
Abstract
Additive manufacturing (AM) is gaining in popularity as an approach to producing metallic components of complex geometry relatively cheaply and rapidly from digital representations. However, concerns about the impact of residual stresses induced by additive manufacturing on the distortion of parts has limited its application in some fields. Residual stresses in parts that lack rotational symmetry and, or have cross-sections with large aspect ratios could cause significant changes in the structural and dynamic performance of the parts due to changes in their shape. In this study, geometrically-reinforced thin plates of a nickel-chromium alloy have been manufactured using classical, subtractive machining processes, and additively using laser-powder bed fusion (PBF-LB). Their final shapes were measured using stereoscopic digital image correlation. Their thermoacoustic performance was investigated by subjecting them to random broadband excitation between 0 and 2000 Hz while applying a series of spatial distributions of heat so that the plates increased from room temperature to an equilibrium temperature of about 800°C and then were allowed to cool when the heating was switched off. Time-frequency spectrograms were measured during the heating and cooling over a greater frequency range (0 to 2000 Hz) than achieved previously. Mode shifting and mode switching, or jumping, was observed; however, the residual strains induced by the manufacturing processes dominated the thermoacoustic behaviour, with almost no effect from the method of manufacturing.
Introduction
The modal performance of panels or plates when subjected to combined mechanical and thermal excitation is important in the design of parts of the divertor in a fusion energy reactor, the fuselage or wing skin of hypersonic aircraft, and the exhaust ducts of a jet engine, among other combined extreme environment applications. It has been observed previously that plates subject to vibration and time-varying, non-uniform temperature distributions experience both mode shifting (Leissa, 1969) and mode switching or jumping (Schaeffer and Golubitsky, 1979). Mode shifting is the transition of a mode shape from one natural frequency to another, while mode switching or jumping is the sudden transition from one mode shape to another. This type of behaviour could have significant consequences for the performance of a system, for instance by perturbing the boundary flow across the surface of the plate or by changing the fatigue performance of the structure, both with potentially detrimental consequences. This type of behaviour has been observed, by Patterson and his co-workers in the modal shapes measured at resonant frequencies (Santos Silva et al., 2019), as well as in time-frequency spectrograms measured during broadband random excitation (Lopez-Alba et al., 2019) of thin flat plates subjected to a spatially non-uniform temperature distribution between about 20 and 500°C. The measurements were in broad agreement with earlier predictions by Chen and Virgin (2004) and Chen and Virgin (2006). While Ehrhardt et al. (2020) at AFRL (US Air Force Research Laboratory), have obtained time-frequency spectrograms for curved stainless steel plates subject to a moving heat load. Dynamic shape change has also been observed experimentally, by Patterson and his co-workers (Santos Silva et al., 2020), in thin rectangular plates with geometrically-reinforced edges when subject to spatially non-uniform temperature distributions which induced buckling. This observed behaviour correlated well with predictions by Mansfield (1962) and Liu et al. (2016). In recent work at AFRL (Brouwer et al., 2021; Riley et al., 2021; Beberniss and Ehrhardt, 2023), dynamic shape changes in thin sections representative of aircraft panels subject to turbulent flow have been investigated experimentally and computationally using digital image correlation and infra-red imaging. All of these experimental studies have been conducted with plates made using classical manufacturing techniques, such as cutting or machining the plate geometry from rolled plate stock, and there appears to have been no research reported on the thermoacoustic behaviour of additively manufactured plates.
Recently, the authors (Patterson et al., 2022) have explored the use of additive manufacturing to build thin flat plates with geometrically-reinforced edges. This is challenging because the residual stresses induced during the additive manufacturing process result in significant distortions of the final product; however, a manufacturing protocol, using in-plane and out-of-plane buttresses during the build process in a laser-powder bed fusion machine, has resulted in out-of-plane distortions of less than 5% of the in-plane dimensions, which is comparable to those obtained via subtractive manufacturing. They have also demonstrated that the sequence of release of the part from the buttresses and the base-plate of the additive manufacturing machine has a significant influence on the distortions induced by the relaxation of residual stresses, with a star-shaped sequence introducing the lowest levels of distortion (Khanbolouki et al., 2025). In a parallel study by the authors (Weihrauch et al., 2025), the modal shapes of a subtractively manufactured plate were compared with those of additively manufactured plates before and after heating to a nominal temperature of 820°C for about 400 seconds. It was found that the heat cycle caused a change in the static shape of the plates, in general an increase in resonant frequencies was observed, and some changes in mode shape for higher order modes were seen. The additively manufactured plates were built with their plane vertical, that is, the laser beam was parallel to the plane of the plate, with either the transverse axis of the plate in the vertical direction that was referred to as landscape orientation, or the longitudinal axis of the plate aligned to the vertical direction, which was referred to as portrait orientation. The as-manufactured shapes of the landscape and portrait orientations were different, with the landscape plate being an ellipsoidal dome, which was similar to the subtractively manufactured plate, and the portrait plate having a line of inflexion approximately coincident with its transverse axis and, on either side of this line, positive and negative deviations from a plane. The magnitude of the out-of-plane distortions of the two additively manufactured plates was similar and somewhat larger than for the subtractively manufactured plate; nevertheless, the behaviour of the plates pre- and post-heating was similar. The portrait plate exhibited smaller changes in natural frequency following the heat cycle.
In this study, time-frequency spectrograms, also called waterfall diagrams, have been obtained for a pair of plates both additively manufactured in the portrait orientation but released from the machine using different sequences and compared to the corresponding results for a subtractively manufactured plate. The plates had edge-reinforcements and were subjected to a range of temperature distributions with maxima of about 800°C while being excited by random broadband excitation between 0 and 2000 Hz. The results show that the behaviour of the plates is dominated by their initial shape, with the method of manufacture having little direct impact on their modal performance. However, in an indirect fashion, the support release sequence of AM plates from their base-plate can influence final shape which then in turn affects the eventual modal response.
Methods
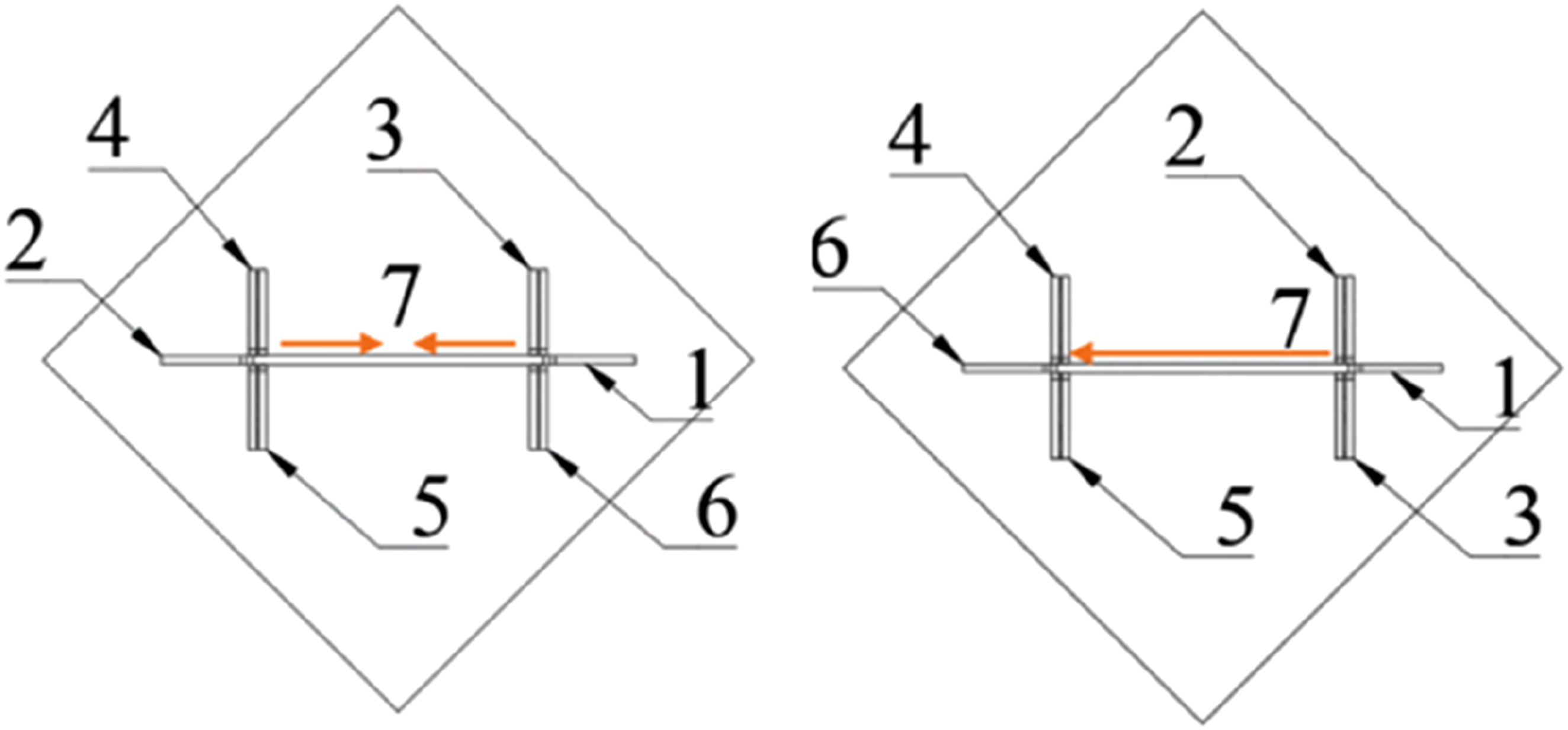
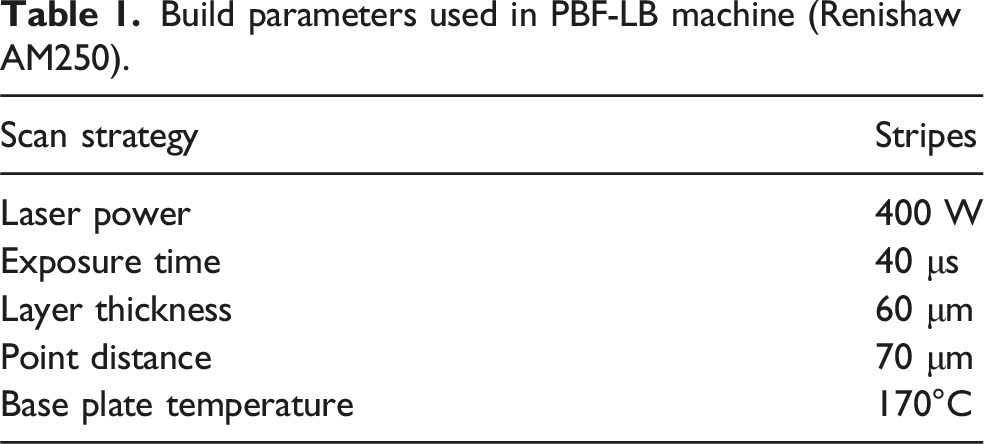
The study was conducted using thin rectangular plates of dimensions 230 × 130 × 1.2 mm surrounded by a 10 mm wide frame of thickness 4.8 mm (see Figure 1). Two additively manufactured (AM) plates were produced using laser-powder bed fusion (PBF-LB) and Inconel 625 gas-atomised powder (Carpenter Additive, UK). The plates were built with their longitudinal axis vertical, that is, parallel to the laser beam, described as portrait mode, in Renishaw AM250 machines (Renishaw, UK). In-plane and out-of-plane buttresses were used to support the frame and prevent large out-of-plane distortions of the plate, based on our earlier experimental work (Patterson et al., 2022) and as shown in the schematic and photograph of Figure 1. At the end of the PBF-LB process, the buttresses were removed and the part removed from the base-plate of the PBF-LB machine. One AM plate, manufactured on a machine at the University of Liverpool, was removed using sequence 1 in Figure 2 that approximates to the star sequence recommended for tightening bolted joints. The other AM plate, manufactured in a similar machine at the University of Nottingham using powder of the same specification, was removed using sequence 2 in Figure 2 in which the removal starts on one side of the plate and progresses across the plate. Equivalent scan strategies were used in each machine based on our prior experimental work (Patterson et al., 2022; Weihrauch et al., 2025) and the parameters are listed in Table 1. Densities of greater than 99% of the cast material were achieved in parts from both machines based on measurements of small AM cubes using Archimedes’ principle. Dimensions in millimetres of the geometrically-reinforced Inconel 625 plates (left); photograph of AM plate on PBF-LB base-plate with buttresses following the build process but prior to the removal process (right). The plate thickness was 1.2 mm and the frame thickness 4.8 mm. Removal sequence 1 (left) and 2 (right) used to detach the buttresses from the edge-reinforced plate and then the plate from the base-plate of the PBF-LB machine. Build parameters used in PBF-LB machine (Renishaw AM250).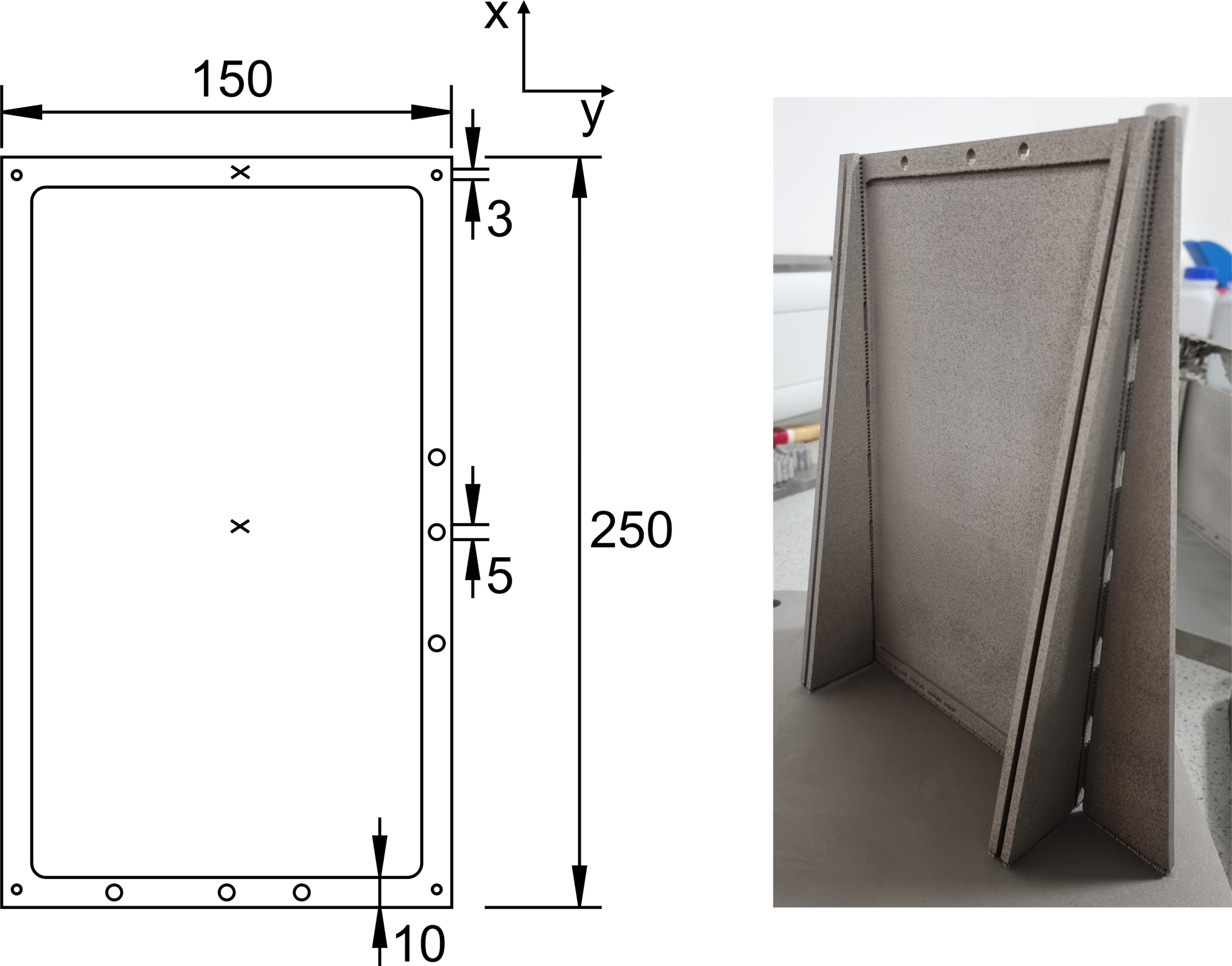
The subtractively manufactured plate was machined to the same nominal dimensions as the AM plates (shown in Figure 1) but from a 4.8 mm thick plate of Inconel 625. The edges of the plate were clamped during machining to minimise deformation and warping, following the procedure used previously (Santos Silva et al., 2020).
After manufacture, the plates were subject to an initial heating cycle for a nominal time of 6 minutes during which a spatially-uniform maximum temperature of nominally 820°C was achieved after about 4 minutes. The heating was achieved using an array of quartz lamps placed adjacent to one surface, as in prior experiments (Weihrauch et al., 2025) during which it was found that this cycle caused a permanent change in shape that further heat cycles did not alter. The shape of each plate after this heating cycle was measured using a stereoscopic digital image correlation system and the results are shown in Figure 3. To enable these measurements, the plates were spray painted with matt paints (VHT Flameproof, Cleveland OH, USA) using black as the base colour and a white speckle. The use of black as the base colour rather than the white promotes heat absorption in the thermoacoustic experiments. Post-heat cycle shape of subtractively manufactured (left) and AM portrait plates released using sequence 1 (centre) and sequence 2 (right) in Figure 2.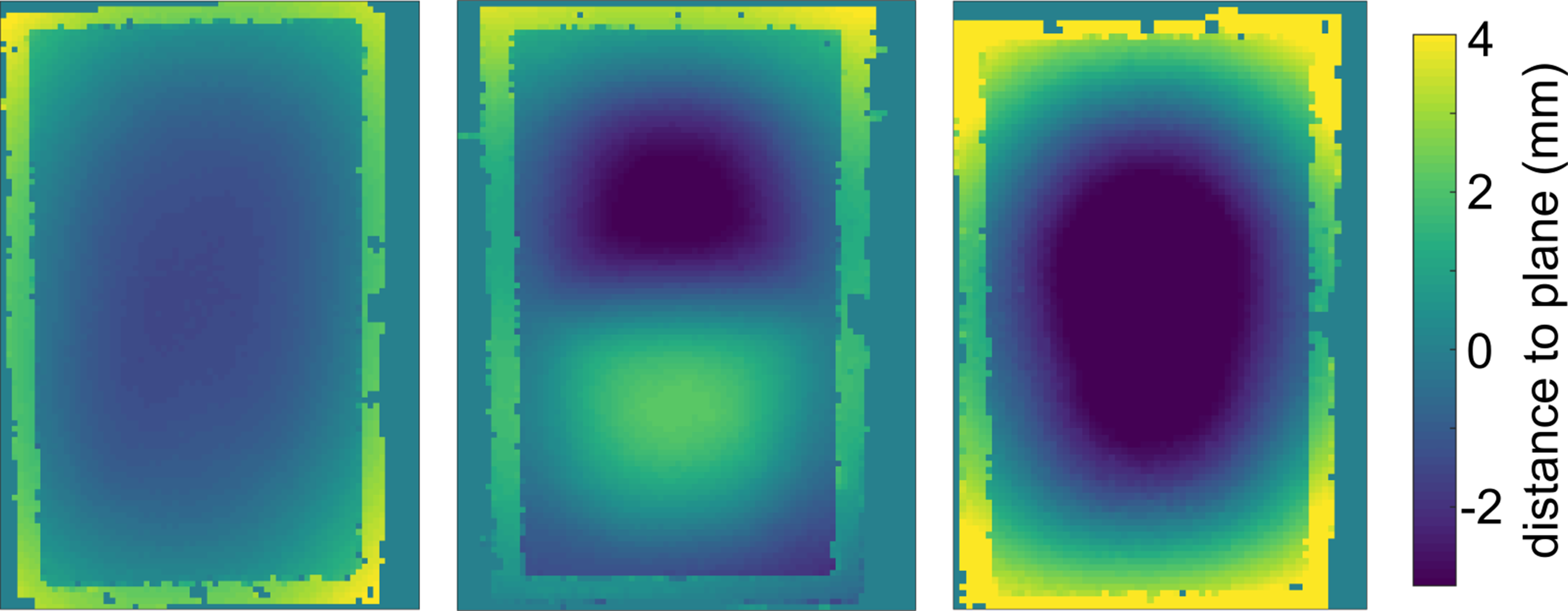
After this heating cycle, the thermoacoustic performance of each plate was investigated using the same set-up. In more detail, this set-up consisted of an array of 12 1 kW quartz lamps (QIR 240 1000 V2D, Ushio, Steinhöring, Germany), with their longitudinal axes vertical, located so that each lamp was nominally 1 mm from the same surface of the plate. The plate was suspended in landscape orientation, with its transverse axis vertical and longitudinal axis horizontal, from a stinger attached to a shaker (V100, DataPhysics, San Jose CA, USA) situated behind the array of lamps. The shaker system also included a 1 kW amplifier (DSA-1K, DataPhysics, San Jose CA, USA) and a signal analyser (SignalCalc, Data Physics, San Jose CA, USA). The input signal to the plate was measured by an accelerometer attached to the shaker and the output signal by a laser vibrometer (OFV-503, Polytec GmbH, Waldbronn, Germany) directed at a piece of retroreflective tape attached to the frame of the plate on the opposite surface to the lamps. The set-up is shown in Figure 4. Schematic diagram of thermoacoustic test rig (left) and photograph of plate and heating arrangements.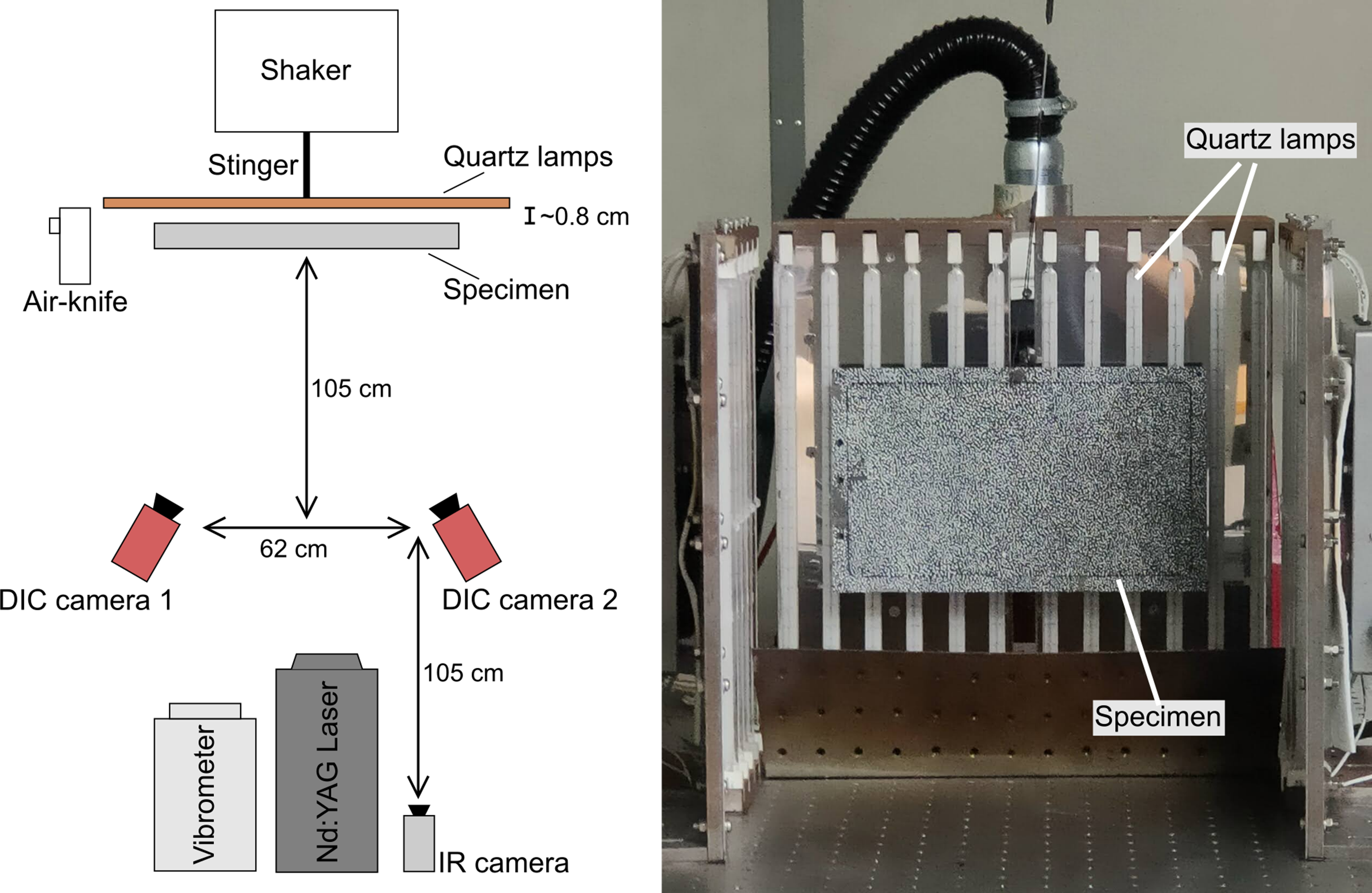
The quartz lamps could be individually controlled so that a range of heating distributions could be generated. In this study, five heating distributions were used and are shown schematically in Figure 5 and in each case the selected lamps were switched on at full power after nominally 60 seconds for a period of 360 seconds after which the plate was monitored for a further 167 seconds. Hence, each test had a duration of 9 minutes and 47 seconds during which the temperature distribution on the opposite surface from the lamps was measured using a microbolometer (TIM 400, Micro-Epsilon UK, Birkenhead, UK) located about 210 cm from the surface of the plate facing away from the lamps. The microbolometer was calibrated by the manufacturer in the range 150 to 900°C so some data during initial heating were lost when the temperature of a plate was below this range. The maximum spatial temperature distribution measured by the microbolometer for each heating distribution is shown in Figure 5. Schematic representation of lamps used in each heating experiment (left column) and the resultant maximum spatial temperature distributions at the steady-state maximum in Figure 6 for the subtractively manufactured plate (centre left) and additively manufactured plates released using sequence 1 (centre right), released using sequence 2 (right).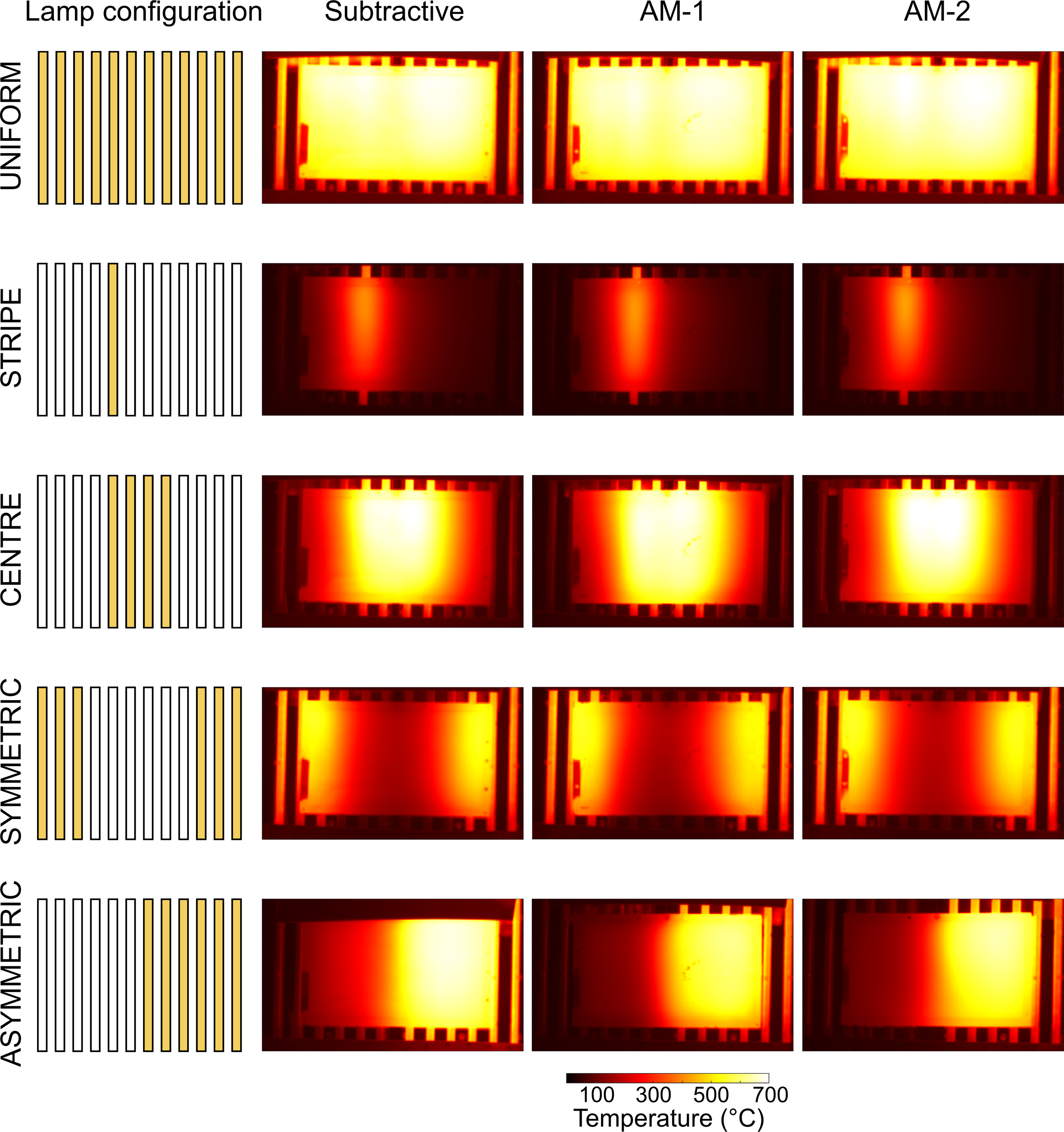
At the same time as applying the heating sequence described above, each plate was subjected to a broadband random excitation between 0 and 2000 Hz using the shaker driven via a vibration controller (ABACUS, Data Physics, San Jose CA, USA) and the input and output signals processed using the signal analyser to generate a time-frequency spectrogram for the heating sequence, shown in Figure 6. Time-frequency spectrograms for the subtractively manufactured plate (left) and additively manufactured plates released using sequence 1 (centre) and sequence 2 (right) in Figure 2, all subject to time-varying heat using uniform, stripe, centre, symmetric and asymmetric (from top to bottom) arrays of lamps.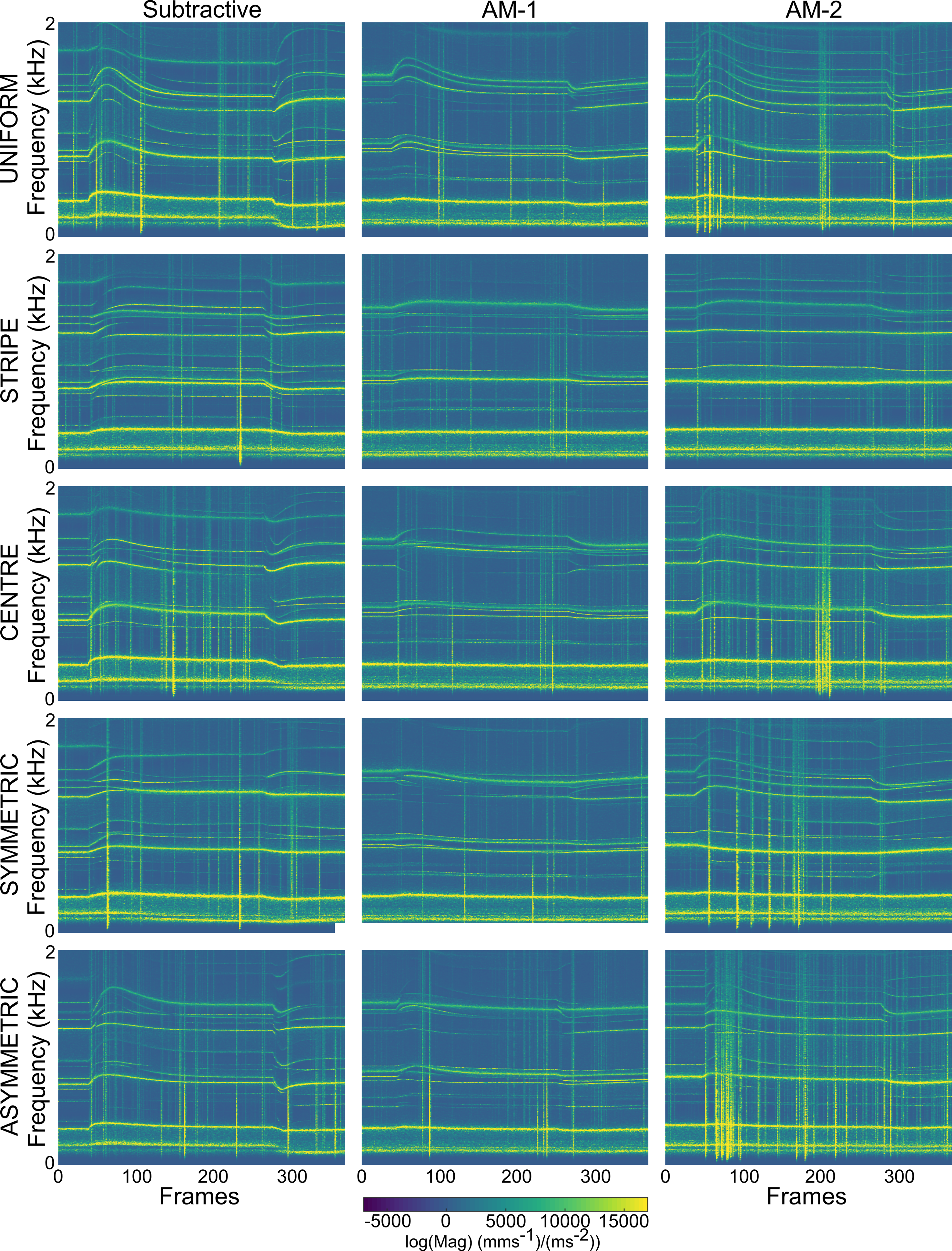
A time-frequency spectrogram, sometimes referred to a waterfall diagram, is a graphical representation of the time-varying frequency response function (FRF) with each vertical line in the spectrogram representing the FRF for the plate at a given time in the heating sequence. Figure 7 shows the FRFs for the subtractively manufactured plate and the AM plate released using sequence 1 together with the modal shapes at the natural frequencies (maxima in the FRF). The modal shapes were obtained by exciting a plate at each natural frequency identified in the FRF and using pulsed-laser digital image correlation (PL-DIC) (Sebastian et al., 2017) to measure their displacements. The PL-DIC system consisted of an Nd-YAG laser (Nano L200-10, Litron, Rugby, UK), which emitted a 4 ns pulse at 532 nm, fitted with an optical Fourier filter that removed the speckle and a beam expander so that the entire plate was illuminated. Stereoscopic images were acquired with a pair of 2 MP cameras (Stingray F-201b, Allied Vision Technologies GmbH, Stradtroda, Germany) fitted with narrowband filters with a centre wavelength of 532 nm and width 4 nm. This arrangement ensured that the cameras were not saturated by the quartz lamps. The cameras were located 105 cm from the face of the plate on the side away from the quartz lamps which provided a resolution of 6.6 pixel/mm. During resonant frequency excitation, the input signal was supplied to a timing box that simultaneously triggered the laser and image acquisition at 9-degree intervals along the sinusoidal wave of the signal which allowed the maximum out-of-plane deflection of the plate to be identified. Averaged FRFs at room temperature (top) and an elevated temperature (bottom) for geometrically-reinforced plates manufactured subtractively (left) and AM portrait (right) released using sequence 1 in Figure 2, with the corresponding modal shapes. An average of 20 FRFs at each temperature was used to generate each plot.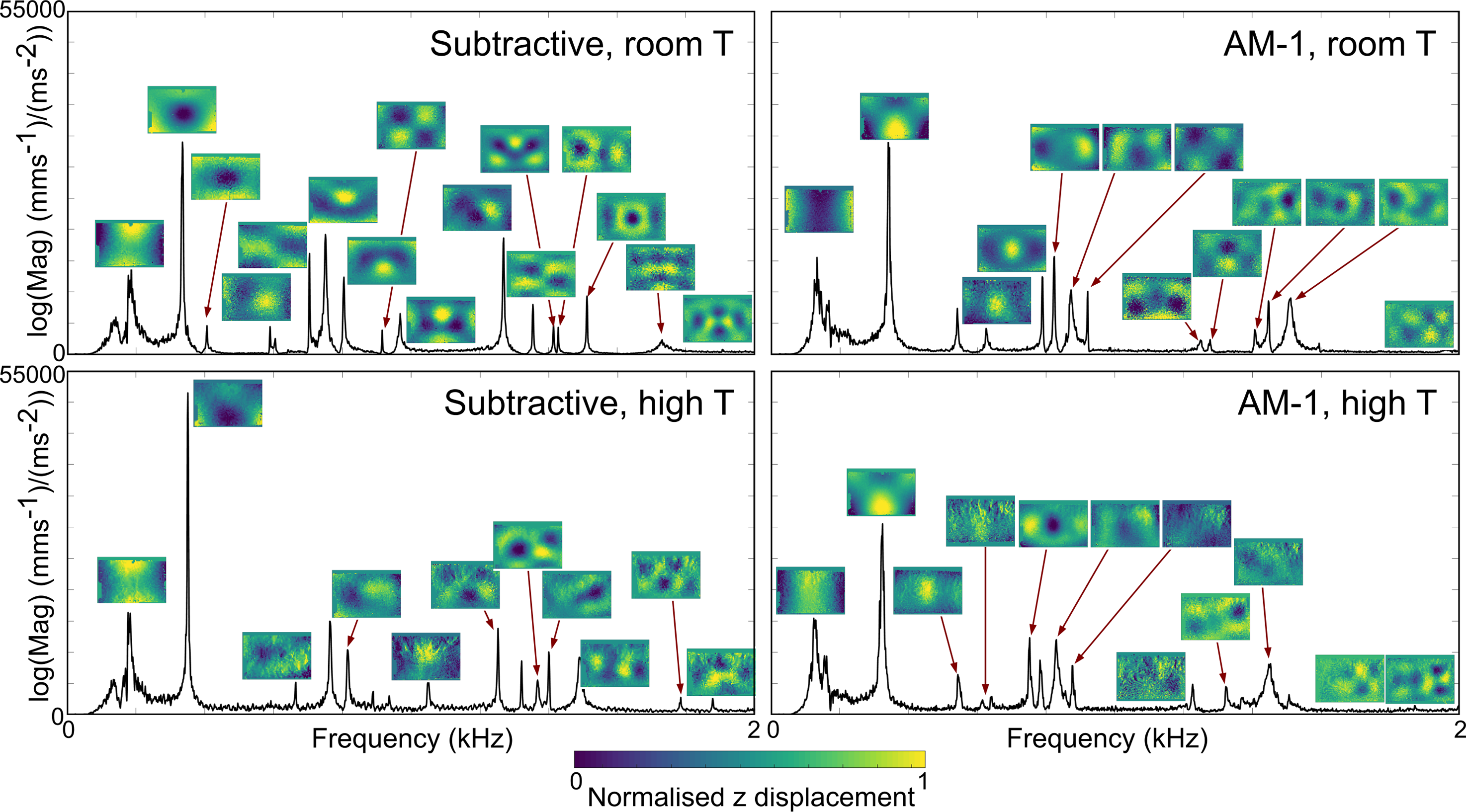
Results
The time-frequency spectrograms for the subtractively and additively manufactured plates subjected to the patterns of heating shown in Figure 5 are presented in Figure 6. The plates were excited over a larger frequency range, from 0 to 2000 Hz, than in earlier work (Lopez-Alba et al., 2019) when the maximum frequency was 500 Hz. The x-axis of the spectrograms is plotted in terms of frames, with each frame representing one FRF at a point in time. One frame corresponds to 1.6 seconds. The intensity of the colour, from blue (minimum) to yellow (maximum) in the spectrograms indicates the logarithm of the magnitude of the out-of-plane displacement measured by the vibrometer, or the amplitude of the excitation of the plate. There is some noise in the spectrograms, in the form of vertical lines of intense colour, possibly caused by electrical interference in the set-up; however, no filtering of the data was applied to the results shown in this work. A microbolometer was used to monitor the temperature of each plate on the opposite surface to the lamps. The maximum spatial temperature distributions are shown in Figure 5.
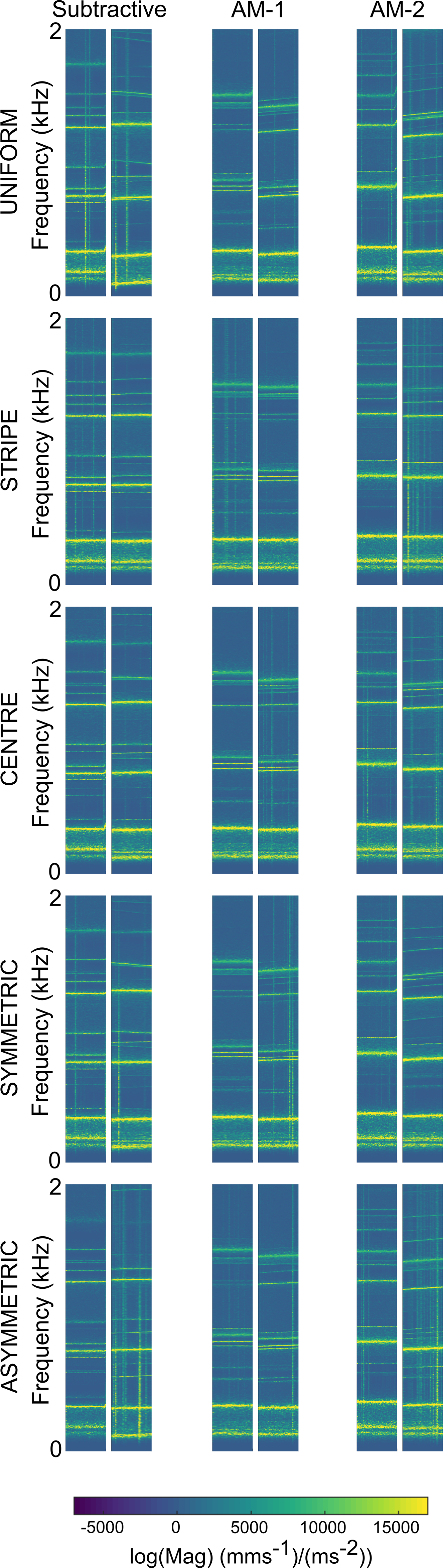
In Figure 8, the section of each spectrogram before the lamps were switched on are shown for each plate, which allows the room temperature resonant frequencies of the plates to be compared, and also demonstrates that none of the heating sequences caused any permanent change in the resonant frequencies of the plates at room temperature since the heating sequences were applied one after the other to the same plates. In Figure 9, the same initial sections are presented together with sections from the end of the corresponding spectrogram, that is, after the lamps had been switched off and the plate had been allowed to return to room temperature. The small differences between the start and end sections of the spectrographs imply that the tests were likely terminated too early given the evidence in Figure 8 that there were no permanent changes to the behaviour of the plates. FRFs as a function of time for subtractively (left) and additively manufactured plates with AM portrait plates released using sequence 1 (centre) and sequence 2 (right) in Figure 2, at the start of each heating experiment, that is, from the left in each box: uniform (Uni), stripe (Str), centre (Cen), symmetric (Sy), and asymmetric (Asy). FRFs as a function of time at the start (left of pair) and end (right of pair) of each heating sequence for each plate. Results suggest that AM plates are close to their starting state at the end of the test; however, the subtractive plate only returned to the starting state following the stripe heating, suggesting the test was terminated too early given the evidence in Figure 8 of no permanent change to the plates.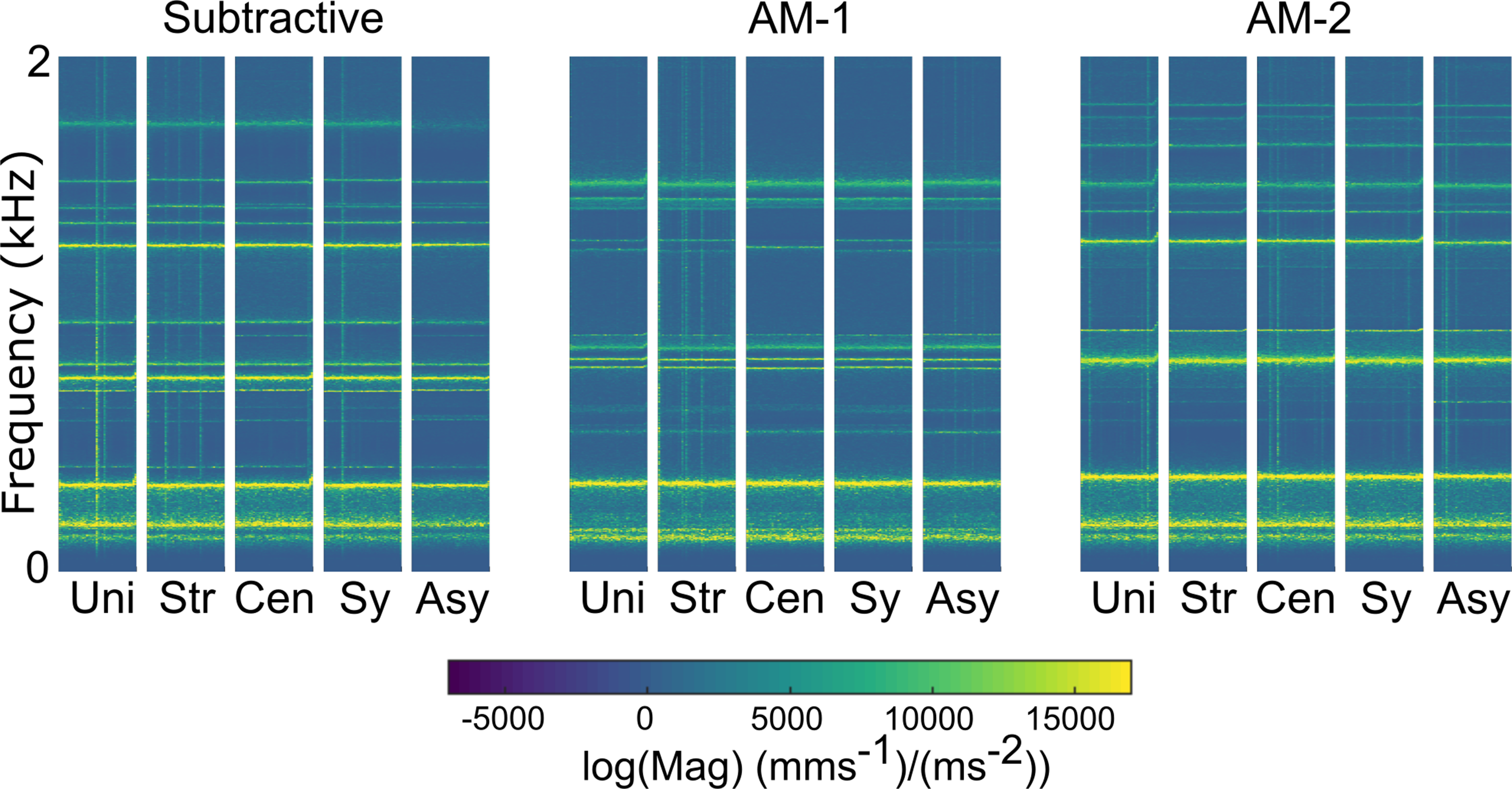
Discussion
Effect of static or resting shape
The FRFs at room temperature (in Figure 8) are different for each plate with the AM plate released using sequence 1 possessing the fewest natural frequencies within the range over which measurements were made (0 to 2 kHz). While the values of the natural frequencies are different, the patterns of frequencies in Figure 8 are similar for the subtractively-manufactured plate and the AM plate released using sequence 2 (AM-2) but distinctly different to the pattern for AM plate released with sequence 1 (AM-1). This difference is probably due to the different initial shape of the plates (Figure 3): an ellipsoidal dome shape of the subtractive and AM-1 plate compared to the AM-2 plate which has a line of inflexion approximately coincident with its transverse axis and a positive and negative deviation from a flat plate either side of the axis. The more complex shape is likely to have increased the stiffness and, hence, fewer natural frequencies appear in the range tested. Whilst only single specimens of each type were manufactured for this study, these shapes had been observed repeatedly in earlier work by the authors (Weihrauch et al., 2025).
The intensity of the lines in the waterfall plots in Figure 6 is indicative of the amplitude of the modes, illustrating that in general the lower order modes (at lower frequencies) have higher amplitudes. There are some very weak modes at frequencies above 1000 Hz because these modes have more complex shapes, as shown in Figure 7, that require higher energy levels to excite. There is more evidence of mode switching at higher frequencies suggesting that it is easier for modes with complex shapes to be transformed into a different complex shape as a consequence of heating the geometrically-reinforced plates.
Mechanism of differential expansion
The modulus of elasticity of the material of the plates will decrease with temperature which would be expected to cause a decrease in natural frequencies; however, the resonant frequencies of these plates are strongly dependent on their geometry and the interaction between the thin central plate and thick outer frame. These two geometric components have very different heat capacities, and hence different thermal inertias, causing the thin plate to respond more quickly to heating, by attempting to expand, than the thick frame. The differential expansion rates induce tension in the frame and compression in the thin plate causing the latter to deflect out-of-plane, which increases the geometric stiffness of the structure to out-of-plane loads thus increasing its natural frequencies. This effect is more evident in the geometrically less stiff structures, that is, the subtractively manufactured plate and the AM-2 plate, which have the simpler initial shape in the thin plate. The AM-1 plate exhibits the lowest level of change in FRF with heating relative to the other two plates, see Figure 6 (middle column), due to its relatively higher geometric stiffness arising from its resting shape.
The uniform and centre heating patterns generate the largest shifts in natural frequencies in all of the plates with an initial peak shortly after switching on the lamps followed by a slower reduction in the frequency of the higher modes as a uniform temperature is achieved across the thin plate and thick frame. This behaviour is most evident in the subtractively manufactured plate (left column in Figure 6). At room temperature, the entire frame is contained in a single plane whereas the thin plate has an ellipsoidal shape which results in the lengths of the transverse and longitudinal axes measured across the frame and along the surface of the thin plate being different. Hence, with a uniform increase in temperature the thermal expansion along the axes in the frame and plate will be different with a greater increase in the dimensions of the thin plate than the frame, which will result in further out-of-plane displacement of the thin plate to accommodate its excess length relative to the frame. The increase in out-of-plane displacement of the thin plate will increase the stiffness of the structure resulting in the observed small increase in natural frequencies compared to those at room temperature.
When the structure is cooled, this differential expansion is relaxed and the structure slowly returns to its room temperature behaviour, as seen in Figure 6. When the uniform and central heating patterns are used, switching off the lamps causes sudden drops in natural frequencies followed, at frequencies above 1000 Hz, by an increase to frequencies above those possessed at room temperature and which decay only slowly back to the room temperature values. This demonstrates that the geometrically-reinforced plate behaves as a dynamic system during both heating and cooling, as observed previously by Santos Silva et al. (2020).
It is noteworthy that none of the heating patterns cause significant shifts in the natural frequencies below 400 Hz in the additively manufactured plates, but shifts are present below this frequency for the subtractively manufactured plate.
Low energy input generates small changes
The stripe heating pattern produces the smallest shifts in frequencies for all of the plates (see Figure 6), because it delivers the lowest levels of energy to the plates; while the uniform heating pattern delivers the most energy and the largest shifts in frequencies for all three plates. It is interesting to note that for the stripe pattern of heating there is insignificant variation in the natural frequencies following the initial increases when the lamp is on. This is because the low energy level in the stripe case does not induce very much differential thermal expansion in the thin plate and thick frame.
Symmetric or edge heating
The symmetric pattern of heating generates relatively small shifts in the natural frequencies, which are similar to the stripe pattern for the subtractively manufactured plate; however, for both AM plates this pattern of heating produces a reduction in natural frequencies for those above about 600 Hz – this is more obvious in the AM-1 plate, perhaps because there are fewer natural frequencies within the measured range. The downward shift in natural frequencies implies that the stiffness of the structure has been reduced, probably by localised temperature rises in the lateral components of the frame adjacent to the heat lamps, without inducing any significant differential thermal expansion in the frame and thin plate.
The centre and asymmetric heating patterns both cause differential expansion of the thin plate and thick frame, as for the uniform heating, but at a smaller scale resulting in similar responses in the natural frequencies.
Importance of end state
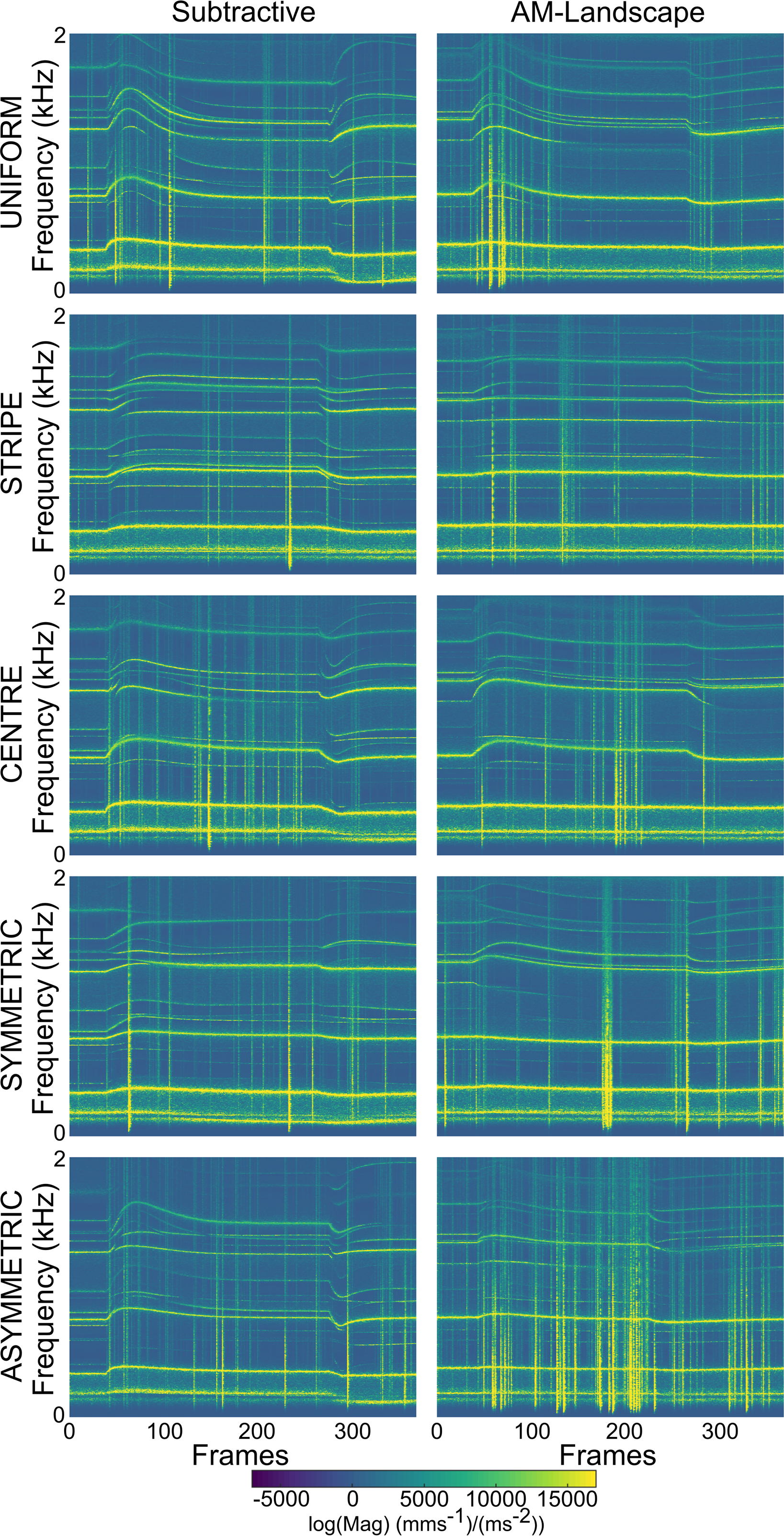
The similarity of the thermoacoustic behaviour of the subtractively manufactured plate and the AM-2 plate implies that their similar resting state, with the ellipsoidal dome shape of the thin plate, is more important than the manufacturing process. The resting states of the two AM plates, following building on and release from the PBF-LB machine, was quantitatively concurrent with the predictions from a model developed in recent work (Khanbolouki et al., 2025), which used the same geometry of plate. The models were based on earlier experimental work (Patterson et al., 2022) that demonstrated that geometrically-reinforced plates additively manufactured in a landscape orientation and released using sequence 1 would have the same ellipsoidal dome shape in the thin plate as the subtractively manufactured plate in this study. Hence a fourth plate, manufactured in landscape orientation following the process described by Patterson et al. (2022) and released using sequence 1, was subjected to the thermal cycle and its resultant shape measured, see Figure 10. Each heating pattern shown in Figure 5 was applied to this additional plate and its time-frequency spectrographs were found to similar to those for the subtractively-manufactured plate and the AM-2 plate built in the portrait orientation, as shown in Figure 11. No attempt at extracting quantitative data from the time-frequency spectrograms was made and hence it is not possible to draw statistically-supported conclusions; however, repeated tests demonstrated that the quantitative form of the data in Figures 6–9 was reproducible. These results support the conclusion that the distribution of residual strain locked into the thin plate at the end of the manufacturing processes is more important than the distribution of residual stresses induced during the manufacturing processes. The residual stresses are relaxed by a combination of the release from the L-PDF machine and the initial thermal cycle which both lead to deformation of the structure, that is, residual strain. The deformation leads to the final shape of the structure which in turn controls both the room temperature natural frequencies and corresponding mode shapes as well as the changes in modal performance during heating. While this finding has been demonstrated for an edge-reinforced rectangular thin plate, the fundamental conclusion, that it is the final shape of the structure which dictates its modal behaviour with temperature, is likely to hold for a wide range of structures manufactured using a variety of methods. Photograph of landscape AM plate on PBF-LB base-plate with buttresses following the build process but prior to the removal process (left); and distance (in millimetres) from a vertical reference plane following an initial heating cycle for geometrically-reinforced plates manufactured subtractively (top right) and additively in the landscape orientation and released using sequence 1 in Figure 2 (bottom right), based on Weihrauch et al. (2025).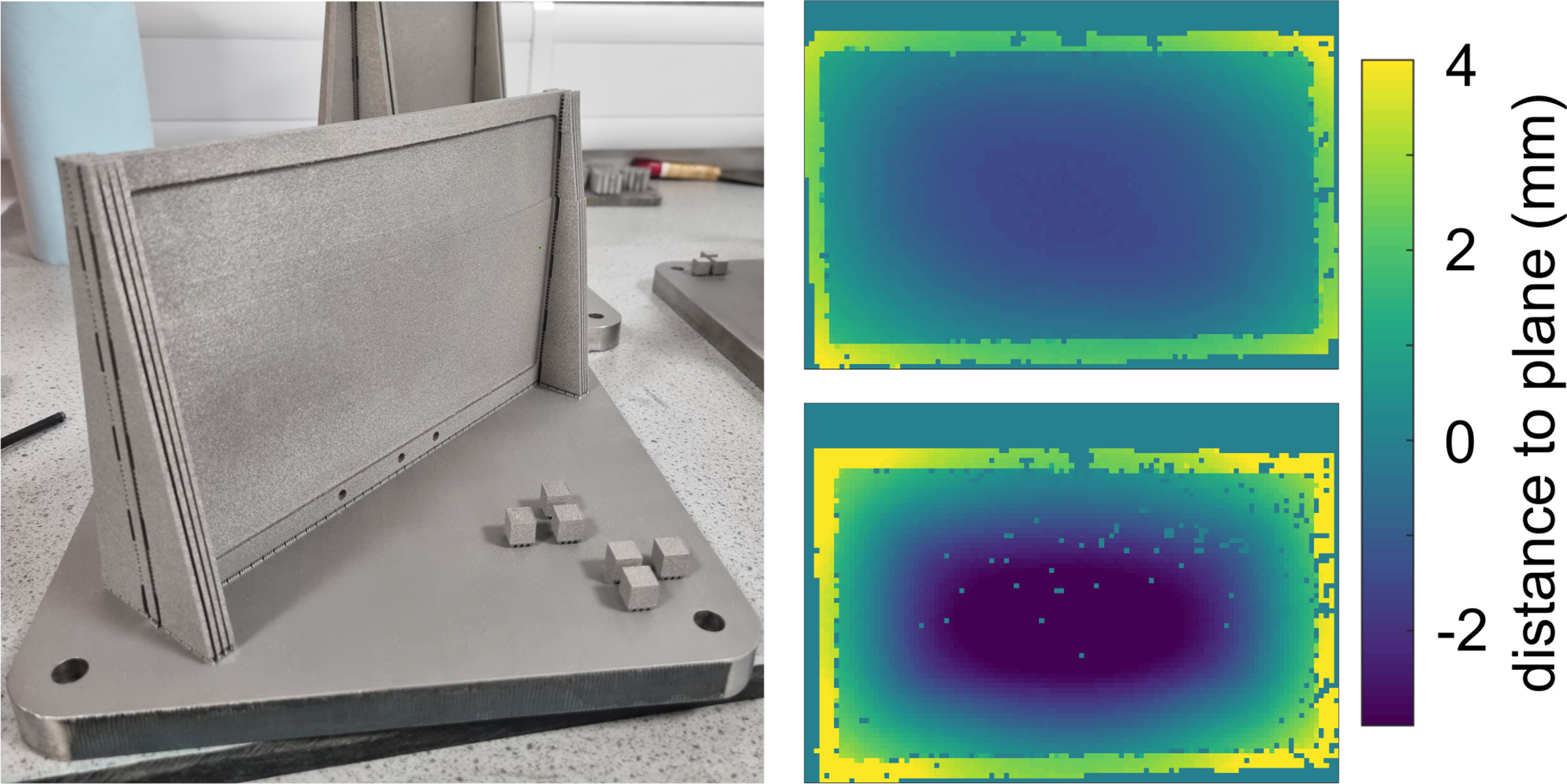
Conclusions
The thermoacoustic performance of a small number of rectangular edge-reinforced thin plates has been investigated and fields of temperature and displacement data as well as time-frequency spectrograms acquired over a larger frequency range (0 to 2000 Hz) and temperature range (up to 800°C) than in previous studies. The comparative performance of plates manufactured subtractively and additively has been investigated for the first time for a series of spatial distributions of heating which were switched on suddenly followed by a significant dwell interval before being switched off suddenly. The rapid heating and cooling caused differential thermal deformations in the thin plate and its surrounding edge-reinforcement or frame, and these deformations resulted in mode shifting and mode switching or jumping. It was found that the thermoacoustic behaviour was strongly dependent on the residual strains in the structure induced during the manufacturing processes, which manifested themselves as out-of-plane displacements from the nominal flat plate. The thermoacoustic behaviour was found to be independent of the manufacturing process because subtractively and additively manufactured plates with the same residual deformation responded in the same way to the thermoacoustic loading. Mode shifting was not seen to significantly influence natural frequencies below 400 Hz in the additively manufactured plates, but shifts were present below this frequency for the subtractively manufactured plate. Evidence of mode switching was also mainly observed at higher natural frequencies as more complex shapes can more easily jump to a different, complex, mode shape. These results are likely to be significant in the design and manufacture of parts for combined extreme environment applications, such as fusion energy reactors, the skin of hypersonic aircraft, and the exhaust of jet engines. In such cases, starting shape may potentially be controlled through a variety of means during and after additive manufacturing in order to allow for a specific thermoacoustic modal response.
Footnotes
Author contributions
John Lambros and Eann Patterson were responsible for the study’s conception and design. Material preparation, data collection and analysis were performed by Melissa Weihrauch with additional data analysis performed by Ceri Middleton. The first draft of the manuscript was written by Eann Patterson and all authors commented on versions of the manuscript. All authors read and approved the final manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research was supported by grants from both the EPSRC (grant no. EP/T013141/1) in the UK and NSF CMMI (grant no. 20-27082) in the USA.
Declaration of conflicting interests
The authors have no relevant financial or non-financial interests to disclose.