
Abstract
The halogen-free flame retardant (HFFR) polyphenylene ether (PPE)/styrene-ethylene/butylene–styrene block copolymer (SEBS) composites had been prepared using the melting compounding method by a twin-screw extruder. The thermal stability, flame retardancy, microscopic morphology of carbonaceous char, smoke density and mechanical properties of HFFR PPE/SEBS composites had been investigated by thermogravimetric analysis (TGA), cone calorimeter, limiting oxygen index (LOI), UL-94 (vertical flame) test, scanning electron microscopy (SEM), NBS smoke density chamber and ultimate tensile. The research indicated that the flame retardancy and char-forming of PPE/SEBS/aluminium diethylphosphinate (ADEP) composites had been dramatically improved. The more significant expansion of PPE/SEBS composites during combustion was found with the addition of synergistic agent zinc borate (ZB), and which demonstrated a very obvious improvement in flame retardancy. Moreover, due to the addition of synergistic flame retardant ZB, not only the flame retardancy was improved, but also the smoke release was significantly inhibited. The tensile performance test showed the ultimate tensile strength of PPE/SEBS composites maintained a relatively high level, and which can meet the application requirements of PPE-based cable sheath materials with higher strength requirements.
Introduction
Polymer materials are widely used in various fields such as electric equipment, automotive industry, wire and cable, etc., due to their excellent comprehensive properties. However, many polymer materials are prone to combustion and pose a significant fire hazard, so flame retardant treatment is often required. 1 The styrene–ethylene–butylene–styrene (SEBS)-based thermoplastic elastomers (TPEs) are very interesting for technically demanding application, where flame retardancy also plays an important role. Typical examples are sealings, shock and shatter protection, cables, and soft-touch elements particularly in automotive and electrical engineering.2–5 TPEs combust completely without any char and with a high effective heat of combustion, making flame retardant modification difficult. Therefore, searching for halogen-free, environmentally friendly, and efficient flame retardant systems to prepare TPEs composites with good flame retardancy and high mechanical properties has always been one of the research hotspots in the field of flame retardancy.
Polyphenylene ether (PPE) is one kind of engineering material, which has excellent dimensional stability, halogen-free flame retardancy, and excellent dielectric properties.6–13 The pure PPE exhibits high processing temperature and low elongation at break due to its rigid polymer chains, which are disadvantages used for cable sheath. Thus, PPE normally was modified by blending to make it become realizable or process ability. 6 Due to their similar structures, PPE can be blended with polymers such as polystyrene (PS), polyamide (PA), polybutylene terephthalate (PBT), acrylonitrile butadiene styrene (ABS) and styrene-ethylene-butylene-styrene (SEBS) with good compatibility. 7 Classical blend of PPE and PS has been widely applied in many fields. 8 Zhai et al. 9 reported the influences of HIPS loading on the foaming behavior and flame-retardant properties of PPE composites blown with CO2, and found that PPE/HIPS composite foams showed light weight, excellent flame retardancy, undamaged tensile and good thermal insulation properties. Trung et al. 10 studied the properties of ABS/PPE polymer blends and found that the role of PPE as flame retardant in the blends can inhibit the burning process. All blends of PPE and ABS were graded as V-1 and LOI values were higher than 21. As a physical mixture, tensile strength of PPE/ABS blends maintained values between the tensile of neat ABS and PPE. Jiang et al. 12 reported the fabrication of lightweight PPE/HIPS composite bead foam parts via in-mold foaming and molding technology and found that PPE/HIPS composites showed high dimensional stability at 120°C and good flame-retardant properties, characterized by a high limiting oxygen index (LOI) value and HBF rating. The above research mainly focused on the application of PPE and other hard plastic composite materials, with almost no research on the application of flame-retardant cable sheaths. Langfeld et al. 4 studied the flame-retardant and mechanical properties of SEBS/PP composites. The evaluation was carried out quite close to industrial exploration investigating distinct commercial additives and found that the SEBS/PP composites had achieved good flame retardancy, but the tensile strength was very low (≤4.8 MPa). PPE resin with a benzene ring structure in the main chain and good carbonization properties provides a new solution to solve this problem. 14 In this study, the high strength and char forming properties of PPE resin were effectively utilized, and the significant plastic deformation of SEBS was utilized to prepare the HFFR PPE/SEBS composites filled with ADEP. The flame retardancy, microscopic morphology of carbonaceous char, thermal stability, smoke density and mechanical properties of PPE/SEBS/ADEP composites had been researched using cone calorimeter, limiting oxygen index (LOI), UL-94 vertical test, scanning electron microscopic (SEM), thermogravimetric analysis (TGA), NBS smoke density chamber and tensile tests. Meanwhile, the synergistic flame retardant effect of the synergistic agents such as organic montmorillonite (OMMT), zinc borate (ZB) and zinc oxide (ZnO) had been investigated respectively.
Experimental
Materials
The polyphenylene oxide (PPE) with the grade of S201A was kindly supplied by Asahi Kasei Co., Japan. The mean particle size was 200–400 µm, the specific gravity was 1.06 g/cm3, the appearance was pale yellow powder, and the glass-transition temperature (Tg) was 214°C.
A hydrogenated styrene-based block copolymer (SBC) elastomer SEBS (S.O.E.™ L606) was purchased from Asahi Kasei Co., Japan. The ratio of styrene to butadiene (S/B) was 31/69, the specific gravity was 0.96 g/cm3, the Shore Hardness was 62 A at 0 s, the melt index was 2.9 g/10 min (190°C, 2.16 kg), the tensile strength was 20 MPa, the elongation at break was 490%, the rebound rate was 65%, and the appearance was pellet.
A functionalized SBC TUFTEC™ MP10 (SEBS-g-NH2) as a compatibilizer was purchased from Asahi Kasei Co., Japan. The melt index was 4.0 g/10 min (190°C, 2.16 kg), the Shore Hardness was 89 A, the specific gravity was 0.91 g/cm3, the tensile strength was 28 MPa, the elongation at break was 600%, the appearance was pellet and the ratio of styrene to butadiene (S/B) was 30/70.
ADEP with the grade of Exolit OP935 was purchased from Clariant Co., Germany. The specific gravity was 1.35 g/cm3, the phosphorus content was 23.3–24.0% (w/w), the decomposition temperature was greater than 330°C, and the average particle size was 80–100 µm.
Organic montmorillonite (OMMT) with the grade of DK4 was kindly supplied by Zhejiang Fenghong Clay Chemical Co. Ltd, China. The layer spacing of XRD d001 was 3.5 nm.
Nano zinc oxide (ZnO) with an average particle size of 20 nm was kindly supplied by Shandong Zhijia Chemical Technology Co., Ltd, China.
Zinc borate (ZB) with an average particle size of 20 nm was purchased from Shandong Taixing New Materials Co., Ltd, China.
Preparation of flame retardant PPE/SEBS composites
Formulations of flame retardant PPE/SEBS composites.

HFFR: halogen-free flame retardancy.
Testing and characterization
Thermogravimetric analysis (TGA)
The TGA was performed with a model TG 2 of METTLER TOLEDO thermal analyzer at a heating rate of 20°C/min under the nitrogen atmosphere. In each case, a 5–8 mg sample was examined under the gas flow rate of 5 × 10−5 m3/min at the temperatures ranging from 25°C to 700°C.
Cone calorimeter
The cone calorimeter is a reaction to fire test, and it simulates the fire scenario “developing fire.” This technique can simulate the intensity of fire, with a thermal radiation intensity ranging from 10 to 100 kW/m2. Cone calorimeter provides detailed information about heat release, smoke release, ignition behavior, mass loss rate and charring while flame.15–18 The test results of the cone calorimeter are affected by the heat flux intensity 19 and also related to the thickness of the test sample. 20 Cone calorimeter tests in this study were carried out in duplicate, using a 30 kW/m2 incident heat flux, following the procedures indicated in the ISO 5660 standard with an GD-ISO4589-1 type cone calorimeter produced by Chongqing Gold Mechanical & Electrical Equipment Co. Ltd, China. Each sample, of dimensions 100 × 100 × 4 mm3, was wrapped in aluminum foil and placed on a mineral fiber blanket with the surface level with the holder, such that only the upper face was exposed to the radiant heater. The frame was used with all specimens. The experimental error rate from the cone calorimeter measurement was about ±5%.
Microstructure of combustion residue by SEM
Scanning electron microscopic (SEM) for the microstructural morphology of flame residues from combustion by cone calorimeter were made using a tungsten filament lamp scanning electron microscopy (TFL-SEM, EM-30) produced by COXEM Co. Ltd, Korea. The gold-coated specimens to avoid accumulation of charges were analyzed at an accelerating voltage of 15.0 kV.
Smoke density chamber tests
A heater element is used to irradiate specimens at heat fluxes from 10 to 50 kW/m2 in NBS smoke density chamber testing. There are two modes of combustion: flame combustion and smoulder. In this study, NBS smoke density chamber tests were carried out in flame burning, using a 25 kW/m2 incident heat flux, following the procedures indicated in the ISO 5659 standard with an SDB type NBS smoke density chamber produced by Modis Combustion Technology (China) Co., Ltd. Each sample, of dimensions 70 × 70 × 4 mm3, was wrapped in aluminum foil and placed in a stainless steel box with the surface level with the holder, such that only the upper face was exposed to the heat source. The experimental error rate from the smoke density chamber test was about ±3%.
Limiting oxygen index (LOI)
The LOI value was measured using an GD-ISO4589-1 type instrument (Chongqing Gold Mechanical & Electrical Equipment Co. Ltd, China) on the sheets of 125 × 6.5 × 3 mm3 according to ASTM D 2863-77.
UL-94 measurements
The UL-94 vertical test was carried out using a CZF-5 type instrument (Beijing Zhide Innovation Instrument Equipment Co. Ltd, China) on the sheets of 125 × 12.5 × 1.6 mm3 according to ASTM D 635-77.
Mechanical measurements
The tensile properties were measured on an Instron series IX 4465 material tester at a crosshead speed of 200 mm/min with dumbbell specimens (4 mm wide and 2 mm thickness in the cross section) according to ASTM D638-Standard Test Methods for Tensile Properties of Plastics at room temperature. Five samples of each group were tested, and the average values of tensile strength and elongation at break were calculated respectively.
Hardness testing
The hardness was determined by a hand-held Shore D durometer according to ASTM D2583-13a (Standard Test Method for Indentation Hardness of Rigid Plastics). Three points were tested for each sample and the average value was obtained. All the tests were carried out at 25 ± 2°C, and read the hardness of the press for 10 s.
Results and discussion
Thermal degradation behavior of PPE/SEBS composites
Thermal gravimetric analysis is a very common characterizing method in the field of material research. It is often used to analyze the thermal degradation behavior of flame retardant composites as a small heat flow compared to cone calorimeter. Figures 1 and 2 presented the thermogravimetric (TG) and DTG curves of mass loss versus temperature for PPE/SEBS composites under a flow of nitrogen atmosphere. From Figures 1 and 2, it can be found that the temperature at 5% mass loss (T5%) was 438°C, 422°C, 423°C, 423°C, 423°C, 421°C and 422°C for S-0, S-1, S-2, S-3, S-4, S-5 and S-6 respectively, which indicated that the initial decomposition temperature of PPE/SEBS composites was reduced slightly due to the addition of ADEP or synergistic agents. This was usually evidence that flame retardants or synergists sacrificed themselves to protect the substrate during combustion. Further observation revealed that the residual mass was 19.8%, 22.4%, 24.9%, 26.3%, 27.0%, 31.6% and 36.8% for S-0, S-1, S-2, S-3, S-4, S-5 and S-6, respectively. The above results showed that the charring properties of the flame retardant PPE/SEBS composites increased gradually as the increase of ADEP content, especially for the samples of S-5 and S-6 duo to the addition of ZB or ZnO as synergists. This was basically consistent with the variation pattern under high heat flux conditions by cone calorimeter. (a) TG curves versus temperature for flame retardant PPE/SEBS composites. (b) DTG curves versus temperature for flame retardant PPE/SEBS composites. (a) TG curves versus temperature for synergistic flame retardant PPE/SEBS composites. (b) DTG curves versus temperature for synergistic flame retardant PPE/SEBS composites.

Flame retardant properties of PPE/SEBS composites
The cone calorimeter test
Cone calorimeter test based on the oxygen consumption principle simulates the fire scenario “developing fire,” and it has been widely used to evaluate the flame retardant property of polymer materials.15,16 For instance, the heat release rate (HRR) and peak HRR (PHRR) are very important parameters, and can be used to express the intensity of a fire. A highly flame retardant system normally shows low HRR and PHRR values. In this study, cone calorimeter experimental results at a flux of 30 kW/m2 were shown in Figures 3–7 and Table 2. Figures 3 and 4 showed respectively the dynamic curves of HRR and total heat release (THR) for flame retardant composites. It can be found that the sample without flame retardants (S-0) burns very fast after ignition. Very sharp HRR and THR curves appeared at the range of about 100–350 s with a PHRR value of 472 kW/m2 and a THR value of 88 MJ/m2. Whereas all the PHRR and THR of flame retardant samples presented varying degrees of reduction and also showed prolongation of the combustion times. The PHRR for flame retardant PPE/SEBS composites of S-1, S-2, S-3, S-4, S-5 and S-6 was 378 kW/m2, 322 kW/m2, 263 kW/m2, 353 kW/m2, 208 kW/m2 and 348 kW/m2 respectively, which was reduced respectively by 20.4%, 32.2%, 44.6%, 25.7%, 56.2% and 26.7% compared to the sample S-0. From Figure 4(a) and (b), it can be found that the THR for flame retardant PPE/SEBS composites decreased evidently compared with pure PPE/SEBS material of 88 MJ/m2, which in turn were 79 MJ/m2, 76 MJ/m2, 73 MJ/m2, 74 MJ/m2 69 MJ/m2 and 82 MJ/m2. The PHRR of samples S-1, S-2 and S-3 decreased gradually with the increase of ADEP addition. Due to the addition of different synergistic flame retardants, there are different effects on PHRR showed as Figure 3(b). The PHRR of flame retardant PPE/SEBS composites was further reduced due to the introduction of ZB, and which resulted in a significant improvement furtherly in flame retardancy, while no the similar effect for the samples with the addition of OMMT or ZnO. Furthermore, from Table 2 it can be found that the ignition time (TTI) and fire performance index (FPI) were heightened as the addition of ADEP. Moreover, due to the addition of the synergistic agent ZB, FPI had been further improved for the specimen of S-5. The longer the TTI and the higher the FPI, the better to flame retardant for materials, and the better chance to reduce the loss and casualty in fire. As a whole, the results indicated that the flame retardancy and charring of PPE/SEBS composites were greatly improved, especially for the sample of S-5 with the introduction of ZB. This can be mainly attributed to the interaction between ZB and ADEP during the combustion process, resulting in a more stable carbonization layer and better expansion flame retardant effect under high heat flow conditions,. There were differences in the flame retardant mechanism between ZB and ADEP, which can complement each other and improve the flame retardant effect. ADEP played a role as a carbon and acid source, and ZB played a role as a gas and acid source, which fully utilized the flame retardant mechanism. (a) HRRs versus burning time for flame retardant PPE/SEBS composites. (b) HRRs versus burning time for synergistic flame retardant PPE/SEBS composites. (a) THRs versus burning time for flame retardant PPE/SEBS composites. (b) THRs versus burning time for synergistic flame retardant PPE/SEBS composites. (a) Residue mass retention versus burning time for flame retardant PPE/SEBS composites. (b) Residue mass retention vs burning time for synergistic flame retardant PPE/SEBS composites. Vertical view images of original residues for PPE/SEBS composites after cone calorimeter test: (a) S-0; (b) S-1; (c) S-2; (d) S-3; (e) S-4; (f) S-5; (g) S-6. Side view images of original residues for PPE/SEBS composites after cone calorimeter test: (a) S-0; (b) S-1; (c) S-2; (d) S-3; (e) S-4; (f) S-5; (g) S-6. Cone calorimeter results of flame retardant PPE/SEBS composites. TTI: time to ignition; PHRR: peak of heat release rate, expressing the intensity of a fire; FPI: fire performance index, the ratio of TTI and PHRR.

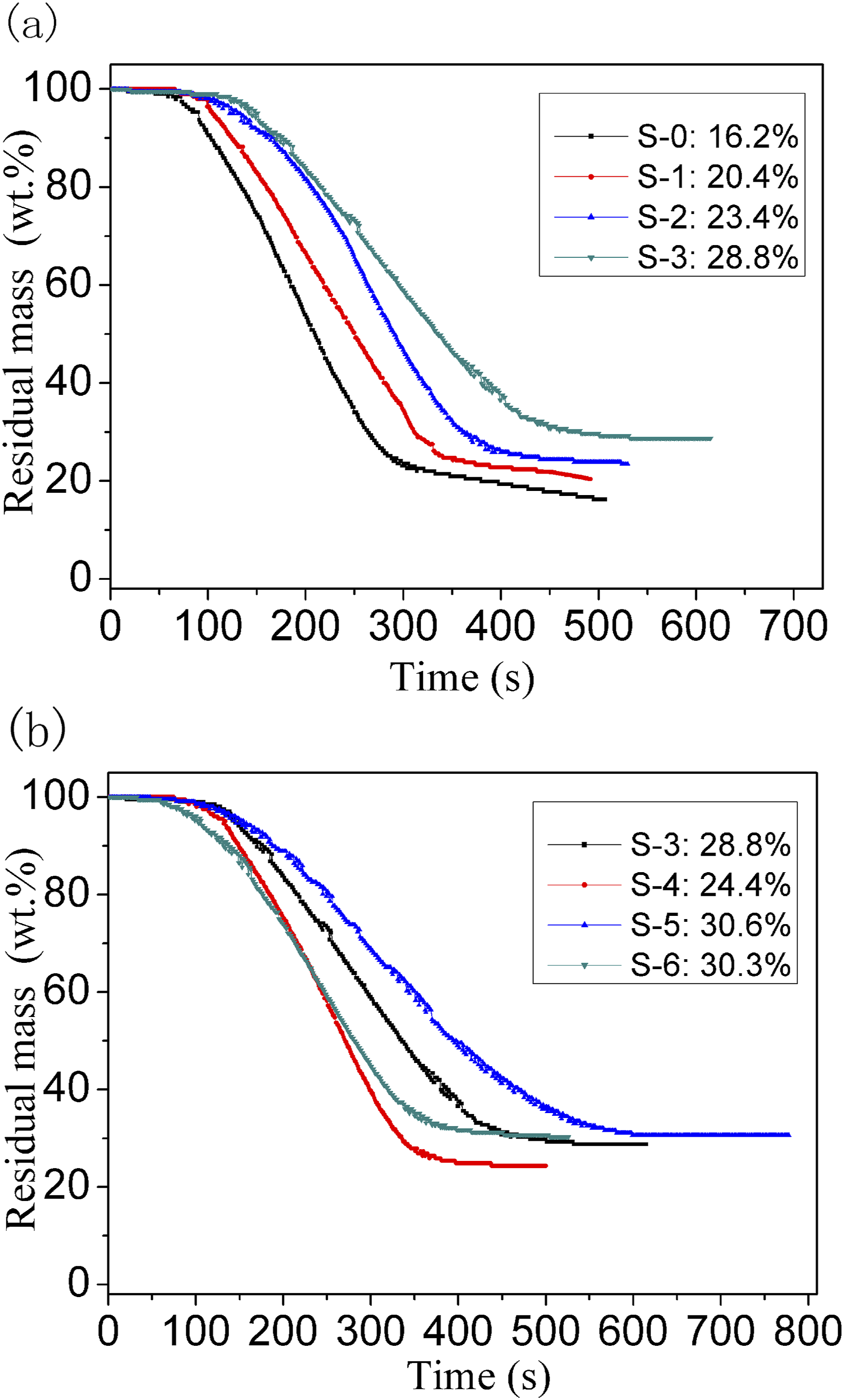

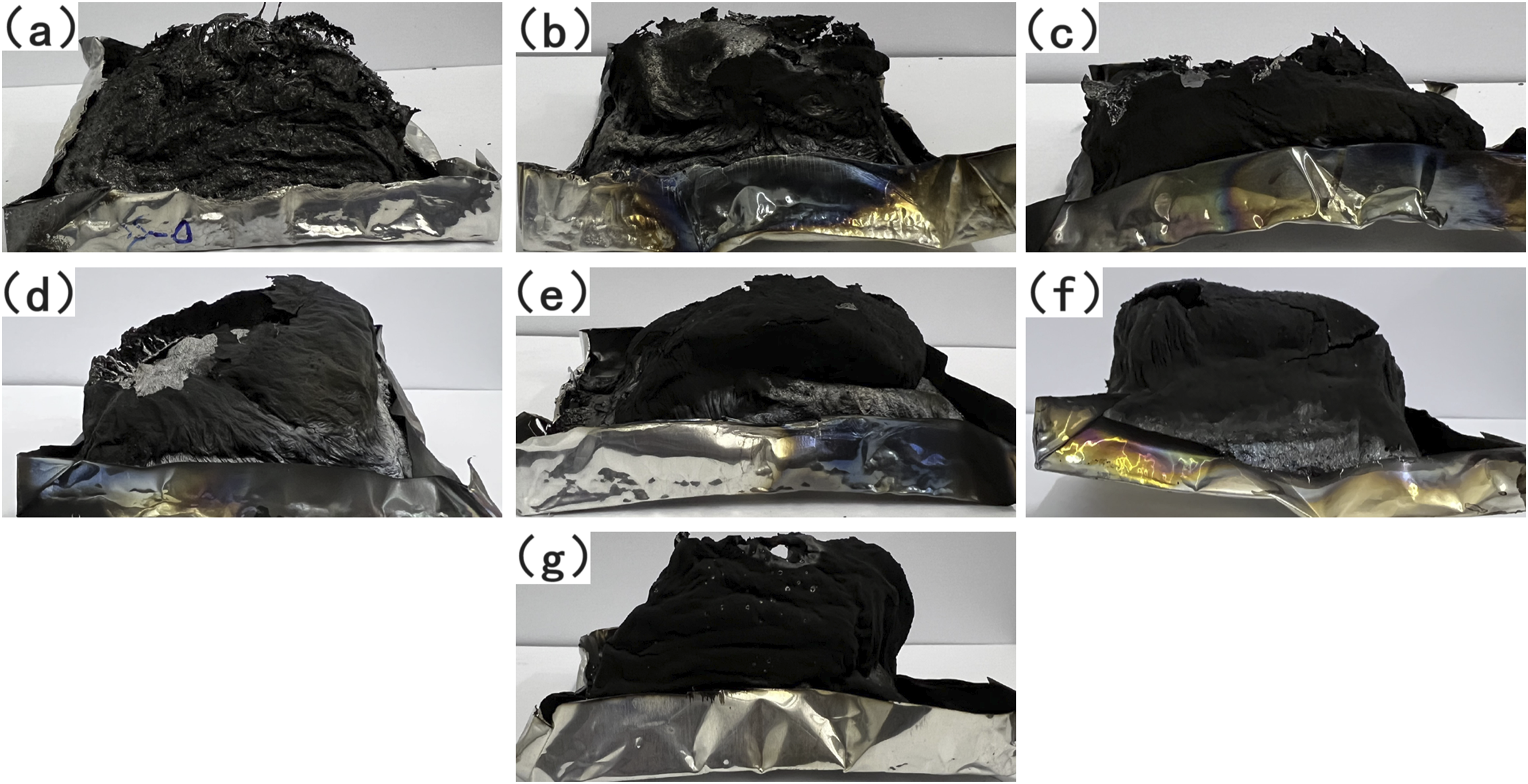

One of the primary parameters responsible for decreasing the HRR and THR of materials is the mass loss rate (MLR) during combustion. Figure 5(a) and (b) are the curves of residual mass versus burning time for flame retardant PPE/SEBS composites, and its dynamic variation of the slope can reflect the magnitude of MLR. From Figure 5(a) it can be found that the slope of curves for flame retardant PPE/SEBS composites decreased with the increase of ADEP in the main combustive stage (the first 300 s) compared with pure PPE/SEBS material (S-0), and this reduction was even more pronounced due to the introduction of synergist ZB showed as Figure 5(b), which indicating a further decrease in MLR of sample S-5. From Figure 5(a), it can be found that as the amount of ADEP added increased, the residues of samples S-1, S-2, and S-3 gradually increased to 20.4%, 23.4%, and 28.8% from 16.2% of S-0. Meanwhile, it can be observed from Figure 5(b) that the remaining amount of residue further increased to 30.6% and 30.3% for the samples of S-5 and S-6 from 28.8% of S-3, while the amount of combustion residue was reduced duo to the addition of OMMT. From Figure 6, the obvious differences can be seen visually from vertical view images of original residue after combustion by cone calorimeter. It can be found that the amount of carbon residue gradually increased and the density of carbon residue gradually improved as the amount of ADEP added increased. Further comparison of the three synergistic flame retardants revealed that the addition of ZB further improved the density of carbonaceous char, while OMMT and ZNO were exactly the opposite, which may be one of the important reasons for their different flame retardant effects. Further observation of the side view images of original residues from Figure 7, it can be observed that significant expansion phenomena occurred during the combustion processes of PPE/SEBS composites. As the amount of ADEP added increased, the expansion phenomenon became more significant. The addition of ZB not only further intensified the occurrence of expansion phenomenon, but also presented a denser carbon structure, and which was beneficial to reduce the transfer rate of volatile and play a more effective role of ADEP in suppressing combustion. However, the addition of OMMT inhibited the occurrence of expansion during combustion. The above may also be one of the important reasons why ZB and OMMT had different flame retardancy.
The different morphologies can be observed more carefully by SEM. Figure 8 was the microstructure of residues for the samples of S-0, S-3, S-4 and S-5 after combustion in cone calorimeter. It can be found that different degrees of expansion phenomenon occurred during the combustion process of PPE/SEBS composites. During the combustion process, the expansion of the sample (S-0) without ADEP was very small, while the expansion of the sample (S-3) with ADEP became more significant. Further observation of Figure 8(c) and (d) revealed that the expansion of sample (S-5) with the addition of synergist ZB was further enhanced, while the expansion rate of sample (S-4) with the addition of synergist OMMT was reduced. It was precisely because the sample (S-5) containing ZB formed an expanding multi-level twisted microstructure during the combustion process, which hindered the transfer of heat and the volatilization of combustible substances, and further improved the flame retardant efficiency. SEM images comparison of residue for flame retardant PPE/SEBS composites after cone test: (a) S-0; (b) S-3; (c) S-4; (d) S-5.
NBS smoke density chamber test
The harm of smoke in fires was significant, and among various hazardous factors, smoke and toxic gases had the highest mortality rate. The smoke density chamber technique is widely used in scientific research and industrial fields, and it can provide detailed information such as smoke density, light transmittance and CO release, etc. Figures 9 and 10 was the smoke density and light transmittance for the samples of S-0, S-3, S-4 and S-5 by NBS Smoke Density Chamber. Compared to the sample of S-0, the smoke density of the sample S-3 increased significantly, while the light transmittance decreased because of the addition of ADEP. This was a common phenomenon in the combustion of phosphorus-based flame retardants and a disadvantageous factor for fire safety. With the addition of the synergistic agents ZB or ZnO, the smoke density decreased and the light transmittance increased for S-4 and S-5 compared to S-0 and S-3, indicating that the smoke suppression performance of S-4 and S-5 was greatly improved. Moreover, further observation revealed that the improvement in sample S-4 was more prominent due to the addition of ZB. Density of smoke versus burning time for PPE/SEBS composites by NBS smoke density chamber. Light transmittance versus burning time for PPE/SEBS composites by NBS smoke density chamber.

LOI and UL-94 vertical tests
LOI and UL-94 results of flame retardant PPE/SEBS composites.

Mechanical and thermal aging properties of PPE/SEBS composites
Mechanical and thermal aging properties for flame retardant PPE/SEBS composites.

Conclusions
The flame retardant PPE/SEBS/ADEP composites had been prepared using the melting compounding method by a twin-screw extruder, and the OMMT, ZB and ZnO was used as synergistic agents. The TGA results indicated that the residual amount under low heat flux conditions was relatively high, and the variation pattern of residual amount was similar to the high heat flux conditions of cone calorimeter. ZB exhibited the best assisted carbonization performance regardless of high or low heat flux. The cone calorimeter tests revealed that the flame retardant properties of PPE/SEBS composites were significantly improved, especially for the sample added with the synergistic agent of ZB. The LOI and UL-94 results further demonstrated that ZB had better flame retardant effects than OMMT or ZnO, and which was consistent with the experimental results of the cone calorimeter. At the same time, the NBS smoke density tests showed that the addition of the synergistic agents ZB or ZnO significantly decreased the smoke release during combustion, and which was very beneficial for reducing fire hazards. Through the study of the original morphology and microstructure of carbonaceous char, it was found that the addition of synergistic agent ZB resulted in more significant expansion of flame retardant PPE/SEBS composites during combustion, and formed a multi-layered twisted microstructure, which was more effective in delaying heat transfer and volatilization rate of combustibles. The tensile performance test showed that although the ultimate tensile strength and elongation at break of flame retardant PPE/SEBS composites was decreased due to the addition of ADEP and synergistic agents, they still maintained a high level. The sample with the best flame retardant performance had a tensile strength of 20.1 ± 0.6 MPa, and which can meet the application requirements of PPE-based cable sheath materials with higher strength requirements.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Grant No. 22308035).