive price and longstanding design methodology, it is time consuming to assemble a building, and often impossible to disassemble to move it to a new location. Pre-fabricated sandwich panels are a relatively new product on the construction market; however, it already has gained popularity particularly in wall sections of houses.
Sandwich panel alternatives for applications in transformable housing mainly focus on application of glass fiber reinforced plastic (GFRP) skins and foam cores. Abdolpour et al. [4], for example, demonstrated a solution of quick assembly modular housing made of GFRP/foam sandwich panels. Experimental and numerical analysis confirmed that this type of structure has sufficient mechanical performance for instant and long-term loads. Similar sandwich panel structures have also been used by Ballard et al. [5] except bolted connections being replaced by hinges to allow folding wall segments for easier installation.
Wood-based sandwich panels (completely or partially consisting of wood materials) have not been studied extensively as transformable house constituent; however, several research projects have focused on design of facade panels and deck structures for traditional houses. Extensive experimental research on wood-based sandwich panels is performed by Kawasaki et al. [6,7] and Fernandez-Cabo et al. [8] employing low-density fiber board as a core material. In the recent study of Mohamed et al. [9], mechanical and thermal properties of structural insulated panels with oriented strand board (OSB) and GFRP skins were investigated. Initial results show that composite skins significantly improve mechanical properties of the panel, although there is only minor gain for effective thermal conductivity. Assessment of economic feasibility and surface treatment options for these types of panels are still necessary for objective comparison. Way et al. [10,11] investigated a novel approach of manufacturing cost-efficient and lightweight sandwich panels by applying forming press to stamp bi-directional wood strand core.
Hollow core sandwich panels with plywood surfaces and stiffeners were experimentally investigated and optimized by Banerjee and Bhattacharyya [12] and the similar core with variable stiffness was optimized (employing numerical model) by Sliseris and Rocens [13] to suit the requirements for application in trailer floor cover. Negro et al. [14] experimentally investigated an alternative approach of lightening sandwich panels where plywood surfaces has been combined with honeycomb core. The work of Vitale et al. [15] shows that balsa wood is still competitive option of bio-based sandwich panels, in terms of thermal and mechanical properties, even compared to honeycomb cores.
Corrugated cores are less popular than solid ones, although they are efficient in one directional panels. Hunt [16] performed experimental and numerical research on corrugated core sandwich panels made of grinded wood fibers. The main motivation behind the study was effective use of wood-processing surplus. The work of Li et al. [17] can be considered as logical continuation of the research on wood fiber material which was applied to manufacture tri-axial wood-based core. Klimek et al. [18] proposed particle board sandwich panels with three-dimensional (3D) core where the main novelty is imprints on the surfaces to make grooves and strengthen stiffener bond. Srinivasan et al. [19] dedicated an effort to develop technology for continuous manufactured profiled multi-veneer sheets which could be applied as a core for sandwich structures.
Combination of wood-based materials and fiber composites for sandwich panels is not yet widely studied, although in case of sandwich there is obvious advantage of replacing thick glass fiber–based composite surfaces with plywood to gain cost and weight savings. An even faster manufacturing solution could be achieved by replacing traditional epoxy matrix with polymer matrix, which allows quick thermoforming in hot mold. Explicit general review on thermoplastic composites is given by work of Dong [20] and Svensson et al. [21]. Feasibility of weaving 3D prefabs from mixed glass fiber and polymer yarns is shown in recent articles [22–24] and prototypes of stiffened panels made of these prefabs are also demonstrated in different sources [25,26].
The goal of the present research is the investigation of three novel types of the wood-based sandwich panels including panel with combined materials (GFRP and plywood) to compare mechanical performance and manufacturing efficiency. Characteristics of sandwich panels are also compared to reference values of conventional plywood boards.
In addition, numerical model for each core type has been built and validated to better understand the behavior of the core structure and provide valuable tool for further improvement and design of modular sandwich structures.
The study was undertaken within the project MAPICC 3D (One-shot Manufacturing on large scale of 3D-upgraded panels and stiffeners for lightweight thermoplastic textile composite structures) that aims to create industrial tools and systems for manufacturing of 3D-shaped composite parts [27].
Sandwich panel types
Description of the tested sandwich panels.
HDF: high-density fiberboard.
Conventional plywood is taken as a reference to evaluate relative mechanical performance/density ratio afterwards. It has been demonstrated in a previous study [28] that high-thickness (>30 mm) plywood could be successfully substituted by 20% thicker sandwich panel achieving more than 50% weight reduction. At the same time, load-bearing capacity is maintained the same.
Plywood specimens used in this research as reference structures are made of commercially available birch (Betula Pendula) plywood with nominal thickness of 50 mm. Plywood board is made of 35 layers of birch veneer as shown in cross-section in Figure 1. Approximate thickness of one veneer is 1.4 mm. In the current study, only specimens with longitudinal outer fibers are used as it provides highest stiffness in bending load case. However, large number of plies contribute to more uniform mechanical properties in both in-plane directions. In plywood, the highest-grade layers without knots or discoloration are used as the outer layers, while the inner plies may contain notches and voids, as visible in Figure 1.
Plywood cross-section.
The first type of sandwich panel investigated here is a commercially available sandwich panel with cellular wood core. In this way, a lightweight wood core is formed by removing part of the wood volume from boards. The core part is made from an array of profiled wood boards stacked in perpendicular (±45°) direction as shown in Figure 2. Two layers of boards placed next to each other form a truss with crossed diagonal members. This orientation provides increased shear rigidity and strength of the core. The main advantage of this solution is a significant reduction of the structural weight (up to 40% due to removed wood volume) comparing to the conventional timber boards. In addition, this core type facilitates structure dimensional stability in a changing moisture environment. The main applications for this type of material currently are interior and furniture objects. However, applying wood board or plywood surfaces, it is also possible to use this core in heavy-duty loading applications [29].
Section of the sandwich panel with HDF surface and cellular wood core (CW_L).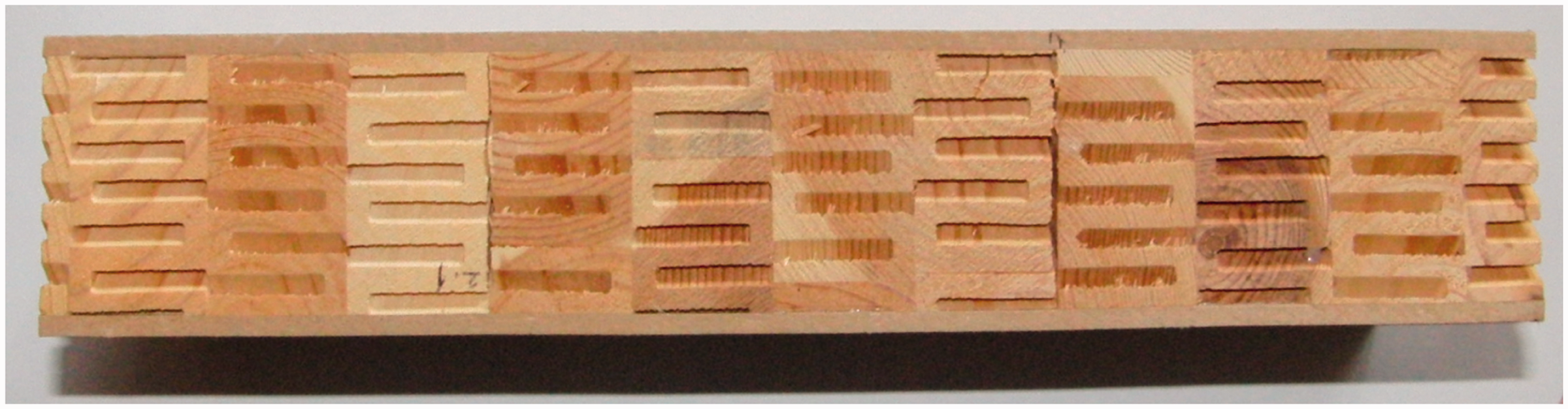
Spruce and pine softwood species are usually applied for manufacturing of core and HDF for surfaces (Figure 2). Core boards and surfaces are bonded by poly vinyl acetate (PVA) adhesive. Manufacturing workflow of cellular wood sandwich panels is highly automatized in the factory. The most time-consuming steps are adhesion bonding of the boards assembly under a press which requires at least 2 hours. Similar amount of time is required to attach the surfaces to the core.
Sandwich panels with the two different core orientations have been tested here. A section cut of the specimen with transverse core orientation is shown in Figure 2. Transverse direction of the core is reached by 90° rotation of the core layer.
The second set of sandwich panels with plywood surfaces and stiffener/foam core have been prototyped for the current research at Riga Technical University. Surfaces and stiffeners were assembled under the pressure plate and each hollow core section was filled with mixture of expanding polyurethane (PU) foam partially synthesized from natural, recycled ingredients. Cross-section of the panel is displayed in Figure 3. The stiffeners are placed in 3-mm-deep milled canals on the inner side of the faces. It improves accuracy of assembling and enhances the adhesive bond between stiffener and face.
Plywood sandwich panel vertical stiffener and foam core (PW_F).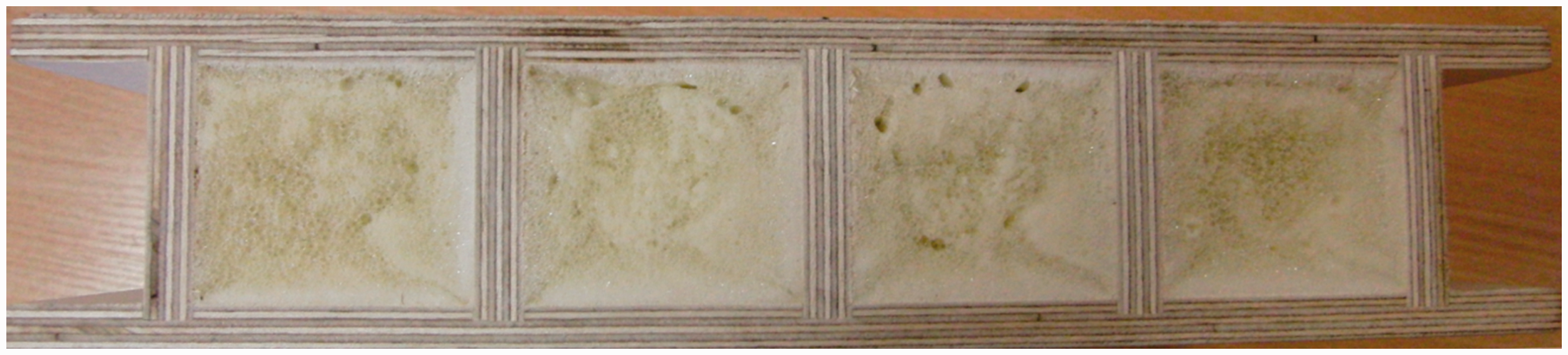
Although mechanical properties of the solid foam are weaker when compared to plywood, the foam has an important function to bond vertical stiffeners to faces without applying additional adhesive. At the same time, thermal insulation of the panel is formed in the single step. Curing time of the PU foam can be adjusted in the process of synthesis by changing the ratio of active ingredients to reach ultra-fast curing period below 1 hour. In the previous study of the plywood sandwich panels [28] without core insulator, moisture-resistant PVA adhesive was used to bond stiffeners and core. Although initial bond strength for transportation of the panel was reached in the first 15 minutes, 24 hours of curing time were necessary to reach full bond strength.
After the curing period, the foam reaches the designed stiffness and makes a solid bond with the plywood. Final foam density acquired for the first panel prototypes was in the range from 105 to 115 kg/m3. Cross-section of sandwich panel with foam core is reported in Figure 3. Imperfections in foam core structure are caused by air inclusions during foam injection.
As reported in design study by Briscoe et al. [30], adding of thin stiffener inside roof sandwich panel with foam core allows to significantly extend loading span with only a subtle rise in panel thickness.
The third type of sandwich panels represents the combination of plywood face sheets and corrugated composite core. The core is made of fabric-based thermoplastic composite with glass fiber filament and polypropylene matrix (GF/PP). These panels also have been prototyped at Riga Technical University during the MAPICC 3D project.
Novelty of this solution is the integration of natural wood fibers with a 3D thermoplastic core. One-shot manufacturing approach has been implemented, which means that the consolidation of the core and plywood skin bonding is made simultaneously at high temperature. Woven GF/PP fabric used in current prototypes is commercially available product with 60% GF and 40% PP volume fraction. The main advantage of the fabric is the ability to efficiently cover complex geometries without wrinkling or overlapping.
Figure 4 explains the main steps of the core forming employing aluminum inserts as illustrated in Figure 4(a). Thermoplastic GF/PP fabric is wrapped around the bars and fixed from both sides (Figure 4b). The final assembly of the sandwich panel with plywood surfaces is shown in Figure 4(c). It is placed inside vacuum bag and consolidated inside a MEMMERT UF750 industrial oven. Vacuum pressure holds the assembly together during a three-step heating process with the temperature gradually rising from 170℃ to 190℃.
Assembly of sandwich panel: (a) pair of aluminum inserts, (b) core fabric formation and (c) assembly with plywood surfaces.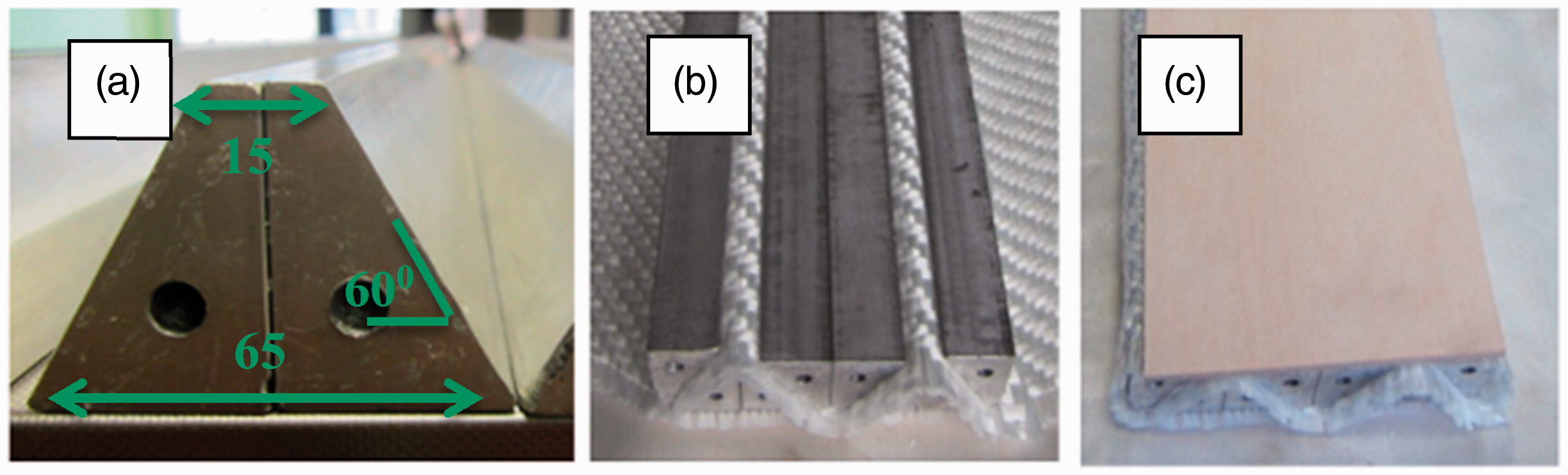
After the consolidation, the sandwich structure is removed from the oven and cooled down to indoor environment temperature before removing aluminum bars. The ends of the panel are cut to eliminate excessive fabric or locally damaged plywood. A double-section sandwich panel with GF/PP core is shown in Figure 5. The thickness of the panel is 59 mm and the core wall angle is equal to 60°. Core wall thickness consisting of two layers of woven GF/PP fabric is equal to 1 mm.
Sandwich panel with plywood face sheets and GF/PP core (PW_GF).
The use of thermoplastic composite materials makes the most significant effect on manufacturing time reduction for PW_GF type of sandwich panels. Conventional approach of prototyping the panel involves two steps: at first forming of the core with glass fiber fabric and liquid epoxy resin and then attaching it to the surfaces by adhesive.
Demold time of typical epoxy resin is 20–30 hours, which means that at least two full days are necessary to assemble one unit of sandwich panel. On the contrary, thermoplastic core forming requires approximately 1.5 hours of temperature treatment and one hour of cooldown time that is significantly faster than in case of epoxy resin.
Material properties
Coupon specimens have been tested to acquire material properties not specified in literature sources. Three types of materials have been tested in tension: HDF, birch veneer and GF/PP composite. Veneer is a single layer of plywood obtained by peeling tree trunk in a rotary blade machine. Highest mechanical properties are in the direction of fibers and lowest in the transverse direction.
Summary of mechanical properties acquired from coupon tensile specimens.
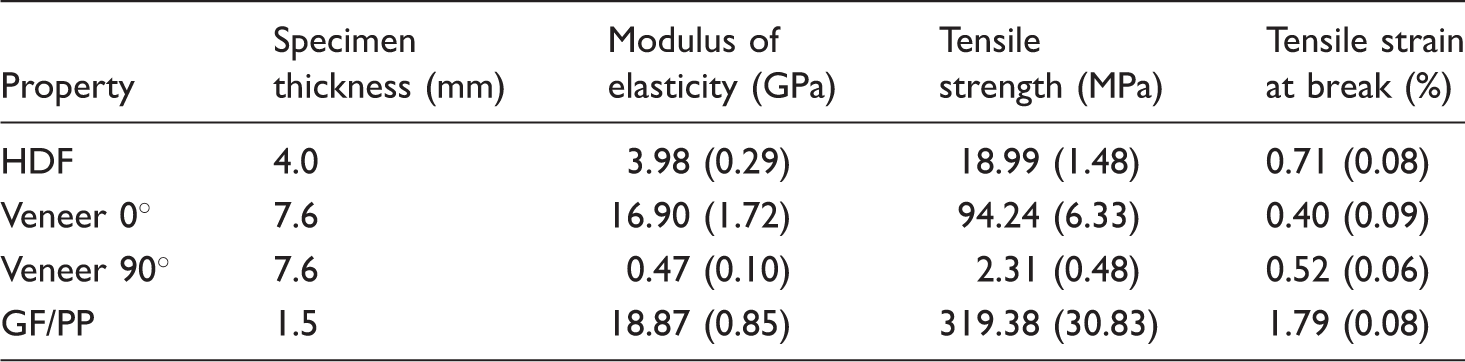
Note: GF/PP: glass fiber/polypropylene; HDF: high-density fiberboard. Average values (standard deviation in brackets).
HDF specimens demonstrate relatively low values of modulus of elasticity equal to 3.98 GPa and strength equal to 18.99 MPa. However, these specimens have also the lowest scatter of measured results – characterized by the small standard deviation. The measured stress/strain curve of HDF, that is reported in Figure 6a, was used to incorporate non-linear mechanical behavior in numerical model.
(a) Measured stress/strain curve of HDF tensile specimen; (b) stress/strain curve of PU foam compression.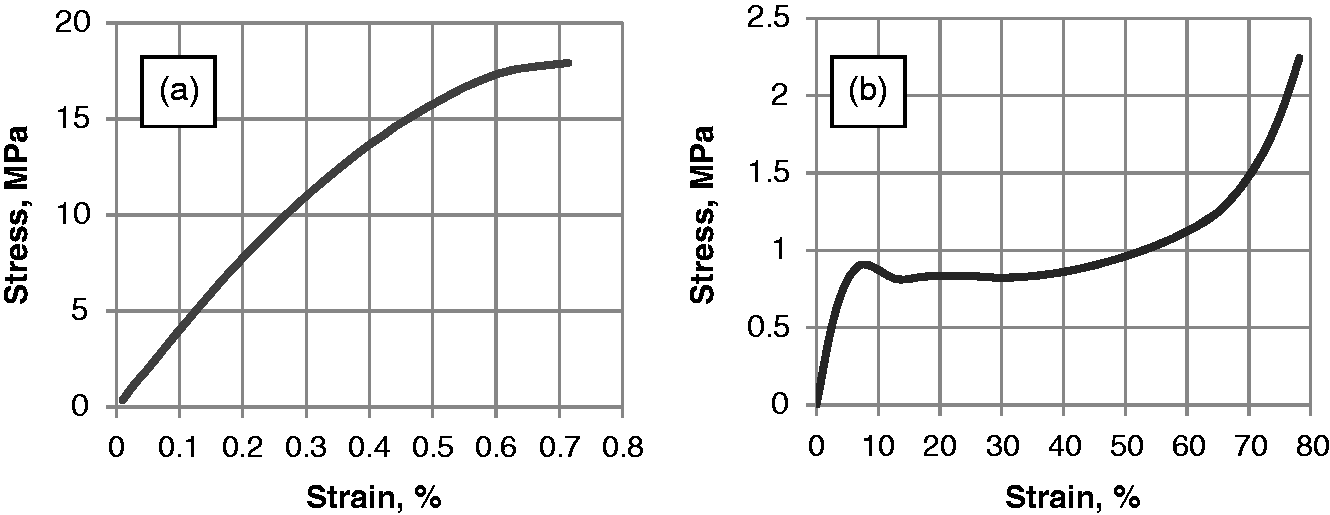
Birch veneer specimens show a ratio between modulus of elasticity in longitudinal and transverse direction that is higher compared to solid birch wood specimens reported in Wood Handbook [33]. It is generally acknowledged that peeling and high-temperature pressing alters birch veneer properties when compared to clear wood [34].
Moreover, it can be noticed that the modulus of elasticity for longitudinal direction of veneer (16.90 GPa) is comparable to GF/PP composite (18.87 GPa) based on woven fabric. As GF/PP coupon samples have large tows inside specimens, it could have contributed to the scatter of modulus and strength results.
Additional compression tests were performed for GF/PP thermoplastic composite according to ASTM D 695 [35]. The most important output from this test was compression strength with average value of 137.6 MPa and standard deviation of 24.8 MPa.
Mechanical properties of natural polyurethane (PU) foam.

Mechanical properties of timber corresponding to C24 class according EN 338.

Bending test set-up
Sandwich panels have been tested in four-point bending according to EN 789 [41] standard. This type of test set-up is chosen as the most suitable for large thickness panels with low stiffness as it requires less deflection, compared to three-point bending, to reach specimen failure.
An INSTRON 8802 servo-hydraulic test machine with 250 kN load cell is used for flexural investigation of all sandwich panels. The main parts of the test set-up are given in Figure 7. Test rig replicates simple beam bearing with distance between roller supports of 1100 mm and distance between loading points of 300 mm.
Four-point bending test set-up on INSTRON 8802.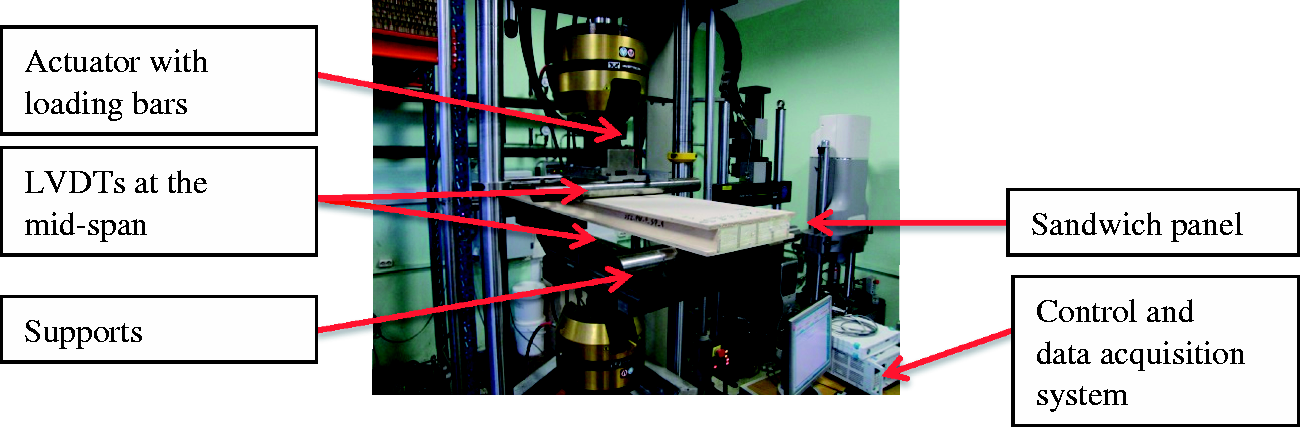
To acquire accurate displacement measurements, two LVDTs have been placed at the mid-span of the specimen. One of the LVDTs with 50-mm gauge length is positioned at the bottom of the specimen. Another one with 10-mm gauge length is placed between upper loading points to measure local deflection of the upper surface.
Tests have been performed with constant loading speed of 5 mm/min. Preload of 300 N has been set to remove slack from output data. Panels were loaded up to global failure, characterized by the total loss of load resistance to maintain constant loading speed. At this point, the test was manually terminated and specimen unloaded.
Finite element models
Finite element (FE) analyses have been conducted using ABAQUS [42] software. A non-linear 3D FE analysis allows to predict global behavior of the structure and stress distribution in the elements of sandwich panel. An optimal size of element edge length of 10 mm was set after some preliminary analysis. It was chosen by considering computation time and accuracy of the results. Loading and support conditions were simulated according to four-point bending experimental set-up where sandwich panels have simply supported beam boundary conditions. The supports were modeled as rigid body rollers with all degrees of freedom constrained. The loading rollers were simulated in a similar manner, except that vertical movement was allowed. Contact-pair interactions were defined between the rigid roller and the node-based surfaces of the sandwich panel skins. Friction coefficient of 0.05 was used in formulation of a general contact interaction.
The plywood is simulated by shell-type elements as multi-layered structure consisting of odd number of veneers. Outer fibers of the plywood are oriented in the longitudinal direction of the panel. The thicknesses of the outer plies have been reduced by 30% to consider sanding effect in plywood manufacturing. Importance of the plywood outside layer thickness on stiffness of the sandwich panel is also emphasized in the work of Kljak and Brezović [43].
In case of sandwich panels with cellular wood core, S8R solid elements were assigned for the face sheets and additional C3D4 tetrahedral elements were added to mesh core walls. Tetrahedral elements were added because core has abundance of geometry with 45o corners. To maintain proportionality of the elements finer mesh step of 3 mm is applied as displayed in Figure 8. Separate parts in FE model have been joined using tie constraints at coincident areas. Non-linear mechanical properties of HDF have been assigned to the surfaces. Maximum stress- and strain-failure criteria are implemented for the surfaces and core.
Finite element model of CW_T sandwich panel.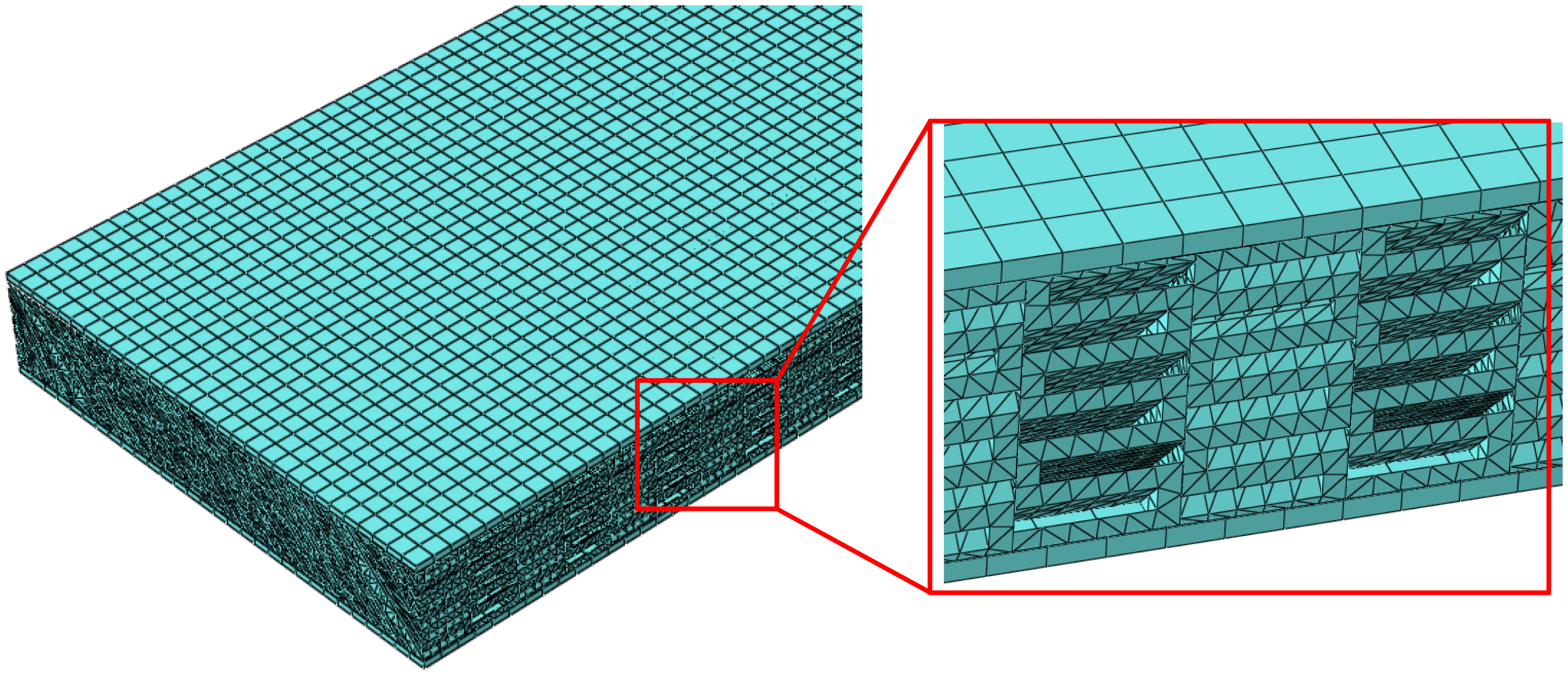
Although detailed numerical model of the core provides the most elaborate information about sandwich panel behavior, it is also a cumbersome task requiring large computational resources. In many cases, it would be beneficial to simplify the model to a three-layer sandwich panel with a continuum core. Detailed core model could be used to determine effective elastic properties of the core as proven in similar research on sandwich-type materials with honeycomb core [44,45].
Core filler inside sandwich panel with plywood stiffener/foam core was modeled by solid S8R elements as depicted in Figure 9. At the same time, surfaces and stiffeners consists of S4R shell elements to simplify the modeling process.
Finite element model of PW_F sandwich panel.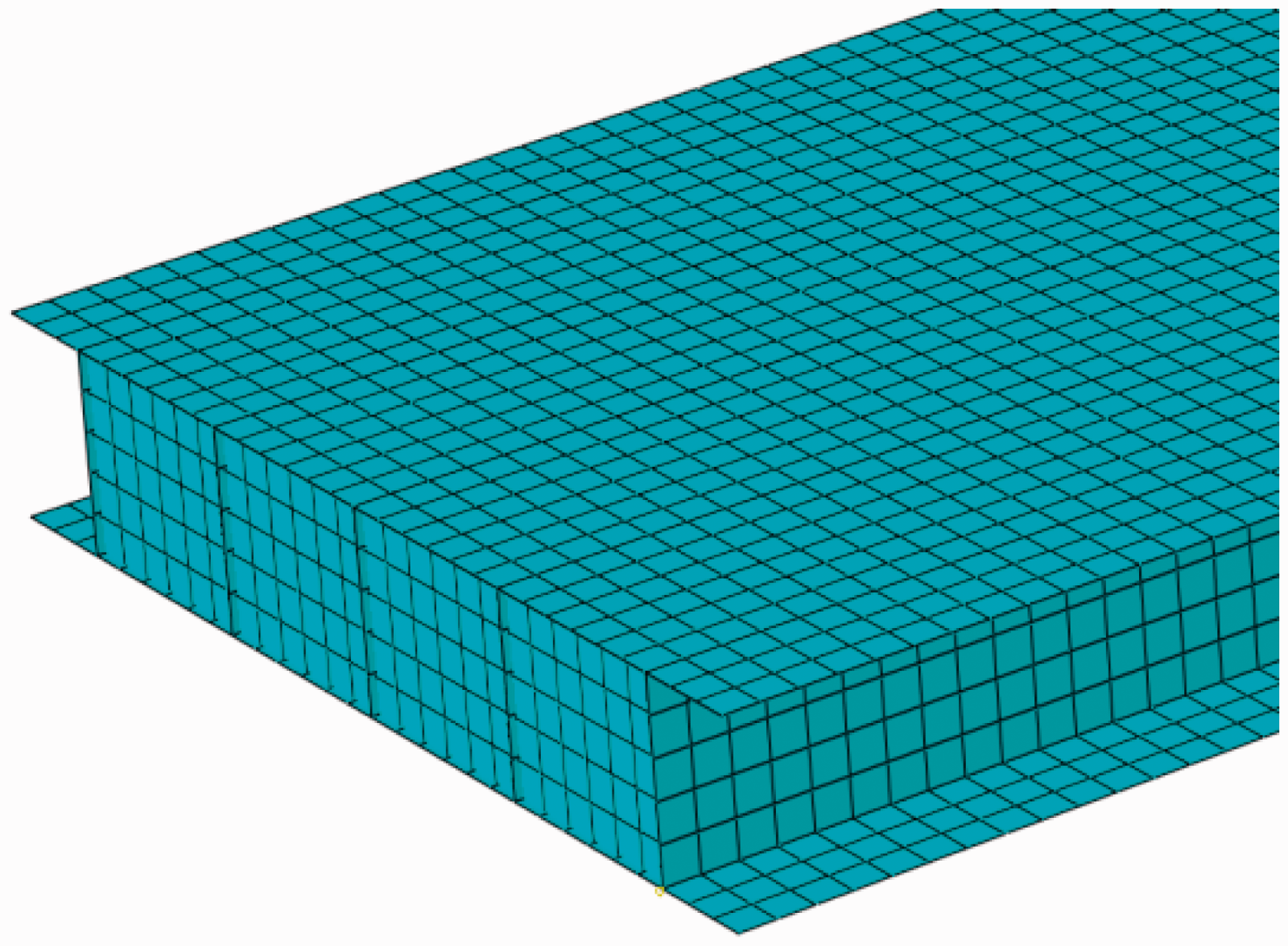
Sandwich panels with corrugated GF/PP core have been modeled entirely by shell elements assigning thermoplastic composite layers in the core of the panel and integrating GF/PP plies in the plywood layup for surfaces. A panel geometry divided in FEs is represented in Figure 10.
Finite element model of PW_GF sandwich panel.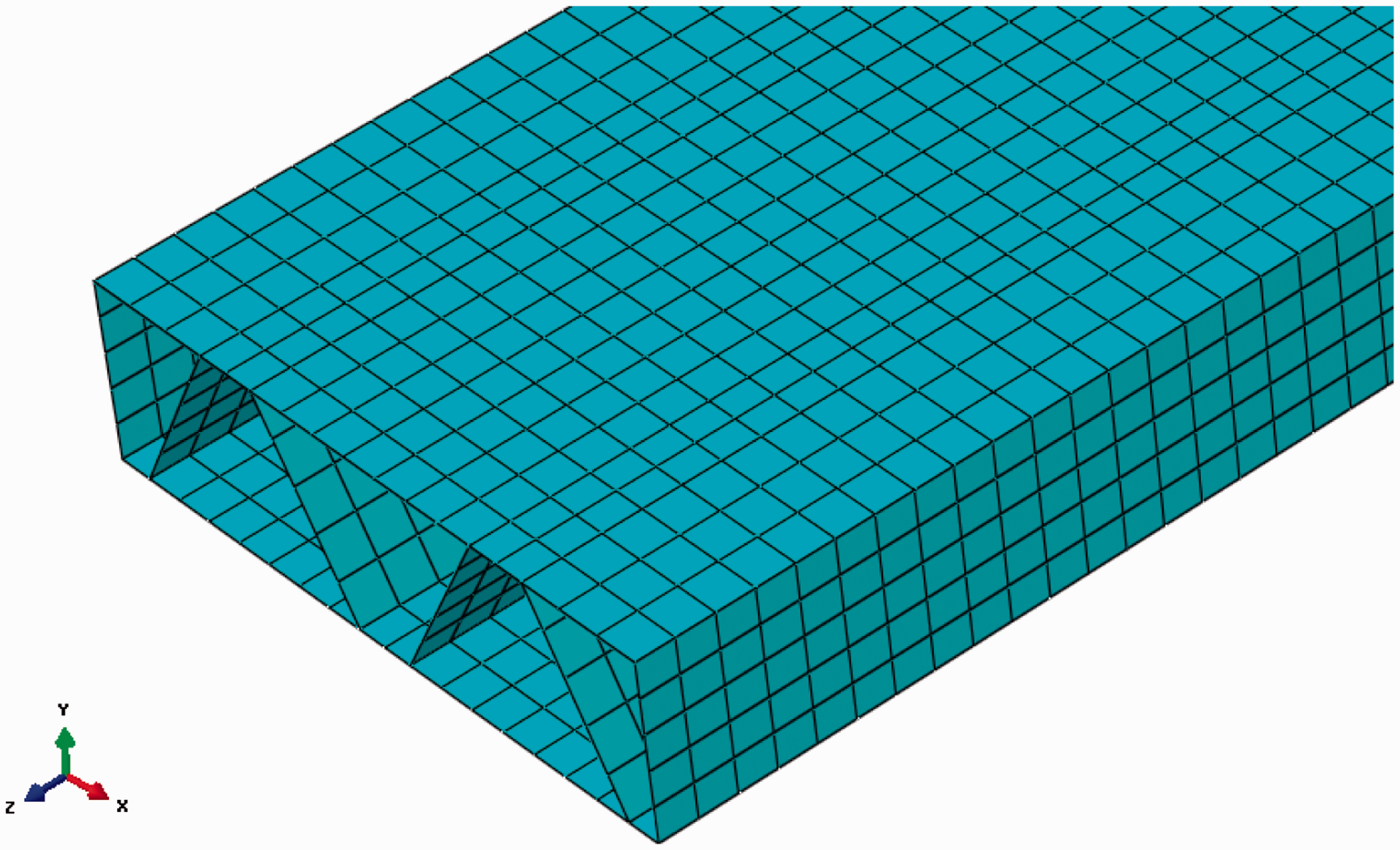
Results and discussion
Characterization of flexural behavior
The bending tests were performed and obtained data for all series of the sandwich panels and plywood reference (in total five types) have been analyzed. For convenience of comparison between specimens with different section thicknesses, flexural stress and strain curves are extracted. Average mechanical properties are reported in analysis of results for each panel. Along with experimental curves, results of numerical analysis were included to assess the capability of numerical models to simulate the mechanical behavior of sandwich panels.
Dashed vertical lines inside curve graphs mark the deflection limits according to the engineering design codes. Deflection limit is given as a ratio of span length. Limit of 1/300 of span length is serviceability limit state (limitation other than material strength) for wood-based structures according to Eurocode 5-Design of timber structures [46]. After exceeding this boundary, it is not allowed to exploit structure further. Although excessive deflections usually do not cause failure, it can negatively influence the wellbeing of the humans inside buildings and lead to increased vibrations of the structural members. Deflection limit of 1/100 of span length is the critical deflection limitation for timber scaffolding decks according to EN 12810 standard [47]. In many cases, deflection is the restricting factor of exploiting full potential of the material. For example, long span floor beams may reach only small portion of the normal stresses at serviceability limit state.
Plywood
The stress/strain curves of conventional plywood with 50 mm thickness is plotted in Figure 11. It can be seen that the plywood has linear mechanical behavior up to about 50% of the max stress. After this value, slight non-linearity appears possibly caused by minor defect in veneers. Panels have similar stiffness resulting in flexural modulus of 9.20 GPa and the same failure mode – breaking of outer fibers in tension zone at the average stress of 54.70 MPa.
Flexural stress/strain curves for plywood reference panels.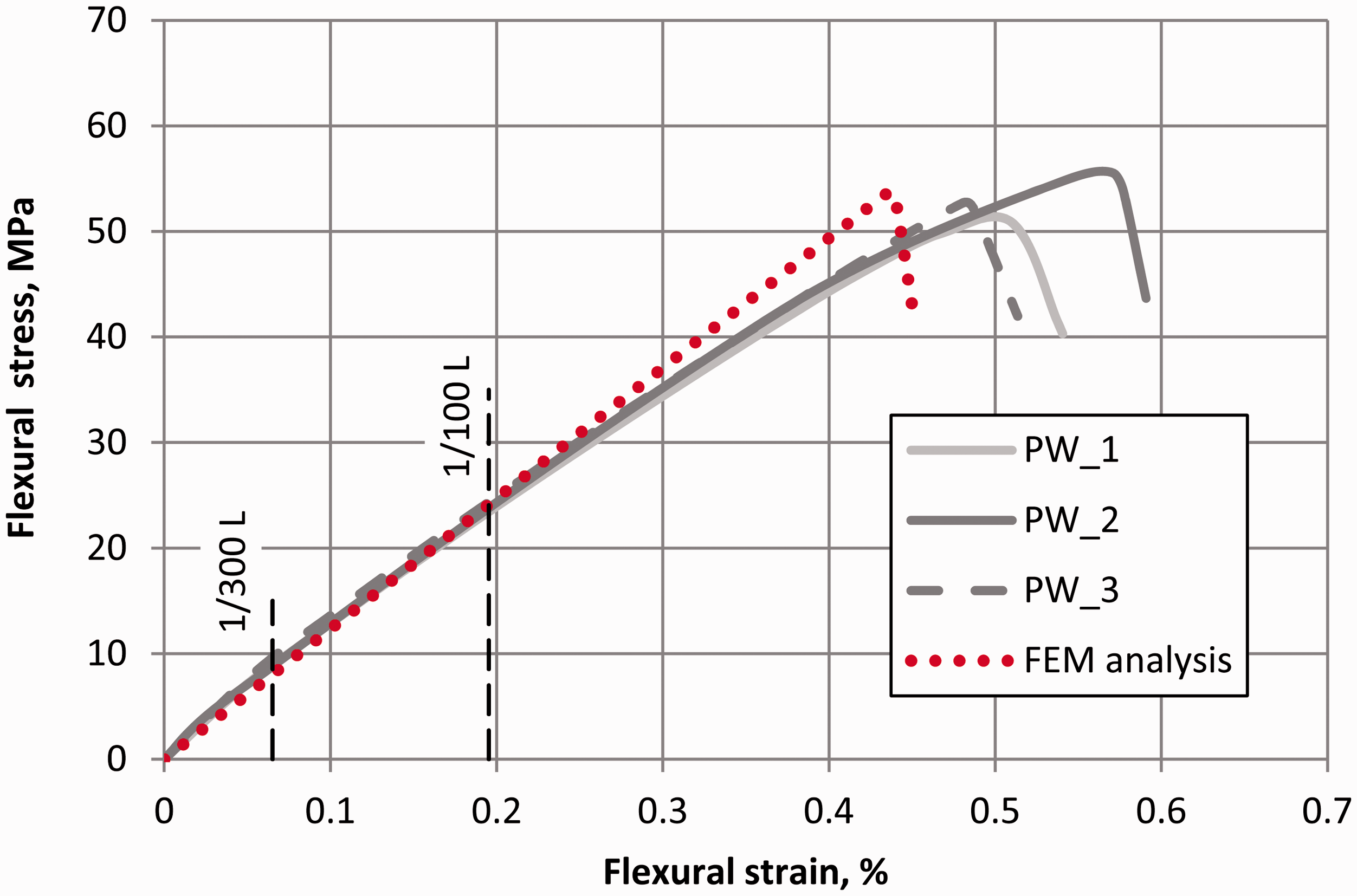
At the limit state of 1/100 L plywood has significant safety threshold, because flexural stress only reach 45% of the maximal stress. Numerical model has accurate stiffness prediction up to this point, but failure stress according to the numerical model is close to the average stress peak from three experimental values. Failure criteria for the numerical model in this case is the max tensile stress.
Sandwich panels with cellular wood core
Flexural stress/strain curves for sandwich panels with cellular wood core in the longitudinal direction are plotted in Figure 12 and in the transverse direction in Figure 13, respectively. Both types of sandwich panels have small stiffness scatter in the elastic zone of mechanical behavior. Slight curvature of the lines in the chart is visible due to the non-linear properties of the face material. Both sandwich panel types have significant safety reserve after exceeding flexure limit of 1/100 of the span length.
Flexural stress/strain curves for sandwich panels with longitudinal orientation of cellular wood core (CW_L). Flexural stress/strain curves for sandwich panels with transverse orientation of cellular wood core (CW_T).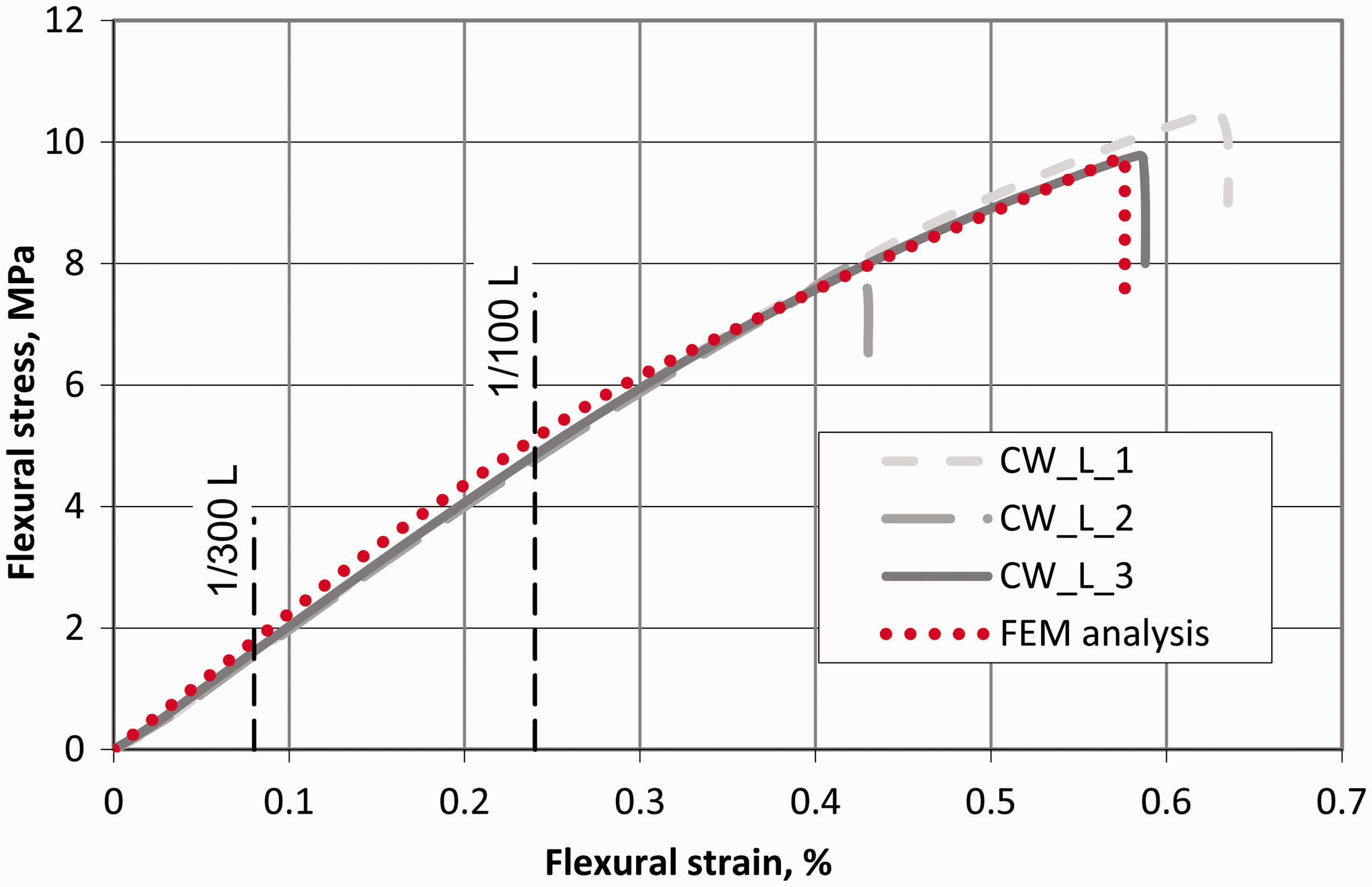
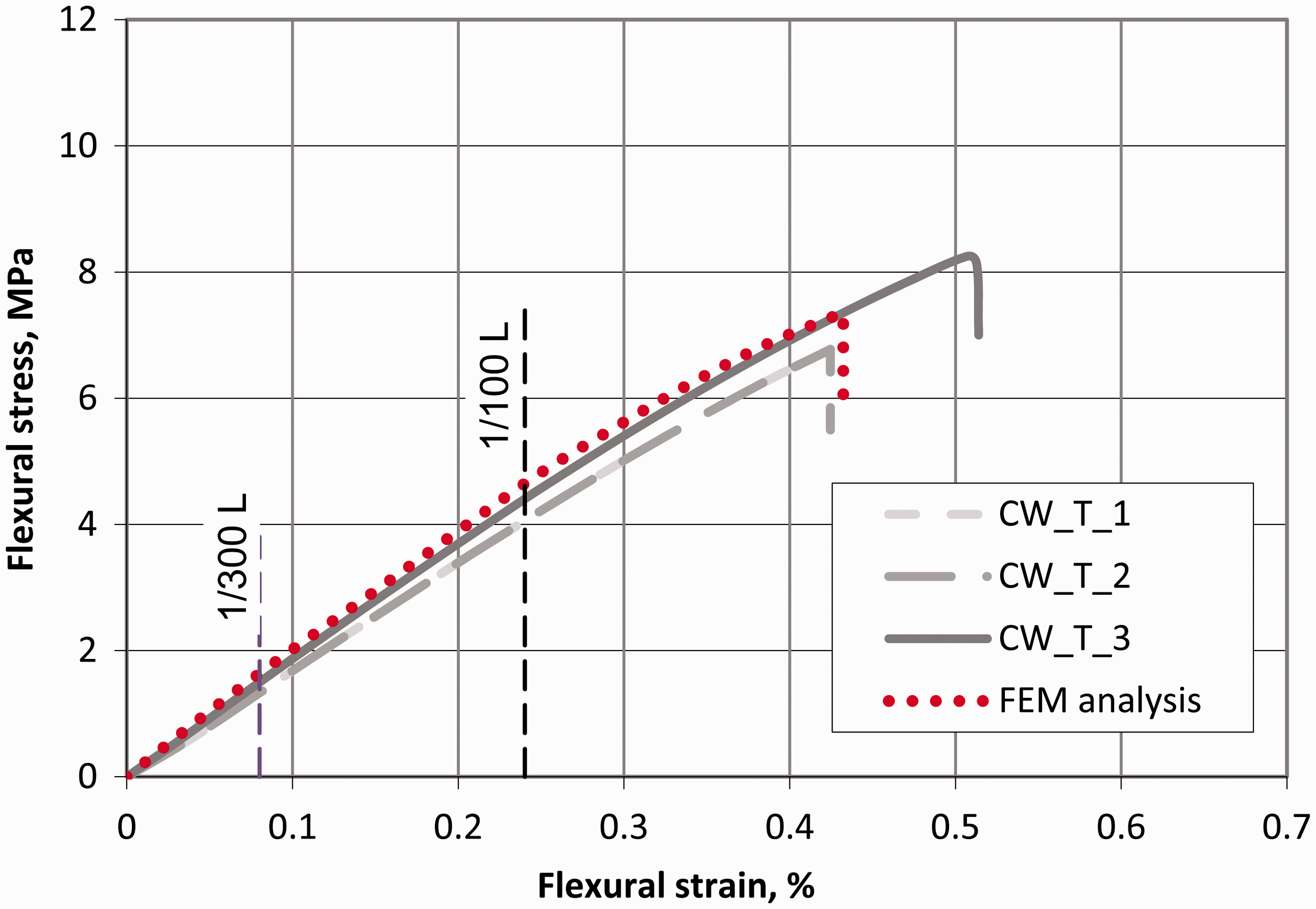
Sandwich panels with longitudinal orientation of the core in Figure 12 demonstrate higher flexural stiffness with flexural modulus equal to 1.74 GPa and strength equal to 9.41 MPa. Compared to transverse orientation in Figure 13 where flexural modulus is equal to 1.64 GPa, strength is 7.43 MPa. The numerical model with non-linear properties of the outer skins has a good accuracy of predicting panel stiffness in all regions of the test curves.
Both types of sandwich panels demonstrate high variability of maximal flexural stress. Imperfections inside the core due to non-uniform adhesive redistribution could be the reason for high scatter of maximal stress values for the curves in Figures 12 and 13.
Skin fracture causes panel failure for both types of sandwich panels as shown in Figure 14.
Failure mode for sandwich panels with cellular wood core. (a) Longitudinal orientation of the core (CW_L) and (b) transverse orientation of the core (CW_T).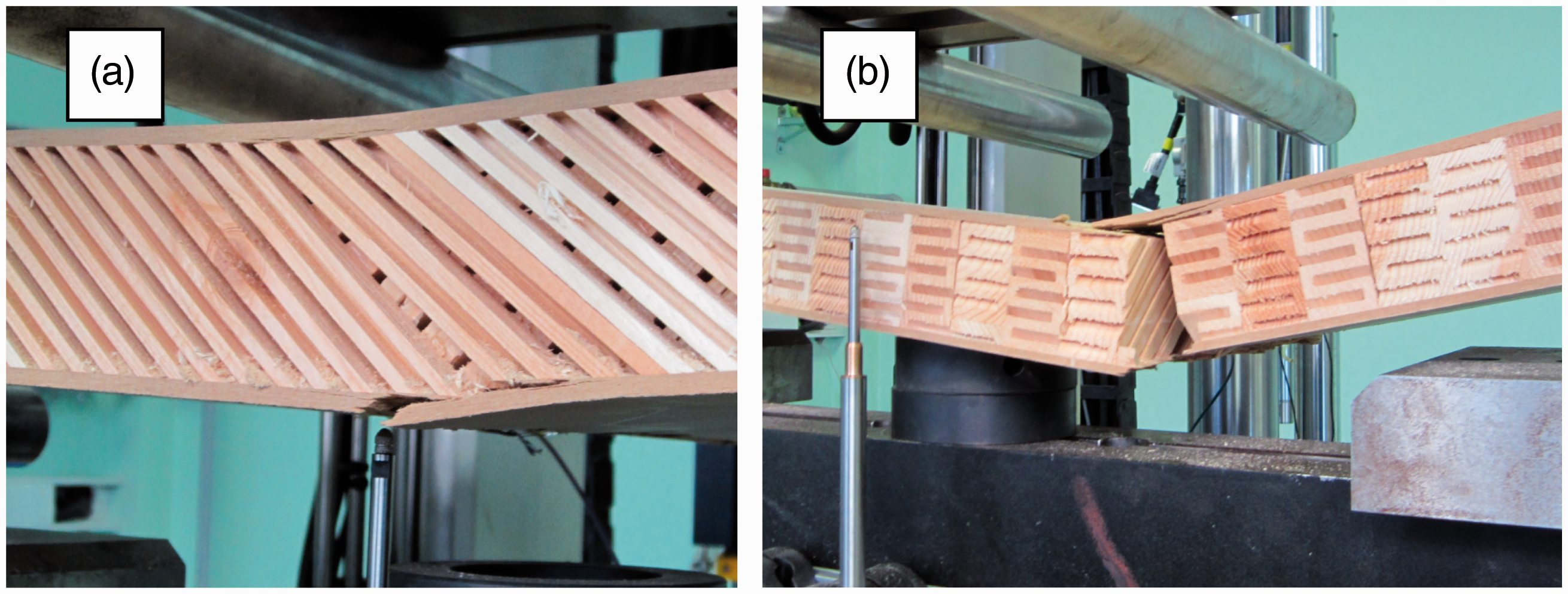
Overlapping core boards in the case of longitudinal core orientation (Figure 14a) provides higher shear stiffness than boards bonded in transverse direction as in Figure 14(b). Therefore, core has ability to carry self-weight after the load is removed. Transverse orientation causes brittle failure of the sandwich panel without any lateral strength as noticeable in failure mode in Figure 14(b). The failure prediction of the numerical model lies within the boundaries of experimentally acquired maximal stress values.
In general, HDF surfaces are not suitable for heavy-duty applications, thus plywood skins could significantly increase performance. In similar study by Iejavs et al. [29] it has been found that significantly higher flexural modulus above 4.8 GPa could be reached by employing sandwich panels with plywood or solid timber skins and cellular wood core.
Sandwich panels with stiffener/foam core
Test curves of sandwich panels with foam core filler and vertical plywood stiffeners are depicted in Figure 15. All three panels have a zone of elastic mechanical behavior up to about 18 MPa of flexure stress. Mechanical performance of this sandwich panel type is approximately half of the plywood: flexural modulus – 4.18 GPa and strength – 26.15 MPa.
Flexural stress/strain curves for sandwich panels with foam/stiffener core.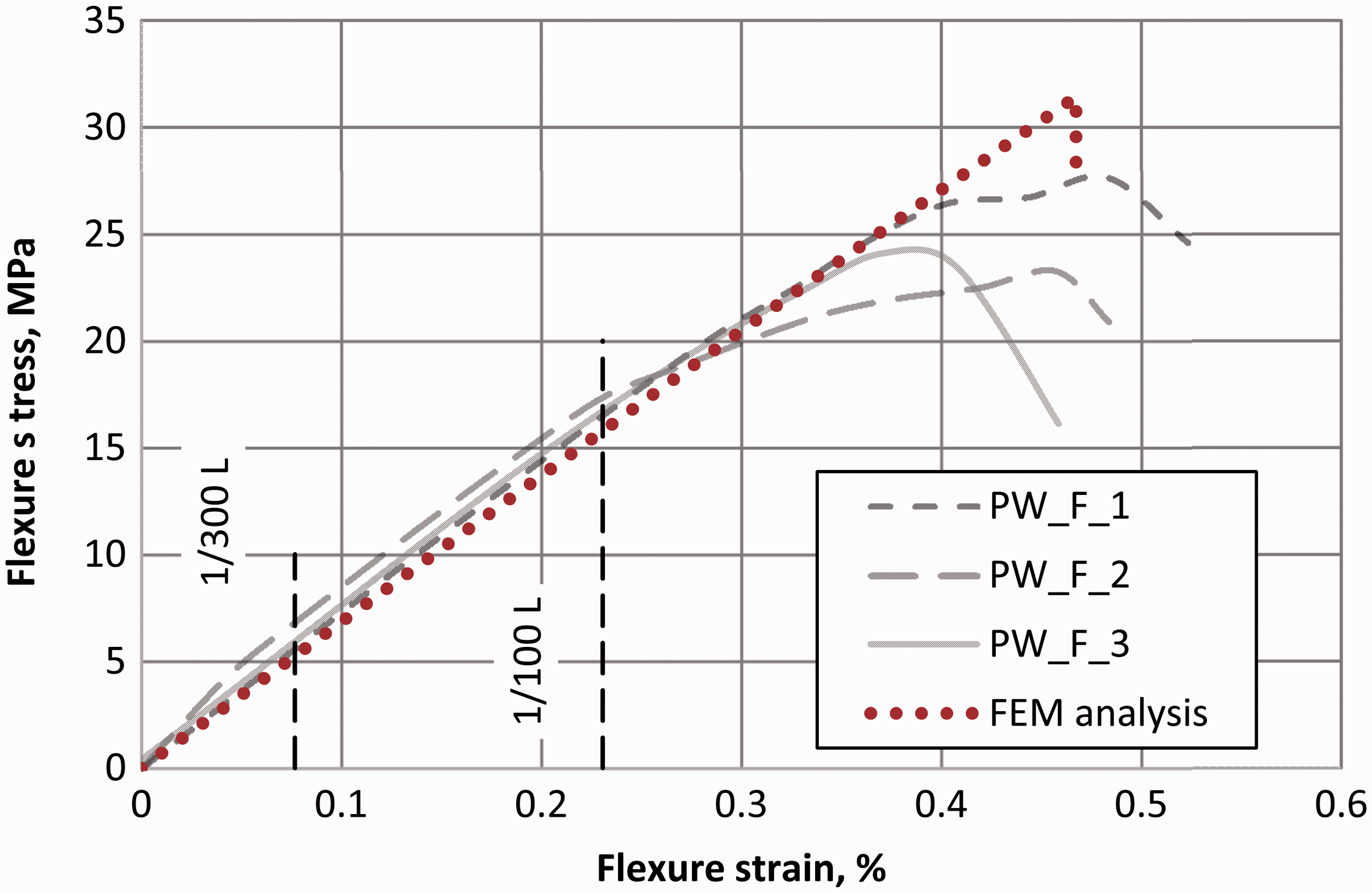
Shear failure in the stiffener/skin interface as shown in Figure 16 leads to a loss of load-bearing capacity. Fluctuation of flexural stress after the 20-MPa magnitude could be caused by non-uniform bond strength between stiffeners and surfaces leading to non-even stress distribution across all sections of the sandwich panel. Shear failure appears at the upper skin and do not have symmetric traits on both ends of the panel. Deflection limit of 1/100 L is closer to failure load compared to other panel types due to the low deflection values. The numerical model is capable of accurate representation of panel stiffness up to 20 MPa flexural stress; however, failure prediction is 18% higher than the top stress value acquired experimentally. Failure criteria in this case is plywood out-of-plane shear strength mentioned in following source [48].
Failure mode of PW_F sandwich panel.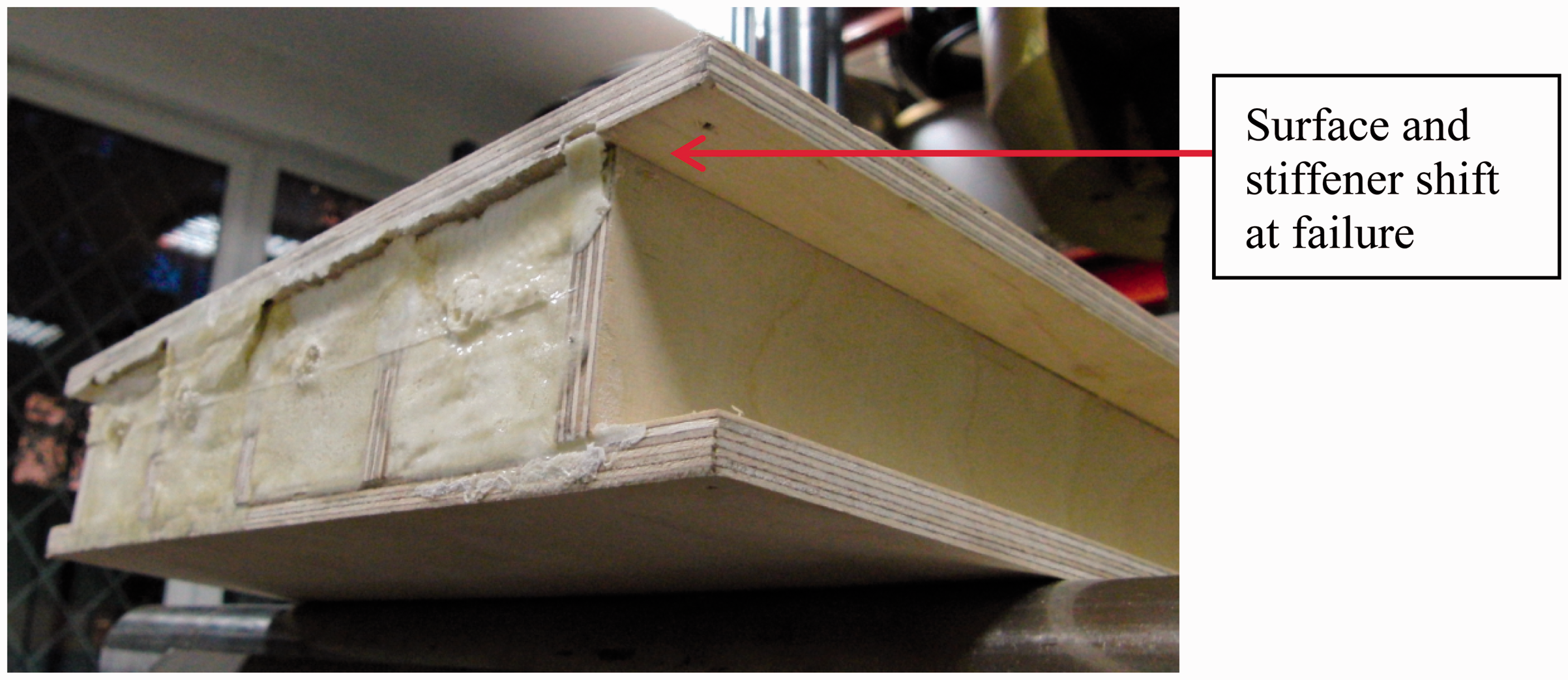
The main factor preventing the sandwich panels with foam filler and plywood stiffeners from reaching higher flexural strength is fiber failure at the interface of the surface and stiffener. To increase this characteristic, larger contact area between stiffeners and surface could be necessary. Thinner but more frequent stiffeners would be a beneficial solution for this issue, especially taking into account that foam core significantly reduces buckling possibility of the thin core wall [49,50]. Although, this solution also causes additional difficulties in manufacturing.
Sandwich panels with corrugated GF/PP core
Bending tests of the sandwich panels with corrugated GF/PP core also reveal a linear zone of elastic mechanical behavior up to bending stress magnitude of 15 MPa as in Figure 17. Further discrepancy can be caused by non-linearity in mechanical properties of sandwich components or imperfections in core-surface bound. Overlapping curves demonstrate small scatter of experimental results. Calculated flexural modulus for sandwich panels with corrugation is 5.54 GPa and strength 20.50 MPa.
Flexural stress/strain curves for PW_GF sandwich panels.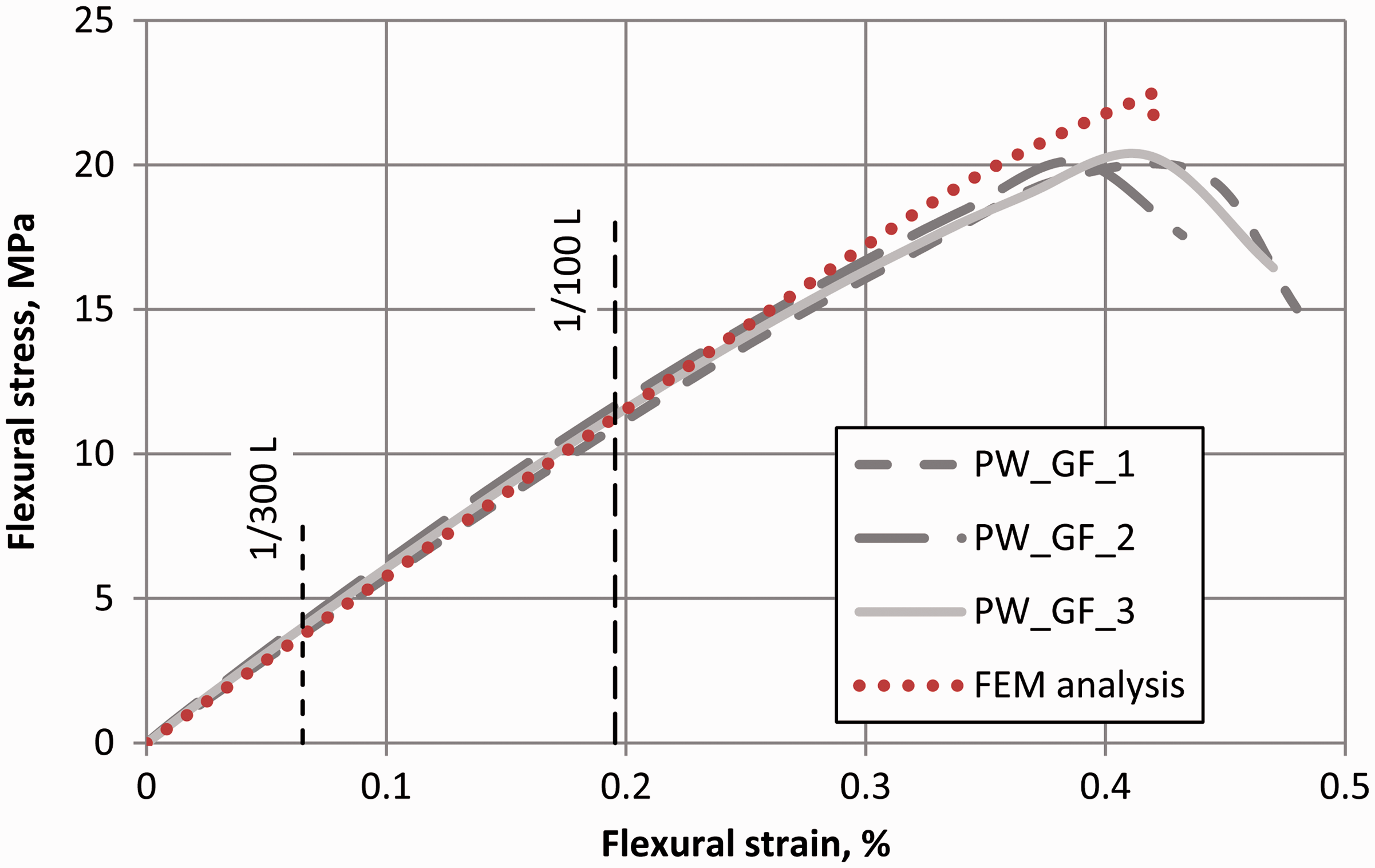
Failure of the panels is caused by compression stress in the core wall at the support part of the panel. In the result, local core crushing occurs as seen in Figure 18. There is significant safety threshold between maximal flexure stress and deflection limit of 1/100 L. Numerical model has a good stiffness predicting ability up to 0.3% of flexural strain. Taking into account that core crushing takes place at the support it could be beneficial to increase core wall thickness in this region, therefore raising total panel flexural strength. Other option to reinforce the sandwich panel is instruction of the plywood end wall connecting upper and lower surfaces.
Failure mode of PW_GF sandwich panel.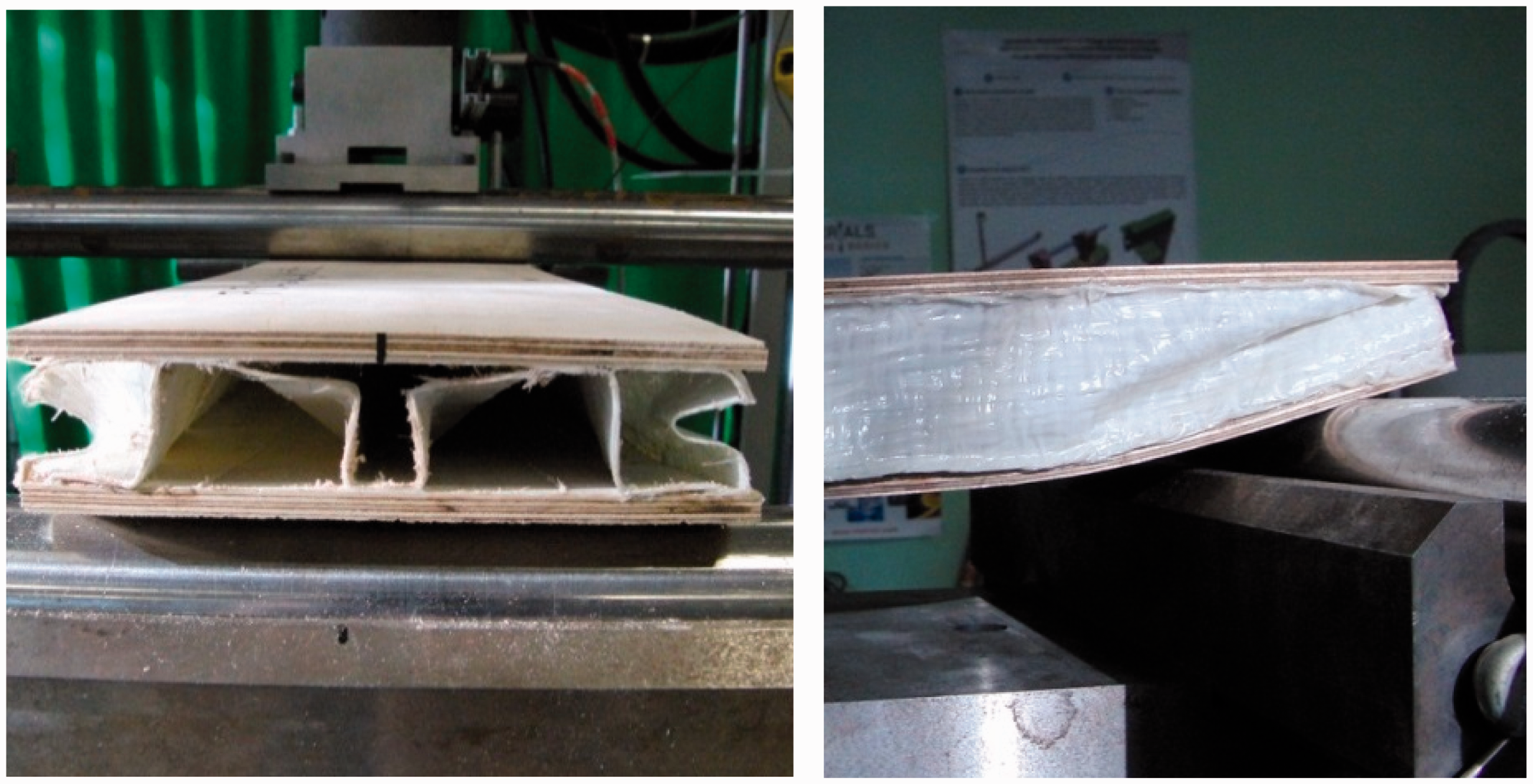
Overview of the results
Summary of mechanical properties for different types of sandwich panels.
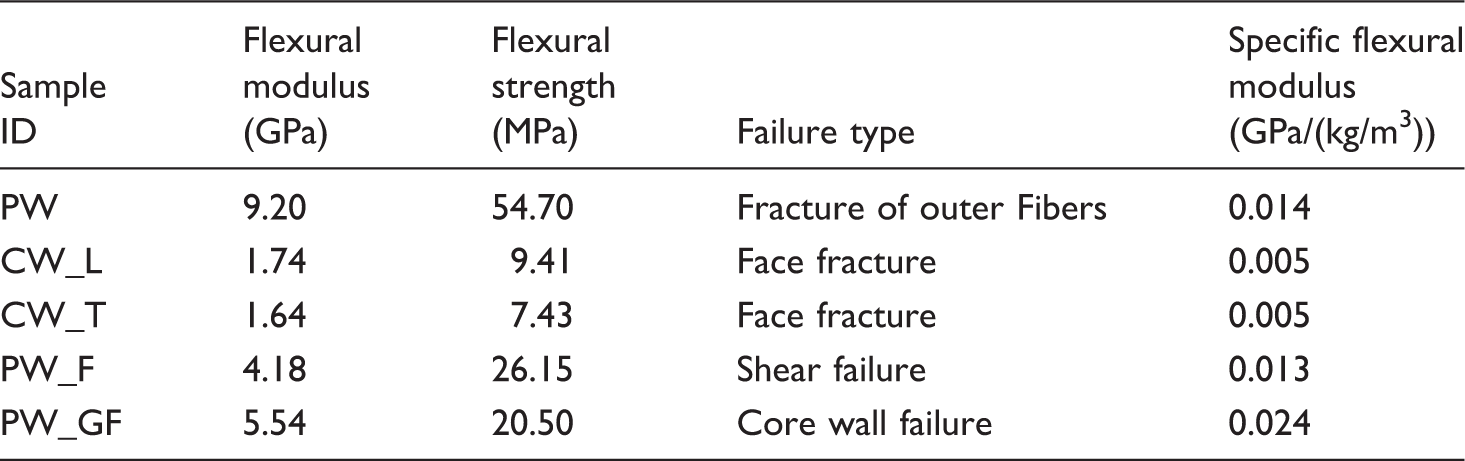
The characteristics in Table 5 are similar or exceeding those of wood-based sandwich panels reported in literature. For example, the mean density of the rib-stiffened panels without foam [28] is approximately 288 kg/m3 and have a specific stiffness equal to 0.19 GPa/(kg/m3).
All-plywood sandwich panels with honeycomb core from okoume wood (Aucoumea Klaineana) has a mean density of 205 kg/m3 [14], however flexural modulus for such sandwich panels is 2.86 GPa. It provides specific stiffness of 0.14 GPa/(kg/m3), which is close to sandwich panel with foam core and plywood stiffeners.
Sandwich panels with two-dimensional truss core, assembled of birch surfaces and birch dowel core, demonstrated a flexural modulus of 5.33 GPa and flexural strength of 11.55 MPa. Surfaces from poplar laminated veneer lumber (LVL) decrease the flexural modulus 4.30 GPa and strength to 7.74 MPa according to Jin and Wang [51].
Conclusions
An experimental and numerical investigation of sandwich panels with three different core types has been presented. According to experiments and FE analysis of sandwich panels in four-point bending tests, the following concluding remarks can be listed:
Advantage of foam core filler as an adhesive for stiffeners and medium for skin bond has been demonstrated by prototyping of sandwich panels with foam core and integrated plywood stiffeners. Experimental prototypes of novel sandwich panels with plywood skin and corrugated GF/PP core panels show that it is possible to successfully combine 3D thermoplastic composite core with plywood surface in rapid one-step manufacturing process. Among the three types of investigated sandwich panels, corrugated GF/PP thermoplastic core panels have the highest mechanical performance in terms of flexural modulus equal to 5.54 GPa and specific flexural stiffness which is 60% higher compared to that of conventional plywood. Numerical analysis shows that it is possible to predict mechanical behavior of the panels including failure of the skins, stiffeners and core. For all tested panels, material failure occurs after exceeding bending limit of 1/100 of the span length. It means that the primary limit state in design of mobile houses will be serviceability limit state due to deflection restriction.
Further work will focus on investigation of other functional qualities of the sandwich panels designed for residential purposes like heat insulation, environmental resistance and sound absorption.
Footnotes
Acknowledgements
Authors acknowledge the work of Mikelis Kirpluks and Ugis Cabulis from Latvian State Institute of Wood Chemistry on synthesis of natural PU foam filler.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research is funded by European commission FP7 program MAPICC 3D (One-shot Manufacturing on large scale of 3D upgraded panels and stiffeners for lightweight thermoplastic textile composite structures) no. 263159-1. The research also received funding from Latvia state research program under grant agreement “Innovative and multifunctional composite materials for sustainable buildings (IMATEH).”