
Abstract
Femur fractures are often treated by fixing metallic bone plates in the fractured area. But metallic bone plates are subjected to stress shielding. To overcome stress shielding, a material with similar strength and stiffness to that of the human bone can be better suited. The present study focuses on the fabrication of carbon-flax/bioepoxy hybrid composite. The femur bone plate was modeled using SOLIDWORKS®2020 3D modeling software package. Hybrid composite laminates were developed using compression molding technique and material characterization studies viz. Tensile, shear, flexural and wear tests were conducted on the ASTM shaped specimens to estimate the strength and wear properties of the fabricated hybrid composite. The results of the tests indicate that the Carbon-flax reinforced hybrid composite have properties similar to that of human femur bone and seems to be a better option for the replacement of metallic bone plates.
Introduction
The femur is also known as the thigh bone. The femur is the longest, heaviest and strongest bone in the human body. The length of this bone is almost 26% of human height. The femur is divided into three parts: the upper limb, the trunk, and the lower limb. 1 According to US statistics, 2 more than 250,000 femur bone fractures occur every year and this number is expected to about double by the next 30 years. Femoral fractures 3 may occur in the following locations: fracture in femoral head, femoral shaft fracture and fracture in the femoral condyle. Treatment of femur fractures is a surgery using a bone plate by fixing the fractured area tightly to heal the fracture. 4 The present paper deals with the bone plates for femoral shaft fracture.
Bone plates are normally made of metals such as stainless steel and titanium alloys. But metallic plates have numerous disadvantages such as their high strength which causes damage to the human bone in course of time, long time aseptic loosening and stress shielding. Stress shielding occurs due to the difference in strength of plate material and femur bone and it leads to failure of the bone plate. A material with similar strength and stiffness of femur bone can overcome these disadvantages.5,6 Additive manufactured bone plates with metallic alloys and composite bone plates are the recent advancements in this field.1,7
Composite materials have invaded the field of prosthetic implants hugely in recent years. Bone plates are one such implant on which large research studies are happening using composites. A composite material can enhance a variety of qualities, including strength, stiffness and corrosion resistance. 8 When a material is needed that has more than one characteristic advantage from its constituent materials, hybrid composites 9 are one of the multifunctional materials employed in advanced structural parts. When one type of reinforcement or filler material is mixed with two polymer matrices that are similar or dissimilar, or when more than one filling constituent exists in a specific polymer resin, or when both methods are combined, a hybrid composite is the most advantageous and well-designed material. This paper deals with the development of bone plates for the femur bone using carbon woven fabric, flax woven fabric10,11 and bioepoxy resin. Carbon fibers 12 have also been demonstrated to improve wound healing in both soft and hard tissues. Carbon fibers were first employed as a scaffolding technique to generate tissue proliferation for tendon and ligament repairs in the 1980s. Flax threads are attractive materials for biomedical applications because of their availability and affordability, as well as their good physical–mechanical characteristics and versatility for usage in a variety of knitted patterns. 13 Bio epoxy resin 14 is an alternative to petroleum-based epoxy having advantages of biobased renewable nature, biodegradable and bio-compatible.
There has been very minimal work on hybrid composites being used for implants. Moreover, the existing literatures of the past research work deals mainly with the material characterization of the hybrid composites. But in this paper, the material characterization is done and the final product (bone plate) is also fabricated. Hybridizing a composite material using synthetic and natural fiber is to mimic the structural and functional aspects of human femur. Similar to the femur which has a hard outer fibrous layer and a soft inner cellular layer, the hybrid composite 15 also has a hard outer carbon woven fabric and soft flax finer in the inner area. The final product has strength closer to that of the human bone when compared to metals, making it a better option.
Materials and methods
Composite
Properties of carbon woven fabric, flax woven fabric and epoxy resin.

Specimen configuration
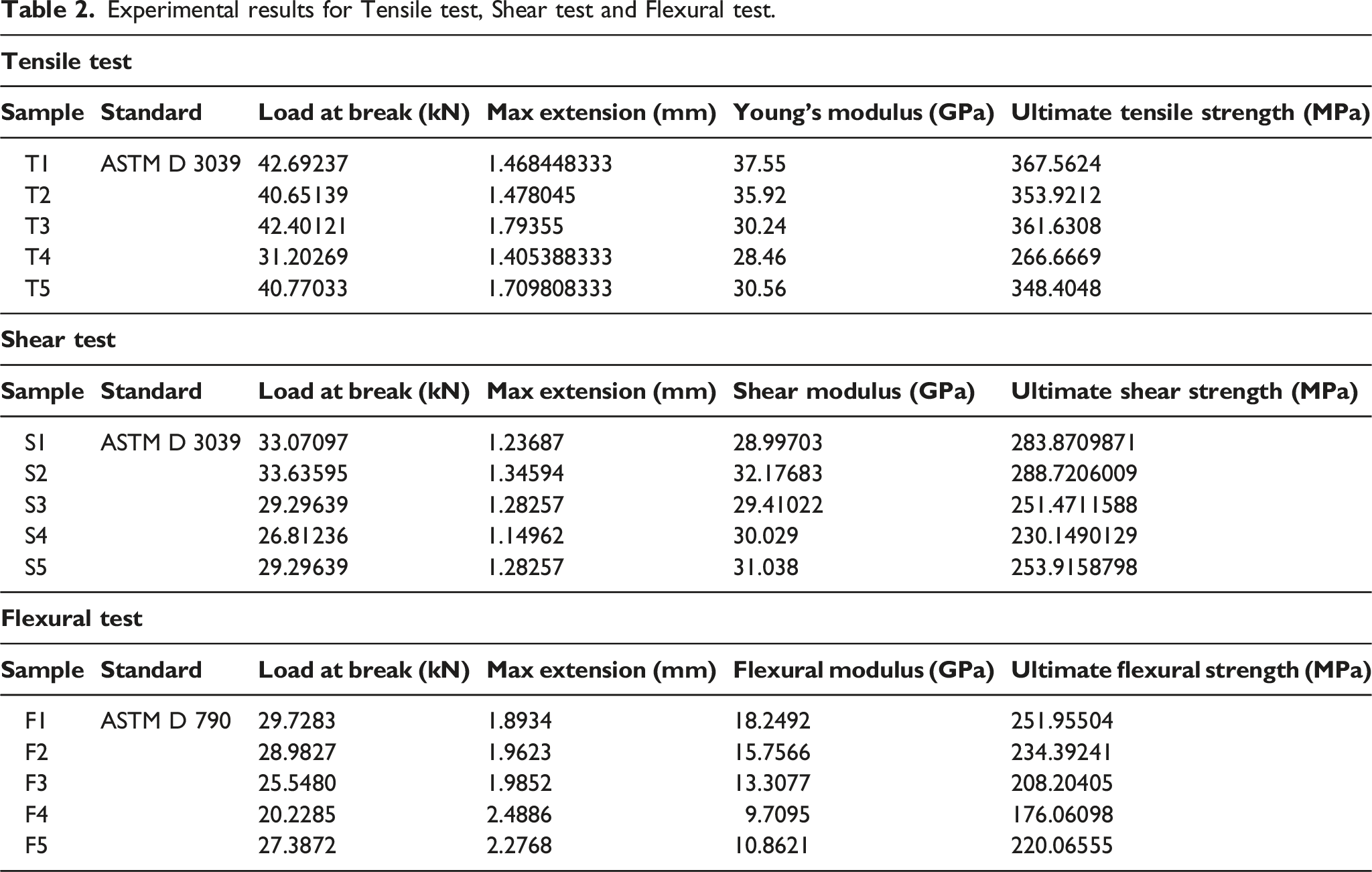
ASTM standard specimens were prepared for tensile testing, shear modulus tests, flexural test 17 and wear test. The standards followed for various testing are ASTM D3039 for tensile test coupons (T1 to T5), ASTM D3039 for shear modulus test coupons (S1 to S3), ASTM D790 for flexural test coupons (F1 to F5) and ASTM G 99 for wear test samples (W1 to W12).
Structural geometry
The femur shaft fractures are generally addressed using metallic Dynamic Compression plate (DCP). In the present research, hybrid composite DCP plates are fabricated with the dimensions of normally used metallic plates. The dimensions of the femur bone plates
18
were 16 mm wide, 5 mm thick, 182 mm long and 11 holes of 4 mm. A thickness of 5 mm is also considered for the modeling of the hybrid composite plate. Various trials have been conducted to fabricate the hybrid composite bone plate to obtain the same thickness as the femur bone plate. The modeling was done using SOLIDWORKS®2020 3D modeling software.
19
The Figure 1 shows the orthographic views of the femur bone plate. Dimensions of Femur bone plate.
Compression molding
Hybrid composite plates were fabricated using Hydraulic compression molding machine with the capacity of 70 ton and hydraulic working pressure of 21 MPa. The heating plate size is 300 × 300 mm. The carbon woven fabric and flax woven fabric mats are placed in the respective order with bio epoxy as a binding material.
20
The photographic view of the compression molding machine is represented in Figure 2(b). Fabrication and testing procedure of hybrid composite.
Tensile, shear and flexural tests in UTM
A floor model Universal Testing Machine was used to perform tensile, 21 shear 22 and flexural tests. 23 The tensile testing was done with a DTRX-50 kN, that has a 50 kN capacity, a maximum speed of 25 mm/sec, and a feed of 1.5 mm/sec. The full set of tests was recorded using software, which was also combined with PC data gathering, which automatically calculates the experimental results. The top and bottom portions of the specimens were marked and clamped at 50 mm. Five specimens were utilized for tensile and flexural testing, and three for shear tests. The flexural test was performed on the same Universal Testing Machine with appropriate fixtures. The photographic view of the mechanical testing is shown in Figure 2(f).
Tribological study using pin on disc apparatus
The Pin on Disc wear testing machine built and developed by Magnum Engineers is primarily meant for measuring the Tribological properties24,25 of wide variety of materials under diverse situations. The normal load range and frictional load range is up to 200 N. The other technical specifications of disc are diameter-165 mm (Max), disc track diameter-10–140 mm, Disc speed - 100–2000 rpm, pin length-25–30 mm, pin diameter-3 mm–12 mm, Wear measurement (LVDT) ±2 mm and Pre-set timer range - up to 100 Hours. ASTM G 99 specimens were used for the wear test.
SEM-EDS study
Jeol JSM 6390 Scanning Electron Microscope was used for SEM spectroscopy studies.26,27 The Resolution of the SEM used is 3.0 nm (30 kV). The accelerating voltage is 0.5–30 kV, magnification of ×5 to 300,000, Filament: Pre-centered W hairpin filament (with continuous auto bias), objective lens is super conical lens and objective lens apertures is three positions, controllable in X/Y directions. The Energy Dispersive Spectroscopy and Elemental mapping studies were also conducted along with the SEM spectroscopy.
Development of Carbon-Flax/Bioepoxy hybrid composite
The Figure 2 describes the chronological order of the fabrication and test procedure of hybrid composites.
Fabrication of carbon-flax/bioepoxy hybrid composite laminate
A mould of size 270 × 270 mm made of mild steel and high temperature resistant is used for the synthesis of hybrid composite. Synthesis of carbon/flax/bio epoxy hybrid composite was done by using 6 layers of flax woven fabric in the middle and 2 layers of carbon woven fabric each in the top and bottom and epoxy was used as the binding material. 28 The 10 layers were chosen after several trails to attain the thickness of the femur bone plate which is 4.5 mm. The synthesis was done with the specified layers of fibers to mimic the properties of human femur.
Each fiber mat was cut in an equal size of 270 × 270 mm, Figure 2(a). It was then placed in the mould in the mentioned order, with biocompatible epoxy as matrix and a plate with dimension 270 × 270 mm was synthesized. The plates were then heated from ambient temperature to 150°C at 2.5 bar half load pressure. The pressure was then raised to 5 bar at this temperature (150°C), and the plates were left in this condition for 2.5 h to cure completely. Finally, with 5 bar pressure, the plates were cooled from 150°C to room temperature, Figure 2(b). Each batch’s final produced plate was 270 × 270 mm in size, with an average thickness of 4.5 mm. These composite plates were cut with a water jet cutting machine (Figure 2(c)) to fabricate plates with a length of 250 mm and a width of 25 mm (Figure 2(d)) in order to be used in the future with required specimen sizes based on ASTM standards (Figure 2(e)) for different tests to determine the mechanical properties and wear properties of polymer matrix composite materials 20 under different loading conditions, viz. Mechanical testing Figure 2(f) and wear testing Figure 2(g).
Fabrication of carbon-flax/bioepoxy hybrid composite test coupon
Hybrid composite plates were in accordance to ASTM D3039 for tensile test. The plates were cut to the ASTM D3039 dimensions using water jet cutting machine 29 for tensile testing. The water jet cutting machine used with a pressure of 6200 bar, max traverse speed of 9 m/min, orifice diameter 0.3–0.45 mm and accuracy of ±0.025. The plates were also cut with fiber orientation of ±450 in the same dimension for shear testing. ASTM D790 standards were used for flexural testing. Five specimens for each tensile, shear and flexural tests were prepared. T1–T5 indicates the five specimens for Tensile testing, S1–S5 indicates the five specimens for Shear testing and F1–F5 indicates the five specimens for Flexural testing.
Results and discussion
Tensile test results
It has been experimentally investigated that all the five hybrid composite laminates showed a brittle failure mode. The tensile behavior of the five specimens used in this study is shown in Figure 3(a) by cross plotting tensile stress versus strain. The results of the tension test are tabulated in Table 2. Until failure, all specimens had brittle fractures with linear behavior. The mean values for Young’s modulus and ultimate strength were 39.5436 GPa and 339.6372 MPa, respectively, based on the data collected throughout the test. Stress strain graphfor tensile test, shear test and flexural test. Experimental results for Tensile test, Shear test and Flexural test.
Shear modulus test results
The shear behavior of the three specimens used in this study is shown in Figure 3(b) by cross plotting shear stress versus strain. All the specimens experienced brittle fracture with linear behavior until failure, similar to the tensile test specimens. By analyzing the experimental data recorded during the test (Table 2), the mean values for shear modulus and shear strength are 32.77,755 GPa and 289.0166 MPa respectively.
Flexural test results
The behavior of the specimens in the flexural test is shown by plotting flexural stress versus strain in Figure 3(c). The average flexural modulus and ultimate flexural strength were 7.84,362 GPa and 218.1356 MPa, respectively, based on the data collected during the test. All of the specimens experienced a collapse with a quick drop in load after reaching a peak value. The flax fiber laminate’s inner bundle remained unbroken until the test reached its displacement limit.
Wear test results
The parameters considered for the wear test were time 3600 s, for different load sets of 5,10, 20, 30 N and varying sliding velocity 0.32, 0.64, 0.96 m/s. A total of 12 tests were conducted with these parameter values. From the wear test results, it has been observed that the wear loss increases with the increase in load and speed. The contour plot graph shown in Figure 4(a) indicates that interactive effects of load and sliding velocity on wear behavior of the tested Tribological system with the different loading conditions. From this, it has been revealed that wear increases steadily and peaks at maximum load and maximum velocity. Wear plots under effects of sliding distance and load.
The coefficient of friction increases due to increase in load and sliding velocity. The effect of load is more pronounced on Coefficient of Friction (COF) than the effect of sliding velocity. High COF is due to increase in contact pressure at the interface of pin and disk when the load is increase. It is also evident from Figure 4(b).The effect of normal load and speed on the COF of carbon-flax/bioepoxy hybrid composite is shown in Figure 4(c). Partial elliptical contours in plot shows increase in friction force when the load increased. It means positive and steep increase in the frictional force with the increase in load. The presence of carbon fabric layers reduces the wear loss in Carbon-Flax/Bioepoxy hybrid composite drastically as carbon fiber has better wear resistance properties when compared to the metallic counterparts.
SEM-EDX results
SEM analysis on tensile tested specimens
After testing, the affected portion of the tensile tested specimens across the thickness were observed through SEM. Fiber breaking, micro cracks, voids and delamination were observed from SEM images of fractured surfaces after tensile testing as shown in Figure 5. The low interfacial adhesion between flax fiber and matrix resulted in matrix micro cracking and fiber pullout. Figure 5(a) shows the fiber breakage and voids present in the flax woven region. Figure 5(b) indicates the presence of micro cracks in the surface. Figure 5(c) indicates the perfection in bonding between the carbon and flax with matrix. Figure 5(d) presents the micro crack and breakage carbon fiber region. It has been experimentally noted that the failure occurred due to CF breakage followed by flax ply-level buckling or delamination. Fiber pull out with an average length of 100 µm has been experimentally noticed. Sem. fractography of tensile fracture specimen.
SEM analysis on wear worn specimens
Figure 6 shows the SEM morphologies of the hybrid composites worn surfaces moving against a steel pin at room temperature. The worn surface of the hybrid composite is smooth, homogeneous, and free of scuffing, indicating that it has a significantly higher wear-resistance. Figure 6(a) shows how well the carbon and flax were bonded into the bioepoxy. On the other hand, carbon and flax were bonded to the bio epoxy, the fibers breakage and pull out happened and they were able to provide micro-plowing as a dominating wear mechanism, Figure 6(b). It is also evident from Figure 6 (c,d) that debonding of an average of 100 µm between fibers and matrix and also pulling out fibers was the main dominant wear mechanism. SEM Fractography of Wear worn specimen.
EDS and elemental mapping results
EDS and Elemental mapping were performed in the carbon-flax/bioepoxy hybrid composite sample. The EDS spectra and Elemental mapping provide the nature of carbon and flax reinforcement in the matrix and the chemical composition of the hybrid composite. From Figure 7 (a,b) the hybrid composite contains carbon (C) in highest composition followed by oxygen (O). Carbon is the main chemical compound and it indicates the presence of carbon fabric in the hybrid composite. Oxygen level peak confirms the presence of natural fiber (flax). Moreover the high peak of carbon and oxygen indicates the excellent bonding of carbon and flax in the matrix. Eds and element mapping results.
Comparison of carbon-flax/bioepoxy hybrid composite results with metals and femur bone
In the current scenario stainless steel 316 L, titanium and their alloys are used as bone plate materials. The main drawback of these metals is they have strength much higher than that of the human bone. So, there are problems like stress shielding. The hybrid composite fabricated in the present study have strength closer to femur bone when compared to that of the metallic counterparts. The tensile strength of stainless steel (515 MPa) 30 and titanium (950 MPA) 30 are very much higher than that of femur bone (139 MPa). 31 But the fabricated hybrid composite plate had a tensile strength of 339.63 MPa which is closer to the tensile strength of human femur when compared to that of the higher strengthen metallic plates. In the comparison of elastic modulus values the Young’s modulus of stainless steel (193 MPa) 30 and titanium (113.8 MPA) 29 are very much higher than that of femur bone (18.6 MPa), 32 the fabricated hybrid composite plate had a the Young’s modulus of 39.54 MPA which is closer to the Young’s modulus of human femur when compared to that of the metallic plates. Similarly the flexural strength and shear strength values of the hybrid composite (234.96 MPa and 289.01 MPa) plates are also closer to that of femur bone 33 when compared to the metallic plates.30,34 So these hybrid composites can be a better prospect in fabricating bone plates with respect to strength. The wear properties of the hybrid composite also holds good for making a biocompatible bone plate.
Fabrication of carbon-flax/bioepoxy hybrid composite bone plate
Composite bone plates were made of carbon-flax/bioepoxy hybrid composite. The bone plates
35
were made of hybrid composite by using compression molding machine and the final fabrication were done using water jet cutting. The dimensions presented in Figure 1 were used for the fabrication of bone plates. The Figure 8 shows the bone plates made of carbon-flax/bioepoxy hybrid composite. Fabricated hybrid composite femur bone plate.
Conclusion
The following conclusions are drawn from the present experimental characterization work. i. A hybrid composite structure comprise of carbon-flax/bioepoxy has been developed using compression moulding and their mechanical and wear properties were characterized. A strong bonding at carbon/bioepoxy and flax/bio Epoxy laminate interface was observed and the overall proposed composite plate exhibits a good mechanical propertycompatible for bone fracture fixation plates. ii. SEM analysis also reveals that the developed carbon-flax/bioepoxy hybrid composite material has shown a strong bonding at carbon/bioepoxy and flax/bioepoxy layers interface. iii. Using the stronger carbon/bioepoxy laminate as outer layers and more flexible flax/bioepoxy laminate as the inner core of the structure resulted in advanced mechanical properties. Therefore, the proposed composite in this study is likely suitable for specific applications where selective stress shielding is required such as long bone fracture plates. Moreover, this material has shown high enough ultimate strength in tension (339.6372 MPa), shear (289.0166 MPa) and flexural (234.9635 MPa) to carry clinical-type forces as occur on femur bone during daily normal activities. However, more improvement and optimization still are required in order to reach to a confident ground for clinical application of this new hybrid composite. iv. The fabricated hybrid composite bone plate had a good strength, stiffness and shows good signs of replacement of metallic plates. The strength of the fabricated hybrid composite experimentally found is closer to that of femur bone, when compared to the metals used as an implant. The nearest similarities of strength can reduce the effect of stress shielding and makes carbon-flax/bioepoxy hybrid composite a better material for bone plate and other orthopedic applications. v. Although both, Flax and Carbon fiber have enough proofs for their biocompatibility, special test procedures can be practiced for the newly developed hybrid composite plates as zero risk factor is necessary. Further coatings on hybrid composite plates can be considered to improve the tribological properties.
Footnotes
Acknowledgements
The authors of this paper would like to thank Dr.M.Sekar, Principal, AAA College of Engineering and Technology, Dr. P. Seenikannan, Dean and Professor and Head, Department of Mechanical Engineering, AAA College of Engineering and Technology, Dr. P. Nagaraj, Senior Professor and Head, Department of Mechanical Engineering of Mepco Schlenk Engineering College, for their continuous support in writing this research article. The authors express their sincere gratitude to Dr. S. Ambalatharasan, MBBS, D.Ortho, DNB, Bone and Joint clinic, Sivakasi for his consistent guidance in this research paper.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.