
Abstract
The present research effort employs glycolysed polyethylene terephthalate (PET) bottle waste as a precursor for the synthesis of unsaturated polyester resin (rUPR). This resin is then used for manufacturing composites that are reinforced with jute fibres using the sheet moulding compound technique. The limited crosslinking of styrene in the rUPR was elucidated using a combination of differential scanning calorimetry (DSC) and Fourier transform infrared spectroscopy (FTIR) analysis. The elevated exothermic reaction energy of 1152 kJ and the clearly identifiable peak observed at 1620 cm−1 in the Fourier Transform Infrared (FTIR) spectrum provided substantial evidence for this phenomenon. Additionally, the X-ray diffraction (XRD) analysis indicated that the recycled unsaturated polyester resin (rUPR) demonstrated a higher level of amorphous nature This observation can be attributed to reduced viscosity and enhanced ductility of rUPR. The utilisation of the rUPR as a matrix material has shown significant effectiveness in enhancing the tensile and flexural properties of composites reinforced with jute fibres. Thereby, the objective of this research is to develop a thermoset resin using recycled polyethylene terephthalate (rUPR) waste material for identification its suitability in manufacturing composites with jute fibres as reinforcement.

Introduction
The current global market size for polyethylene terephthalate (PET) is reported to be 44.3 billion USD as of 2022. It is anticipated that this market will experience growth, with projections indicating an increase from 48.43 billion USD in 2023 to 91.37 billion USD by 2030. 1 The projected growth of PET with a 9.5% compound annual growth rate (CAGR) is attributed to its wide-ranging utilisation across multiple industries, cost-effectiveness, reduced weight, simplified processing, durability, recyclability, and adaptability, as documented in sources.2,3 However, the challenge of putrefying of commercially available synthetic plastics has led to a significant accumulation of plastic waste, with an estimated 150-200 million tonnes of plastics deposited in landfills4,5 and eight million tonnes in oceanic environments,6–8 thereby posing a threat to the marine ecosystem. PET is a widely utilised plastic that is prevalent in the textiles and packaging industry, with an annual production of nearly 70 million tonnes. 9 The process of producing polyester is known to be energy-intensive, 10 and its utilisation is associated with the generation of a significant volume of waste.8,9,11 Researchers have focused on developing recycled PET products and their applications as a means of mitigating carbon footprints and addressing the challenges associated with the disposal of polyester-based waste. 12
Various scholars have conducted research on the utilisation of PET waste in the production of thermoplastic PET (r-PET) based textile products, reinforcement of concrete and in making textile fibre based composite within an open loop system.12–36 Two distinct studies were conducted utilising r-PET as a reinforcing agent within a high-density polyethylene matrix. The primary objectives of these investigations were to enhance the mechanical and thermal stability of the resulting composite materials. These findings have been documented in separate publications.37,38 The mechanical properties of r-PET produced through chemical and mechanical methods exhibit degradation, rendering it unsuitable for use as a reinforcement material in the production of textile fibre-based composites. Therefore, it may be a viable alternative for employment as a matrix material rather than as reinforcement as identified by various researchers.39–46 The resins that have been developed from recycled PET waste are considered appropriate for manufacturing composite. However, no research has been discovered to investigate the application of relatively ductile recycled polyethylene terephthalate resin (rUPR) for natural fibres. However, exploration is underway to harness the potential of natural fibres as environmentally friendly substitutes for synthetic materials in making composites.47–52
The objective of this study is to develop a thermoset resin by utilising recycled polyethylene terephthalate (rUPR) waste material which satisfies various crucial criteria, including improved toughness, reduced viscosity (below 500 centipoise), and a gelation time exceeding 20 min, 53 for the purpose of manufacturing composites using renewable jute fibres. The resulting recycled unsaturated polyester resin (rUPR) will undergo a comprehensive evaluation of its characteristics, comparing them to those of the virgin unsaturated resin (vUPR). Additionally, a thorough examination of the mechanical properties of the composite material, consisting of jute fibres and recycled unsaturated polyester resin (rUPR), will be conducted in comparison to a similar composite material using virgin unsaturated polyester resin (vUPR).
Experimental
Materials
Preparation of matrix materials
The study focused on the synthesis of unsaturated polyester resin (rUPR) using PET bottle waste as the primary raw material. Initially, green colour polyethylene terephthalate (PET) bottle flakes were collected and subjected to a washing process using potassium hydroxide (KOH). The PET waste was broken down using a 1.23:1 M weight ratio of PET to propylene glycol (PG) and 0.5% zinc acetate as a catalyst based on the weight of the PET. PG underwent thermal treatment at 100°C for 30 min, followed by mixing with PET under agitation. The reaction occurred at around 230°C and was maintained for 10 h under reflux conditions in a nitrogen atmosphere. The setup employed for this process included a 250 L round-bottomed reactor with a thermowell, reflux condenser, and a kettle-blade stirrer rotating at 25 revolutions per minute (Figure 1). Consequently, the de-esterification process of PET waste yielded pulverised glycolysed oligodiols, primarily Bis(2-Hydroxyethyl) terephthalate (BHET).
54
In the next step, glycolysed products were reacted with maleic anhydride and phthalic anhydride in a ratio of 14:8:1. After the free glycol was separated, the hydroxyl number of the glycolysed product was used to find out how many anhydrides were present. 250-L round-bottomed reactor.
To ensure an effective comparison, a virgin unsaturated polyester resin (vUPR) was synthesised with similar constituents. Initially, a combination of polyols and saturated diacid was introduced into a reactor and subjected to a gradual temperature increase until it reached 180°C, maintaining a reflux condition. Once the desired acid value was reached, maleic anhydride (MA) and phthalic anhydride (PTA) were added, followed by a further gradual increase in reaction temperature to 200 °C–220°C. This temperature was then maintained as the acid value of the reaction mixture decreased and water was released. A vacuum was applied to eliminate excess water, achieving the targeted acid value of 20. Upon reaching this specific acid value, the reaction mixture was cooled to a temperature below 70°C and transferred to a blender to be mixed with 36% styrene. Cooking was carried out for both types of UPR until the acid value reached 20, ensuring equivalent levels of functionality.
Reinforcing Materials
In the present study, raw jute strands of the Tossa Daisee variety (Corchorus olitorius Lin.), specifically grade TD3 (according to IS 271, 1987), 55 were selected and fed to the first carding machine after softening the raw jute strand (morah). 56 The resulting loose batt of jute, in the form of a fleece, was collected from the delivery end of the first carding machine. This jute fleece was then utilised as a constituent material, combined with a resin matrix, to reinforce the composites.
Methods
Preparation polyester casting
The study involved the curing of unsaturated polyester resin, specifically vUPR and rUPR, which contained 36% styrene content. The curing process was conducted at ambient temperature for a duration of 24 h, followed by a post-curing process at 60°C for 48 h. The resins (vUPR and rUPR) were cured in square mould measuring 300×300 mm2. The resin castings were subsequently subjected to a curing process in an oven, maintained at a temperature of 70°C for a period of 2 h. The curing process was initiated using a solution of methyl ethyl ketone peroxide at a concentration of one part per hundred resin (phr) and catalysed using a solution of cobalt octoate at a concentration of 0.5 phr. The resulting castings were opaque and pale yellow in colour for vUPR and dark greenish in colour for rUPR, as illustrated in Figure 2. (a). Yellow vUPR and green rUPR resin, (b) vUPR and rUPR resin cast (c) vUPR and rUPR resin based jute composites.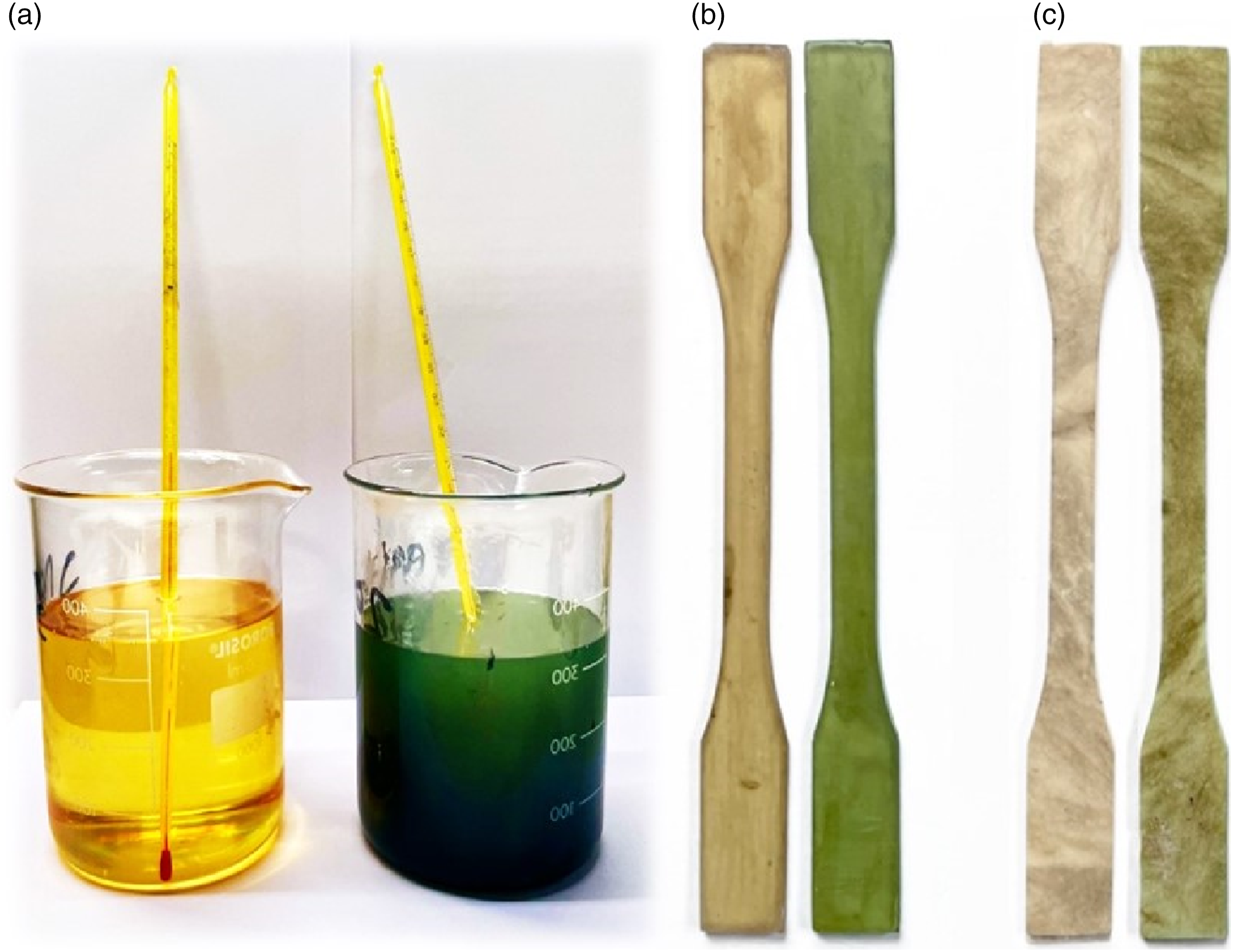
Preparation of Composite
To understand the effects of changes in matrices under the same industrial conditions, all samples were prepared with a consistent 25% weight fraction of jute fibre as reinforcement. Dispersants and low-profile additives were used to blend both vUPR and rUPR. The dough was prepared by thoroughly blending resins (vUPR/rUPR) (32 parts), aluminium trihydrate (ATH, fire retarder) (37 parts), tert-butyl peroxybenzoate (TBPB, catalyst) (0.25 part), cyclohexanone inhibitor (1 part), calcium carbonate filler (3 parts), magnesium oxide as thickening agent to maintain viscosity (0.25 parts), low-density polyethylene to arrest the shrinkage of polyester resin (0.5 parts), zinc striate as releasing agent (1 part), and jute fibre (25 parts) in the 40-L mixing tub. The dough formed was then placed between two calendar rollers of the sheet moulding compound (SMC) machine alongside the release paper. The jute fibres fleece collected from first carding was finely chopped by the opening roller of the SMC machine and randomly distributed across the pre-coated released paper, forming a sandwich structure consisting of resin and fibres. The partially solid SMC was subsequently subjected to conditioning at a maximum temperature of 25°C for a period of 72 h. Afterwards, the release paper was taken off, and the semi-solid sheet moulding compound (SMC) was placed into the cavity of the die positioned on the lower platform of the compression moulding machine, which then moved upwards. The SMC underwent a curing procedure at a temperature of 140±5°C for a length of 4-5 min, while being exposed to a pressure of 3 tonnes (as shown in Figure 3). Process flow of preparation of composite laminates.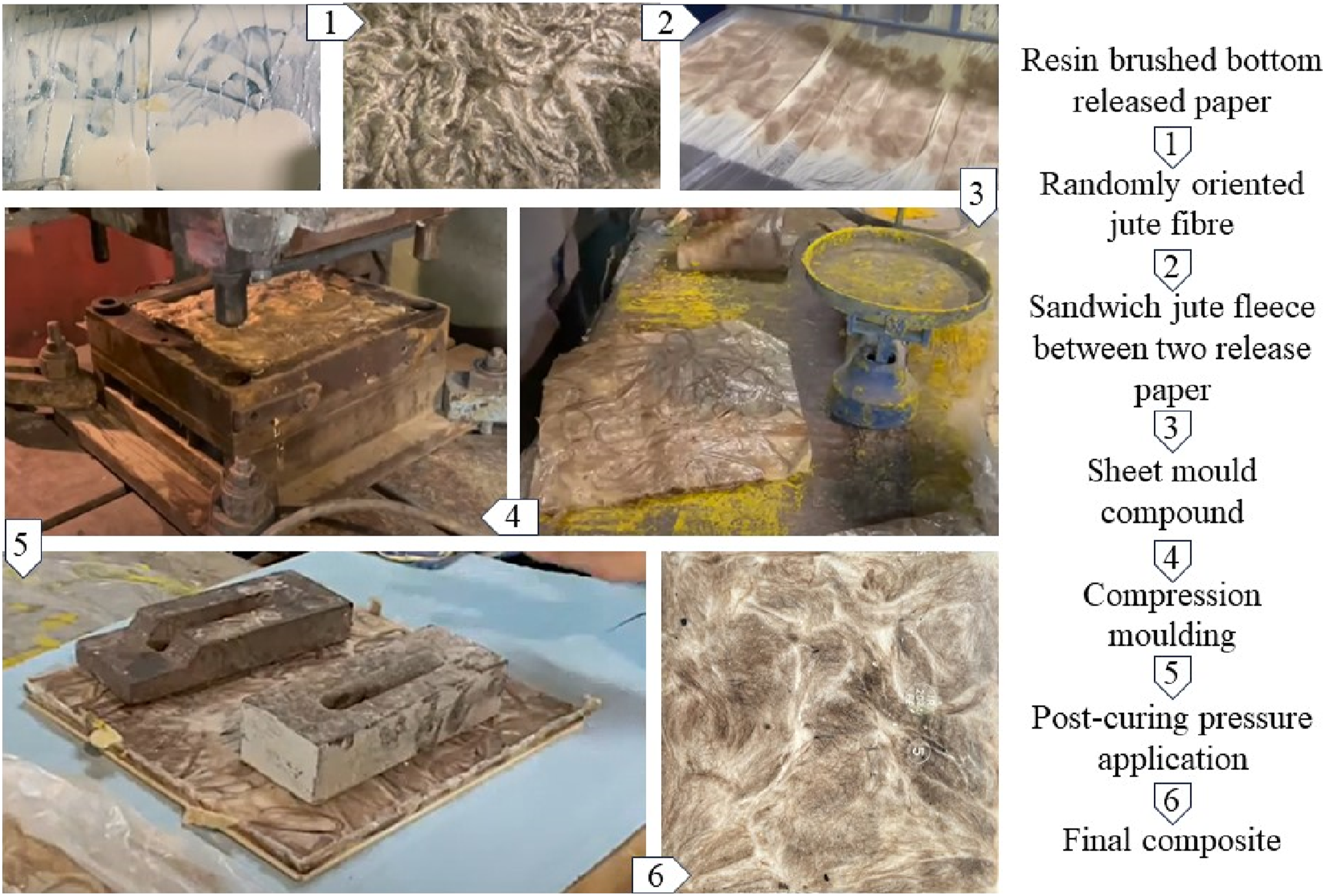
Testing of matrix
The acid value (ASTM D 974-80, DIN 51 558), viscosity (ASTM D1725-04), crosslinking monomer (i.e., styrene content) (ASTM D 2121), and gel time (ASTM D 2471-99) of vUPR and rUPR were evaluated.
Fourier transforms infrared spectroscopy analysis of resin matrix casting
vUPR and rUPR castings were subjected to examination using a Bruker Alpha-T Fourier transform infrared spectrometer (FTIR). The samples, which were finely crushed and weighed at 3 mg, were analysed over a wavelength range of 500 to 4000 cm−1. The analysis was conducted through a formation disc consisting of grinded potassium bromide (KBr) powder and resin.
Differential scanning calorimeter
The PerkinElmer Diamond Differential Scanning Calorimeter Analyzer (USA) was used to investigate the thermal behaviour of composites. For the test, 5 mg weight samples were used. In the nitrogen atmosphere, the temperature range was kept between 20°C and 600°C, with a heating rate of 10°C/min.
X-ray diffraction study (XRD)
The normal XRD patterns of vUPR and rUPR resins were obtained using CuKα (λ=1.5406 Å) radiation on a PANalytical X'Pert powder X-ray Diffractometer (Netherlands-Make) at 8.5 kVA at a rate of 2°/min and 2θ from 5° to 60° with a scan rate of 2°/min and a step size of 0.020. For the resin powder, a glass sample container was used.
Tensile testing of jute fibre
Tensile properties of jute fibre was evaluated in accordance with ASTM C 1557–03 at 20 mm gauge lengths. 57 30 samples were mounted for testing at each of these gauge length.
Testing of composite laminates
Physical property
The thickness (L) of composite laminates in mm was measured with the help of digital slide calliper with accuracy of 0.01 mm, while the specificity gravity of each sample was determined using ASTM D 792 to calculate density in g/cm3. The mechanical performance composite laminates were tested for tensile strength (ASTM D-683-86) and flexural strength (ASTM D 790-71), Izod impact strength (ASTM D256).
Scanning electron micrography
The fracture-graph of tensile cracked jute composite laminates made of vUPR and rUPR was studied using scanning electron micrography. Samples were instantly mounted on aluminium SEM stubs using a two-sided adhesive sheet and then coated with a thin carbon coating using HHV BT300 (Hind High Vacuum Company Pvt. Ltd, India). ZEISS EVO 40 SEM (Carl Zeiss AG, England) was used for microscopic examination, which provided extensive information on the tensile cracked surface at magnification of 660x under 15.0 kV.
Results and Discussion
Resin characteristics
The properties of the vUPR and rUPR resin and their composite.
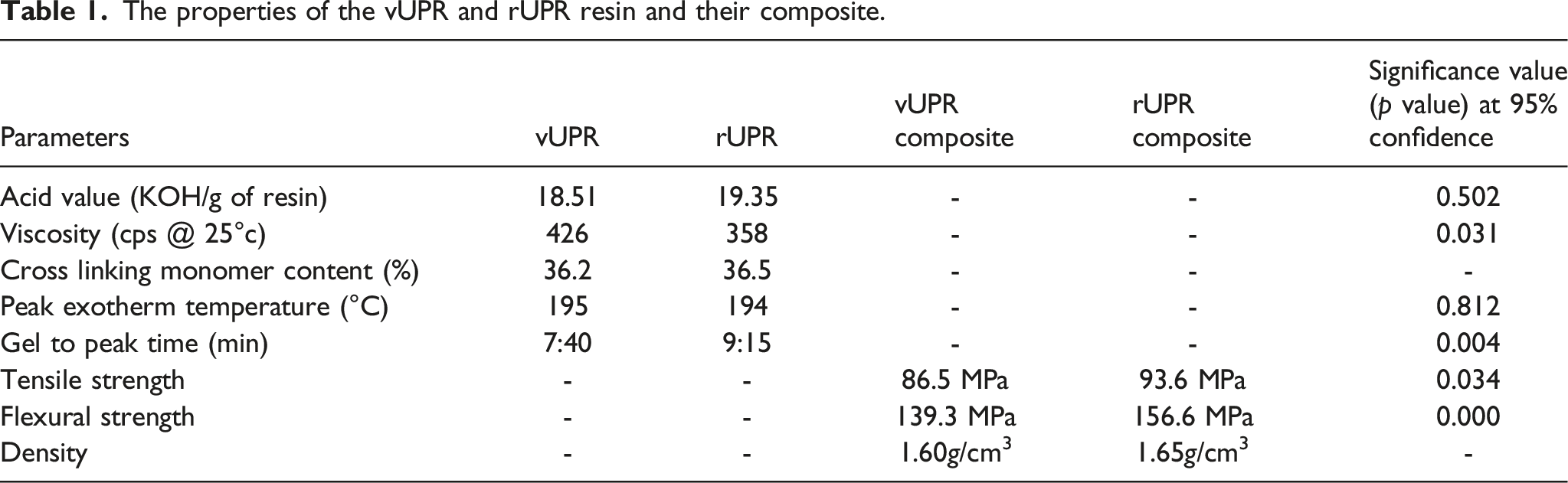
The acid value (amount of potassium hydroxide in milligrams required to neutralize 1g of resin under fixed conditions) was approximately 19±1 for both resins, as the cooking process was prolonged to attain the same degree of polycondensation in both cases. The same magnitude of assessed acid number confirmed the meticulous monitoring of the reaction in both cases to have the same degree of functionality. 58
The same degree acid values indicated the meticulous monitoring of the processes involved in producing both vUPR and rUPR. However, process employed for rUPR involved chemically leaching of PET flakes in the presence of an excess amount of glycol, resulting in the production of a diverse and heterogeneous mixture of oligomers with varying chain lengths. 46 The limited reactivity of the oligomer unit in comparison to the monomer unit hinders the possibility of oligomer joining to form a long chain polymer. 59 This can be evident by the reduced yield of viscosity (358 cps) for rUPR. While the production procedure of vUPR entailed the utilisation of monomers as fundamental constituents, which results in an increase in viscosity (426 cps).
The gel time of the polyester resin occurs when its viscosity experiences a sudden increase, resulting in a reduction in its flow. 60 According to Table 1, the gel to peak time (in minutes) for rUPR was 9:15, which was longer than the gel to peak time for vUPR, which was 7:40. It can be inferred that the increase in viscosity occurred over an extended period for rUPR compared to vUPR. This signifies a controlled and gradual curing process of the rUPR matrix when used in the production of composites.
Differential scanning calorimetry analysis of resin casts
The curing characteristics of the vUPR and rUPR can be comprehended through the utilisation of DSC curves, as depicted in Figure 4. Exothermic reactions of the vUPR and rUPR (duromar) exhibited two peaks (Figure 4) associate to styrene crosslinking of polyester and heat of polymerisation stretching from 95°C to 230°C and 60°C to 250°C for vUPR and rUPR respectively.
42
The process for producing recycled unsaturated polyester resin (rUPR) involves the trans-esterification of PET flakes, which leads to the breakdown of the polymer chain into oligomers and monomers. This results in the formation of an array of oligomers and monomers that contribute to the subsequent polymerisation process. The resulting oligomers possess a pair of hydroxyl terminal groups, specifically Bis(2-Hydroxyethyl) terephthalate (BHET), which restrict their cross-linking compatibility with styrene. The board exotherm peak of lower amplitude observed in rUPR could potentially be attributed to the intricate compositions of the precursor material and the presence of an organic metallic salt catalyst utilised in the glycolysis process of PET waste. The vUPR employs monomers as its fundamental building unit. The efficacy of vUPR can be demonstrated by the presence of a distinct and sharp exothermic peak, indicating an enhanced rate of cure. vUPR and rUPR showed strong endothermic peaks around 413 to 415°C. The decomposition curve of 2971 kJ for rUPR exhibits a broadening effect and suggesting the existence of a wide range of crystallite sizes, compared to that observed in vUPR, associated with 4049 kJ. The DSC study of rUPR indicates that the lower area of the decomposition curve may be linked to a greater degree of amorphousness. The results presented in Table 1 indicate that the rUPR exhibited a longer gel time (9:15), which is defined as the duration between the onset of gelation and the initiation of the peak exothermic reaction, when compared to the vUPR. This finding supports the notion that the curing process of the rUPR matrix is gradual and controlled, as opposed to the sharp and narrow exothermic peak observed in the DSC curve of the vUPR, which is characterised by a wider and flatter peak. These observations suggest that the curing behaviour of the two resins is distinct. The formation of a more regular network in the case of rUPR leads to improved transfer of load from matrix to fibre during tensile loading. It was found that tensile load experienced by rUPR based jute fibre composite is 90.1 MPa in comparison to 86.5 MPa for vUPR composite (indicated in Table 1). Differential scanning calorimetry of vUPR cast powder (solid line) and rUPR cast powder (dotted line).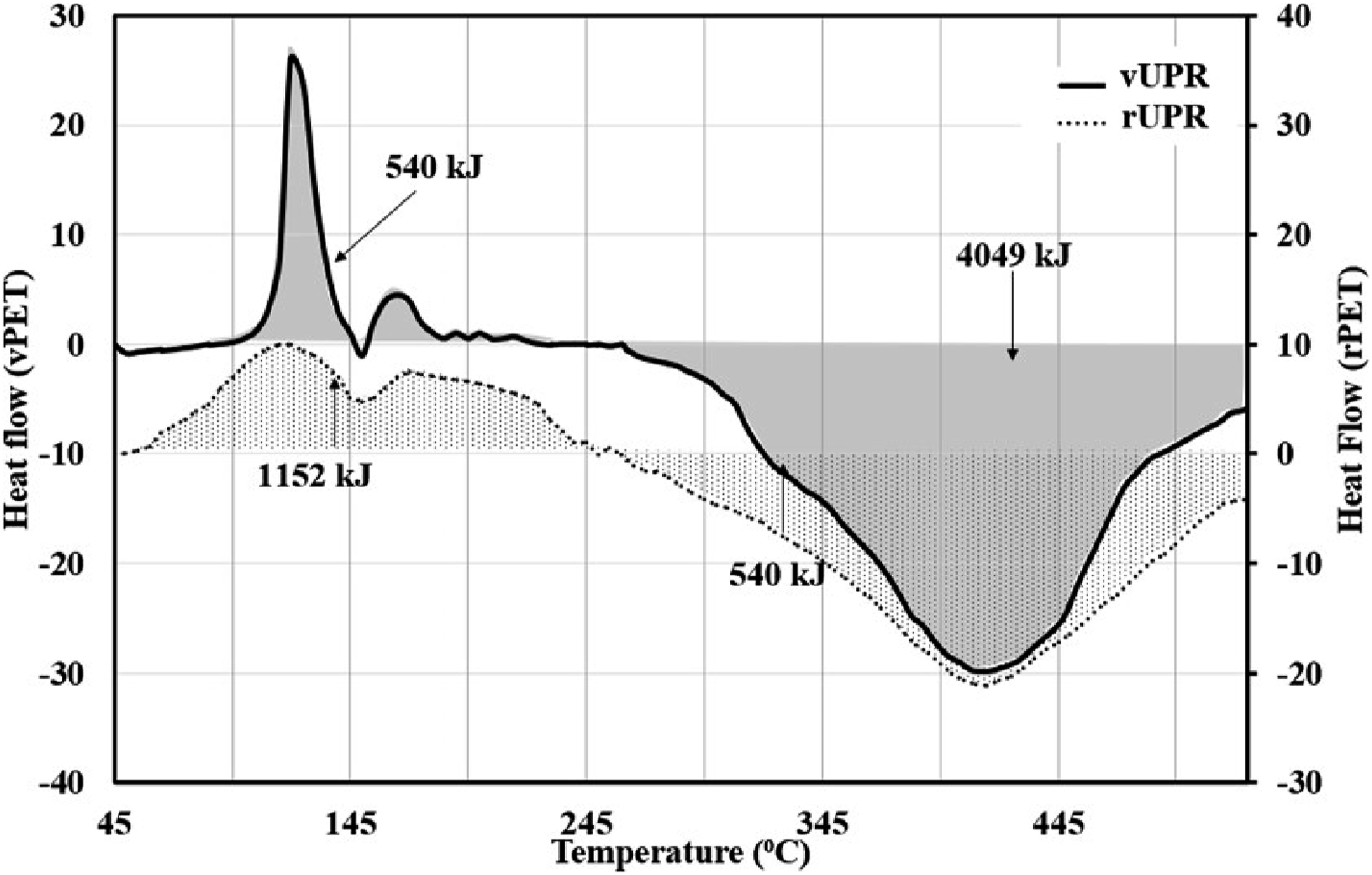
Fourier Transform Infrared (FTIR) analysis of resin casts
The Fourier Transform Infrared (FTIR) spectrum (Figure 5) revealed the various characteristics functional groups present vUPR and rUPR. Figure 5 depicts the IR spectra of cured unsaturated polyester resins, specifically vUPR and rUPR, which exhibit the peak positioning as an upshot of functional group absorptions. The presence of a pronounced absorption peak at 743.78 cm−1 in the vUPR spectrum may be ascribed to the stretching of -C-H bonds in aromatic rings (O-disubstituted). The spectroscopic analysis revealed the confirmation of the existence of >C=O bonds within the ester linkage and C-H stretching in the aromatic ring, as evidenced by the absorption bands observed at 1729.00 and 2985.19 cm−1, respectively. The presence of alkane -CH2- and O-H bond stretching was confirmed by the peak observed at 1474.1 and 1340.3 cm−1, respectively. The FTIR spectrum of the vUPR resin did not exhibit any notable peak at the wavenumber of 1600 cm−1. The rUPR curve displayed absorption peaks at 748.70, 1728.00, 3025.10, 1456.30, and 285.66 cm−1, which correspond to -C-H stretching in aromatic ring (O-disubstituted), unsaturated >C=O bond in ester linkage, C-H stretching in aromatic ring, alkane -CH2-, and O-H bond stretching, respectively. These peaks are indicative of the chemical composition and structure of the compound. The confirmation of the existence of C-C multiple bond stretching in the aromatic ring was established by the absorption peak for rUPR at 1620.3 cm−1. FTIR spectra of vUPR cast powder (red) and rUPR cast powder (black).
This peak is recognised as the characteristic absorption peak for carbon-carbon stretching vibrations in the aromatic ring, which is typically observed within the 1600-1585 cm−1 regions. The C=C linkages present in the resins are attributed to the carbon-carbon double bonds (C=C) found in the polyester chain and the C=C bonds present in the styrene molecule. During the addition polymerisation process, the polyester monomer and styrene groups engage in intramolecular and intermolecular reactions, resulting in polymerisation and cross-linking, respectively. Under a specified set of circumstances involving equivalent dosages of styrene monomer and glycolytic leaching of PET flakes, a multifaceted blend of oligomers was produced. The operational process can be interpreted by the schematic representation put forth in Figure 6. The crosslinking efficacy of styrene (encircled by dotted black line) is restricted by presence of oxygen linkage. The limited compatibility may have resulted in an increased presence of free styrene, which could be the cause of the prominent peak observed at 1620 cm−1. This finding supports the notion that long glycol chains were present, which likely contributed to the enhanced flexibility of the final cured resin. Additionally, the higher value of the area under the DSC curve (1152 kJ) observed in the context of incomplete curing of the recycled polyester resin provides further evidence of the limited crosslinking impact. Schematic representation of crosslinking of vUPR and rUPR.
X-ray diffraction analysis of resin casts
Figure 7 illustrates vUPR by a solid black line and rUPR by a solid grey line, as evaluated by the XRD study. The XRD study revealed that vUPR exhibited a higher degree of crystallinity (56.3%) compared to rUPR, owing to the shorter chain reactive monomers as the building unit.
59
The crystallinity level of rUPR was determined to be 40.4%. The long chain oligomeric structures exhibited a reduced propensity for crystallisation, instead displaying a greater tendency towards entanglement and the formation of amorphous regions. This phenomenon is attributed to the relatively low degree of crystallinity observed in rUPR, which is characterised by a higher proportion of amorphous regions. The rUPR matrix is more advantageous than vUPR (with high molecular weight) due to its chain flexibility. XRD study thereby corroborates DSC study of vUPR and rUPR. X-ray diffraction graphs of vUPR cast powder (black) and rUPR cast powder (grey).
Scanning electron micrography of fractured surface of composites made from vUPR and rUPR
The flow behaviour of a matrix is affected by its viscosity, which in turn affects the penetration of matrix and wetting of reinforcement. The fracture analysis of a composite made of jute fibres and two types of resins, as depicted in Figure 8, can provide insights into the understanding of this phenomenon. The increased viscosity of vUPR (measured value, 426 cps) relative to rUPR (measured value, 358 cps) has an impact on the wetting behaviour of jute fibres. The micrographs have demonstrated the presence of voids and a visible indication of pulled-out fibre from the matrix material (as depicted in Figure 8(a)), which can be attributed to inadequate wetting of the reinforcement by the vUPR. The identification of the breakage of the reinforcing jute fibre can be accomplished through the observation of its serrated broken edges, as depicted in Figure 8(b) for the composite based on recycled unsaturated polyester resin (rUPR). The X-ray diffraction (XRD) examination of both categories of resins substantiates the higher degree of crystallinity of vUPR while the SEM study confirms the hypothesis that an elevated degree of crystallinity is correlated with an increased level of viscosity leading to poor wetting of jute fibre by vUPR. Scanning electron micrographs of fractured surface of (a) rUPR composite and (b) vUPR composite.
Mechanical response of resin casts, jute fibre, v-UPR and r-UPR based composite
Figure 9 illustrates that the ultimate extension of the cured rUPR cast (1.7%) was significantly greater than that of the vUPR cast (1.6%) with p value of 0.031. The primary issue with the suboptimal performance under complex strain states can be attributed to the brittleness of vUPR, which is primarily caused by the behaviour of densely cross-linked polymers, as identified through DSC, FTIR, and XRD analysis. While for rUPR, the X-ray diffraction analysis revealed a greater level of amorphousness of 59.6% leading to enhanced flexibility of the polymer chains. The augmented flexibility of the chains within cured rUPR yields a greater ultimate strain. Such relatively ductile rUPR provides the required span for jute fibre to approach its ultimate strain, thereby resulting in an elevated stress realisation of jute fibres after the yielding of matrix. The failure mechanism of composite was based on yield of matrix with breakage of some fibre in case of rUPR. Figure 9 illustrates that the application of rUPR resulted in a stress realisation of 214 MPa for jute fibre, which represents the value at extension of 1.7% under the comparable value of toughness 110 kJ.m-2. This results in an enhancement of the ultimate tensile strength of the composite material. According to Figure 9, the application of rUPR as a matrix has ensued in an average composite ultimate tensile strength increase of 8.2% (93.6 MPa). The flexural strength of a composite structure, being an intrinsic property, exhibits a similar trend that of tensile deformation.
61
Table 1 presents an increase of 12.4% in the flexural strength of the composite material utilising recycled unsaturated polyester resin (rUPR). Stress-strain curve of jute fibre (bold dotted line), vUPR composite (black dotted line), rUPR composite (grey dotted line), vUPR cast (black solid line), rUPR cast (grey solid line).
Statistical analysis
The p-value resulting from the t test of the parameters, as outlined in Table 1, was predicated on the null hypothesis suggesting that the means of the two populations were equal (µ1 = µ2). The alternative hypothesis suggested that the means were not equal (µ1 ≠ µ2). The analysis revealed that the p-values derived from the t test for viscosity (measured in cps at 25°C), gel-to-peak time (in minutes), tensile strength (in MPa), and flexural strength (in MPa) were all below 0.05. This signifies that the mean results of these parameters exhibited statistically significant differences at a 95% confidence level. Consequently, the null hypothesis was rejected.
Conversely, the p-values associated with parameters such as acid value (measured in KOH/g of resin) and peak exotherm temperature (in °C) exceeded 0.05 (Table 1). For these parameters, the results were estimated statistically insignificant, leading to the acceptance of the null hypothesis.
Conclusion
• The comparative analysis reveals a noteworthy superiority in the tensile and flexural strengths of composite specimens manufactured using recycled unsaturated polyester resin (rUPR) over those derived from virgin unsaturated polyester resin (vUPR). The observed increase in the yield of the rUPR matrix (1.7%) and the enhanced strength realisation of the jute fibre can be attributed to the flexibility of the rUPR chain. • The sharp peak of the functional group detected at a wavenumber of 1620 cm−1 indicates the presence of a carbon-carbon double bond (C=C), arising from the restricted crosslinking of the styrene compound. This discovery suggests that the polymer chain exhibits flexibility, potentially due to the inclusion of extended glycol chains within the complex composition of glycolysed PET flakes. • The DSC study indicates that the incomplete curing of the recycled polyester resin has a limited crosslinking impact, as evidenced by the higher value of the area under the DSC curve (1152 kJ). • The lower magnitude in viscosity of recycled unsaturated polyester resin (UPR) at 358 cps, compared to virgin UPR at 426 cps, suggests a greater degree of dispersion of the resin matrix inside the reinforcement material. The presence of voids in the vUPR-based composite serves as evidence for this phenomenon. • X-ray diffraction analysis revealed the presence of amorphous characteristics in both resins, indicating their viscous properties. However, the results suggested a higher degree of amorphousness at 59.6% for UPR, leading to enhanced flexibility of the polymer chains. A prolonged period of gel to peak time of the resin unidirectional ply reinforcement (rUPR) indicates a regulated and slow curing process of the matrix. This results in enhanced load transmission efficiency from the matrix to the jute fibre. The flexible and amorphous nature of rUPR makes it a suitable material for producing composites using jute fibres.
Footnotes
Acknowledgments
The authors are grateful to M/s FibroPlastichem India Pvt. Ltd For their support during the research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Jute Board, Government of India (Grant No.: NJB/Tech/JPDS/2021-22/7021, dated 22/03/2022).
Data Availability Statement
The data associated with the research work is made accessible to promote transparency and collaboration in scientific research.