
Abstract
This study develops a novel biocomposite using coir fiber and bamboo filler in an epoxy matrix. The density of alkali-treated coir fiber was found to be decreased from 1470 ± 20 kg/m3 to 1284 ± 24 kg/m3, while the bamboo filler density reduced from 965 ± 24 kg/m3 to 846 ± 19 kg/m3, indicating successful reduction in fiber density for lightweight composite applications. Alkali treatment led to a significant 58.8% increase in tensile strength of the coir/epoxy composite, rising from 28.63 MPa to 45.45 MPa. Incorporation of bamboo filler further enhanced the tensile strength by 89.5%, reaching 54.26 MPa. Flexural strength also improved, with untreated coir/epoxy composites showing 25.75 MPa, increasing to 28.26 MPa post-alkali treatment (a 9.75% enhancement) and to 31.35 MPa with bamboo filler (21.74% increase). Impact resistance significantly improved, with the coir/epoxy composite’s impact strength rising from 26.43 kJ/m2 to 31.45 kJ/m2 after alkali treatment (a 19.01% increase) and to 34.56 kJ/m2 with bamboo filler (30.78% increase). The biocomposite also exhibited reduced moisture absorption, with the highest moisture absorption observed being 6.76% for NaOH-treated coir/epoxy composites and 4.32% for composites containing both coir and bamboo fillers. This study demonstrates that integrating alkali-treated coir fiber and bamboo filler produces a lightweight, eco-friendly composite with superior mechanical performance, offering a promising alternative to conventional materials.
Introduction
The quest for sustainable and high-performance materials has led to increased interest in natural fiber-reinforced composites. Among the natural fibers, coir and bamboo are found to be especially promising because of the availability, eco-friendliness, and favourable mechanical properties.1–3 Coir is obtained from coconut husk and is known for its durability and resilience. On the other hand, bamboo fiber has excellent reinforcement because of its strength to weight ratio.4,5 If these fibers can be utilized in epoxy matrices, then this would offer a very viable alternative to synthetic materials traditionally used.6,7 Traditionally, coir fibers are used in ropes, mats, and other products. The interest to use coir fiber, however, lies in advanced composite materials due to its high lignin content, the reason why it is supposed to contribute to durability as well as resistance to degradation.8,9 To overcome poor adhesion between natural fibers and polymer matrices, surface treatments such as alkali treatment using sodium hydroxide (NaOH) can be applied. This treatment removes surface impurities, which enhance the surface roughness of the coir fibers thereby enhancing their bonding with the epoxy matrix, thereby leading to improved mechanical performance.10,11
On the other hand, bamboo fiber with high tensile strength and modulus shows some resistance to bonding with polymers due to its hydrophilic character.12,13 Alkali treatment removes amorphous components like lignin and hemicellulose, which increases the proportion of crystalline cellulose in the bamboo fibers. Higher crystallinity leads to a more organized and rigid fiber surface, which improves stress transfer at the fiber–matrix interface. This results in better adhesion between the epoxy resin and the fibers, ultimately enhancing the mechanical properties of the composite.14,15 This procedure removes lignin, wax, and oils from the fiber which results in liquefaction of cellulose by depolymerisation and exposes short crystallites. 16 Valadez-Gonzalez et al. 17 observed that alkali treatment enhances the roughness, improving the interlocking, and increases the number of reaction sites, which may, in turn, affect the mechanical properties of flax fibers. 18 Weyenberg et al. 19 described a 30% improvement in tensile properties for flax fiber composites. Additionally, alkali treatment significantly enhances the impact and fatigue behaviours of natural fiber composites. Optimal performance in composite applications is achieved up to a certain alkali percentage. Jacob et al. 20 discovered the maximum TS in sisal fiber-reinforced composites occurred at a 4% NaOH concentration. Similarly, Mishra et al. 21 observed that a 5% NaOH treatment on sisal FRP composites resulted in better TS compared to a 10% NaOH treatment, as higher alkali concentrations can lead to excessive delignification, weakening the fibers. Thus, beyond a certain concentration, the mechanical performance deteriorates significantly. Chemically changing epoxy using ring-opening or radical polymerization can make it more reactive and improve its bonding ability, strength, and biocompatibility. 22 These changes make epoxy better suited for eco-friendly and multifunctional composite materials. Combining coir and bamboo fillers within an epoxy matrix can leverage the strengths of both materials, resulting in a composite with enhanced mechanical properties and durability. This study focuses on developing a composite material that combines coir fiber reinforcement with bamboo filler in an epoxy matrix, utilizing NaOH for alkali treatment to optimize fiber-matrix adhesion. The alkali treatment will help overcome the inherent drawbacks of natural fibers, which include moisture absorption and weak bonding with the hydrophobic epoxy resin, thus majorly improving the overall performance of the composite.
The benefit in using the composite of bamboo filler with coir fibers is unique. Coir fibers are flexible; they can absorb impact. With the addition of bamboo filler, it provides extra strength and stiffer properties. In this hybrid approach, the result aims for designing a composite material that would balance toughness and strength accordingly, according to a different mechanical need within various applications. This may improve its compressive and tensile properties in such a way that it will become more viable for automotive parts, construction materials, and consumer products. In other recent studies, epoxy was improved by adding nanomaterials or chemical groups to make it stronger and more biocompatible. For example, nanomaterial-filled epoxy showed better toughness and less water absorption.23,24 Compared to these advanced systems, our coir/bamboo/epoxy composite is low-cost, eco-friendly, and easy to prepare. Although nanostructured epoxy may give higher performance, our material offers a good balance between strength, cost, and sustainability for common applications. Studies earlier have emphasized on the efficacy of alkali treatment for the improvement of natural fiber-reinforced composites. The mechanical properties will be enhanced through increased load transfer due to fiber-matrix adhesion improvement. It is anticipated that alkali treatment increases the interaction of coir and bamboo fillers with the epoxy matrix in forming a more robust and durable composite.
In summary, this study highlights an important and promising development in sustainable material science through the use of bamboo filler reinforced coir fiber epoxy composites. The use of NaOH treatment along with the combination of natural fibers in an epoxy matrix provides an effective and eco-friendly alternative to conventional synthetic composites. This work demonstrates that such composites can meet the performance requirements of modern industries while supporting environmental sustainability. With further research and optimization, the properties and application range of natural fiber-reinforced composites are expected to improve further.
Experimentation: Material and method
Material
Properties of fibres. 25

Coir fiber preparation
Coconuts were collected, and coir fibers were manually removed from their surface. Following extraction, the fibers underwent a hot water treatment process, maintained at 80°C for a designated period. This treatment aimed to cleanse and prepare the fibers by removing residual impurities and softening the lignin structures. After the hot water treatment, the fibers were carefully dehydrated using oven under controlled temperature and humidity conditions until they reached a state of complete dryness. Throughout the process, the moisture content, fiber quality, and impurity levels were rigorously monitored and evaluated before and after each treatment phase using standardized laboratory techniques and precision equipment. Figure 1 illustrates the extracted and treated coir fibers, showcasing the results of the meticulous preparation process. (a) Locally collected coconut shell, (b) Hot water treatment setup, and (c) Coir fiber.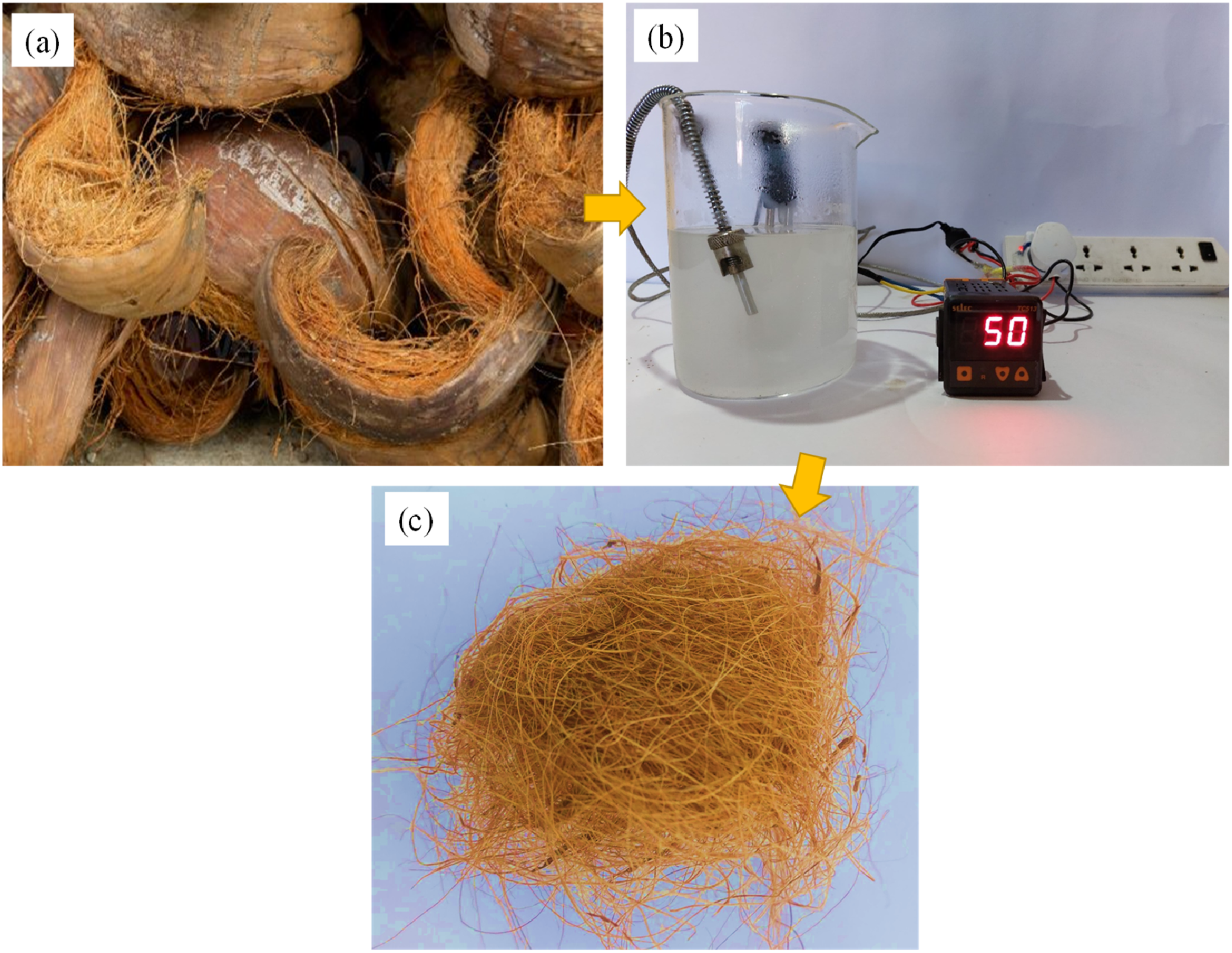
Bamboo filler preparation
Bamboo filler was prepared through a systematic process to ensure its suitability for composite reinforcement (Figure 2). First, the bamboo stems were cut and split to separate the outer and inner parts. This step helped in extracting fibers from the bamboo culms. The extracted fibers were then cleaned using a water-retting process to remove unwanted materials and to obtain clean and intact fibers. The extracted fibers were then further processed to attain the required homogeneity and shape for composite inclusion. Ball milling successfully pulverized the fibers into a fine powder, enhancing their uniformity and capacity to disseminate evenly throughout the composite matrix. The goal of this preparation method was to improve bamboo filler’s surface characteristics. The bamboo filler was tailored to the specific requirements of the composite material by carefully and precisely managing each step of the preparation process. Bamboo filler preparation: (a) Bamboo culm chips, (b) mechanical extraction, (c) milling setup and (d) bamboo filler.
Alkali treatment
Alkali was used to treat the surfaces of coir fibers and bamboo fillers in this investigation. As an alkali agent, NaOH was mixed in DI water to make a 5% NaOH solution, which was then mechanically stirred. This mixture was heated to 32°C and let to soak for 1 h with the coir fibers and bamboo fillers. After the fibers were treated with the alkali, any remaining NaOH was washed out with distilled water (pH 7). To remove surface moisture and residual alkali solution, the fibers were briefly rinsed with pure acetone (LR 99%) and then oven-dried to completely remove the acetone. Figure 3 shows the schematic diagram for the alkali treatment of both coir and bamboo fiber. Schematic diagram of alkali treatment of coir and bamboo fiber.
Composite fabrication
Composite fabrication was done with the help of the compression molding technique, commencing with the mixing of bamboo fillers with the matrix hardener (HY 951). Following thorough blending, the amalgamated bamboo filler and hardener were combined with the epoxy resin (LY556). This prepared filler-based resin mixture was then integrated with coir fiber. Subsequently, the composite blend was carefully placed into a mold, accompanied by a mylar sheet to ensure uniformity (Figure 4). Composite fabrication process: (a) fiber arrangement in mould, (b) matrix weight measurement and preparation, (c) compression in press and (d) final composite sample.
Utilizing a hydraulic press, the composite was subjected to compression, consolidating the materials into the desired shape. Post-compression, the composite underwent an 8-h curing process at room temperature (
Characterisation and testing
Density was determined employing pycnometer, a well-established technique for density ascertaining of various substances. In this investigation, toluene served as the reference liquid with a density (ρtoluene) of 866 kg/m3. The density determination process consisted of three sequential steps. Initially, mass of the empty pycnometer (m1) was recorded. Subsequently, individual measurements were taken for the masses of the pycnometer with the fiber (m2) and toluene (m3). Lastly, overall mass encompassing the pycnometer, reference fluid, and fiber (m4) was recorded, facilitating the utilization of equation (1) to ascertain the density of the fiber and filler.
The absorption group present in the fillers/fibers were analysed using an FTIR spectrometer. The spectra were taken from 4000 to 600 cm−1, with 32 scans in 60 s (resolution = 2 cm−1). To obtain the absorbance spectrum, approximately 2 mg of crushed and oven-dried fibers and fillers were mixed with 200 mg of potassium bromide. For XRD CuKα radiation (wavelength = 1.54 Å) was employed, with the diffractometer configured to operate at 40 kV and 15 mA. The powdered samples of the fibers and fillers underwent scanning from 10° to 80° at 10°/min
10
. The crystallinity index (CI), as determined by equation (2), assesses the PRF’ crystallinity. This equation evaluates as CI
The tensile test samples had dimensions of 130 mm long, 10 mm wide, and 5 mm thick. The test was performed at a crosshead speed of 2 mm/min under standard room temperature conditions. Flexural test specimens were bent in a three-point fixture to quantify the modulus and strength of flexure, which allowed us to assess the flexural properties. The test specimens were fabricated following the guidelines outlined in ASTM D 760, and had dimensions of 80 mm × 10 mm × 5 mm. The impact test was conducted using ASTM D 256-05 standard using a Tinius Olsen model 104 impact testing machine at room temperature. The testing was performed manually on notched samples. Four specimens were prepared for each sample, with each specimen measuring approximately 65 mm × 10 mm x 5 mm and featuring a 2.54 mm notch. For metallic specimen Vickers microhardness is preferred whereas for composite shore D is used.
26
The hardness of prepared composites was assessed via ASTM 2240 standard, employing a shore-D hardness tester. Specimens for the hardness testing were cut to dimensions of 35 × 15 × 3 mm3. Measurements were obtained at 10 different locations on each sample to determine the average hardness value. The test involved applying pressure on the specimen’s surface using the indenter pin, with the results displayed on the digital screen. This analysis was conducted following the ASTM D570-98 standard. Three specimens of each test sample were prepared, from which the average value of water absorption was obtained. Specimens were immersed in water at room temperature for 128 h. The weight of each specimen was taken at fixed intervals of 8 h by means of an analytical balance for the determination of the amount of water absorbed quantitatively. Percentage of water absorbed was calculated using the following equation:
Result and discussion
Density analysis
Density is one of the most critical factors in designing lightweight composite components and structures; it determines the suitability of the fibers for manufacturing the composite. In this work, the densities of coir fiber, AT-coir fiber, bamboo filler, and AT-bamboo filler are measured. In all measurements above, data gathered are important for evaluating the possibility of using these materials in making lightweight high-performance composite structures.
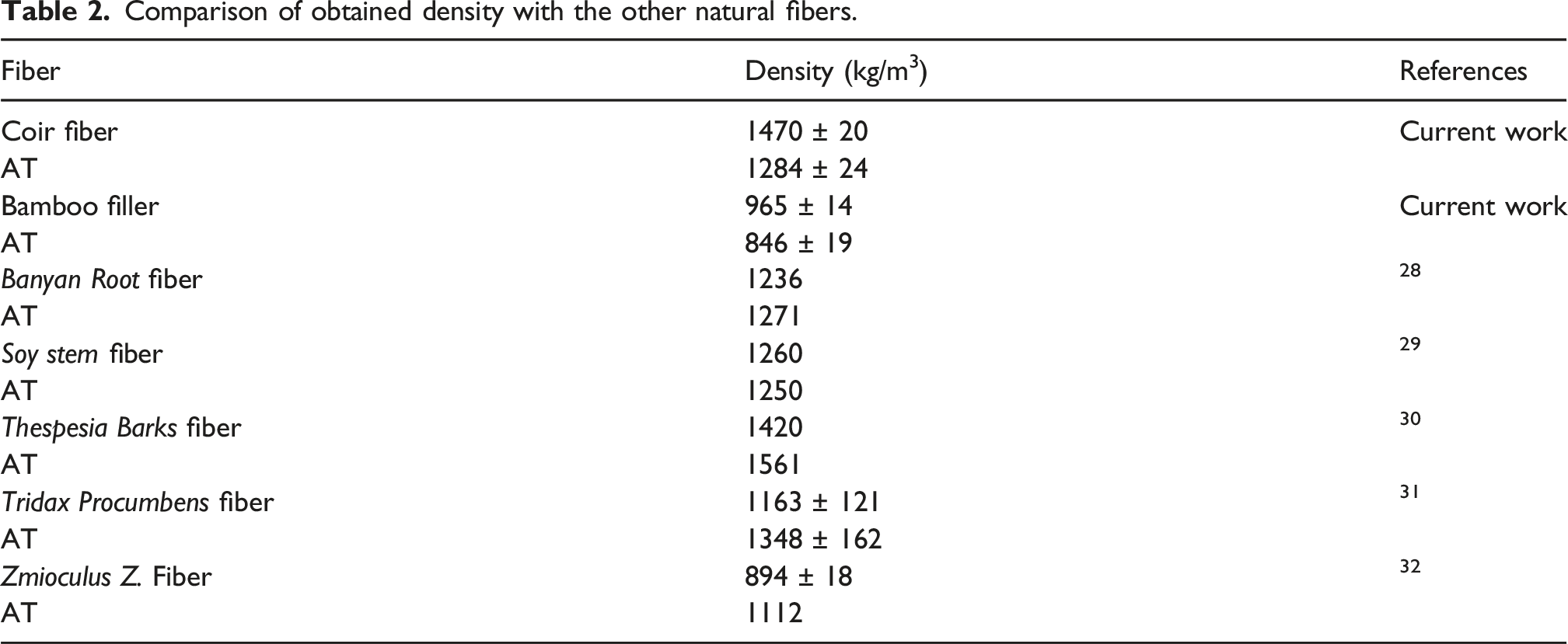
The density of Coir was determined to be 1470 ± 20 kg/m3 whilst AT Coir’s was lower at 1284 ± 24 kg/m3. Comparing the two, Bamboo Filler had a density of 965 ± 24 kg/m3 and its counterpart, at Bamboo Filler is much lower with 846 ± 19 kg/m3 (Figure 5). The alkali treatment affects the density of the fibers, and as a result, coir fiber and bamboo filler show noticeable differences in their properties. Alkali treatment removes non-cellulosic components such as hemicellulose, lignin, wax, and surface impurities from natural fibers. These materials are usually less dense and occupy space in the fiber structure. When they are removed during alkali treatment, the overall mass of the fiber decreases more than the volume, which leads to a decrease in density.
27
Then a comparison is being drawn between the UT sample and the AT samples to demonstrate the capability of alkali treatment in altering the properties of material. The decrease in density seen after treatment could improve the applicability of these materials for lightweight composite applications. Materials with lower density are commonly favoured in the construction of lightweight composite components and structures because they help decrease overall weight without compromising mechanical qualities. The results indicate that AT Coir Fiber and Bamboo Filler show potential for application in the production of lightweight composites. Density comparisons of UT and AT coir fiber and bamboo filler.
Comparison of obtained density with the other natural fibers.
Morphological analysis
An examination of the materials’ morphology indicates notable changes in surface properties in Coir and Bamboo fibers employed for composite fabrication. When examining Coir fiber, there is a significant rise in roughness, which is followed by a noticeable improvement in the visibility of fibrils. This suggests that the surface of the fiber has seen modifications, maybe because of processing techniques or environmental influences. The heightened roughness indicates a larger surface area that can facilitate interactions, potentially impacting composite bonding and mechanical properties. Figure 6 shows the FESEM images of UT and treated coir fiber. FESEM images of (a) UT coir fiber and (b) Treated coir fiber.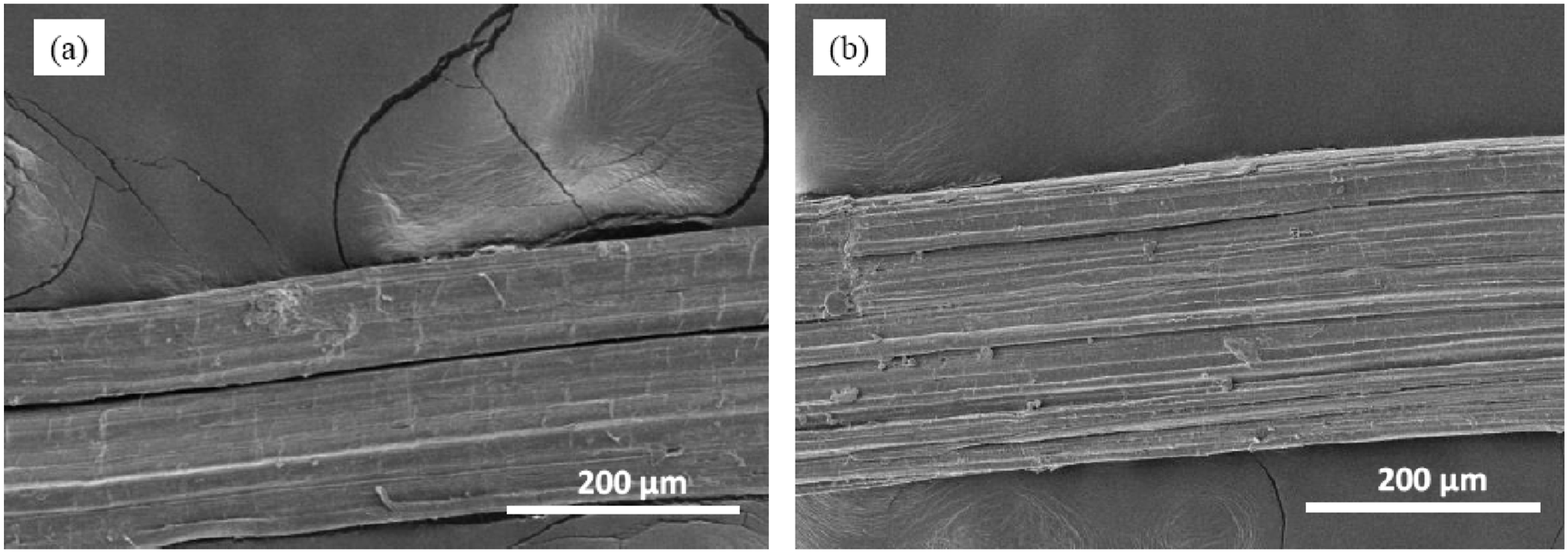
However, the use of Bamboo fiber for filler preparation results in a noticeable change in surface morphology on surface treatment as depicted in Figure 7. The surface exhibits a higher level of purity, with a reduced presence of impurities, suggesting a process of de-lignification. This method is expected to entail the extraction of lignin constituents, resulting in a more pristine surface with diminished contaminants. FESEM image: (a) UT bamboo fiber, (b) Treated bamboo fiber.
In summary, the examination of the structure and form of Coir and Bamboo fibers indicates that there have been notable alterations in their surface properties. These changes are likely a result of various processing methods, such as de-lignification. Alkali treatment removes amorphous substances such as lignin, hemicellulose, waxes, and oils from coir and bamboo fibers, resulting in a rougher surface and exposing more hydroxyl groups. This improves adhesion with the epoxy matrix and enhances the mechanical performance of the composites.33–35 These modifications could have a significant impact on the performance and characteristics of composite materials made with these fibers as fillers. Conducting additional research on the mechanisms that cause these changes in shape would offer significant knowledge for improving composite manufacturing techniques and upgrading the performance of materials.
FT-IR analysis
The Coir fiber and Bamboo fillers were analysed using FT-IR, which identified specific absorption peaks associated with the chemical components of the fibers. This study provided valuable information about the composition of the fibers and the impact of processing methods. Figure 8 shows the FT-IR analysis of coir fiber and bamboo filler. A signal at 3430 cm-1, observed in all four samples, signifies the existence of hydroxyl groups (-OH) in cellulose and hemicellulose present in the natural fibers.
7
The peaks observed between 2994 and 2832 cm-1 are indicative of the CH stretching vibrations associated with cellulose and hemicellulose. The band at 1680 cm-1 results from stretching vibrations of the aromatic ring C = C group, which is clearly associated with the presence of lignin in the fibers. The peak at about 1383 cm-1 corresponds to the C = O stretching vibration of carbonyl groups from hemicellulose and lignin, confirming the presence of lignin in the fibers.
36
However, the magnitude of this peak is decreased in the bamboo fibers, indicating a decrease of lignin concentration. FT-IR analysis of UT and AT coir fiber and bamboo filler.
The lignin decrease is due to alkali treatment, a common method used to remove lignin from natural fibers. In addition to this, the confirmation of the presence of lignin is provided through the appearance of bands between 1060 and 1020 cm-1, which are due to the C-OH vibration in lignin 37 . The less intense of these signals in the bamboo lignin sample is a truer piece of evidence of the decrease of lignin content by the alkali treatment. 38 After alkali treatment, more –OH groups become available on the fiber surface because lignin and other impurities are removed. These –OH groups can react with the epoxide rings of the epoxy resin during curing, forming stronger chemical bonds between the fiber and the epoxy matrix. This improves the adhesion and overall strength of the composite. Therefore, alkali treatment not only cleans the fiber surface but also helps in forming a better chemical connection between the filler and the epoxy resin.
XRD analysis
X-ray diffraction (XRD) testing was done to study the structure of alkali-treated (AT) Bamboo filler, and alkali-treated (AT) Coir fiber and comparison was made with the literature of coir and bamboo fiber. The peaks at 16.04 and 22.16 are associated with (110) and (200) plane of the cellulose-Iβ as confirmed by the analysis of French.39,40 This test helps to understand how alkali treatment affected the crystal structure of these natural fibers.
41
The measured XRD intensity values were normalized to the maximum peak intensity and expressed as diffractive strength.
42
For Alkali treated bamboo filler, the crystallinity index value using equation (2) was of 47.65% closely resembles with the crystallinity index value of bamboo fiber.43–45 In the case of Coir fiber, the alkali treated sample showed a crystalline index of 32.15, which is also near about the crystallinity of the coir fiber as reported in literature.
46
This shows that the chemical treatment have not much disturbed the crystallinity during its reaction
7
as exhibit in the Figure 9. XRD analysis after alkali treatment of coir fiber and bamboo filler.
Tensile test (TS) analysis
The tensile strength (TS) of neat coir epoxy, alkali-treated (AT) coir epoxy, and bamboo filler reinforced coir epoxy composites was examined (Figure 10(a)). Neat coir epoxy showed a baseline TS of 28.63 MPa with a standard deviation of 5.2 MPa, indicating relatively low strength. After alkali treatment, the TS increased significantly to 45.45 MPa, showing an improvement of 58.8%. This increase is mainly due to the removal of amorphous components such as lignin and hemicellulose, which improves fiber–matrix bonding. The AT coir epoxy composite showed a lower standard deviation of 4.32 MPa, indicating improved consistency. With the addition of bamboo filler, the TS further increased to 54.26 MPa, representing an enhancement of 89.5% compared to neat coir epoxy. This significant improvement indicates better load-bearing capability of the composite. The composite exhibits a standard deviation of 6.86 MPa, indicating a certain level of uncertainty in the measures of TS. Nevertheless, this figure also represents a considerable improvement concerning the total strength. The tensile modulus analysis showed (Figure 10(b)) that the alkali-treated bamboo filler composite had a higher tensile modulus (2.6 GPa) than the alkali-treated coir fiber epoxy composite (2.4 GPa) and the untreated coir fiber epoxy composite (1.56 GPa). The analysis of TS shows that the application of alkali treatment alongside the use of bamboo filler significantly improves the mechanical properties of coir epoxy composites. The lower TS values of alkali treated coir epoxy resins suggest better fiber-to-matrix adhesion than untreated ones. In contrast, the bamboo reinforced coir epoxy demonstrates the highest TS, highlighting its potential as an effective reinforcing material. (a) TS (b) Tensile modulus analysis of various composite samples.
Flexural test analysis
The analysis of flexural strength (FS) between pure coir epoxy, AT coir epoxy, and bamboo filler reinforced coir epoxy explores the performance of these composite materials while under bending force. The pure coir epoxy shows a baseline FS value of 25.75 ± 2.35 MPa as shown in (Figure 11(a)). Addition of alkali treatment improves the strength of the coir epoxy composite so that its FS value is raised to 28.26 MPa, which is an enhancement of 9.75 %. This is because the treatment eliminates the weak crystalline material constituents such as lignin and hemicellulose, which in turn improves bonding between the fibers and the matrix and hence the load is better carried out when bending is taking place. The standard deviation for the AT coir epoxy is 3.69 MPa meaning that there is a little bit higher variation in performance than in the case of UT coir epoxy. The integration of bamboo filler in the coir epoxy composite raises the FS to 31.35 MPa, showing a considerable enhancement of 21.74% in comparison to the plain coir epoxy. This considerable increase can be attributed to the additional reinforcement and load distribution of the bamboo filler that enables it to bend resistance even better. Baseline deviation of this composite is 2.78 MPa implying an improvement in flexural strength performance even within this composite. (a) FS (b) flexural modulus analysis of various composite samples.
The flexural modulus analysis showed (Figure 11(b)) that the alkali-treated bamboo filler composite had a higher flexural modulus (2.1 GPa) than the alkali-treated coir fiber epoxy composite (1.9 GPa) and the untreated coir fiber epoxy composite (1.43 GPa). AT coir epoxy displays improved FS which can be attributed to enhanced bonding of the fibers to the matrix. In contrast, the composite reinforced with bamboo filler coir epoxy produced the maximum FS, indicating that it could be the most appropriate reinforcement material. It can be inferred from these observations that the use of AT coir and bamboo fillers facilitates the manufacture of composite materials that are more durable and resistant to bending loads.
Impact test analysis
Researching UT coir epoxy, AT coir epoxy, and bamboo filler reinforced coir epoxy materials’ investigation of impact strength provides essential information about their capacity to withstand energy. Coir epoxy exhibits a low Impact Strength (IS) measured at 26.43 kJ/m2 with a standard deviation of 2.12 kJ/m2 (Figure 12). Following the alkali treatment of the coir fibers, the IS of the epoxy composite improved appreciably to 31.45 kJ/m2, a change equating to an increase of 19.01%. This enhancement promotes the interface bonding between fibers and the matrix leading to a composite material that can absorb and transmit energy upon impact efficiently. The AT coir epoxy has a higher impact strength standard deviation of 3.69 kJ/m2 as opposed to the plain coir epoxy where the impact strength standard deviation was less indicating less variation in the IS readings. IS analysis of various composite samples.
When bamboo filler is added to the coir-epoxy composite, the IS reaches its peak value of 34.56 kJ/m2 which is an enormous enhancement of 30.78% over the original coir epoxy material. Such improvement can be attributed to bamboo filler, which improves the composite’s toughness and energy absorbent quality through additional reinforcement as well as improving the dispersion of impact forces within the structure. The composite’s standard deviation is 2.78 kJ/m2, indicating a constant improvement in impact performance. In summary, the assessment of IS unequivocally demonstrates the significant enhancements brought about by both alkali treatment and the incorporation of bamboo filler in coir epoxy composites. AT coir epoxy exhibits improved IS due to enhanced bonding between fibers and the matrix. Conversely, the coir epoxy reinforced with bamboo filler exhibits the highest IS, showcasing its potential as an exceptional reinforcing material. These results affirm that the utilization of AT coir and bamboo fillers effectively produces composite materials with heightened toughness and energy absorption capabilities, ultimately leading to superior performance.
Hardness analysis
Figure 13 illustrates the variations in Shore-D hardness among plain coir/epoxy, NaOH-treated coir/epoxy, and NaOH-treated coir/NaOH-treated bamboo filler/epoxy composites. The Shore-D hardness of the pure coir/epoxy composite was found to be 85.96 ± 2.57. Upon alkali treatment, the coir/epoxy samples exhibited a notably higher hardness value of 88.78 ± 1.12, indicating an enhancement in composite hardness due to the treatment. Moreover, composites consisting of coir and bamboo fillers treated with NaOH and combined with epoxy displayed the highest hardness value among the tested composites, measuring at 89.05 ± 1.87. The slight yet significant increase in hardness observed in AT coir/epoxy samples, compared to UT ones, suggests that the addition of bamboo filler not only enhances stiffness and overall strength but also promotes a more uniform stress distribution within the material. The synergy between alkali treatment and bamboo filler contributes to achieving the highest observed Shore-D hardness. Shore D hardness analysis of various composite samples.
Although there are differences in hardness values, it’s noteworthy that the values across various samples are quite similar. This similarity suggests that while treatments and fillers enhance hardness to some extent, the inherent material characteristics of coir/epoxy composites inherently confer a notable level of hardness. These consistent findings indicate that all the composites possess significant stiffness and resistance to surface indentation, making them suitable for applications requiring robust and durable composite materials.
Moisture analysis
The moisture absorption rates for all three composites exhibit a gradual and continuous rise as time progresses. The moisture absorption increases rapidly at the initial stage and then slows down with time, finally reaching a nearly constant value, indicating equilibrium moisture absorption. Following a duration of 6 h, the coir/epoxy composite treated with NaOH absorbs 2.29% moisture. In contrast, the composites consisting of NaOH-treated coir and NaOH-treated bamboo filler absorb 1.99% and 1.08% moisture, respectively. The NaOH-treated coir/epoxy consistently exhibits greater moisture absorption than the NaOH-treated coir/NaOH-treated bamboo filler composites, maintaining this tendency throughout each time interval.
After a duration of 12 h, the NaOH-treated coir/epoxy material exhibits a moisture absorption rate of 3.49%. In comparison, the NaOH-treated coir/NaOH-treated bamboo filler composites demonstrate moisture absorption rates of 2.99% and 1.88%, respectively. At the 24-h mark, the numbers are 5.41%, 4.61%, and 3.29%, respectively (Figure 14). After 48 h, the coir/epoxy composite treated with NaOH absorbs 6.09% moisture, while the composites with NaOH-treated coir and NaOH-treated bamboo filler absorb 4.99% and 3.81% respectively. At the 96-h mark, the moisture absorption of the coir/epoxy composite treated with NaOH increases to 6.76%. The moisture absorptions of the coir/NaOH-treated bamboo filler composites are 5.56% and 4.32%. (a) Moisture analysis setup and (b) Moisture analysis comparison.
The reduced moisture absorption in the NaOH-treated coir/NaOH-treated bamboo filler composites suggests a higher level of resistance to moisture absorption as compared to the NaOH-treated coir/epoxy composite. Within the category of bamboo filler composites, the sample with a greater proportion of NaOH-treated bamboo filler exhibits the lowest level of moisture absorption, suggesting improved hydrophobic characteristics.
Conclusions
This study demonstrates the effectiveness of alkali-treated coir fiber and bamboo filler in developing lightweight epoxy-based composite. Alkali treatment was shown to effectively reduce the density of both coir and bamboo fibers by removing non-cellulosic components, improving the fibers’ compatibility with composite matrices. FESEM analysis revealed increased coarseness in coir fibers and cleaner surfaces in bamboo fillers, which enhanced the bonding capability with the matrix. FT-IR and XRD techniques has shown that fibers have essential functional groups with improved crystallinity, also enhancing mechanical properties. The composite fabricated using the alkali-treated coir fiber and bamboo filler showed good physico-mechanical properties. The tensile strength was observed to improve significantly from 28.63 MPa for untreated coir epoxy composites to 54.26 MPa for bamboo filler reinforced coir composites. In the same way, the flexural and impact strength were appreciably improved by the presence of bamboo filler and were 31.35 MPa and 34.56 kJ/m2 respectively. These enhancements suggest that the composite materials can withstand higher stress levels and provide adequate shock absorption, hence their suitability in high structural applications. Also, the Shore-D hardness increased indicating a denser and stiffer matrix composite. Bamboo filler composites showed low moisture absorption which increases their applications in moisture resistant uses. Thus, it can be concluded that the use of alkali treatment plus the addition of bamboo filler resulted in significant enhancement of the properties of coir/epoxy composites. These improvements make the composites suitable for lightweight applications such as automotive interior panels, construction boards, furniture parts, decorative panels, and packaging materials.
Footnotes
Acknowledgments
The authors extend their appreciation to the Deanship of Research and Graduate Studies at King Khalid University for funding this work through Large Research Project under grant number RGP2/585/45.
Ethical considerations
The researcher did not conduct any experiments with living creature subjects under this work.
Author Contributions
Conceptualization, Y, DK, AP, LR; formal analysis, Y, DK, AP, LR, SS; investigation, Y, DK, AP, LR; writing—original draft preparation, Y, DK, AP, LR; writing—review and editing, SS, KPA, MA, KR; project administration, KPA, MA, KR. All authors have read and agreed to the published version of the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The datasets used and/or analysed during the current study available from the corresponding author (Yogesh and Deepak Kumar) on reasonable request. In addition, the data used to support the findings of this study are included in the article. Should further data or information be required, these are available from the corresponding author (Yogesh and Deepak Kumar) upon request. All the data that were used to support this study are available within the manuscript.