
Abstract
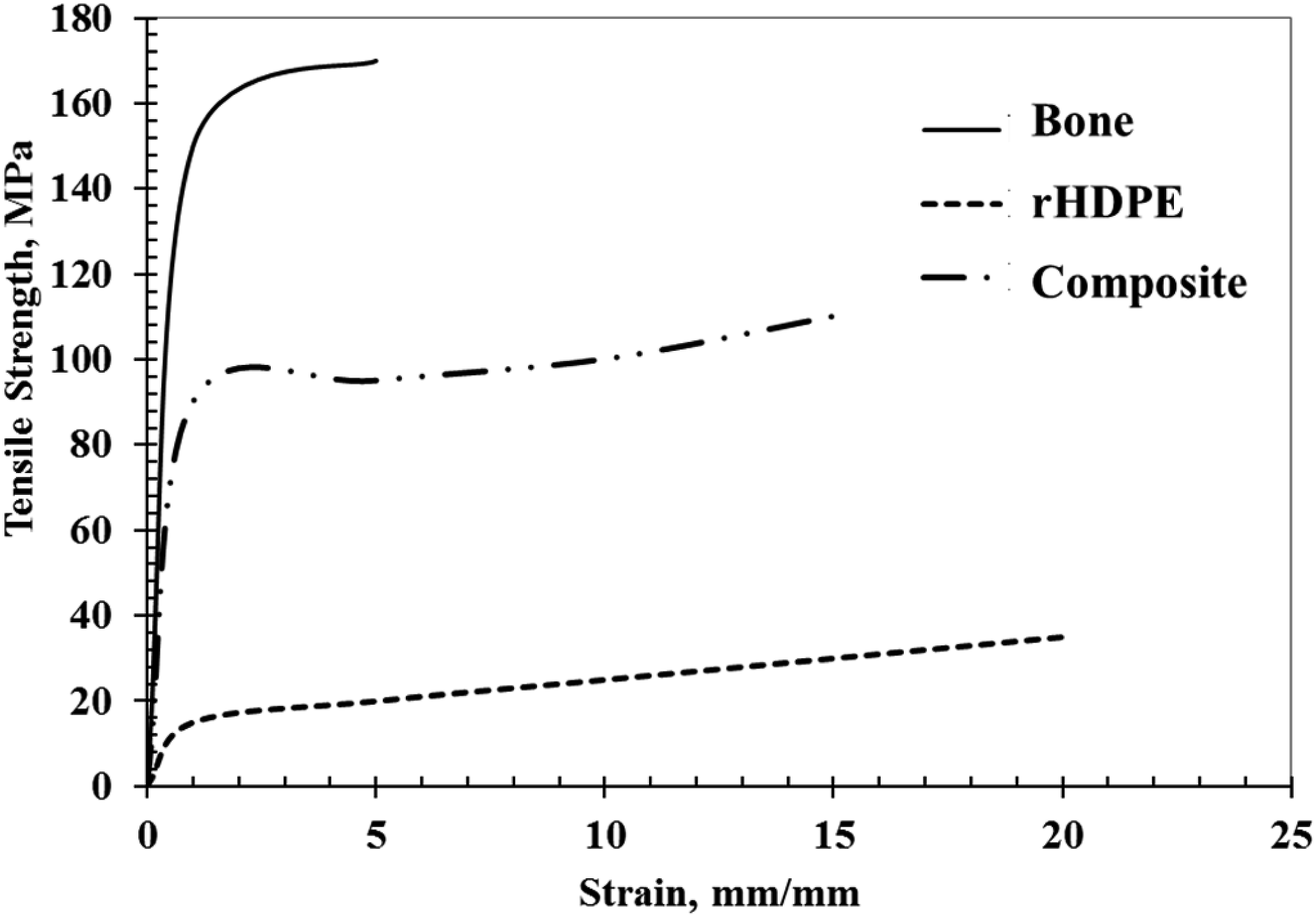
High-density polyethylene (HDPE), which can be recycled up to ten times, is combined with natural hydroxyapatite (n-HAp) derived from waste cow bones to create polymer composite materials. This study assesses how variations in n-HAp concentration and particle size affect the mechanical properties of recycled HDPE (rHDPE). The methodology involved synthesizing n-HAp from cow bones, followed by shredding, and pelletizing rHDPE. Composites were produced via compression molding by incorporating n-HAp at concentrations of 0%, 10%, 20%, 30%, and 40% by weight, with particle sizes classified as fine, medium, and coarse (200, 500, and 1000 µm, respectively). Mechanical testing was used to evaluate the tensile, flexural, and impact properties, while optical microscopy was used to characterize particle dispersion within the composite matrix. The results revealed that a maximum tensile strength of 110.85 MPa at 10 wt %. medium n-HAp, decreasing at higher concentrations. The modulus peaked at 20% wt., measuring 1137.4 MPa, before entering a plastic region owing to defect-induced rupture. The flexural strength reached 103.9 MPa with 10% wt. Coarse particles, while energy absorption peaked at 48.57 J at 10% wt., indicating an effective fracture resistance. This demonstrated the potential of rHDPE and n-HAp composites to produce biodegradable materials contributing to waste valorization and sustainability.
Keywords
Introduction
The increased demand for particle filler materials in Europe, 1 driven by the need for improved characteristics and cost-effectiveness, creates substantial prospects for Ethiopia, which has the fifth-largest cattle inventory (54 million head). 2 Cow bone powder can be used as an alternative to standard fillers in HDPE polymer composites 3 as composite materials have been developed by combining two or more materials 4 to make better use of local resources. Furthermore, Ethiopia’s increasing plastic consumption, 5 from 0.6 kg in 2007 to 2.8 kg in 2018, indicates a growing market for recycled items. To maximize this potential, however, issues such as insufficient waste management techniques, high yearly capital expenses for trash management, and environmental concerns about plastic buildup must be addressed.
Natural hydroxyapatite (n-HAp) particles can replace commonly used materials such as kaolin, clay, wood flour and fiber, natural calcium carbonate, and dolomite when combined with HDPE polymers.1,6–8 Fillers are added to polymers improving their tensile and flexural strengths, impact strength, heat resistance, compressive strength, stiffness, abrasion resistance, processability, cost, creep, shrinkage during polymerization or molding, modification of specific gravity (density), flow, reduced permeability, dimensional stability, and degradability.8–11 n-HAp derived from waste cow bone powder exhibited higher strength and modulus values than those of other animals. 12 This mechanical property can address the limitations of the HDPE properties by introducing mechanical advantages within the mixture.11,13–15 Polymer composite materials made from particulate fillers offer qualities such as high strength-to-weight ratio, high modulus-to-weight ratio, low specific gravity, good corrosion resistance, high stiffness, high fracture toughness,16–18 good abrasion resistance, and low cost. 19
The effects of fiber and particulate fillers, including cow bone powder, on the mechanical properties and tribological behavior of polymers, including cow bone particulates reinforced with recycled low-density polyethylene (rLDPE), were investigated by varying the cow bone particles from 5 to 25% wt. with 5% wt. intervals using the compression method increased in tensile strength, and the hardness values of the composites increased with an increase in wt. cow bone particles, while the impact strength and rigidity decreased; however, the interactions between the load and time were not significant. 20 Palm fiber as a biodegradable reinforcement with recycled HDPE and Chopped strand mat glass fiber added as a synthetic reinforcement and short palm fibers at different volume fractions resulted in the addition of a higher volume of glass fiber, and palm fiber showed a significant increase in the tensile properties of HDPE from 28 MPa to approximately 50 MPa. The compressive strength increased by approximately 200 MPa when reinforced. 21 Talc fibers and glass fibers have also been used to study the mechanical properties and thermal expansion properties of HDPE matrix composites. The tensile strength was measured at glass fiber loadings of 0, 10, 20, 30, 40, 23.8 MPa, 31.54 MPa, 39.34 MPa, 48.8 MPa and 64.92 MPa respectively. Similarly, flexural strength was measured as 21.8 MPa, 29.2 MPa, 40.92 MPa, 57.8 MPa, and 85.9 MPa when fiber loading increased. 22 The effect of silver nanoparticles on the mechanical properties of the polyethylene reinforcement at 1.05% wt. and 3.1% wt. weight fractions were investigated. The results showed that the tensile property was improved owing to improvements in the density between polyethylene and silver nanoparticles. Polyethylene shows 123.56 MPa an ultimate tensile strength when 1.05% silver nanoparticles were added. But it was much increased up to 141.09 MPa at 3.1%. 23 Another investigation was performed to improve the strength of HDPE and ultra-high molecular weight polyethylene (UHMWPE) hybrid nanocomposites with surface-functionalized graphene oxide using injection molding. The specimens used in this study were 60wt. HDPE-40% wt. UHMWPE with different proportions of graphene oxide (≥3%). The results indicated that nanocomposites with 1 wt. graphene oxide has a tensile strength increment of 120% wt., which is up to 65 MPa, and an elastic modulus of 40% wt., which is up to 908 MPa when compared with unreinforced polyethylene blends. 24 Glass fiber improvements in mechanical properties were studied by adding different types, sizes, and concentrations of glass fibers to the properties of recycled and virgin HDPE. The amounts of fibers (0, 5, 10, 15, and 20 wt.) Chopped glass fibers and milled glass powders used to produce test samples showed that the addition of fibers increased the tensile properties of both virgin HDPE with fiberglass fibers and recycled HDPE with chopped glass at 20% wt., but the percentage elongation decreased. The hardness also improved when the fiber content was increased. Chopped or milled glass fibers increased the tensile properties of rHDPE, whereas short glass fibers increased the tensile properties of virgin HDPE. Hardness is not significantly affected by either short or milled fiber size. 25 The influence of filler size and content of aluminum oxide on the properties (thermal conductivity, impact strength, and tensile strength) of high-density polyethylene (HDPE) composites was studied. The thermal conductivity and tensile strength of the composites increased as the particle size decreased. The dependence of the impact strength on particle size is more complicated. The composite filled with Al2O3 (0.5 µm at a content of 25 vol% showed the best synthetic properties. However, it has been suggested that the addition of Nano Al2O3 to HDPE leads to good performance once it is suitably dispersed. 19 Recycled cow bone ash prepared as carbonized and uncarbonized particles from two types of epoxy matrix specimens. Bone particles were added in the range of 5% wt up to 25% wt in steps of 5% wt. Carbonized bone increased the tensile strength of the composite up to 38.27 MPa and uncarbonized particles increased up to 34.1 MPa. The flexural strength increased for carbonized particles up to 122.01 MPa and uncarbonized particles up to 105.16 MPa at 15% wt. 26 An epoxy matrix with cattle bone and groundnut shell reinforcements was prepared at different concentrations, such as 0 % wt. up to 25 % wt. with 5 % wt. intervals, indicating that the tensile strength increased at 20% wt. of groundnut shell. The hardness increases at 5% wt. However, the lowest value was observed at 25% wt. exhibited better results at 15% wt. of the bone filler material, but increased uniformly for the groundnut shell. The water absorption increased at 10% wt. cow bone reinforcement, whereas the lowest absorption was observed for the 5% wt. for the hybrid reinforcement. 27 Carbonized bone ash-reinforced polypropylene matrix composites are affected by loads on the wear behavior. Addition of 5% wt. reinforcements of up to 20% wt. were produced by compounding and compressive molding, respectively. The wear rate increased directly when the load was increased from 5 to 15 N but decreased when the proportion of reinforcement increased from 0% wt. to 15 % wt. Carbonized bone can be used to increase wear resistance. 28 The effects of particle size and concentration were chosen in this study because of their importance in the composite properties.29,30 Theoretical models such as Mooney’s equation, Kerner equation, modified Kerner equation, and Einstein’s equation for particle loading concentration, particularly for rigid fillers, were considered. The maximum concentration of stiff fillers in a polymer matrix is 40-44 wt %. particle loading.7,31–34 This work not only investigates the potential for n-HAp to improve the performance, the impact, flexural, and tensile properties, of rHDPE composites, but it also adds to sustainable material development. The findings are likely to provide fresh light on the use of waste-derived fillers in polymer composites, resulting in both economic and environmental advantages n-HAp was substituted for costly fillers 35 as the main raw material for preparing HDPE composites, and their properties were tested and validated in this study with varied particle sizes and concentrations to enhance the mechanical properties of recycled high-density polyethylene (rHDPE) to encourage material development and waste valorization.
Materials and methods
The rHDPE samples were collected from urban municipality companies in Gondar, Ethiopia. The Pelletizing of shredded plastic with a volume of 5 × 5 × 5 mm is shown in Figure 1(a)–1(c). Cow bone waste was collected, rinsed with distilled water (100°C), and centrifuged to remove cardiac ligaments, tissues, and lipids.
36
The bone was then dried and cured in the sun for 3 weeks before being placed inside a hot air oven at 60°C for 12 h. to remove moisture, as shown in Figure 2(a)–2(c). Using a hammer mill, made in Germany in 1996 called FRITSCH 1800W 50-60 Hz with four hammers, the waste cow bone was smashed into smaller sizes, such as 200, 500, and 1000 µm particulates with different additives and properties. The chemical composition and mechanical properties of cow bone particulates are reported in Tables 1 and 2, respectively.
37
(a) Waste rHDPE collected at local municipalities, (b) shredded rHDPE after cleaning, (c) pellets prepared. Cow bone processing: (a) cow bone collected from local abattoirs, (b) washing cleaning and drying in the sun, and (c) pulverizing bone into n-HAp powder using a hammer mill.



Using a full factorial design with two variables, three replicates, and 36 runs, a homogenous mixture of fine (200 µm), medium (500 µm), and coarse (1000 µm) particles was generated at various concentrations (0, 10, 20, 30, and 40% weight). After ten minutes of heating at 180°C, the mixture was crushed at 1000 kPa. Tensile tests were conducted using universal testing equipment (WAW-600D) following ASTM 638-1 standards. 38 Flexural tests were performed by the ASTM D790 standard, 39 and the impact strength was assessed using (JBS-500B) impact tester with a root radius of 0.25 ± 0.05 mm and a Charpy V-notch of 45±1° per ISO 179 standards. 40 Finally, the optical surface profiler model ZETA- 20 is used for composite reinforcement particle distribution.
Results and discussion
Effect of particle size and concentration on tensile properties of composite
Maximum tensile strength was achieved at 10% wt. reinforcement loading and medium particle size (Figure 3) (Figure 4(b)), but shows decrement at 30% wt. and 40% wt. loading, as well as finer and coarser particle sizes for all four categorized concentrations (Figures 4(a) and 4(c)). Higher concentrations of reinforcement cause agglomeration,
46
particularly when coarse particles are involved. At 10% wt. reinforcement, rHDPE exhibited good wettability, which was affected by both the particle concentration and size distribution. At larger loadings, medium-sized (500 µm) particles exhibited greater tensile strength than fine and coarse particles. Fine particles impede efficient load transmission by generating stress concentrations owing to their higher surface areas and longer interparticle distances. Increasing the particle loading is required to improve the performance because it reduces gaps and increases the contact area, which improves the load transfer.
47
Shows the fracture mechanism after tensile testing. Effect of n-HAp concentration on elastic-plastic deformation in the following cases: (a) fine-sized, (b) medium-sized, and (c) coarse-sized particles.
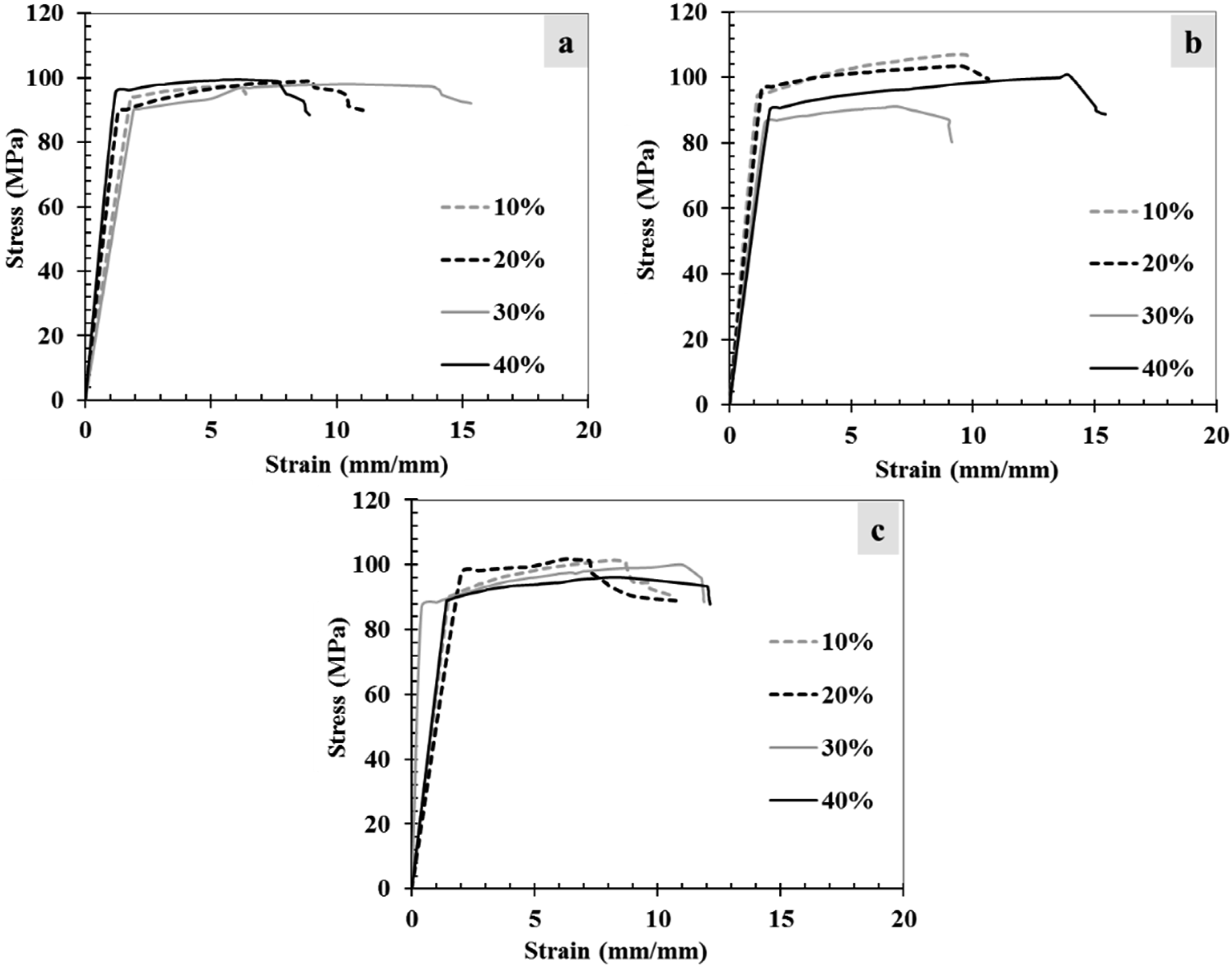
Wettability or permeability is a concern in particle size; 48 however, coarse particles (1000 µm) demonstrate good behavior at greater concentrations of bone particles, but not at lower concentrations of n-HAp. 49 At 10 wt% particle loading, the tensile strength peaked and then began to decrease at 40 wt %. The flow of the matrix for fine and medium particles was impeded by closely spaced coarse particles. However, at 10% wt., coarse particles successfully withstand external stress, leading to higher stress concentrations during tensile loading. 50 Due to the increased composite density caused by the higher particle concentration, the elastic modulus during tensile testing increased. However, rHDPE becomes brittle with increased n-HAp loading, which reduces its elastic properties and steepens the stress-strain slope. 51 The modulus decreased into the plastic zone as a result of flaws after peaking at 20% wt. n-HAp loading. While medium-sized particles function better, coarse particles exhibit poor dispersion in the polymer matrix, adversely influencing the stress and strain levels. Particle surface area, wettability, agglomeration, porosity, and interparticle distance are some of the variables that affect the mechanical characteristics. Agglomeration has a substantial effect on performance, with larger n-HAp sizes correlating with greater defects and stress concentrations, despite the possibility of enhanced modulus and tensile strength.
Effect of particle concentration on flexural properties of composite
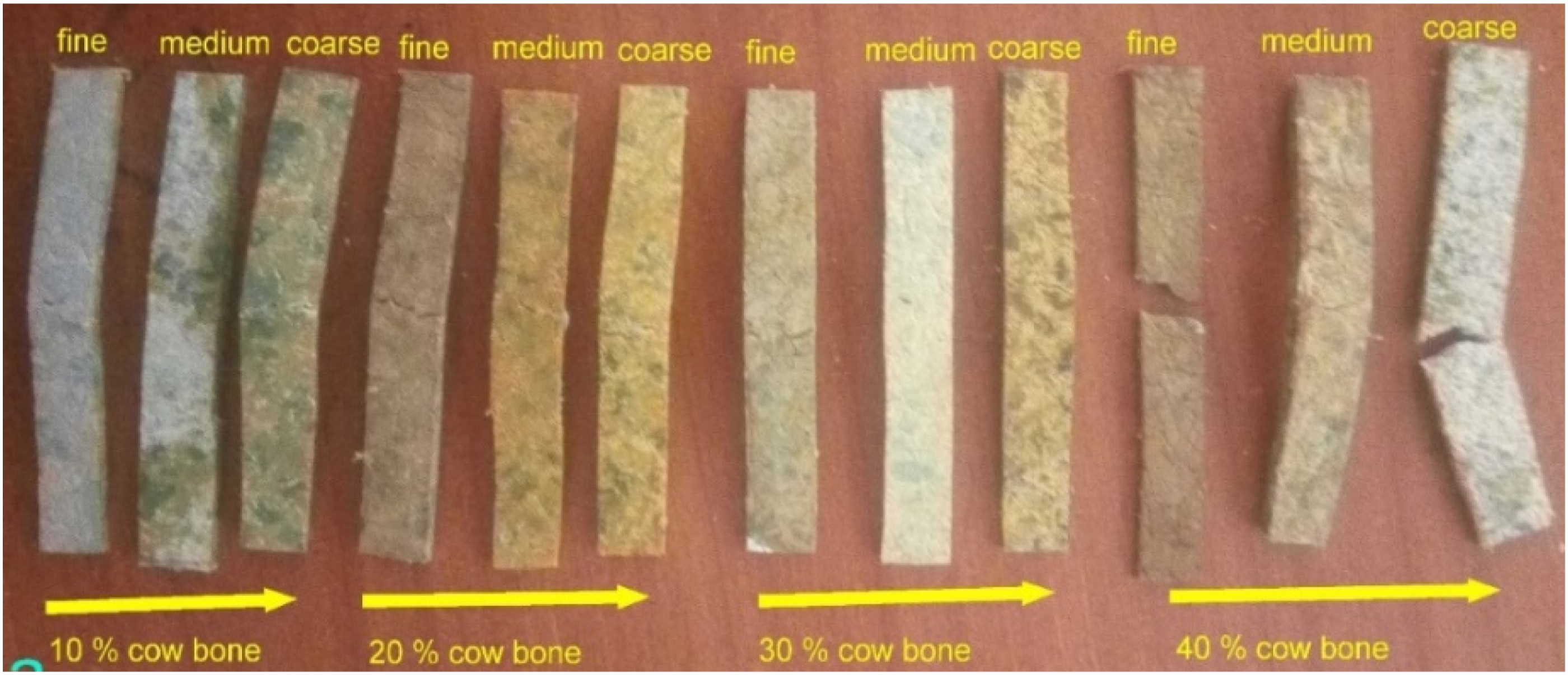
Up to 20% wt. the n-HAp reinforcement increased the flexural strength for fine, medium, and coarse particles; the flexural strength peaked at 10 wt. with coarse n-HAp. Due to the increasing porosity and particle agglomeration, the flexural strength decreased at higher concentrations (30% and 40% wt.) This led to brittle behavior under bending loads. The best results were obtained with 10 wt. for coarse n-HAp particles; however, at higher concentrations, their performance declined.
52
The higher matrix viscosity caused by elevated n-HAp levels encouraged stress concentration, cracks, and self-aggregation after curing (Figures 5 and 6). Effect of (n-HAp) concentration and particle size on the modulus of elasticity of rHDPE. Fracture mechanism after flexural testing.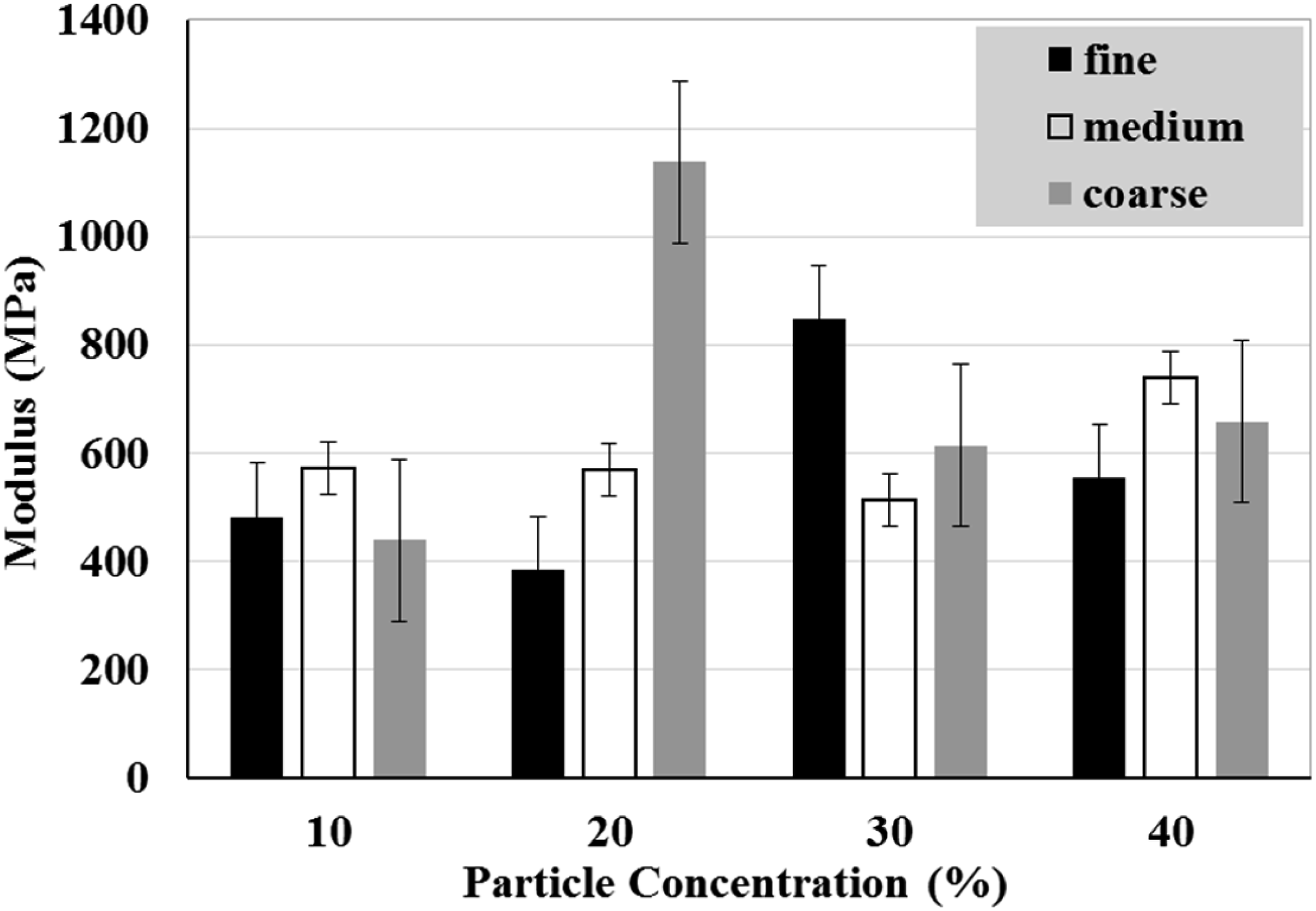
In Figure 7, At 10% wt. and 20% wt. The flexural modulus increased with n-HAp loading. A reduced wettability was observed in the composite at higher concentrations (30% and 40% wt.), which affects performance and causes early failure. The highest flexural modulus, measured at 20% wt. with small particles was 7 GPa, which is higher than that of rHDPE (1.5 GPa), but lower than the bone modulus (12.7 GPa). Effects of n-HAp concentration and size on flexural strength and modulus properties of rHDPE.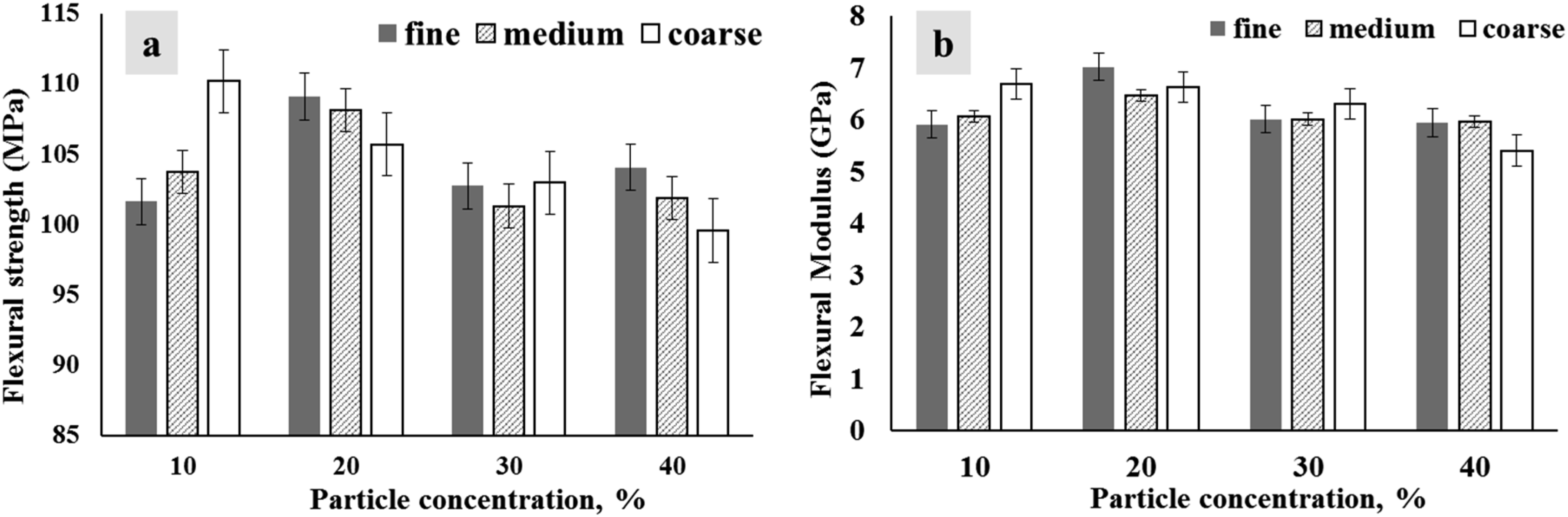
Effect of particle concentration on the impact strength of composite
The composite’s energy absorption reaches a maximum of 48.57 J with 10% wt. loading of fine (200 µm) n-HAp particles.
53
Because the fillers are brittle, energy absorption is reduced beyond this concentration. The capacity of the fillers to reroute fracture initiation and plastic deformation of the matrix is responsible for the high energy absorption; filler-induced crack pinning amplifies this effect.
54
The wettability, interparticle spacing, and fracture propagation were all enhanced by the fine particles.
55
In contrast, when the matrix has insufficient flow or wetted particles, the greater modulus of n-HAp may encourage fracture propagation and decrease the impact strength. Because they serve as stress concentrators, coarse particles aggravate this even more, and the composite exhibits stiffer behavior when more n-HAp is added to the recycled high-density polyethylene (rHDPE) matrix.
56
As illustrated in Figure 8, increasing the n-HAp loading (20, 30, and 40 wt.) corresponds to a reduction in the volume of rHDPE and a concurrent decrease in energy absorption. Effect of n-HAp concentration and size on the energy absorption of rHDPE.
Morphological analysis
The images show that flow limits or obstructions are caused by reinforcements aggregating or stacking at certain spots, thereby creating porosity or empty areas.
57
Furthermore, due to inadequate wettability, uneven dispersion of bone particles causes miniature fractures. Figure 9 demonstrates that agglomeration, which causes stress concentrations and fractures in the composite, is mostly caused by fine-sized particles.
58
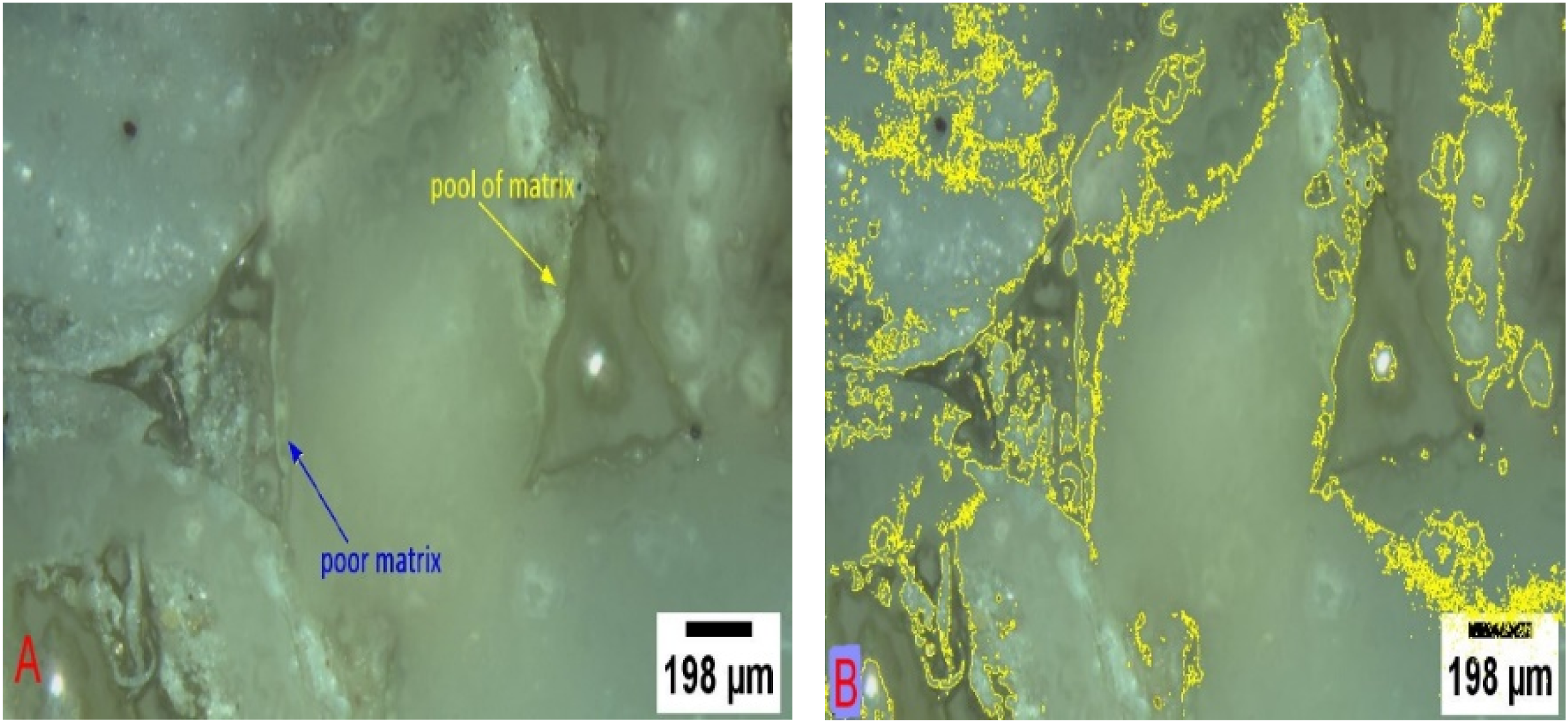
Nevertheless, the additional surface area of these fine particles improves the adhesion and load transmission from the matrix to the reinforcement. Because coarse particles have a lesser surface area than fine particles, as shown in Figures 10 and 11, they tend to stack and pack densely with a poor distribution, especially at higher loading levels. However, compared with fine and medium particles, they increased the load transfer efficiency at 10% wt. n-HAp loading. Figures 12–14 show that, medium-sized n-HAp exhibits high wettability and particle dispersion (Figure 15). Fine-sized with 10% wt. particle loading (a) ZETA-20 microscope images and (b) image analysis by ImageJ. Coarse sized with 30% wt. particle loading (a) zeta-20 microscope image (b) image analysis using ImageJ. Coarse sized with 40% wt. particle loading (a) microscope image (b) image analysis using ImageJ (c) 10X magnification. Medium-sized with 10% wt. particle loading (a) zeta-20 microscope image (b) image analysis using ImageJ. Medium-sized with 10% particle loading 10X magnification (a) zeta-20 microscope image (b) image analysis using ImageJ. Medium-sized with 20% wt. particle loading (a) zeta-20 microscope image (b) image analysis using ImageJ. Fine-sized with 30% wt. particle loading (a) zeta-20 microscope image (b) image analysis using ImageJ.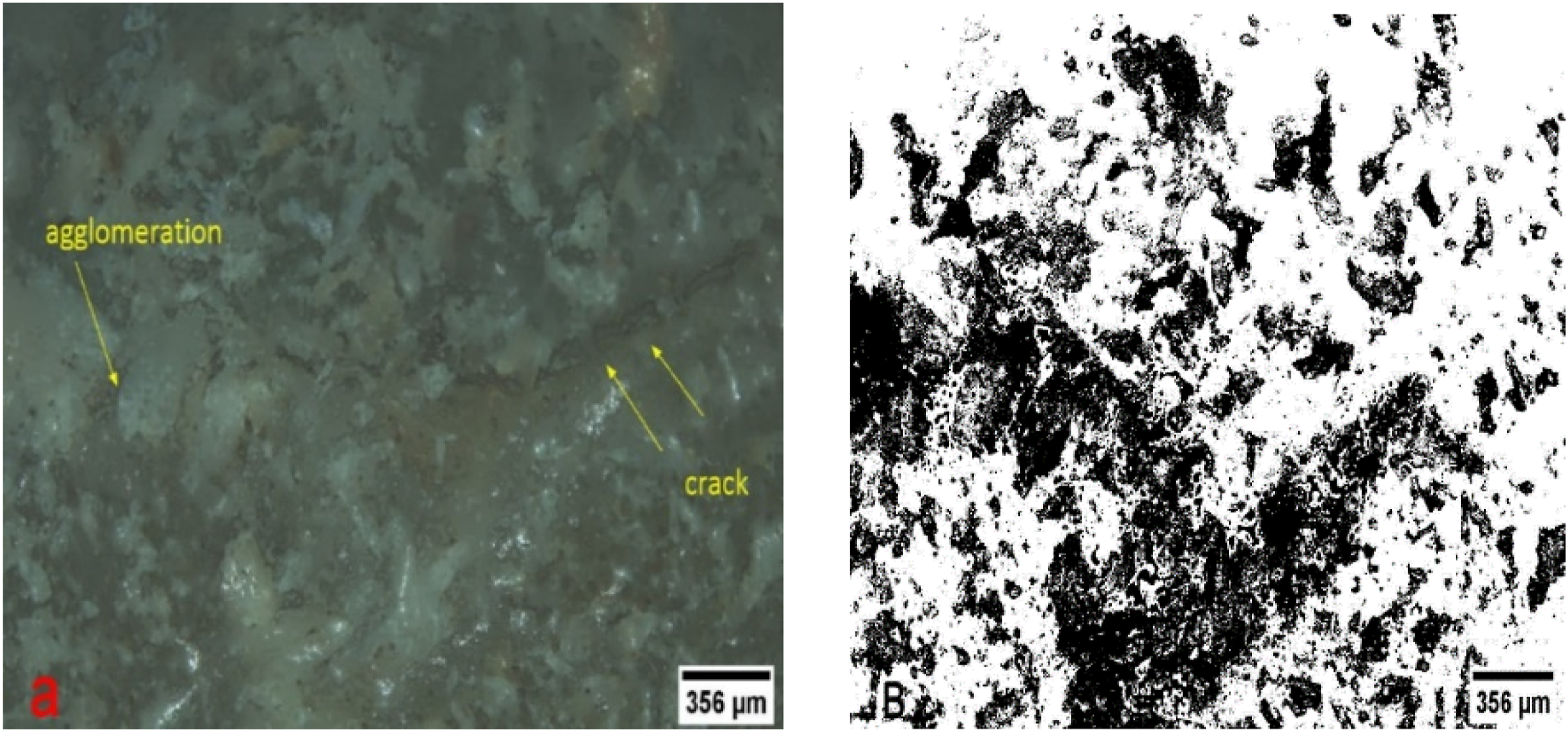





Comparing properties with other composite materials properties reported in the literature
Comparison of experimental results with previous literature.

Conclusion
The practicality of n-HAp as a reinforcing material for strengthening HDPE waste valorization and emphasizing the significance of achieving the ideal particle size and concentration for mechanical performance has been studied. The effects of n-hydroxyapatite (n-HAp) particle size and concentration on the impact, tensile, and flexural characteristics of an rHDPE matrix were examined. The ideal matrix-reinforcement ratio was determined using the law of mixtures, and the composite materials were created by compression molding. The results showed that the impact resistance, tensile, and flexural strengths were improved by up to 10% wt. n-HAp before gradually decreasing, while the elastic modulus peaked at 20% wt. n-HAp concentration before declining at higher concentrations. The medium, coarse, and fine-sized particle loading have been selected for good load transmission properties of tensile, flexural strengths, and impact resistance, respectively, especially medium-sized n-HAp particles exhibited improved wettability and effective interparticle spacing. Furthermore, agglomeration was induced by high n-HAp concentrations, whereas a more uniform distribution with lower density was the outcome of lower concentrations.
The potential of n-hydroxyapatite (n-HAp) as a reinforcing agent in recycled high-density polyethylene (rHDPE) composites is highlighted in this work. Through waste valorization, n-HAp can assist economic and environmental sustainability while dramatically improving mechanical qualities. Future studies should examine the suitability of n-HAp in various polymer matrices, analyze its long-term efficacy, create techniques to lessen agglomeration and carry out lifecycle analyses to measure its environmental advantages.
Footnotes
Author contributions
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research and authorship of this article: This work was supported by the University of Gondar with no specific grant number.