
Abstract
In this study, the effects of homogenization sequence (before or after heat treatment) and homogenization temperature (40, 50 and 60 °C) for milk were investigated on physicochemical properties of stirred yoghurt. Stirred yoghurts were produced from homogenized and subsequently heat-treated milks, and heat-treated and subsequently homogenized milks and stored at 4 °C for 30 days. Number of grains, mean perimeter of grains, visual roughness, firmness, apparent viscosity, consistency coefficient in yoghurts produced from homogenized milk after heat treatment were higher, compared to those in yoghurts produced from milk homogenized before heat treatment, and these increased when homogenization temperature increased. To conclude, this study showed that some physicochemical properties of yoghurt were changed, by altering homogenization sequence and homogenization temperature for milk.
INTRODUCTION
Yoghurt, one of the most consumed dairy products, is rich in proteins, lipids, vitamins, and minerals that provide a variety of health benefits as well as a pleasant taste. It is produced by using yoghurt bacteria, namely Streptococcus thermophilus and Lactobacillus delbrueckii subsp. bulgaricus, which ferment lactose to lactic acid that gives yoghurt its texture and aroma (Delgado-Fernández et al., 2019). Chemical composition as well as homogenization, heat treatment and fermentation conditions of milk can markedly influence the quality properties of yoghurt that play an important role in consumer acceptance (Yadav et al., 2018).
In industrial yoghurt production, milk is homogenized at pressures in the 10–20 MPa range to prevent fat separation and increase viscosity, firmness and water holding capacity (Ciron et al., 2010). Homogenization disrupts milk fat globule membrane structures and reduces milk fat globule size from about 4 µm to approximately 1 µm which results in increasing milk fat globule surface area (Wang et al., 2019). After homogenization of milk, the amount of the milk fat globule membrane which consists of proteins, glycoproteins, triglycerides, phospholipids, cholesterol, enzymes, and other minor components is not sufficient to cover the surface area of milk fat globules. After homogenization of raw milk, the milk fat globule membrane is surrounded by caseins. In addition to caseins, the membrane is also covered by whey proteins if homogenization is combined with heat treatment (Lee and Sherbon, 2002).
The whey proteins in milk start to denature above 65 °C (Ye et al., 2004). The denatured whey proteins interact with other proteins in milk and with milk fat globules, resulting in an almost doubling of the amount of fat-bound protein (Tamime and Robinson, 2007; Ye et al., 2020). For efficient homogenization, the presence of protein is necessary, and the minimum amount of protein in milk is recommended to be 0.2 grams of casein/gram of milk fat (Kilara, 2011).
The inlet temperature of milk is another necessity for efficient homogenization (Wang et al., 2019). Homogenization is usually operated at temperatures between 40 and 75 °C (Walstra et al., 2006). Homogenization occurs best at temperatures higher than 37 °C because milk fat in cold milk is partially solid (Kilara, 2011). At higher temperatures of about 40 °C, milk fat has lower viscosity and thereby it is easier to break milk fat globules (McClements, 2016). Therefore, the temperature range 60–70 °C can be considered as optimal for homogenization of milk (Kessler, 2002). The homogenization and heat treatment can affect interactions between milk fat globules membrane and milk proteins, which contribute to the formation of yoghurt gel structure (Hui, 1993).
The milk proteins play the most important role in the formation of yoghurt gel consisting of aggregated protein particles. The size of these particle typically ranges between 2–100 µm (Körzendörfer et al., 2018). Cayot et al. (2008) showed that the texture of stirred yoghurt becomes gritty and rough but not creamy when the particle size is bigger than 150 µm. In semisolid foods such as stirred yoghurt, particle presence impacts sensorial texture perception in the form of increased grittiness, graininess or reduced creaminess, and is dependent on particle characteristics such as particle size (Olarte Mantilla et al., 2022). Krzeminski et al. (2012) reported that increased particle size revealed higher sensation in graininess and roughness of foods such as stirred yoghurt. Graininess (appearance of particles) and roughness (irregularities in the yoghurt matrix) are textural defects in stirred yoghurt that inhibit production of smooth, uniform and fine-bodied products that is preferred by consumers. Moreover, the general texture acceptability and preference for stirred yoghurt depends on the degree of graininess and roughness (Aktar, 2022). Graininess and roughness of stirred yoghurt can be influenced by milk composition, heat treatment of milk, type and amount of starter culture, and incubation and storage conditions (Kucukcetin et al., 2009). However, to date there is no study to determine the effect of homogenization of milk on the graininess and roughness of stirred yoghurt. In previous studies, the effects of homogenization pressure (high pressure) and stage on the physicochemical properties of stirred yoghurt were investigated (Penna et al., 2006, 2007), and no data has been reported about the effects of homogenization sequence and temperature for milk on physicochemical properties of stirred yoghurt. The objective of this research was to determine the combined effects of the homogenization temperature and sequence (before or after heat treatment) for milk on physicochemical properties, including the graininess and roughness, of stirred yoghurt.
MATERIALS AND METHODS
Yoghurt production
Raw cow milk (non-fat milk solids content of 8.8%, fat content of 2.9%, protein content of 3.3%, ash content of 0.6% and pH value of 6.6) was provided by the Cattle Farm in Akdeniz University. The milk was divided into four parts to use for production of yoghurts. Three parts were used for homogenization before heat treatment. The first, second and third parts were pre-heated to temperatures of 40, 50 and 60 °C, respectively. The pre-heated milks were homogenized at 20 MPa using a laboratory homogenizer (Buffalo Series Homolab 2, H.P. Homogenizers FBF, Parma, Italy). The homogenized milks were heated at 85 °C for 10 min and then cooled to 42 °C. The fourth part of milk was heated at 85 °C for 10 min, then divided into three subparts. The first, second and third subparts were cooled to 40, 50 and 60 °C, respectively, and then homogenized at 20 MPa. After homogenization, the temperature of milk samples was adjusted to 42 °C. The milks at 42 °C were inoculated with 0.2 g L−1 of yoghurt starter culture (Mystarter culture RV1 A, Maysa Food Industry and Trade Inc., Istanbul, Turkey), and then incubated at 42 °C until pH reached approximately 4.6. After the incubation, the yoghurts were stirred using a mechanical mixer (Bosch, Mixxo Quattro MSM 7700, Jesenice, Slovenia) for 2 min during cooling to 20 °C. The yoghurts were packaged in 200-mL polystyrene cups with lids and stored at 4 °C for 30 days. In the present study, the temperature–time combination of the heat treatment was determined according to the kinetic data of Kessler (2002). The heat treatment at 85 °C for 10 min, which has the similar effect on whey protein denaturation as 90 °C for 5 min or 95 °C for 3 min was chosen for our experiments to ensure more than 80% whey protein denaturation in yoghurt milk. The yoghurts produced from the milks which were homogenized milk at 40 °C, 50 °C and 60 °C prior to heat treatment at 85 °C for 10 min were named as 40HOHT, 50HOHT, and 60HOHT, respectively, while the yoghurts produced from the milks which were treated at 85 °C for 10 min prior to homogenization treatment at 40 °C, 50 °C and 60 °C were named as HT40HO, HT50HO, and HT60HO, respectively (Figure 1).
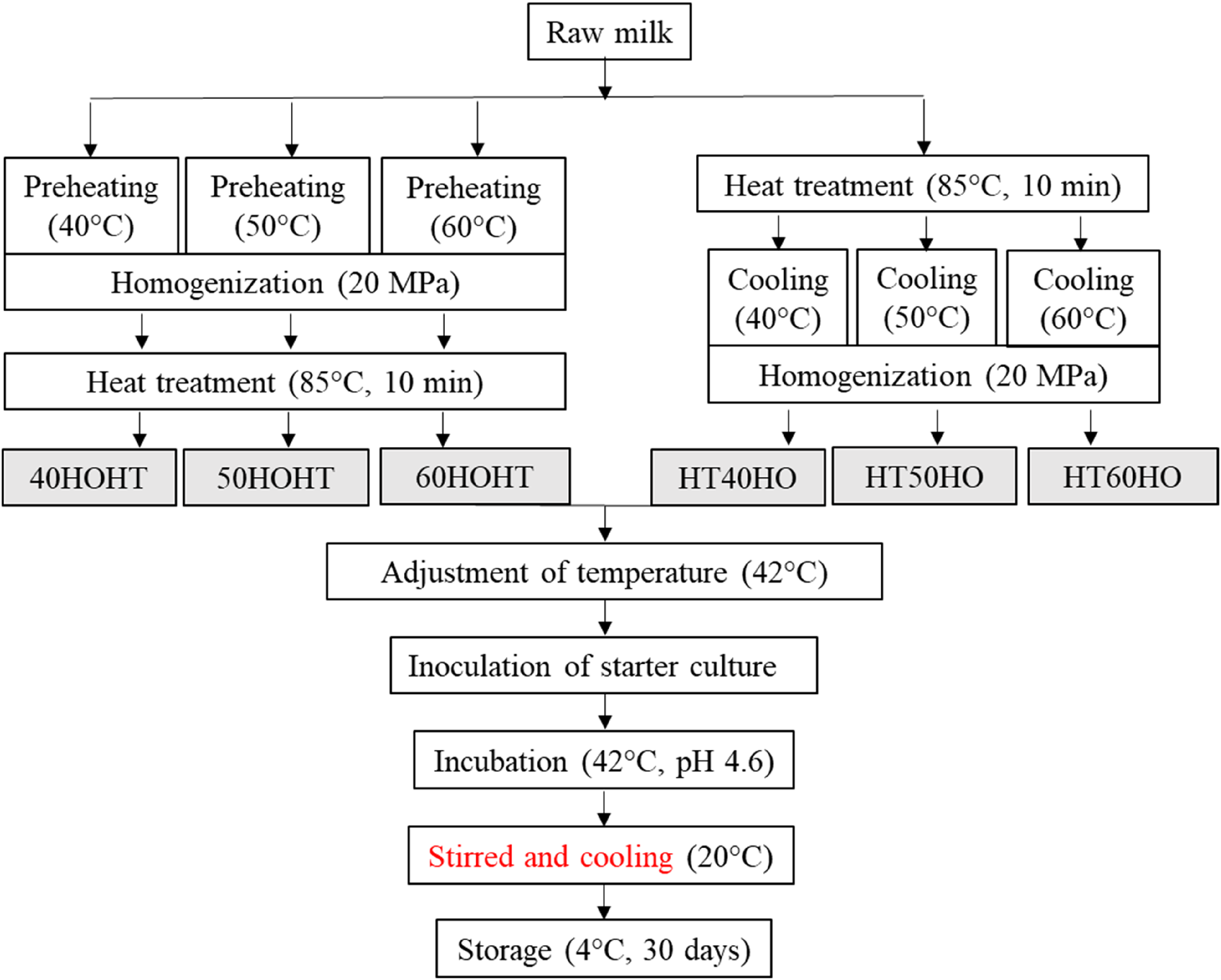
The process flow diagram of stirred yoghurt production.
Analyses for milk
Total solids, protein, fat, and ash contents of the raw milk were determined according to the Association of Official Analytical Chemist methods 925.23, 991.22, 2000.18 and 945.46, respectively (AOAC, 2000a, 2000b, 2000c, 2000d). The pH values of the milk were measured using a pH-meter (Thermo Scientific Orion 2-Star, Bremen, Germany). The particle size distributions of the homogenized and subsequently heat-treated milks, the heat-treated and subsequently homogenized milks, and the heat-treated non-homogenized milk were determined according to the method of Jensen et al. (2010) using a Malvern Mastersizer 2000 particle size analyser (Malvern Instruments Ltd, Worcestershire, UK).
Analyses for yoghurt samples
The yoghurt samples were analysed for total solids, protein, fat, and ash contents in accordance with the FIL-IDF standards 21B, 20B, 52A and 27, respectively (FIL-IDF, 1964, 1987, 1993, 1997). The number and mean perimeter of grains as a measure for graininess, and visual roughness value in one-day stored yoghurt samples were determined by image analyses according to the methods described by Kucukcetin et al. (2009). The pH values of the yoghurt samples were measured using a pH-meter (Thermo Scientific Orion 2-Star). The titratable acidity values of the yoghurt samples were determined by titration with 0.1 N NaOH (Xu et al., 2019). The syneresis values of the yoghurt samples were measured by the centrifugation method according to the modified method of Amatayakul et al. (2006), approximately 30 g of yoghurt was weighted into centrifuge tube (50 mL, ISOLAB Laborgerate GmbH., Eschau, Germany), and then centrifuged (UniCen MR, Herolab GmbH., Wiesloch, Germany) at 6000 g for 15 min at 5 °C. The syneresis value was expressed as the percentage weight of whey separated from yoghurt. The firmness values of the yoghurt samples were determined following the method of Rawson and Marshall (1997). For rheological measurements, the yoghurt samples were analysed using a Brookfield R/S plus rheometer (Brookfield, Middleboro, MA, USA) equipped with a concentric cylinder double gap (DG3) geometry at 10 °C. The shear rate was linearly increased from 0.1 to 300 s−1 within 5 min and decreased to 0.1 s−1 in the next 5 min. The apparent viscosity values at a shear rate of 50 s−1 were reported as the apparent viscosity of yoghurt samples. The Rheo3000 software (Rheotec Messtechnik GmbH, Berlin, Germany) was used to obtain rheological parameters (apparent viscosity, consistency coefficient and flow behaviour index) of the yoghurt samples and to find suitable rheological model fitting the experimental shear stress-shear rate (Ergin, 2021). The pH, titratable acidity, syneresis and firmness values as well as the rheological parameters of the yoghurt samples were determined on the 1st, 15th, and 30th days of the storage.
Statistical analysis
All statistical calculations were performed using SAS Statistical Software (SAS Institute Inc., Cary, NC, USA) and the significant means were compared using Duncan's multiple comparison range test. Three-factor ANOVA was conducted to determine the effects of homogenization sequence, homogenization temperature, and storage time on physicochemical properties of the yoghurt samples. Principal component analysis (PCA) was performed on raw data using the SigmaPlot 14.0 software (Systat Software GmbH, Erkrath, Germany). Each of experiment and measurement was performed in triplicate.
RESULTS AND DISCUSSION
The particle size distribution of milk samples
Volume mean diameter (D [4,3]), surface volume mean diameter (D [3,2]) and specific surface area values of milks are shown in Figure 2. The results from the present study are in general consistent with results presented in the studies of Ciron et al. (2010) and Lu et al. (2013). The D [4,3] and D [3,2] values of the milks homogenized after heat treatment were slightly higher than those of the milks homogenized before heat treatment, while the specific surface area values of the milks homogenized after heat treatment were lower than those of the milks homogenized before heat treatment (Table 1). It might be attributed to the denaturation of almost all whey proteins by heat treatment. When milk is pasteurized before homogenization, denatured whey proteins interact with κ-casein on the surface of casein micelles and milk fat globules membrane, and the micellar complex of casein and whey proteins will absorb on the newly formed fat surface during subsequent homogenization (Hillbrick et al., 1999). In the present study, increasing homogenization temperature led to a decrease in the D [4,3] and D [3,2] values and an increase in the specific surface area values of the milk. Similar to our results, Wiking and Dickow (2013) found that D [4,3] value of fat globules decreased by approximately 14%, when homogenization temperature of milk increased from 40 °C to 50 °C at 10 MPa, and the authors explained that decrease in viscosity of milk with increasing the homogenization temperature might cause the milk fat globules to become smaller due to the potentiating effect of homogenization at high temperature.
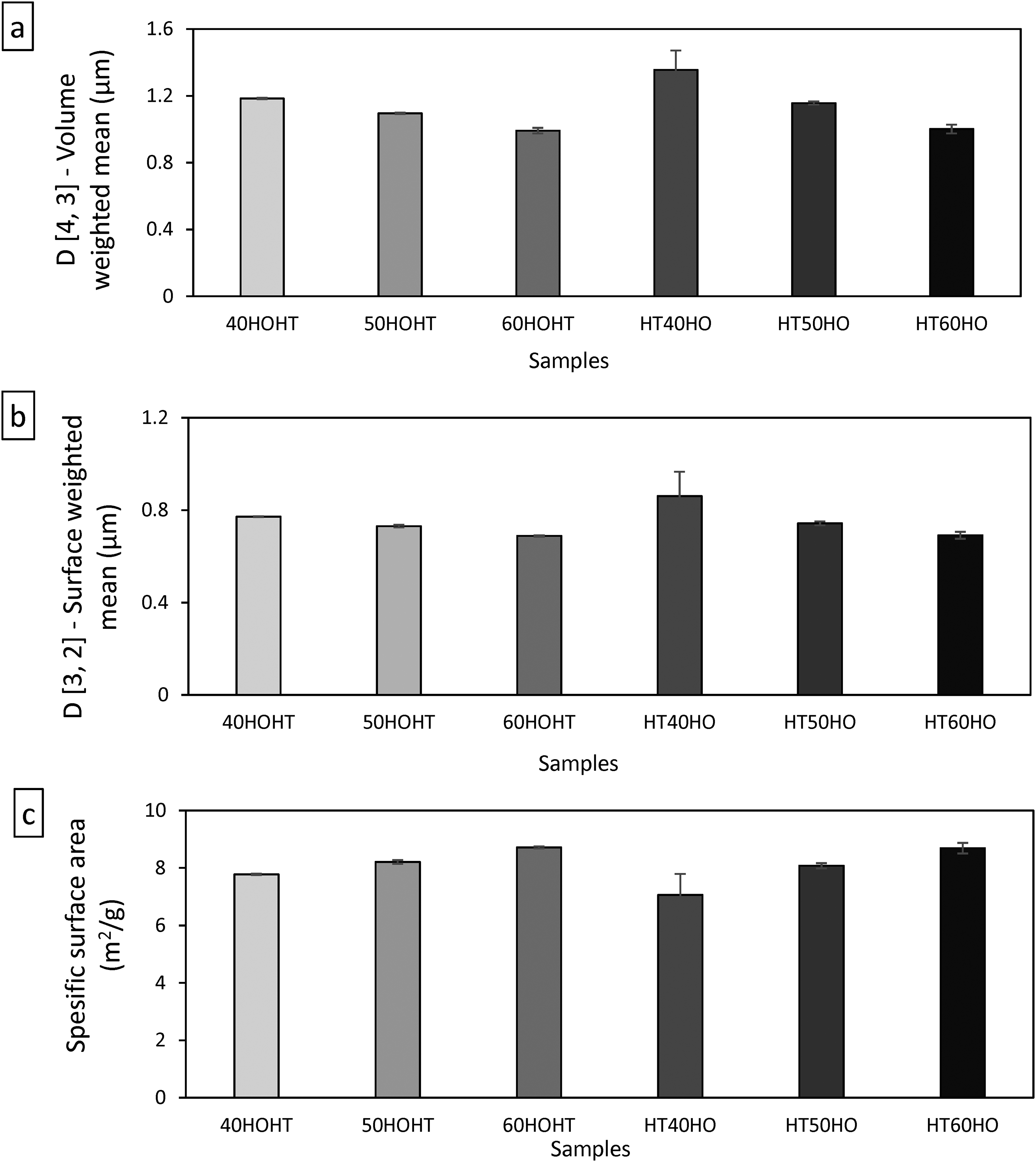
(a) D [4,3], (b) D [3,2], (c) specific surface area values of the stirred yoghurt milk samples. The bars represent mean values, and the error bars represent standard error of the mean. 40HOHT; milk which was homogenized milk at 40 °C prior to heat treatment at 85 °C for 10 min, 50HOHT; milk which was homogenized at 50 °C prior to heat treatment at 85 °C for 10 min, 60HOHT; milk which was homogenized milk at 60 °C prior to heat treatment at 85 °C for 10 min, HT40HO; which was treated at 85 °C for 10 min prior to homogenization treatment at 40 °C, HT50HO; milk which was heat treated at 85 °C for 10 min prior to homogenization treatment at 50 °C, HT60HO; milk which was heat treated at 85 °C for 10 min prior to homogenization treatment at 60 °C.
The effects of homogenization sequence and homogenization temperature on the D [4,3], D [3,2] and specific surface area values of the milks.
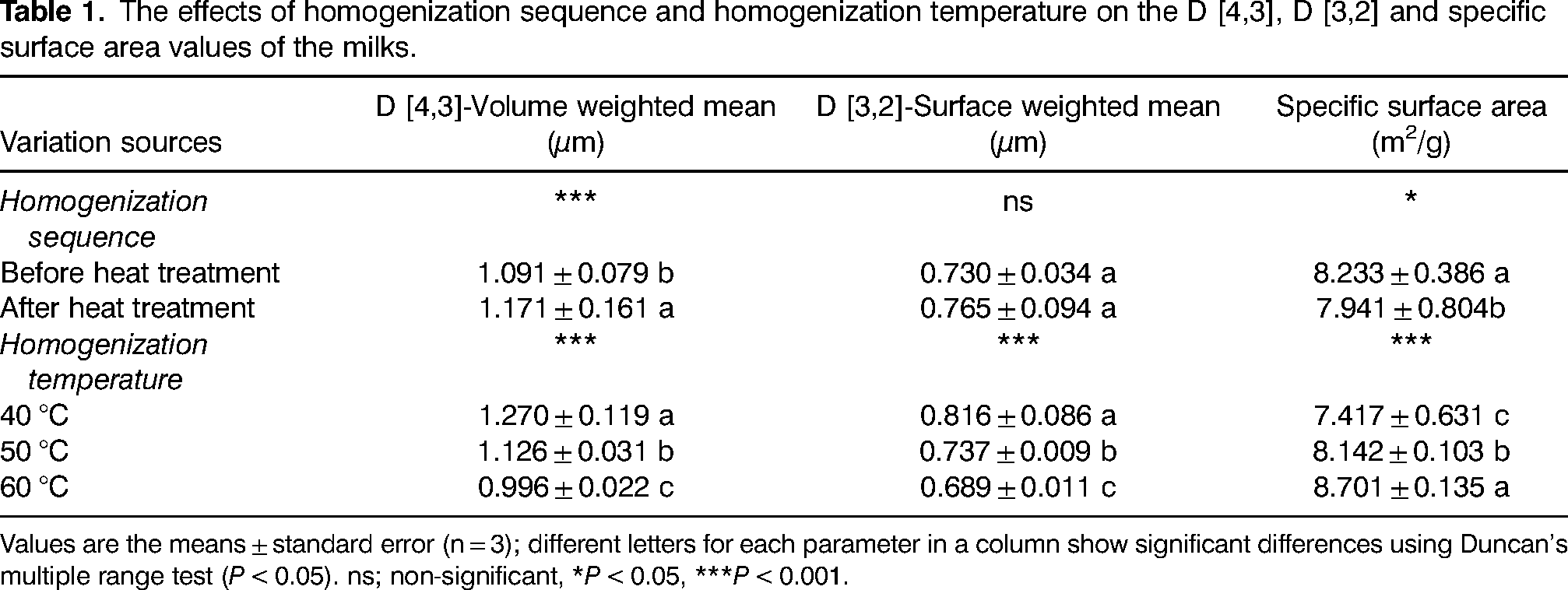
Values are the means ± standard error (n = 3); different letters for each parameter in a column show significant differences using Duncan's multiple range test (P < 0.05). ns; non-significant, *P < 0.05, ***P < 0.001.
Physicochemical properties of yoghurt samples
The mean total solids, fat, protein, and ash contents of the stirred yoghurt samples ranged from 11.40 to 11.78%, from 2.80 to 2.90%, from 3.24 to 3.38%, and from 0.71 to 0.83%, respectively. The pH values of the yoghurt samples varied from 4.59 to 4.48 at the first day of storage, and from 4.40 to 4.26 at 30 days of storage. The titratable acidity values ranged between 0.75% and 0.79% for one-day stored yoghurt samples and between 0.80% and 0.85% for 30-day stored yoghurt samples. In the present study, the effects of the homogenization sequence and homogenization temperature on the pH and titratable acidity values of the yoghurt samples, although being statistically significant (Table 2), the differences in both pH and titratable acidity values among the samples are not important from a practical point of view.
The effect of homogenization sequence and homogenization temperature on pH and titratable acidity values of the stirred yoghurt samples.
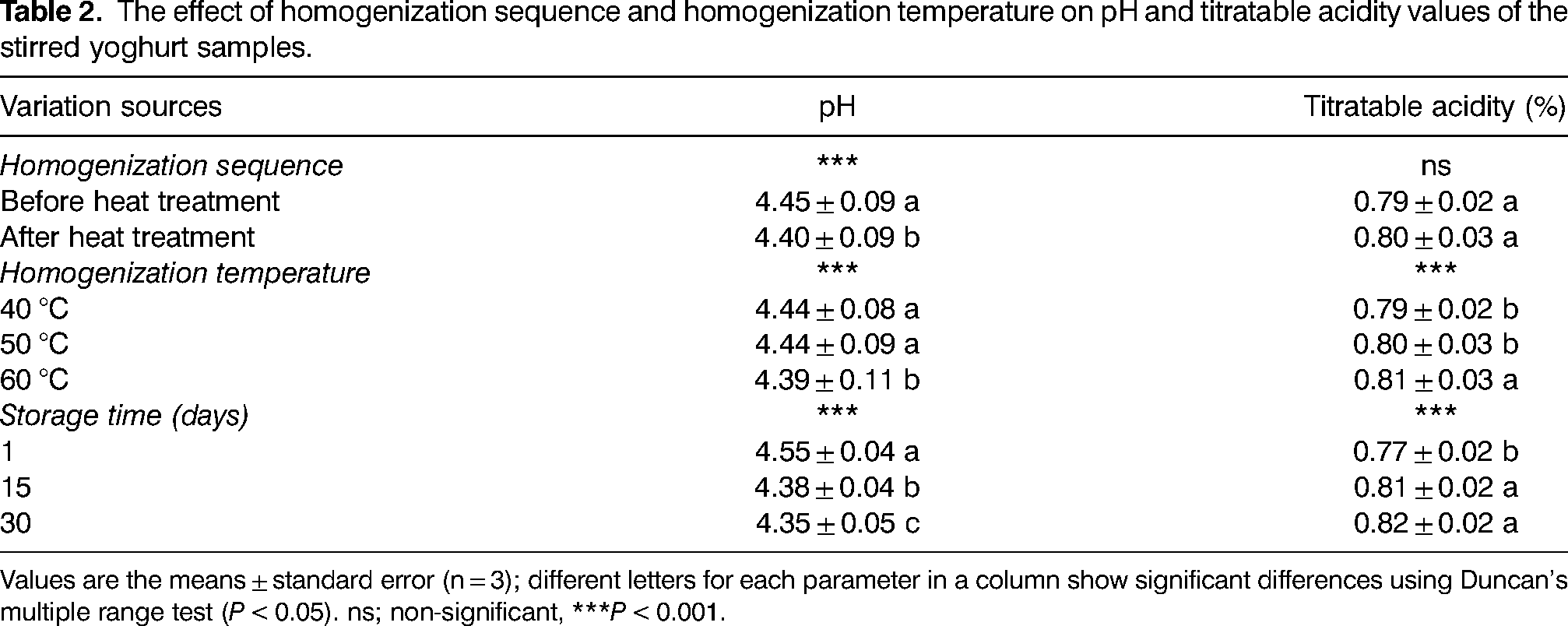
Values are the means ± standard error (n = 3); different letters for each parameter in a column show significant differences using Duncan's multiple range test (P < 0.05). ns; non-significant, ***P < 0.001.
The number of grains, the mean perimeter of grains and the visual roughness value in the stirred yoghurt samples produced from heat-treated and subsequently homogenized milk were higher than those produced from milk homogenized before heat treatment (Figure 3 and Table 3). Plock et al. (1992) reported that if milk was homogenized after heat treatment, protein aggregates, consisting of already denatured whey proteins and casein/whey protein complexes, covered fat globules as secondary milk fat globules membrane, which resulted in irregularly shaped, roughly, and voluminously particles. The number of grains, the mean perimeter of grains and the visual roughness value in the yoghurt samples significantly increased with increasing the homogenization temperature from 40 °C to 60 °C, in the present study. Heat induced denaturation of β-lactoglobulin (β-LG) occurs at temperatures between 60 °C and 100 °C. β-LG dissociates into native monomers above 40 °C and its tertiary structure gets changed between temperatures of 40 °C and 55 °C, which has a weak tendency to aggregation. As the heating temperature increase to 60 °C and above, noncovalent bonds are broken in the tertiary structure of β-LG which causes reversible unfolding. Then, these unfolded forms can react with native or another unfolded β-LG via disulphide interchange or thiol oxidation to form denatured β-LG (Petit et al., 2011).
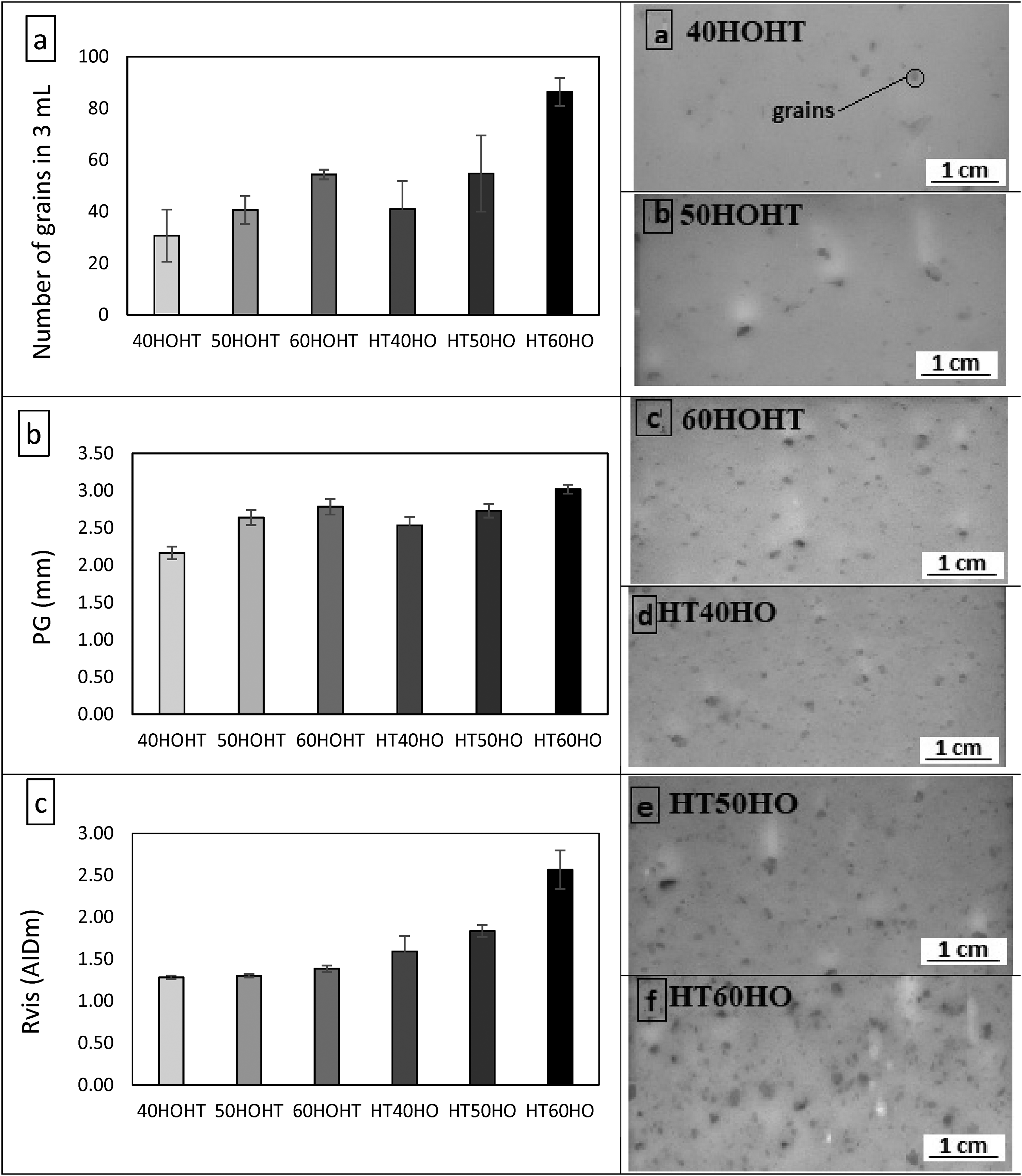
(a) The number of grains, (b) mean perimeter of grains (pg, mm) and (c) visual roughness value (AIDm, mean absolute intensity deviation) of the stirred yoghurt samples. The bars represent mean values, and the error bars represent standard error of the mean. Real-scale images of stirred yoghurt samples are given on the right. 40HOHT; stirred yoghurt produced from milk which was homogenized at 40 °C, then heated at 85 °C for 10 min, 50HOHT; stirred yoghurt produced from milk which was homogenized at 50 °C, then heated at 85 °C for 10 min, 60HOHT; stirred yoghurt produced from milk which was homogenized at 60 °C, then heated at 85 °C for 10 min, HT40HO; stirred yoghurt produced from milk which was heated at 85 °C for 10 min, then homogenized at 40 °C, HT50HO; stirred yoghurt produced from milk which was heated at 85 °C for 10 min, then homogenized at 50 °C, HT60HO; stirred yoghurt produced from milk which was heated at 85 °C for 10 min, then homogenized at 60 °C.
The effect of homogenization sequence and homogenization temperature on number of grains, mean perimeter of grains and visual roughness value (AIDm, mean absolute intensity deviation) of the stirred yoghurt samples.
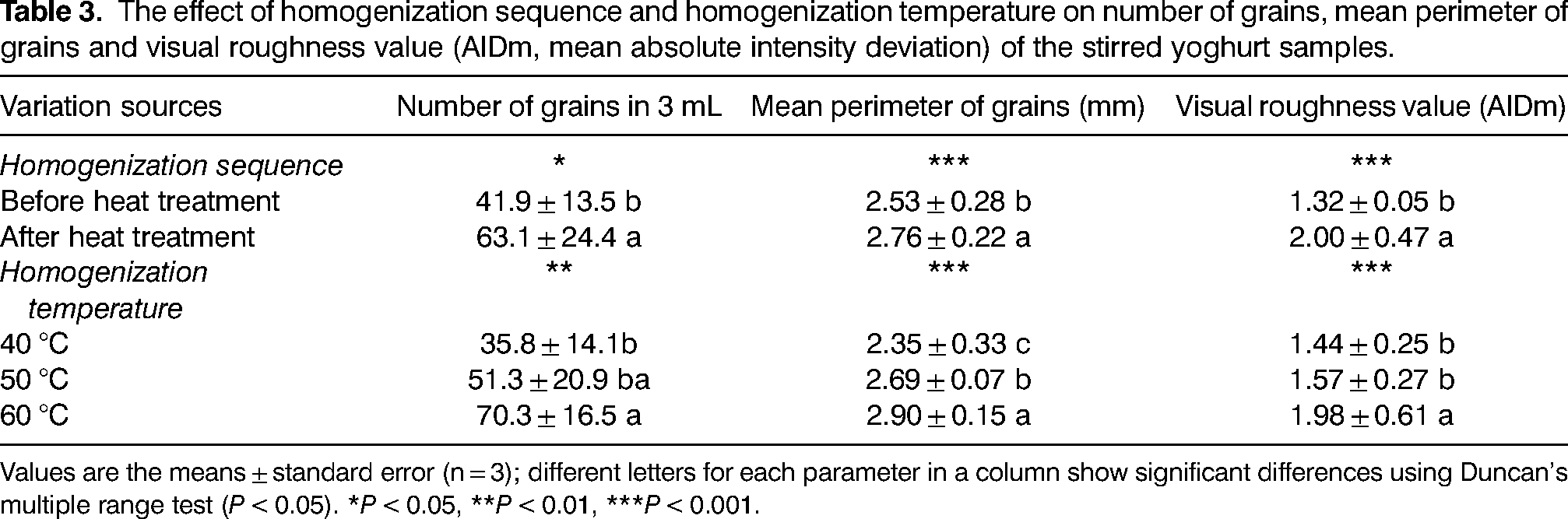
Values are the means ± standard error (n = 3); different letters for each parameter in a column show significant differences using Duncan's multiple range test (P < 0.05). *P < 0.05, **P < 0.01, ***P < 0.001.
The syneresis values of the stirred yoghurt samples are given Figure 4(a). It was found in the present study that the syneresis values of the yoghurt samples were not affected by the homogenization sequence. This result was in agreement with the study of Plock et al. (1992) reporting that syneresis values of yoghurt samples did not significantly change with homogenization sequence. In the present study, the homogenization temperature and storage time significantly influenced the syneresis values of the yoghurt samples (Table 4). The syneresis value of the yoghurt samples decreased with increasing homogenization temperature. It may be explained due to the increase of surface area of fat globules at high homogenization temperatures. These fat globules are covered with more casein and whey protein, which results in the decrease of syneresis values of the yoghurt samples (Wang et al., 2019). The syneresis values of yoghurt samples were significantly decreased after the 15th day of storage. Similar to our results, Alirezalu et al. (2019) and Yildiz-Akgül (2018) found that syneresis values of yoghurt samples slightly decreased during storage period. Gilbert et al. (2021) reported that post-acidification increased protein-protein interactions, which reduced syneresis in yoghurt samples during storage at 4 °C.
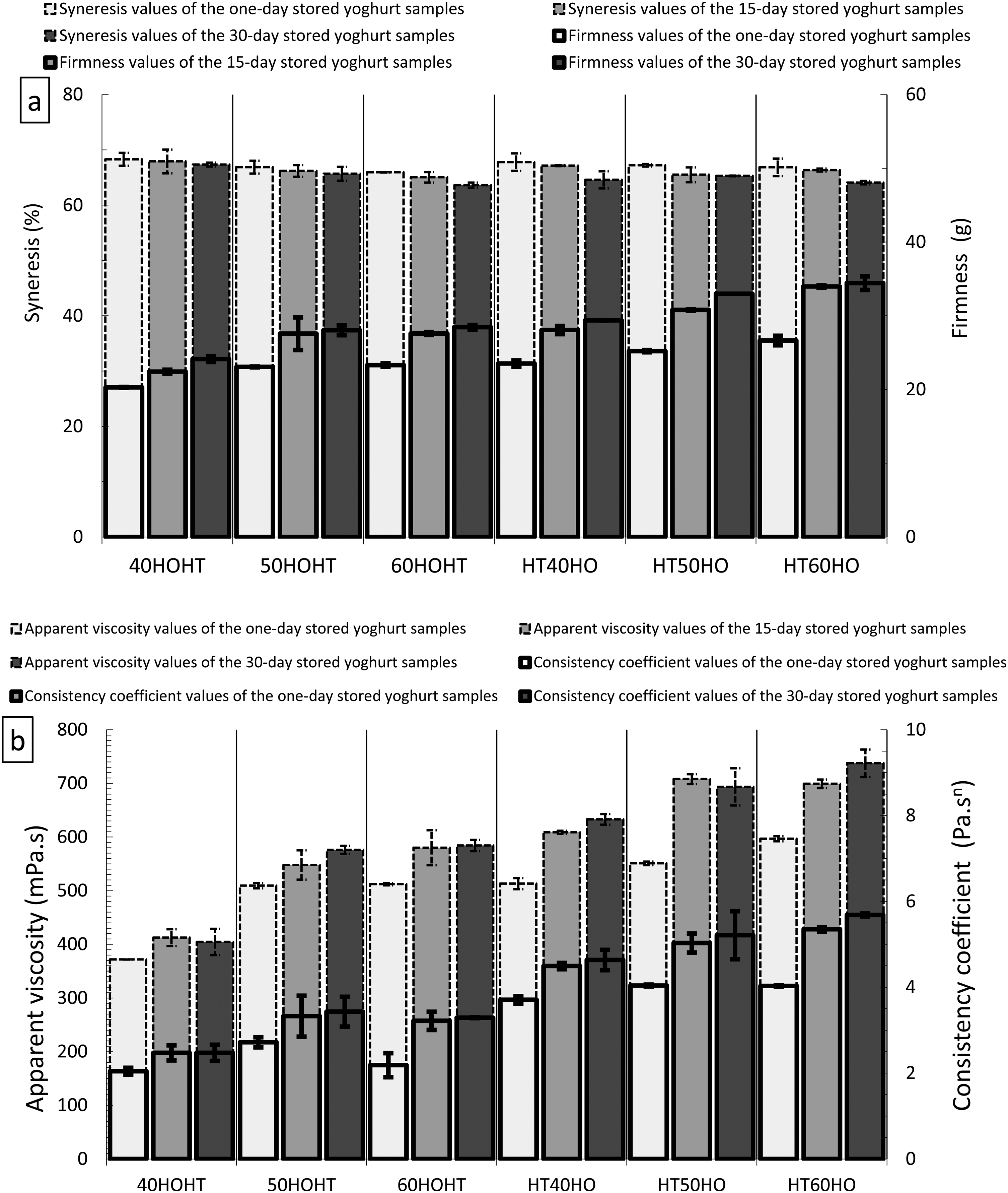
(a) The syneresis and firmness values of the stirred yoghurt samples, (b) the apparent viscosity and consistency coefficient values of the stirred yoghurt samples. The bars represent mean values, and the error bars represent standard error of the mean. 40HOHT; stirred yoghurt produced from milk which was homogenized at 40 °C, then heated at 85 °C for 10 min, 50HOHT; stirred yoghurt produced from milk which was homogenized at 50 °C, then heated at 85 °C for 10 min, 60HOHT; stirred yoghurt produced from milk which was homogenized at 60 °C, then heated at 85 °C for 10 min, HT40HO; stirred yoghurt produced from milk which was heated at 85 °C for 10 min, then homogenized at 40 °C, HT50HO; stirred yoghurt produced from milk which was heated at 85 °C for 10 min, then homogenized at 50 °C, HT60HO; stirred yoghurt produced from milk which was heated at 85 °C for 10 min, then homogenized at 60 °C.
The effect of homogenization sequence and homogenization temperature on syneresis and firmness values of the stirred yoghurt samples.
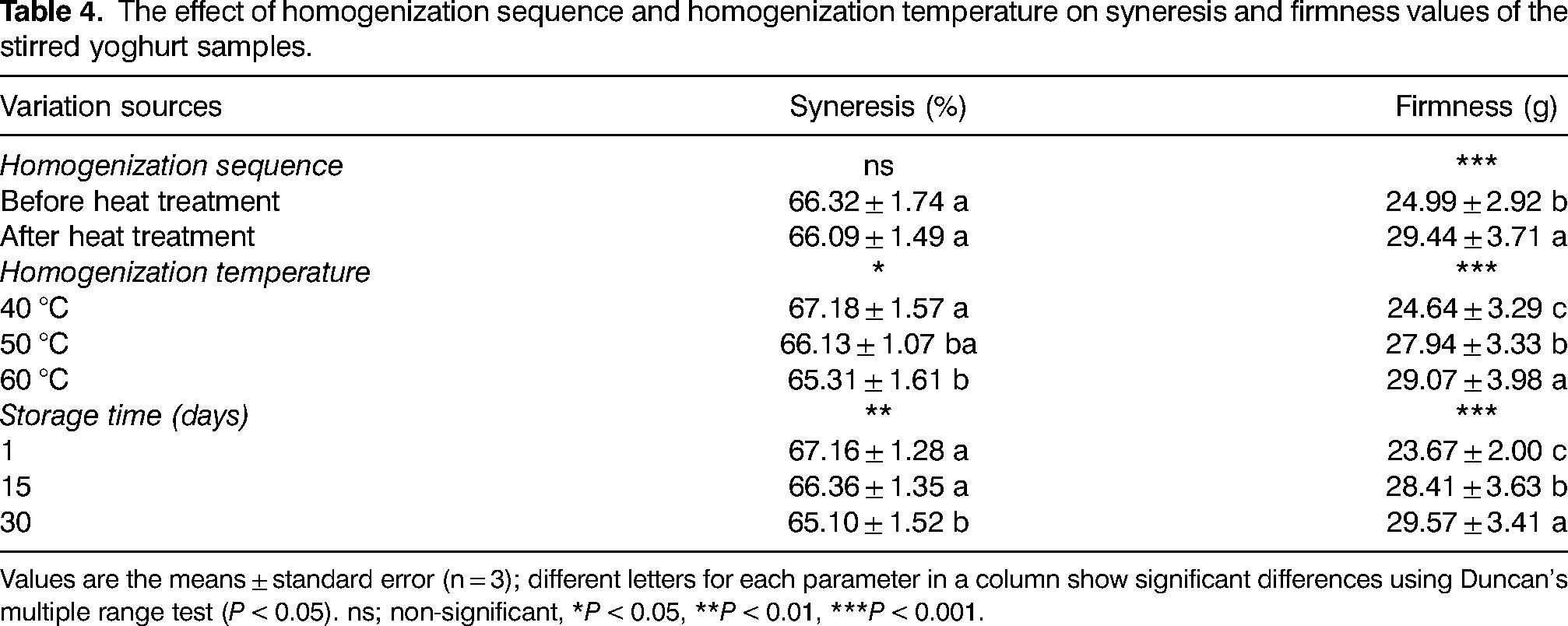
Values are the means ± standard error (n = 3); different letters for each parameter in a column show significant differences using Duncan's multiple range test (P < 0.05). ns; non-significant, *P < 0.05, **P < 0.01, ***P < 0.001.
The firmness values of the stirred yoghurt samples are given in Figure 4(a). The firmness values of the samples were affected by the homogenization sequence (Table 4). The firmness values of the yoghurt samples produced from heat-treated and subsequently homogenized milks were higher than those produced from homogenized and subsequently heat-treated milks. The gel strength of yoghurt samples can be influenced by number and strength of molecular interactions (covalent, non-covalent, hydrophobic interaction and -SH/S-S interchange reactions) among proteins (Cheng et al., 2017). Homogenization sequence causes rearrangement of bonds between whey proteins, casein, and milk fat globules (Ion-Titapiccolo et al., 2013; Ye et al., 2004). Moreover, the firmness values of the yoghurt samples produced from the milks homogenized at 40 °C were lower than those produced from the milks homogenized at 50 or 60 °C (Table 4). It might be attributed that the fat globules get smaller with increasing homogenization temperature, therefore fat globules can be incorporated into the protein network more easily which leads to creating a stronger gel. Lindberg and Samuelsson (2018) found that increase in homogenization temperature resulted in increase in firmness of yoghurt. The firmness values of the yoghurt samples increased with the prolongation of the storage period (Table 4). Kalicka et al. (2017) explained that microbial activity leading to the strengthening of the protein matrix by increasing lactic acid and bacterial exopolysaccharides productions resulted in increased firmness of yoghurt samples during storage period.
The apparent viscosity and consistency coefficient values of the yoghurt samples are shown in Figure 4(b). The apparent viscosity and consistency coefficient values of the stirred yoghurt samples were significantly influenced by the homogenization sequence, homogenization temperature and storage period (Table 5). The apparent viscosity and consistency coefficient values of the yoghurt samples produced from heat-treated and subsequently homogenized milks were higher than those produced from homogenized and subsequently heat-treated milks. Probably the homogenization sequence affects interactions of casein and whey proteins with milk fat globules membrane (Hillbrick et al., 1999). During heat treatment of whole milk above 75 °C, both β-lactoglobulin and α-lactalbumin bind to the milk fat globules membrane via different mechanisms such as sulfhydryl-disulfide interactions, hydrophobic interactions, and hydrogen bonding (Hansen et al., 2020; Ye et al., 2004). Moreover, these complexes of whey proteins and milk fat globules are attached to casein micelles, especially κ-casein. If the milk is not heat-treated before homogenization, whey proteins are not present in newly formed milk fat globules membrane, only casein micelles become attached to the surface of fat globules. When the milk is heat-treated before homogenization, denatured whey proteins interact with κ-casein of casein micelles and as well as with milk fat globules membrane (Lee and Sherbon, 2002). Ji et al. (2011) reported that the order of homogenization and heat treatments caused differences in structure of acid milk gels produced from recombined milk due to the change in distribution of proteins between milk serum phase and milk fat globules surface. Similar to the results of the present study, Ion-Titapiccolo et al. (2013) determined that acid gel produced from milk homogenized after heat treatment showed a stiffer gel compared to that from milk homogenized before heat treatment. They explained that there was a higher amount of denatured whey proteins and soluble complexes in milk homogenized after heat treatment, and this affected the ability of the fat globules to form a gel network. In present study during the homogenization of milk, the homogenization temperature of 50 or 60 °C instead of 40 °C resulted in increase in the apparent viscosity and consistency coefficient values of the yoghurt samples. It might be related to changes in the structure of milk fat globules membrane and milk proteins with increasing homogenization temperature (Petit et al., 2011; Wang et al., 2019). Moreover, Wang et al. (2019) found that when preheating temperature of milk increased from 50 to 70 °C before homogenization, relative abundance of fatty acid-binding protein and periodic acid Schiff glycoprotein 6/7 decreased, and relative abundance of α-La increased in milk fat globules membrane that caused a positive effect on the interactions between α-La and milk fat globules. The apparent viscosity and coefficient values of the yoghurt samples were significantly increased after the 15th day of storage. The increase in apparent viscosity and coefficient values were probably due to the restructuring of the protein network that occurred during post-acidification (Guénard-Lampron et al., 2020).
The effect of homogenization sequence and homogenization temperature on apparent viscosity, consistency coefficient and flow behaviour index values of the stirred yoghurt samples.
Values are the means ± standard error (n = 3); different letters for each parameter in a column show significant differences using Duncan's multiple range test (P < 0.05). ns; non-significant, *P < 0.05, ***P < 0.001.
The Power law model had high correlation coefficients (R2) (greater than 0.93) during the storage period, and this model was determined to describe the flow behaviour of the stirred yoghurt samples. The flow behaviour index values of the yoghurt samples varied from 0.29 to 0.39 and all yoghurt samples behaved as shear thinning fluid. Lindberg and Samuelsson (2018) found that the flow behaviour index values of the yoghurt samples were ranged between 0.15 and 0.29. In the present study, the flow behaviour values of the yoghurt samples were significantly affected by homogenization sequence (Table 5). The flow behaviour index values of the yoghurt samples produced from milks homogenized after heat treatment were found to be lower than those of the yoghurt samples produced from milks homogenized before heat treatment. This meant that the yoghurt samples produced from milks homogenized before heat treatment had a lower viscosity and higher degree of shear thinning compared to the yoghurt samples produced from milks homogenized after heat treatment, but the flow behaviour index values of the samples were not significantly affected by the homogenization temperature. However, the flow behaviour index values of yoghurt samples were significantly decreased after the 15th day of storage due to the increase in viscosity of the samples.
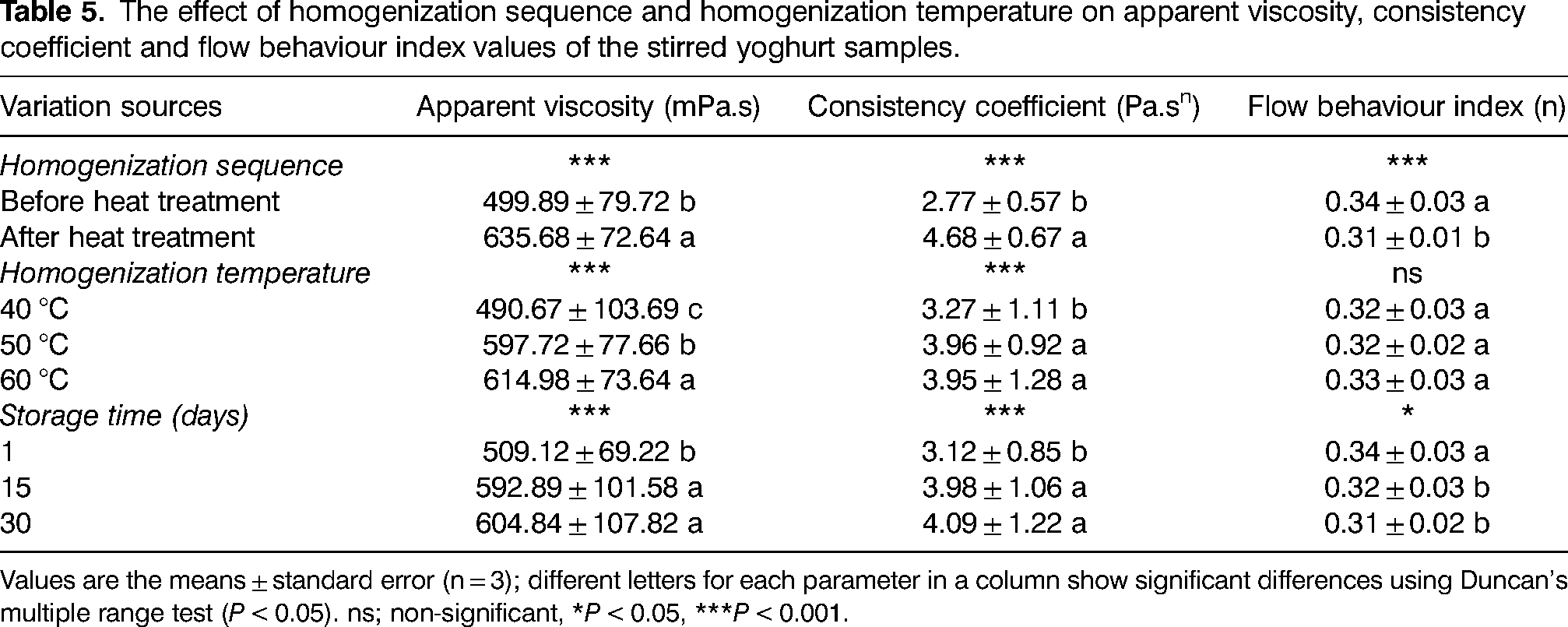
The PCA has been conducted to evaluate the influence of homogenization sequence and temperature on the physical properties of the stirred yoghurt samples, from a descriptive point of view. Figure 5(a) displays the PCA biplot with the first two principal components (PC) that together explained 98.05% of the total variance, whereas PC1 and PC2 accounted for 81.71% and 16.34% of the variance, respectively. The stirred yoghurt samples produced from milks homogenized at 50 and 60 °C after heat treatment were characterized as relatively high in graininess and roughness. The stirred yoghurt samples produced from milks homogenized at 50 °C before heat treatment and stirred yoghurt samples produced from milks homogenized at 40 °C after heat treatment had the same characteristics in terms of graininess and roughness, whereas the stirred yoghurt sample produced from milk homogenized at 40 °C before heat treatment was different from the other samples.
(a) Principal component biplot between the number of grains, mean perimeter of grains, visual roughness and stirred yoghurt samples. (b) Principal component biplot between the syneresis, firmness, apparent viscosity, consistency coefficient and stirred yoghurt samples. 40HOHT; stirred yoghurt produced from milk which was homogenized at 40 °C, then heated at 85 °C for 10 min, 50HOHT; stirred yoghurt produced from milk which was homogenized at 50 °C, then heated at 85 °C for 10 min, 60HOHT; stirred yoghurt produced from milk which was homogenized at 60 °C, then heated at 85 °C for 10 min, HT40HO; stirred yoghurt produced from milk which was heated at 85 °C for 10 min, then homogenized at 40 °C, HT50HO; stirred yoghurt produced from milk which was heated at 85 °C for 10 min, then homogenized at 50 °C, HT60HO; stirred yoghurt produced from milk which was heated at 85 °C for 10 min, then homogenized at 60 °C.
The two principal components for the relationship between the syneresis, firmness, apparent viscosity and consistency coefficient, and the stirred yoghurt samples explained 96.59% of the variation in the data set, while the PC1 and PC2 explained 73.81% and 22.78% of the variation, respectively (Figure 5(b)). The stirred yoghurt samples produced from milks homogenized at 50 and 60 °C after heat treatment were characterized as relatively high in viscosity and consistency. Syneresis was significantly negatively correlated with firmness in the stirred yoghurt samples, and the stirred yoghurt samples produced from milk homogenized at 40 °C were characterized by syneresis, regardless of the homogenization sequences. Moreover, the stirred yoghurt samples produced from milks homogenized before heat treatment were significantly negatively correlated with viscosity and consistency.
CONCLUSION
The results obtained in this research indicated that the homogenization sequence and homogenization temperature for milk used in yoghurt production led to substantial differences in physicochemical properties of stirred yoghurt. The use of milk homogenized before heat treatment and to reduce the homogenization temperature in stirred yoghurt production resulted in a reduce in the number of grains, the perimeter of grains and the visual roughness value in the samples. However, while the apparent viscosity and firmness values of the samples decreased when homogenization was applied to the milk before heat treatment. This study revealed that it was not possible to improve all tested physicochemical properties of yoghurt by making changes in homogenization sequence and temperature for milk, thus it is important to use different combinations of homogenization sequence and homogenization temperature according to the desired characteristics of stirred yoghurt. In the future studies, sensory analysis should be performed in order to evaluate the results more clearly in addition to analysis of physicochemical properties of stirred yoghurt.
Footnotes
DECLARATION OF CONFLICTIING INTERESTS
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
FUNDING
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Scientific Research Projects Coordination Unit of Akdeniz University (grant number FBA-2020-5478).