
Abstract
Sonication is a novel processing method that is perceived as a substitute for heat treatment to ensure the safety of juice while reducing the loss of nutrients during processing. The impacts of sonication and thermal processing on pineapple juice, including physicochemical properties, antioxidant activities, and microbial inactivation, were studied. Pineapple juice was sonicated at 100 W and 140 W (for 5, 10 and 15 min) and heat-treated at 70 °C, 80 °C and 90 °C (for 1 min). Results indicated minor alterations in physicochemical characteristics after sonication and thermal processing, while sonication treatment showed better retention of the color, clarity, and browning index of pineapple juice. Moreover, sonication significantly increased the bioactive compounds (total carotenoids, ascorbic acid, phenolics, and flavonoids) and boosted the antioxidant activity of pineapple juice compared to the heat-processed juice. Although sonication reduced the microbial load significantly with the increasing exposure time, it could not thoroughly inactivate microorganisms like thermal treatment. Therefore, optimal sonication processing conditions are required to be determined. This study will help the food processors utilize sonication treatment in pineapple juice processing plants to inactivate microorganisms thoroughly while also boosting the nutritional value.
INTRODUCTION
Pineapple is an appetizing tropical natural fruit with a pleasant flavor and high nutritive value. Pineapples are rich in vitamin C, which protects against oxidative stress-induced cellular damage. It also has a high amount of vitamin A, antioxidants, fibers, and minerals along with vitamin B to aid in metabolism (Yeoh and Ali, 2017). Pineapple is a major commercial fruit which is chiefly consumed as juice. The high polyphenol oxidase contents in pineapple are a great concern in processing as it induced enzymatic browning reactions resulting in flavor changes and nutritional quality losses (Costa et al., 2013; Zzaman et al., 2021). The major problems for producing good quality fruit juices are the destruction of vitamin C by heat processing, the Maillard reaction as well as non-enzymatic browning after processing (Hounhouigan et al., 2014). The activity of enzymes is an important quality indicator to be resolved. The destruction of the two most heat-resistant plant enzymes, polyphenol oxidase and peroxidase, is an indicator of inactivation of enzyme activity (Engmann et al., 2015).
Processing methods play a major role in inactivating microorganisms and enzymes to improve the shelf life and safety of foodstuffs (Abid et al., 2014a). Thermal processing is the well-known and extensively utilized pasteurization method for the destruction of micro-organisms and inactivation of enzymes in the food business (Adekunte et al., 2010). Thermal processing has the benefit of longer preservation and safety because of its deadly action on microbial cells along with enzymes. However, heat also destroys nutrients, reduces sensory quality, and impairs functional properties of foods due to its nonspecific effect (Guerrouj et al., 2016). Because of the high temperatures mostly required to destroy foodborne pathogens, thermal processing may antagonistically alter the nature of the products, by modifying sensory characteristics along with diminishing health benefits (Roy et al., 2022; Santhirasegaram, 2015a; Zzaman et al., 2021). Besides, the significant quality loss has been reported in thermally treated orange, strawberry, and watermelon juices (Rawson et al., 2011).
With the improvement in technology, customers are becoming more conscious about minimally processed, fresh like foods that entail the application of novel technologies with minor or no action on nutrients, taste, appearance, and other beneficial compounds (Engmann et al., 2015; Hossain et al., 2019, 2020, 2021, 2022; Zzaman et al., 2021). Recently, sonication treatment has been effectively investigated as it offers minimum processing, which would fundamentally diminish the processing impact and produce a more fresh-like item (Hajar-Azhari et al., 2018). Commercial interest for using ultrasound has greatly increased in recent times because of its viability to keep up the value and safety of the products by hindering the development of foodborne pathogens and suppressing spoilage enzymes (Yeoh and Ali, 2017). Sonication, a form of energy, generated by various frequencies of sound waves that are too high to ever be identified by the human ear (Ravikumar et al., 2017). The piezoelectric components are employed for the conversion of electrical power into mechanical energy to produce a sonication wave (Costa et al., 2013). Sonication is viewed as an appropriate method for treatment of fluid foods because sound waves can move through the goods promptly, resulting in a lower processing period and decreased energy utilization (Gómez-López et al., 2017). Destruction of pathogens and enzymes can be ascribed to cavitation produced during sonication (Yeoh and Ali, 2017). When the sonic wave propagates through liquid foods, cavitation microbubbles are produced because of alteration in pressure that drops intensely in the following compression cycles (Gómez-López et al., 2017). The extreme local temperatures (5000 K), pressures (50,000 kPa), and high shearing impacts are created as a result of the violent collapsing of the cavitation bubble. Therefore, extreme energy together with excessive pressure generates a localized pasteurization impact without inducing a notable rise in macro temperature (Nguyen and Nguyen, 2018). Although this high temperature and pressure last for a transient period, they can damage the cell membranes of microorganisms. The main reason for microbial inactivation is the high pressure created by the collapsing of microbubbles (Mohideen et al., 2015). Ultrasound has been widely used to inactivate foodborne pathogens found in fruit juices in particular orange (Guerrouj et al., 2016), guava (Cheng et al., 2007), mango (Santhirasegaram et al., 2015b), pomegranate (Pala et al., 2015), blueberry (Mohideen et al., 2015), strawberry juice (Tiwari et al., 2009d) and blackberry juice (Tiwari et al., 2009a). However, very little information is found in the literature on the sonication treatment of pineapple juice (Nguyen and Le, 2012). So, it is a matter of interest for future processors to treat fresh pineapple juice with ultra-sonication to reduce the physiological and chemical changes and develop microbiologically safe fruit juice.
The goal of this investigation was to assess the impacts of sonication and thermal processing on microbial inactivation of pineapple juice and determine the most effective treatment condition by comparing the microbiological stabilization of juice. The physicochemical properties, color changes, clarity, browning Index, total carotenoid content, ascorbic acid content, total phenolics and flavonoids, and antioxidant activity were also compared following the sonication and thermal treatments.
MATERIALS AND METHODS
Pineapple juice preparation
Ripe pineapples of the Honey Queen variety were procured from a supermarket in Sylhet, Bangladesh. All the fruits were uniform in size, maturity and shape. Undamaged fruits were soaked with water to eliminate the attached soil and dust particles. At first, pineapples were peeled employing a sharp knife, then sliced into small pieces and ultimately, the juice was obtained by utilizing a juice blender (Panasonic MJ M-176P). The juice was then refined through a sanitized bi-fold layered muslin fabric to expel the rest of the fiber. Before thermal and sonication treatment, transparent juice was collected in a sterilized bottle and kept at 4 °C before thermal and sonication treatment.
Thermal processing
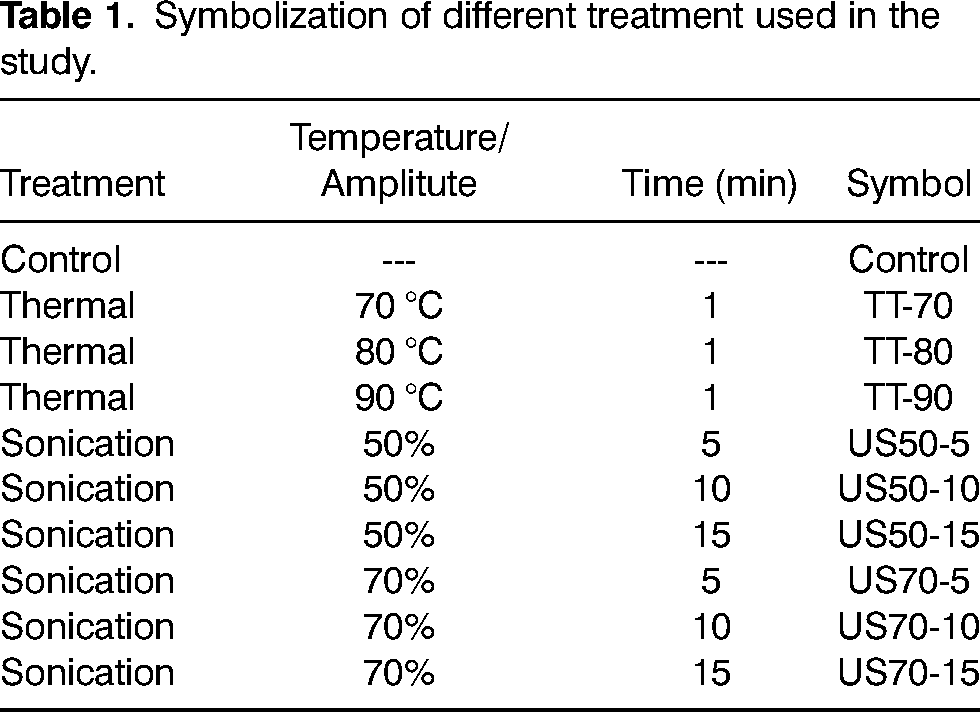
Pineapple juice was poured (20 mL) into a glass test tube for pasteurization in an unstirred covered water bath (DIGISYSTEM, Taiwan) at 70 °C, 80 °C and 90 °C for 1 min. Treated samples were referred to as TT-70, TT-80, and TT-90. Table 1 represents the treatments used in the study with their symbolization for better discussion. A thermometer was used to check the temperature at the midpoint of the tube frequently. The operation time was calculated subsequently the juice samples arrived at the desired temperature. The juice samples were promptly submerged in an ice-water bath for tempering to room temperature.
Symbolization of different treatment used in the study.
Sonication processing
A batch sonication arrangement (Ultrasonic Processor FS-200T) at 200 W was used for sonication of pineapple juice. The ultrasonic processor has a fixed frequency of 20 kHz. Pineapple juice of 50 mL was placed in a 100 mL beaker and the ultrasound probe was submerged about 20 mm in the samples to carry out the sonication process. The power levels were adjusted to 50 and 70%, which are equivalent to 100 and 140 W respectively. The processing times were 5, 10 and 15 min for each power level. Sonicated samples were referred to as US50-5, US50-10, US50-15, US70-5, US70-10, and US70-15. Sonicated pineapple juices were stored at 4 °C in sterilized bottles.
Physicochemical analysis (pH, total soluble solids, and titratable acidity)
Fresh and treated samples pH was determined by employing a pH meter (Hanna pH meter 210, Bedford, UK). A hand refractometer (Model-General REF 103, China) was utilized to evaluate the Total Soluble Solids (TSS) of the juice and the data were recorded as standard °Brix unit. Following the approach outlined by Sadler and Murphy (2010), titratable acidity (%TA) of pineapple juice was calculated. Standardized 0.1 N sodium hydroxide was used for titration and diluted pineapple juice was titrated to a distinct slight pink endpoint for titratable acidity. Phenolphthalein was used as an indicator of titration. The required volume of NaOH needed for titration was changed to grams of citric acid per 100 mL of juice.
Color
The color of fresh and treated juice sample was determined using a colorimeter (model-PCE-CSM4). The color parameters L* display magnitude of lightness, a* reveal the degree of redness/greenness, and b* signifies the extent of yellowness/blueness. According to the following equation (1), the color changes ΔE (Santhirasegaram et al., 2015c), in comparison to the untreated juice sample were measured.
Clarity
For clarity assessment, pineapple juice samples (10 mL) were centrifuged at 2063 rpm for 10 min at 25 °C. The supernatant was collected and transmittance was determined by employing a spectrophotometer (Model-UV-1800, Shimadzu Scientific Instruments, Japan) at 660 nm against water as blank (Bhat and Goh, 2017).
Browning index
For the determination of the browning index, 10 mL of pineapple juice was centrifuged at 7800 g for 10 min to remove coarse particles. Centrifugation was repeated after 5 mL ethanol (95%) was added to 5 mL of supernatant. The supernatant was collected and absorbance was evaluated at 420 nm using a spectrophotometer (Model-UV-1800, Shimadzu Scientific Instruments, Japan) against distilled water as a blank (Fustier et al., 2011; Guerrouj et al., 2016).
Total carotenoids content
Total carotenoids content of the pineapple juice was assessed using the approach outlined by Umair et al. (2019) along with slight modification. At first
Ascorbic acid content
The amount of ascorbic acid present in treated and fresh samples was evaluated according to the technique depicted by Rahman et al. (2007) with a minor change. For extraction of pineapple juice, a mixture was prepared by blending metaphosphoric acid (5%) with acetic acid (10%) at room temperature. After 30 min, the extract was combined with bromine water (3%) and thiourea (10%). Finally, the 2,4-dinitrophenylhydrazine solution was added with the extract. The mixture was kept at 37 °C for 3 h for incubation before adding chilled sulfuric acid (85%). The absorbance of the extract was evaluated by employing a spectrophotometer (Model-UV-1800, Shimadzu Scientific Instruments, Japan) at 521 nm. The quantity of ascorbic acid (mg/100 mL) present was determined using a standard curve of ascorbic acid.
Antioxidant activity
Preparation of extract
The antioxidant was extracted in the same manner as described by Xu et al. (2008), with minor modifications. Pineapple juice was clarified by adding methanol (80%) with the same amounts of sample. Then, the mixture was placed in a shaking incubator (SI-100R, Korea) at 250 rpm for 30 min. The temperature was adjusted to room temperature. The mixture was subjected to centrifugation before the supernatant was collected for the investigation of the antioxidant activity of the samples.
Total phenolic content
The amount of phenolic content present in the extract was evaluated by the Folin-Ciocalteu approach as depicted by Rahman et al. (2016) with certain adjustments. At first, the extract (0.1 mL) was combined with distilled water (6.0 mL) and Folin-Ciocalteu reagent of 2 N (0.5 mL) before incubation at the surrounding temperature for a short time (4 min). After incubation, the mixture was combined with 7% sodium carbonate (1.5 mL) and distilled water (1.9 mL). Then, the mixture was subjected to vortex for some time. After the blend was mixed thoroughly, it was set up for incubation at 37 °C for 2 h. A spectrophotometer (Model-UV-1800, Shimadzu Scientific Instruments, Japan) was used to determine the absorbance of the mixture at 765 nm against a blank set up by using water instead of pineapple extract. The ideal gallic acid (µg/mL) curve was utilized to convert the results as gallic acid proportionate.
Total flavonoid content
The amount of flavonoid content present in samples was determined according to the technique described by Sakanaka et al. (2005) with slight changes. At first, distilled water (1.25 mL) was added with 250 µL of the extract. Then, sodium nitrite solution of 5% concentration (75 µL) was added to the blend. The mixture was vortexed at 2000 rpm to mix delicately using a bench top vortex mixture (SI-0286, Electro Scientific Industries, Vietnam) and aluminum chloride solution (150 µL) of 10% concentration was added after 6 min. The mixture was kept for 5 min before mixing sodium hydroxide (0.5 mL) and distilled water (0.275 mL). The absorbance was determined by utilizing a spectrophotometer (Model-UV-1800, Shimadzu Scientific Instruments, Japan) at 510 nm. The standard catechin calibration curve was employed to convert the flavonoid content as catechin equivalent per 100 mL of juice.
DPPH radical scavenging activity
The antioxidant activity of pineapple juice was evaluated by employing DPPH analysis as described by Lim et al. (2007) with slight modifications. At first, the prepared extract (1 mL) was added with a methanolic DPPH solution (3 mL) of 0.1 mM. Then, the mixture was vortexed for some time to mix thoroughly using a bench top vortex mixture (SI-0286, Electro Scientific Industries, Vietnam). Following that, the mixture was kept in the dark for 30 min at room temperature. The absorbance reading was determined by utilizing a UV-Visible spectrophotometer (Model-UV-1800, Shimadzu Scientific Instruments, Japan) at 517 nm against a blank (equation (2)).
A = the absorbance of the extract samples
Microbiological analysis
This examination included the assessment of total plate count for bacteria, yeast and mold count for fungi in pineapple juice according to the accepted pour plate strategy of FDA with slight modifications (Maturin and Peeler, 2001). The control and treated samples were diluted several times (up to 10−
Statistical analysis
The examinations were executed in triplicate and data collected in this experiment were expressed as mean ± standard deviation (SD). The data obtained were gathered and analyzed by a one-way analysis of variance (ANOVA) using the Origin (version 8.0) software. Duncan's comparison test was carried out to find out the difference between the mean value and considered statistically significant if p < 0.05.
RESULTS AND DISCUSSION
Physicochemical analysis (pH, total soluble solids and titratable acidity)
The impact of sonication and heat processing on pH, total soluble solids and titratable acidity are represented in Table 2. No significant difference was noticed in the physicochemical properties after thermal and sonication processing (p > 0.05). These outcomes comply with the previous studies, where minor fluctuations of physicochemical properties were reported for juice after sonication and thermal processing (Caminiti et al., 2012, 2011; Saeeduddin et al., 2016).
Impact of sonication and thermal treatment on ph, TSS and acidity of pineapple juice.
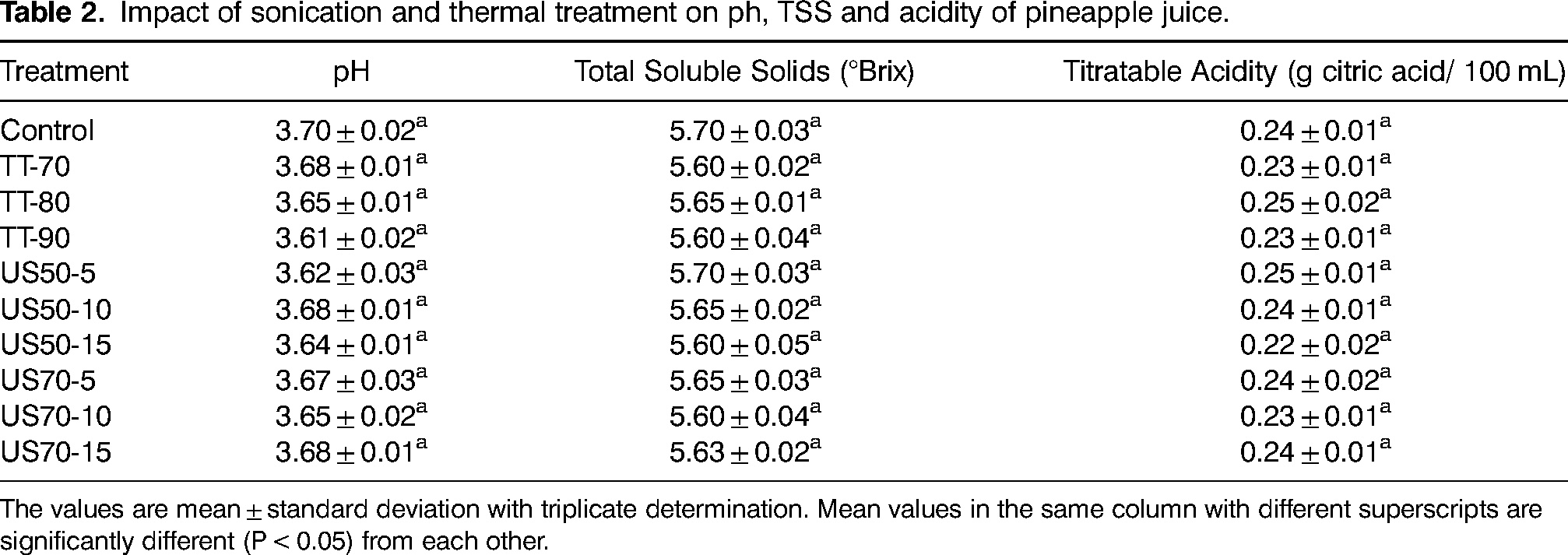
The values are mean ± standard deviation with triplicate determination. Mean values in the same column with different superscripts are significantly different (P < 0.05) from each other.
Changes in color
Color is considered as one of the crucial appearance quality of the food product, and insignificant changes to this characteristic after processing is desirable (Hajar-Azhari et al. 2018). Additionally, alteration of color may be a sign of unseemly handling and development of spoilage microorganisms (Bhat and Goh, 2017). Table 3 shows that thermal treatment causes significant changes (p < 0.05) in pineapple juice color when compared to sonication treatment. Santhirasegaram et al. (2013) demonstrated that low heat can produce slightly lighter juice as heating at 70 °C produced a minor change in lightness, while significantly decreasing the redness and yellowness. The loss in lightness along with an increment in redness, yellowness was noticed with the increasing temperature. Thus, dark colored juice is produced at high temperatures (90 °C) possibly because of Maillard's reaction and destruction of chlorophyl (Huang et al., 2015; Rattanathanalerk et al., 2005). A dark colored juice was also produced during the longer sonication treatment, because rising in redness and yellowness along with dropping lightness was noticed. Bhat et al. (2011) also showed that sonication for a longer time reduces lightness and increases redness and yellowness for Kasturi lime juice. Aggregation of unsteady particles in the juice may be the reason for the lessening of the lightness after sonication processing (Aadil et al., 2015). The color changes between the fresh and treated juice may be classified as not noticeable (0 < ΔE < 0.5), slightly noticeable (0.5 < ΔE < 1.5), noticeable (1.5 < ΔE < 3.0), well visible (3.0 < ΔE < 6.0) and greatly visible (6.0 < ΔE < 12) (Cserhalmi et al., 2006). All thermally treated samples induced well visible color changes. In the case of sonication, all samples except US50-15 and US70-15 showed ‘slightly noticeable’ color changes. The maximum color differences for sonication were found in the US70-15 (2.56) sample. Thus, sonication for 15 min induced noticeable color changes. Results indicated that prolonged sonication treatment is not desirable as dark colored juice is produced. However, response surface methodology can be utilized for the optimization of critical processing parameters (Chitgar et al., 2017; Tiwari et al., 2008).
Impact of sonication and thermal treatment on color attributes of pineapple juice.
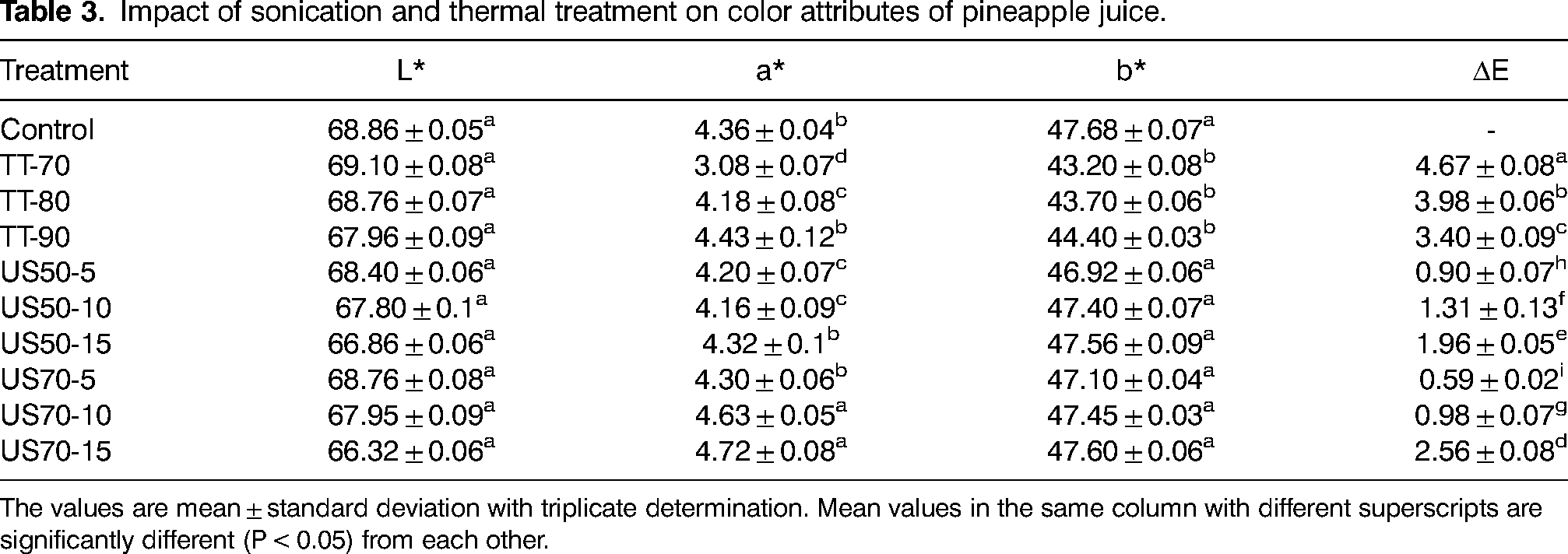
The values are mean ± standard deviation with triplicate determination. Mean values in the same column with different superscripts are significantly different (P < 0.05) from each other.
Clarity
Clarity is a quality parameter indicating the level of darkening of juices and it is associated with the existence of a dissolved substance that is scattered in the juice (Benitez et al., 2007). All thermally treated samples showed a significant (P < 0.05) reduction in clarity and loss in clarity increased with the increasing temperature (Table 4). The lowest clarity (6.70) was found for samples subjected to a maximum temperature of 90 °C in comparison to control (21.62). These outcomes comply with the report for heat pasteurization of orange and carrot blend juice (Rivas et al., 2006). This is because of protein coagulation caused by heat, resulting in a larger particle and adversely adjusting the rheology of juice (Aguilo-Aguayo et al., 2009). A minor increase in clarity of all sonicated samples was observed except for the US70-15. The significant (P < 0.05) increase in clarity (23.7) was observed in sample US50-15 and an increasing trend of clarity with treatment time observed. Similar results have been reported by Santhirasegaram et al. (2013) when Chokanan mango juice was subjected to sonication. This increase can be interpreted by the disintegration of macromolecules in the juice because of the stress produced during the cavitational bubble collapsing (Anaya-Esparza et al., 2017). The high temperature developed during sonication of US70-15 increased the pectin content of the juice by disrupting the cell formation, which permits pectin to flow out, and this high pectin content decreases the clarity of the juice (Santhirasegaram et al., 2015c; Shamsudin et al., 2013).
Impact of sonication and thermal treatment on clarity, non-enzymatic browning index (NEBI), total carotenoid content, and ascorbic acid content of pineapple juice.
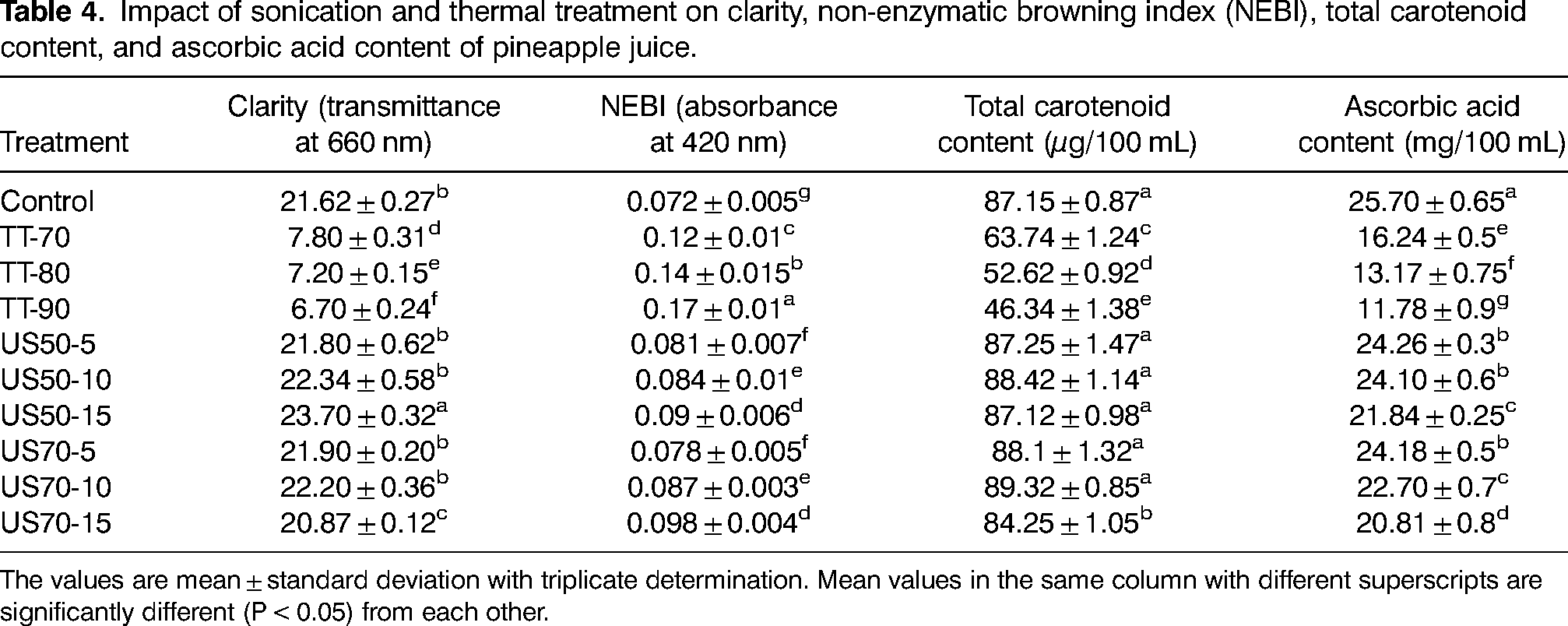
The values are mean ± standard deviation with triplicate determination. Mean values in the same column with different superscripts are significantly different (P < 0.05) from each other.
Non-enzymatic browning index (NEBI)
Maillard reaction induced juice browning resulting in a shift in color and loss in nutrients (Caminiti et al., 2011). All thermally processed samples showed a notable (P < 0.05) rise in the browning index of juice (Table 4). The maximum browning index was noted in the sample processed at the highest temperature TT-90 (0.17). The higher temperature produced dark-colored juice in comparison with low temperature because of increased development of brown pigments. Similar results have been reported for the thermal treatment of strawberry and mango juice (Aguilo-Aguayo et al., 2009; Santhirasegaram, 2015a). This study is not consistent with the study reported by Hajar-Azhari et al. (2018), which showed minimum changes in the browning index of sugarcane juice after thermal treatment. An increment of the browning index was noted with rising treatment time for sonication and the maximum browning index was found in sample US70-15 (0.098). An increase in the browning index by sonication is also reported by Hajar-Azhari et al. (2018) and Valero et al. (2007). This was due to the Maillard reaction induced by the cavitation phenomenon which increased the browning degree (Tiwari et al., 2009b).
Total carotenoid content
Carotenoids are the coloring pigments found in fruit and vegetables that carry out a wide range of substantial functions in our body. Previous reports show that there is a solid relationship between enhanced carotenoids intake with the betterment of the immune system including reducing the danger of many diseases (Abid et al., 2014b; Cooper, 2004; Krinsky and Johnson, 2005). Table 4 shows that all thermally treated samples exhibit a substantial (p < 0.05) loss of carotenoids. The maximum loss of carotenoid reported for the sample subjected to the highest temperature TT-90 (46.34 µg/100 mL) when compared to control (87.15 µg/100 mL). This is because of oxidation caused by the breakdown of double bonds present in carotenoids at high temperatures (Santhirasegaram et al., 2013). Similar results were reported for thermally treated orange juice (Cortés et al., 2006; Lee and Coates, 2003). A minor increase in carotenoid content was observed in all sonicated samples except for the US70-15. The maximum increase was found for the sample US70-10 (89.32 µg/100 mL). This increase is because of the breakdown of the enzymes responsible for the deterioration of carotenoids during the sonochemical reaction (Demirdöven and Baysal, 2008). A similar increase in carotenoid was observed for high pressure processed orange juice-milk beverages (Barba et al., 2012). High-pressure processing also showed improvement of orange juice carotenoids in comparison with heat-treated juice (Plaza et al., 2011). However, for the US70-15 sample, significant degradation of carotenoids was noted (p < 0.05). This might be due to the isomerization of carotenoids caused by the high shearing effect created during sonication at 70% amplitudes for 15 min.
Ascorbic acid
Ascorbic acid, which is a light-sensitive nutrient, is adept to avoid discoloration and avert browning processes (Bhat and Stamminger, 2015; Bremus et al., 2006). For the thermally treated sample, loss of ascorbic acid was maximum and there is a strong link between increasing temperature with loss of ascorbic acid (Table 4). The highest loss was noted in sample TT-90 (11.78 mg/100 mL) when compared to control (25.7 mg/100 mL). This is because of the heat-sensitive characteristics of ascorbic acid. In the case of sonication, the loss of ascorbic was much less when compared to the thermally treated sample. The minimum loss of ascorbic acid was in sample UT50-5 (24.26 mg/100 mL) after sonication, which was about 6% from the control (25.7 mg/100 mL). During sonication treatment free radicals are formed by the sonochemical reaction that is responsible for the degradation of ascorbic acid (Santhirasegaram, 2015a). A similar decrease of ascorbic acid after sonication was noted in orange juice (Tiwari et al., 2009c), strawberry juice (Tiwari et al., 2009d) and tomato juice (Adekunte et al., 2010).
Total phenolic content
Polyphenols are secondary metabolites that are present in all fruits, flowers and vegetables. It is principally made up of phenolic acids, anthocyanins, tannins and flavonoids (Bhat and Stamminger, 2015; Dai and Mumper, 2010). Polyphenols show a broad range of natural properties such as anticancer, antioxidant, antimicrobial, anti-inflammatory and antiviral actions (Alpinar et al., 2009). In citrus fruit, the major contributors to antioxidant activity are the phenolic compounds. There was a notable loss (p < 0.05) of phenolic compounds after thermal processing (Figure 1). The sample TT-90 (35.43 mg GAE/100 mL) reported the highest loss of phenolic substances which is about 41% in comparison with the control (59.60 mg GAE/100 mL). The loss of phenolic compounds is maximized with the increase in temperature. Loss of phenolic compounds because of heat has also been observed for Barberry juice (Chitgar et al., 2017). Conversely, the extraction in phenolic compounds improved greatly (p < 0.05) due to sonication processing. The maximum extraction (31%) of phenolic compounds was observed in US50-15 (78.20 mg GAE/100 mL). A notable increase in phenolic content has also been reported in apple juice due to sonication processing (Abid et al., 2014b). The extraction of phenolic compounds improved with the increase in processing time. The increase because of extracting confined phenolic compounds by rupturing the cell wall due to pressure produced during cavitation (Abid et al., 2013; Kataoka, 2010). Sonication processing produced hydroxyl group that combined with aromatic phenolic substances could be another reason for the increase of phenolic compounds (Aadil et al., 2013; Chitgar et al., 2017).
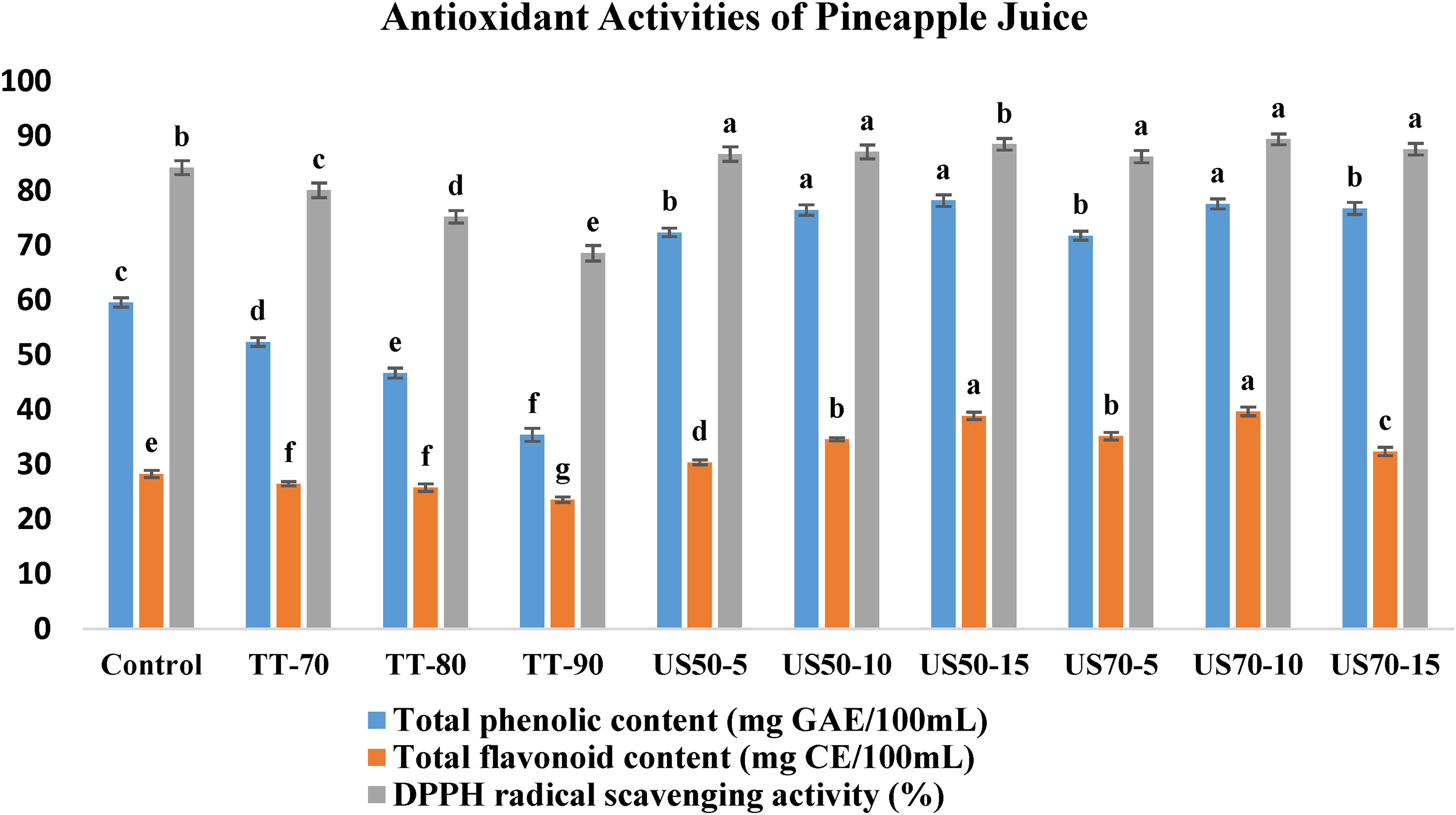
Impact of sonication and thermal treatment on total phenolic content, total flavonoid and DPPH radical scavenging activity.
Total flavonoid content
Flavonoids are essential polyphenolic materials that are efficient in diminishing the danger of many diseases including cancer and heart problems (Aadil et al., 2013). Thermal treatment significantly (p < 0.05) decreased the total flavonoid contents of pineapple juice (Figure 1). The loss of flavonoid increased with the increasing temperature and the lowest flavonoid content was observed in sample TT-90 (23.60 mg CE/100 mL). Conversely, there was a substantial (p < 0.05) improvement of flavonoid contents in the sonicated samples. The highest flavonoid content was noted in sample US70-10 (39.70 mg CE/100 mL) in comparison with the control (28.30 mg CE/100 mL). Bhat et al. (2011) and Zou and Hou (2017) also found improvement in flavonoids content in sonication treated lime and blueberry juices, correspondingly. Acoustic cavitation, which causes cell swelling during sonication, could explain the increased flavonoid content in pineapple juices after ultrasound treatment. This increases the rate of diffusion of cell contents into the external juice (Toma et al., 2001). Another explanation for observed changes could be chemical changes in flavonoid compounds. It is also possible that ultrasound increases the release of these compounds from the cell wall via cavitation in the presence of colloidal particles (Nadeem et al., 2018). However, the flavonoid contents were decreased in prolonged ultrasound treatments (US70-15). This can be explained by the fact that degradation might happen in plant materials where the cell walls collapse after prolonged sonication treatment (Toma et al., 2001). Increased flavonoid contents were also observed by Aadil et al. (2013) for grape juice after sonication processing.
DPPH radical scavenging activity
The DPPH analysis is preferred by many researchers as a simple and precise approach for the evaluation of antioxidant activity (Chitgar et al., 2017). The principal substances liable for DPPH activity are the phenolic compounds and ascorbic acid. In this study, all thermally processed samples showed a substantial decrease (p < 0.05) in DPPH activity (Figure 1). With the increment in temperature, antioxidant activity falls significantly. The lowest DPPH activity was found in sample TT-90 (68.60%) as compared to control (84.23%). This is because of the disintegration of phenolic substances at extreme temperatures. All sonicated juices showed significant (p < 0.05) improvement in antioxidant activity. The percentage of DPPH inhibition was 88.50% and 89.40% for the sample US50-15 and US70-10, respectively. These outcomes match the results reported for grapefruit (Aadil et al., 2013) and apple juice (Abid et al., 2013) after sonication processing. Sonication processing induced cavitation liable for the increased extraction of phenolic compounds and might be a reason for the increased antioxidant activity. A few investigations have demonstrated that antioxidant activity has a definite connection with total phenolic content found in the sample (Aadil et al., 2013; Gülçin et al., 2004).
Microbiological analysis (aerobic plate count, yeast and mold count)
Although traditional heat treatment is the most widely utilized approach for the preservation of juice, recently ultrasonic treatment has been extensively researched for ensuring microbial safety with minimal loss of nutrients (Chitgar et al., 2017; Ross et al., 2003). Table 5 exhibits the impact of sonication and heat processing on microbial count concerning aerobic bacteria, yeast and mold. The number of aerobic bacteria, and yeast and mold present in untreated pineapple juice was 2.62 log CFU/mL and 2.24 log CFU/mL, respectively. In this study, the microbial count for all heat-processed samples was undetectable except for sample TT-70, which decreased the microbial count significantly (p < 0.05). Similar results have been noted by Noci et al. (2008) and Mohideen et al. (2015) where the microbial count was undetectable after heat processing. Microbial growth was inactivated by thermal treatment as high temperatures denatured essential proteins and altered cell membrane. Aerobic bacteria were inactivated significantly (p < 0.05) at increased power and treatment time. The highest reduction was noted in sample US70-15 (1.25 log CFU/mL) as compared to control (2.62 log CFU/mL). In the case of yeast and mold, the highest destruction was also noted in US70-15 (42%) but that is inferior compared to inactivation (52%) of bacteria. This is due to the higher resistance of yeast and mold to sonication because of thicker cell walls when compared to bacteria. Microbial inactivation is ascribed to the weakening of cell membranes due to the mechanism of cavitation during sonication. The localized heat produced during sonication treatments may be another cause of microbial destruction (Bhat et al., 2011). Another reason for the inactivation of microorganisms could be the development of hydrogen peroxide together with free radicals during sonication processing (Oyane et al., 2009; Saeeduddin et al., 2016). There is a positive relationship observed between the reduction of microbial cells with the increment of sonication power and treatment time. It has been recognized that sonication is capable of accomplishing the desired 5 log decrease of microorganisms found in juices as recommended by the Food and Drug Administration (FDA) (Aadil et al., 2013). Similar outcomes were noted on several fruit juices where sonication processing significantly decreased microbial count (Adekunte et al., 2010; Saeeduddin et al., 2016). Nonetheless, thorough destruction of all microorganisms by sonication processing was not noted in this investigation. Several studies observed that sonication processing coupled with gentle heat or novel non-thermal is effective in microbial inactivation while lowering detrimental alterations during processing (Abid et al., 2014a; Kiang et al., 2013; Palgan et al., 2011).
Impact of sonication and thermal treatment on microbial load of pineapple juice.
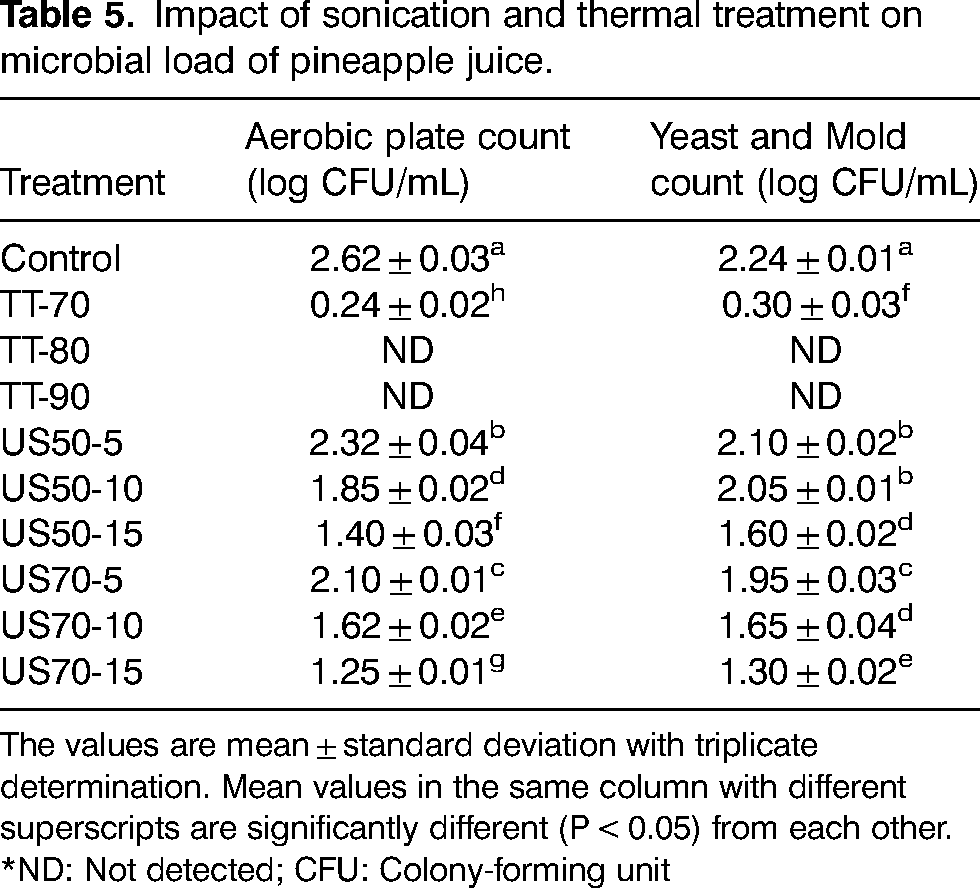
The values are mean ± standard deviation with triplicate determination. Mean values in the same column with different superscripts are significantly different (P < 0.05) from each other.
*ND: Not detected; CFU: Colony-forming unit
CONCLUSION
In this experiment, the impact of sonication at different processing conditions on the quality parameters of pineapple juice was compared with traditional heat treatment at various conditions. Results indicated that sonication is more effective in promoting the quality of pineapple juice by reducing the degradation of nutrients while ensuring its safety. Sonication produced significant improvement in bioactive substances (carotenoids, phenolics, ascorbic acid, flavonoids) along with antioxidant activity. Sonication also greatly enhanced the clarity of juice in comparison with heat treatment and exhibited a notable decrease in the microbial count. Although thermal treatment is more effective in microbial inactivation, it causes significant loss of beneficial bioactive compounds. Complete inactivation of the microbial cell by sonication was not observed in this study. Thus, further experiments are required to find the optimal processing conditions (time, power, frequency and amplitude) of sonication to utilize it for preservation purposes. Sonication coupled with mild heat or other novel technology such as high voltage cold plasma treatment, high-pressure treatment, antimicrobial compounds could be used in food processing plants for the manufacturing of quality juice along with longer shelf life.
Footnotes
DECLARATION OF CONFLICTING INTERESTS
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
FUNDING
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the SUST Research Centre, Shahjalal University of Science and Technology, Sylhet 3114, Bangladesh, (grant number AS/2020/1/35).