
Abstract
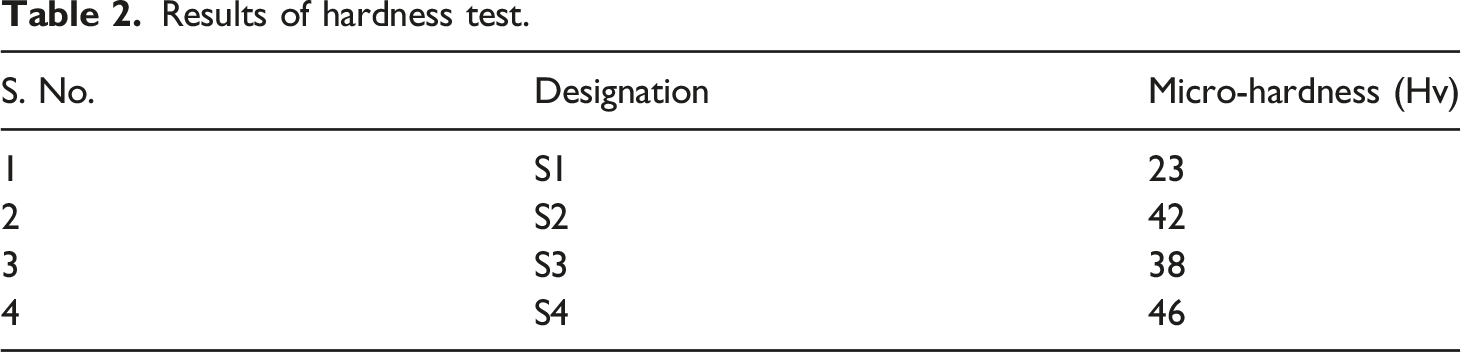
In recent years, high-performance nanocomposite materials emerge as an alternative to traditional materials owing to their impressive mechanical properties and lightweight characteristics. However, enhancements on various characteristics of this type of material were still under investigation for numerous novel structural applications. The current research study has highlighted the effect of various nanofillers incorporation in glass fabric–reinforced toughened epoxy composite on the enhancement of mechanical and dynamic mechanical characteristics. Two different nanosized filler particles (Al2O3 and TiO2) were selected for applications of higher strength. The composite laminates were fabricated by using the vacuum bagging method, and curing processes were performed at room temperature. The test outcomes revealed that better tensile strength and maximum flexural strength were perceived with the S4 composite sample (Al2O3 + TiO2 nanofillers). It has been observed that the existence of both Al2O3 and TiO2 nanofillers enhances the interlaminar shear strength (ILSS). The overall result of dynamic mechanical thermal analysis indicated that the inclusion of multi-nanoparticle fillers in the toughened epoxy composite showed better results than the traditional composite. The maximum tensile strength, flexural strength, shear strength, and micro-hardness of Al2O3 and TiO2 nanofiller-infused epoxy composites (S4) were 101 MPa, 5.68 MPa, 19.7 Mpa, and 46 Hv.
Keywords
Introduction
Fiber-reinforced polymer (FRP) composite structures are attractive and superior alternate materials in various applications such as the aerospace, transportation, civil, marine, and defense sector owing to its renowned benefits as compared with that of traditional materials. 1 The lightweight FRP composites were fabricated by the constituents, such as polymer matrix and fibers as reinforcements owing to their remarkable characteristics. 2 The properties of FRP composites can be altered based on the constituents. Woven glass fabric is the most widely utilized reinforcement since it is easily obtainable with less cost and has better mechanical characteristics. 3 Woven glass fabrics have special features, such as high strength to weight ratio, good dimensional stability, and better resistance to heat and corrosion. Woven glass fabric–reinforced polymer composite materials were technologically advanced materials to accomplish all the necessities of manufacturing industries for lightweight and superior strength. 4
Epoxy resin was one of the extensively employed polymer matrixes in the advanced composite fabrication industries, owing to its excellent performance toward several reinforcement materials. They were excellent adhesives for metals, wood, and glass and were widely used as a coating. It has the characteristics of high hardness, cheap in cost, better resistance to humidity, and excellent mechanical and thermal characteristics along with process ability. 5 However, their low toughness and brittleness resulted in restricting their practical applications. 6 From the literature, it was noted that modifying the epoxies by blending amine-terminated butadiene acrylonitrile (ATBN) was one of the best effective techniques, to increase their flexibility, impact strength, and fracture energy.7–9
The significant purpose of the incorporation of nanofiller particles (because of their high stiffness) in polymer composites was to enhance their mechanical characteristics, damping property, and thermal stability.10–12 The suitability of particular nanofillers with polymer matrices plays a very important role in altering the complete performance of such composites.13–15 Nevertheless, the enhancements depend on the concentration, shape, and size of the nanofiller and interbonding between the matrix, reinforcement, and nanoparticle fillers.
Using a scanning electron microscopy, the morphological examination was performed on the samples to observe fracture behavior and fiber pullout. 16 When 0.1 wt% nano-Al2O3 was added to GFRP nanocomposites, the moisture diffusion coefficient was reduced by 10%, and the flexural residual strength and interlaminar residual shear strength were improved by 17% and 16%, respectively, when compared to neat epoxy GFRP composites. The inclusion of nano-Al2O3 filler, on the other hand, did not increase the glass transition temperature.17–18 The mechanical and thermal properties were improved by adding nanofillers.19,20 The incorporation of nano-Al2O3 in GFRP composites at room temperature could be considered an optimal value in flexural strength enhancement. The fracture surfaces demonstrated a combination of fiber pullout, interfacial de-bonding, matrix drainage, and fiber imprints failure morphologies. 21 The tensile, flexural, and impact strength of glass fiber–reinforced polymer matrix composites were enhanced by adding nanoparticles. 22
Most of the researchers developed the composite without fillers or with only one filler to enhance the mechanical properties. Among the various nanoparticle fillers, titanium oxide (TiO2) and aluminum oxide (Al2O3) were the most significant fillers, to enhance the mechanical and thermal characteristics. Numerous researchers have determined that independently either titanium oxide or aluminum oxide has positive responses on the mechanical characteristics of the polymer composite. However, the combined influence of these nanoparticle fillers on the mechanical properties might be remarkable and is yet to be examined. Therefore, the objective of this current research article was to examine the effect of nanosized aluminum oxide and titanium oxide multifiller content on the mechanical and dynamic mechanical thermal characteristics of woven glass fabric–reinforced ATBN toughened epoxy composites, and the composite was developed by vacuum bagging method. The interlaminar shear strength and fatigue strength values revealed a significant improvement of dynamic properties influenced by Al2O3 and TiO2 particles. Thermal degradation was studied with DSC test.
Materials and methods
Materials used
In the current research study, satin woven and silane-treated E-glass fabric cloth (8 Mill) was used as a primary reinforcement material in the prepared composite sample. A bidirectional E-glass fabric cloth with 315 GSM and 0.25 mm thickness was procured from M/s. URGA products Pvt. Ltd Ahmadabad, India. Nano-oxide fillers such as aluminum oxide and titanium oxide were used as the secondary reinforcement. The nanoparticle fillers employed in this study were purchased from Intelligent Materials Pvt. Ltd, Punjab, India. Size distribution of these aluminum oxide and titanium oxide nanoparticles has been evaluated by the dynamic light scattering technique. It was witnessed that the Z-average of aluminum oxide and titanium oxide nanofillers were 920 and 377 nm, respectively. Matrix materials such as LY556 epoxy resin and HY951 hardener purchased from R.R Industries, Hyderabad, India, were used to fabricate the proposed nanocomposites. Amine-terminated butadiene acrylonitrile (ATBN) liquid of 10 wt% was added to enhance the toughness of the epoxy matrix. 12
Fabrication methods
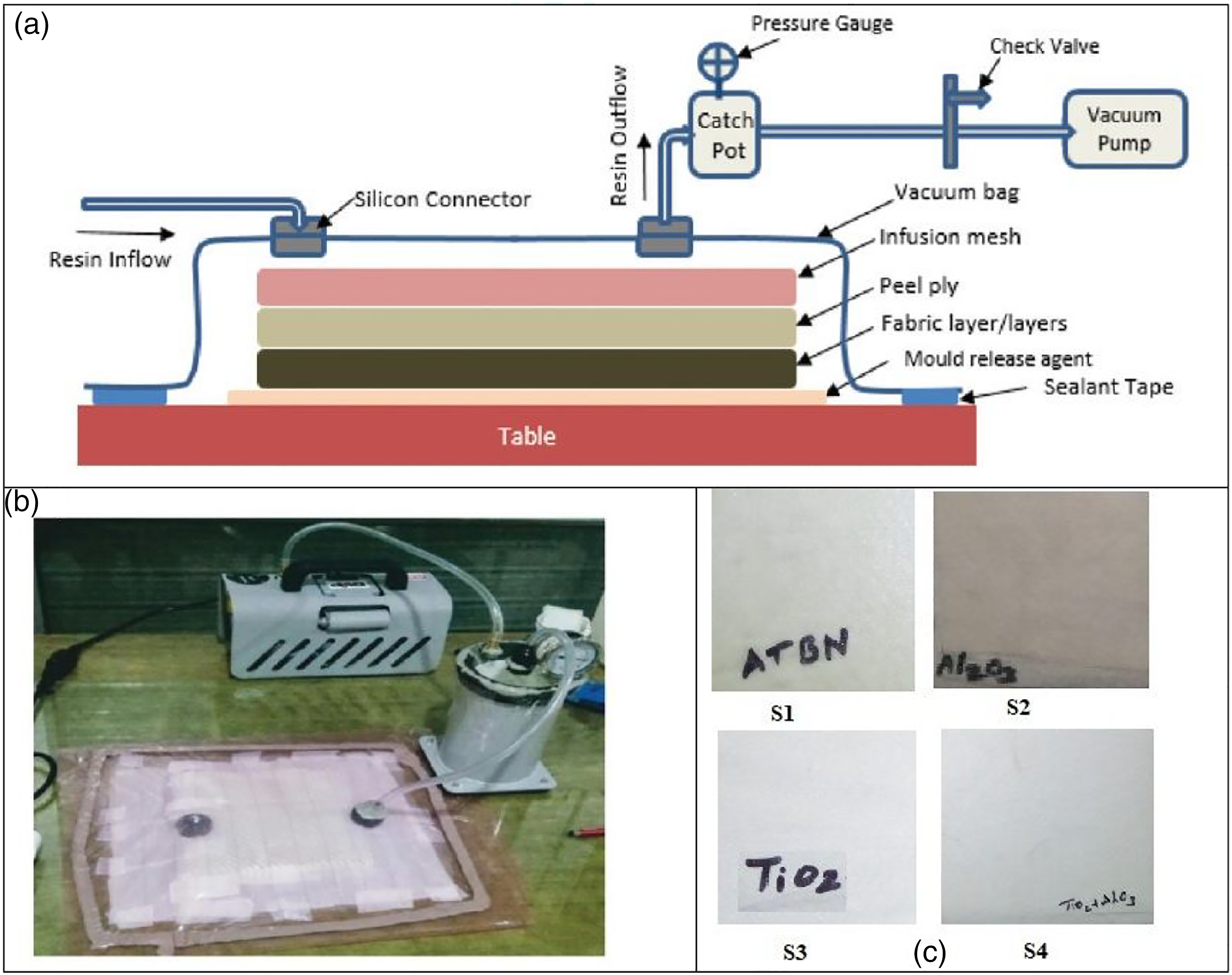
Initially, the epoxy resin along with the hardener and toughened ATBN were completely mixed at ambient temperature and degassed by a high-speed mixer at 2500 r/min. Both the aluminum oxide and titanium oxide nanoparticle fillers were completely dehydrated at 100°C for 2 h before mixing them with an ATBN-epoxy mixture. Then, the nanofillers were uniformly distributed with the epoxy-ATBN mixture by means of a magnetic stirrer with a temperature of 70°C and stirring speed of 1500 rpm for 10 h and sonication (40 KHz) for 1 h. The schematic view of the preparation of resin mixture was to be utilized in the fabrication of nanocomposite laminates by the vacuum bagging process. It is shown in Figure 1. The setup used for the vacuum bagging process and the successfully prepared composites of various configurations are presented in Figure 2. The preliminary layer of the mold was occupied with the glass fabric of size 30 cm × 30 cm and was repeated for eight layers. The prepared resin mixture was infused into the fabric plies, using a high vacuum pump. The prepared composite samples were left to cure within the mold at ambient temperature for 2 h. Successively, the post-curing process was conducted in an oven at 80°C for 2 h, under air circulation. Table 1 shows different types of fabricated composite laminates and their compositions. Specimens were prepared for various mechanical tests such as tensile, flexural, ILSS, and micro-hardness tests and dynamic mechanical characterization as per the ASTM standards.16–18 The microscopic images of Al2O3 and TiO2 are shown in Figure 3, and the size of the selected nanoparticles was 50 nm–300 nm. Preparation of resin mixture. Fabrication procedure. Configuration of the prepared hybrid composite. Microscopy images of nanofillers: (a) Al2O3 and (b) TiO2.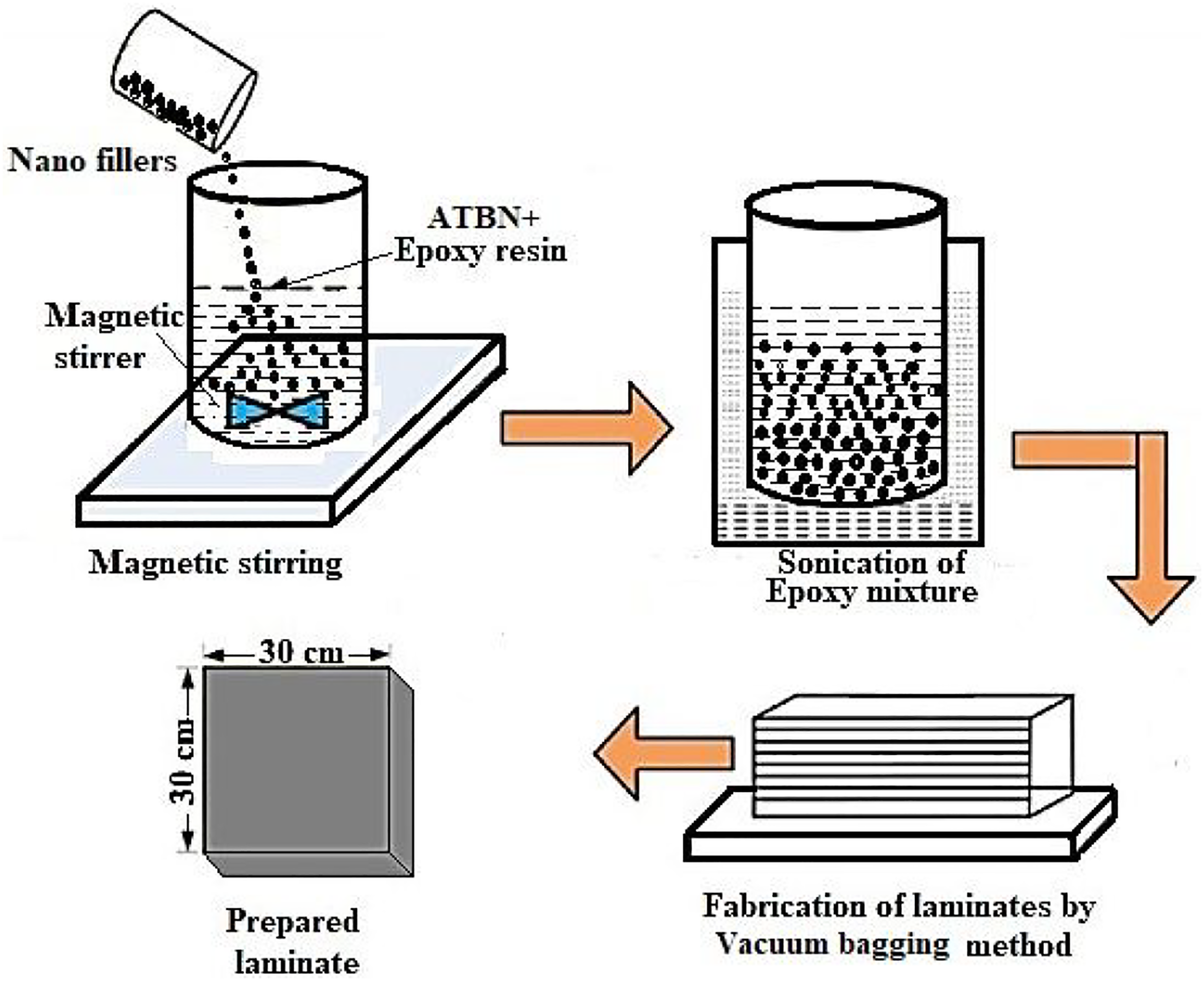


Testing technique
Tensile test
The tensile strength of woven glass fabric reinforced with various nanofillers epoxy composites was attained based on the ASTM D3039 test method. The uniaxial tensile experiments were performed on flat rectangular shaped samples in a computer-assisted universal testing machine (UTM). Experiments were conducted at ambient temperature and each test was executed by applying the force at the ends of the sample until breakage occurs. The crosshead speed was 5 mm per minute for developing the tensile force on the sample. The applied tensile force and displacement data were noted for determining the stress and strain. Five samples were prepared and tested for the tensile test and their average values have been taken into consideration. Figure 4 shows the composite samples with the dimension of 200 mm × 15 mm prepared for the tensile test. Specimens prepared for tensile test.
Three-point bending experiment
The flexural strength of the woven glass fabric reinforced with various nanofillers epoxy composite samples was examined by the three-point bending experiment. The flexural properties of the prepared composite samples were determined as per ASTM D790 standards. Experiments were performed on the UTM to examine the flexural strength of the prepared hybrid nanocomposite samples with a span of 50 mm and a crosshead velocity of 10 mm/min. Five sets of samples from each composite configuration were prepared, and the average flexural strength was noted. The flexural test sample with dimension 127 mm × 13 mm was used. Figure 5 displays the various composite samples prepared for the three-point bending test to determine flexural strength. Three-point bending test samples.
Interlaminar shear strength test
Three-point bending experiments were conducted on UTM to evaluate the ILSS of the prepared hybrid composite samples according to ASTM D2344 standards. The experiments were performed on short beams of 28 × 11 mm at a crosshead velocity of 2 mm per minute. The various composite samples prepared for the three-point bending experiments to evaluate ILSS are shown in Figure 6. Five samples were taken into consideration for each composite configuration and the mean values along with standard deviations were reported. Interlaminar shear strength test samples.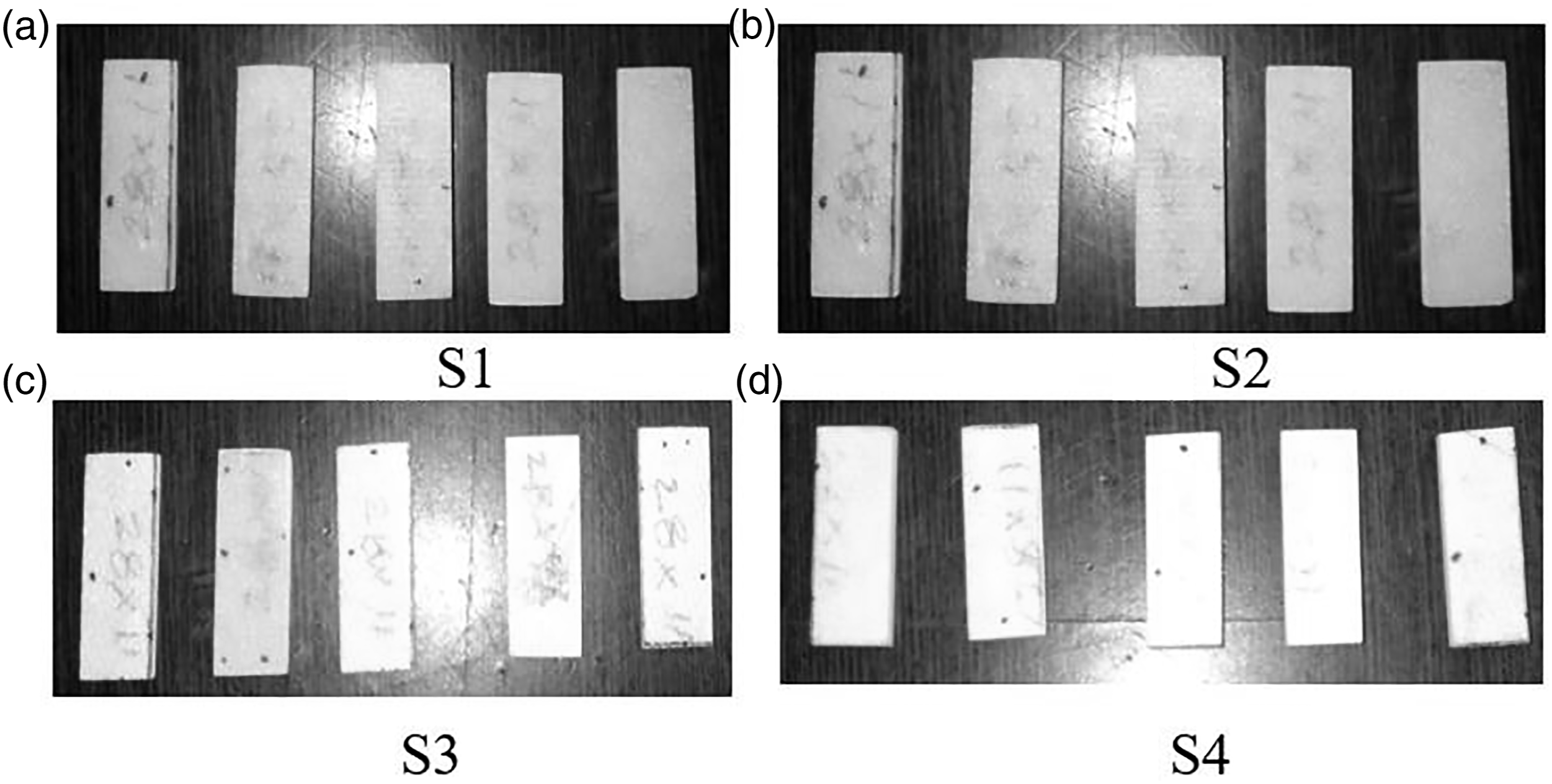
Micro-hardness test
Vickers micro-hardness of the composite samples of various configurations was evaluated, according to ASTM E384 standards using micro-hardness testers. The samples were properly polished with sandpaper for attaining smooth surfaces for indentation. The indenter employed for the experiment was a 136 square-based Vickers diamond pyramid. A force of 100 g was applied for 15 s to get the indentation. Eight measurements at various places were taken and the mean values were considered for each hybrid composite sample. This process was repeated in the five composite samples selected and the micro-hardness values were presented.
Differential scanning calorimetry analysis
Differential scanning calorimetry analysis has been performed on the hybrid composite samples of various configurations with the Perkin Elmer model DSC 4000 instrument according to the ASTM 3418 standard. Experiments were performed with a nitrogen atmosphere and the flow rate was at 50 mL/min to examine the glass transition temperature (Tg). Each composite sample weighing 3−5 mg was taken in an aluminum pan and kept in the instrument. The experiments were carried out in the temperature range of 30°C–500°C at a heat flow rate of 10°C/min with three-point bending mode being used. The thermal characteristics such as crystallization temperature (Tc), glass transition temperature (Tg), and decomposition temperature (Td) of the hybrid composite samples were determined in this study.
Dynamic mechanical analysis
Dynamic mechanical analysis (DMA) was used to measure the damping capacity of a material that was dissipated through mechanical vibrations under cyclic loading. The storage module, loss moduli, and damping behavior of various nanofiller incorporated toughened epoxy composite samples were examined with a temperature range of 30–250°C using Dynamic Mechanical Analyzer (Mettler Toledo, Model 861). The experiment was executed in accordance to the ASTM standards D4440-08 and E1640-09 for determining the Tg values. The maximum temperature in the loss tangent peak was considered as the glass transition temperature. With the three-point bending mode being employed, the frequency of 1 Hz was under amplitude control and the heating rate was 5°C per minute. Amplitude was set within the range of 7–10 mm and the liquid nitrogen was utilized as a cooling agent.
Results and discussions
Mechanical properties
Tensile strength
The uniaxial tensile experiment was performed on the glass fabric that is reinforced toughened epoxy composite filled with various nanoparticles to predict the ultimate tensile strength and to examine the contribution made by the nanoparticles; the photograph of the tensile tested composite samples of various configurations is shown in Figure 7. It was observed that all the tested composite samples exhibited a linear elastic performance until fracture. The incorporation of nanoparticle fillers in glass fabric epoxy composite exhibited better tensile properties than the conventional composite sample. These enhancements were owing to the uniform dispersion of nanoparticle fillers and the interfacial bonding between the toughened epoxy matrix and the incorporated nanoparticle fillers, so that the motion of chain epoxy matrix was constrained under tensile loading. Fractured samples after tensile test.
Figure 8 displays the variations in the ultimate tensile strength of the hybrid composite samples with and without nanoparticle fillers. From Figure 8, it was perceived that the nanoparticle-filled composite samples (S2, S3, and S4) exhibited higher tensile strength as compared to composite specimens without nanoparticle fillers (S1). The tensile strength of S2 sample was 83 MPa while it was 67 MPa for S3 sample and 101 MPa for S4 sample, which was an increase of 54%, 24%, and 87% when compared with S1 sample. This was owing to the reason that the good dispersion of nanoparticle fillers in the toughened epoxy matrix attained by an ultrasonic stirring technique which leads to improved interfacial adhesion and mechanical interlocking between the glass fabric and toughened epoxy matrix. The nanofillers increased interfacial adhesion between the fiber and the matrix, resulting in a lower composite failure rate.
23
This results in effective stress transfer between the glass fabric and toughened epoxy matrix and minimizing the free spaces and thereby increasing the stiffness of the fabricated laminates. In the present research work, it was observed that S4 sample exhibited superior tensile strength compared with S2 and S3 composites. The tensile strength of S3 composite sample was marginally reduced by the incorporation of TiO2 nanoparticle fillers and it can be further increased when combined with Al2O3 and TiO2 nanoparticle fillers in S4 composite sample. Figure 7 clearly shows that the tensile strength was increased by adding Al2O3
19
and was decreased by adding TiO2,19,20 but adding both Al2O3 and TiO2
19
maximizes the tensile strength. Due to the composite’s improved strength, fiber pullout was also found to be minimal. Variation in tensile strength of composite samples.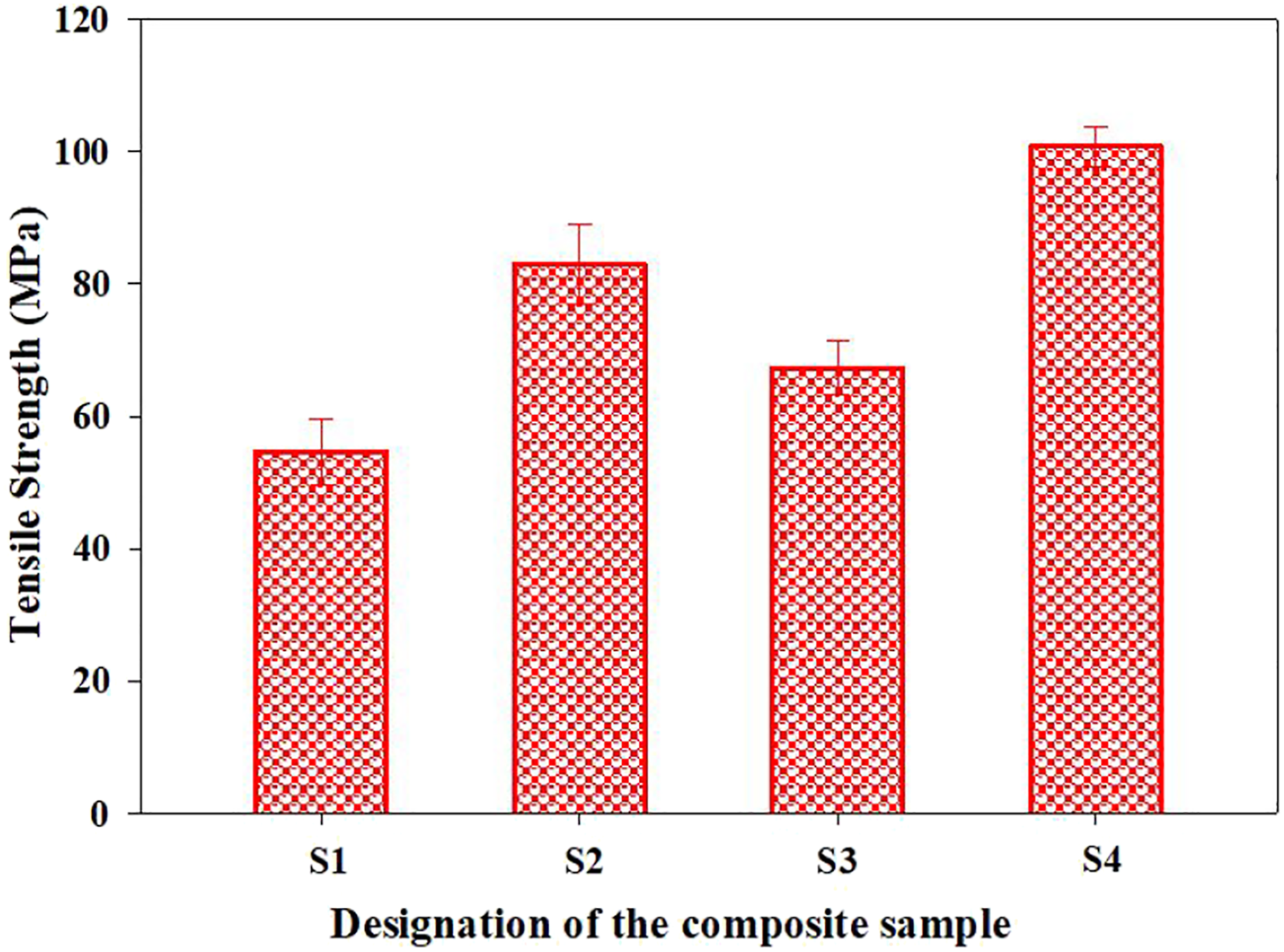
Scanning electron microscopy analysis
Scanning electron microscopy (SEM) was adopted to examine the deformation mechanism that occurred after execution of the tensile test. The SEM rupture surface images of the tested specimens are shown in Figure 9 (S1 to S4). The material crack is shown in Figure 9 (S1); it occurs because of de-bonding between the matrix and the fiber. The matrix fracture is shown in Figure 9 (S2). It occurs because of low fiber loading as the brittle fracture of the matrix was observed and because of the absence of sufficient fibers to resist brittle fracture of the matrix. The mechanism known as fracture bridge was used to increase the toughness of a composite material. Fiber/matrix delamination can be attributed to insufficient interfacial bonding when the fiber surface was smooth with no evidence of polymeric phase. In most fiber-reinforced polymer composites, the epoxy matrix and fiber/matrix contact controls the maximum transverse mechanical characteristics.
21
The combined fiber and matrix fracture is displayed in Figure 8 (S3). It clearly displays the adhesion between the fiber and matrix. The bonding between the Al2O3 and TiO2 is shown in Figure 9 (S4). The dual fillers provide high adhesion between the fiber, ATBN, and fillers. Higher Al2O3 and TiO2 particle loading in the epoxy matrix usually results in the production of agglomerates, which reduce the Al2O3 and TiO2/epoxy interfacial area, and as a result, the Al2O3 and TiO2 strength in the composites were reduced.
21
The nanofillers increased interfacial adhesion between the fiber and the matrix, resulting in a lower composite failure rate.
23
The nanoparticles serve a key function in raising the specific surface area and, as a result, improving interfacial bonding. Clumps arise when nanoparticle accumulation exceeds a particular threshold. This was because agglomerates create weak areas when a load was applied. These findings were consistent with those obtained from tensile testing.
22
The stress–strain graph of different samples is shown in Figure 10 and the graph was drawn between the stress and strain of the composites. It shows that the Al2O3- and TiO2-infused composites had absorbed more stress than the other specimens. The ATBN-infused composite had absorbed the lowest stress. The Al2O3 had absorbed more stress than the TiO2. It improved interface adhesion by reducing the mismatch of surface energy between reinforcements and the matrixes. The availability of a high volume of particulates sharing and transferring mechanical stress increased the tensile strength of the composites when nanofiller particles were added to the polymer matrix.23,24 Scanning electron microscopy images of developed composites. Stress–strain diagram of different samples.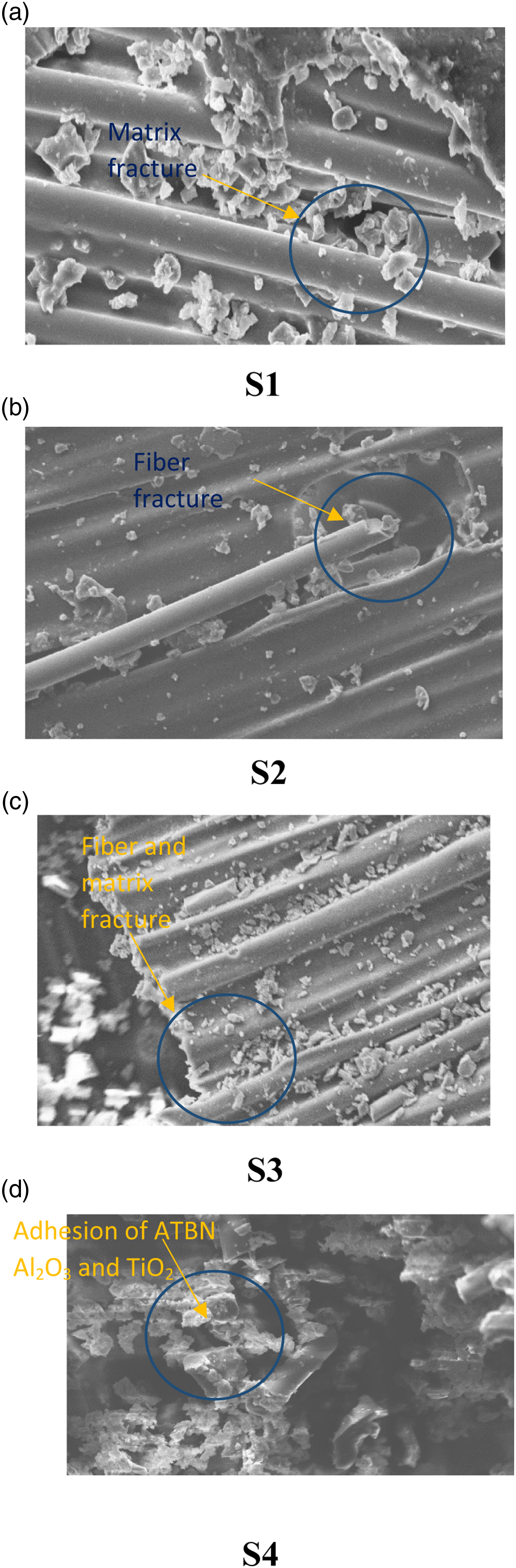

Flexural strength
Bending strength also known as the flexural strength was a significant mechanical property which was defined as the material’s capability to resist deformation under bending load. It was tested on the fabricated composite samples. The bending strength signifies the maximum stress experienced within the material at its moment of rupture. The three-point bending test was conducted on the glass fabric–reinforced toughened epoxy nanocomposite samples to study the variations in flexural strength and also to study the influence of nanofillers. Figure 11 shows the picture of the tested composite samples of various configurations. Tested samples after the three-point bending test.
The variations in flexural strength of the various composite samples are compared in Figure 12. The flexural strength of S2 sample was 4.64 MPa while it was 4.12 MPa for S3 sample and 5.68 MPa for S4 sample, which was an increase of 46%, 30%, and 79% when compared with S1 sample. The results also signify that S3 composite sample with Al2O3 nanoparticle fillers as reinforcement yielded the flexural strength value of 4.12 MPa. The percentage increase in flexural strength with the addition of combined Al2O3 and TiO2 nanoparticle fillers in the glass fabric–reinforced epoxy composite was 38% when compared to the S3 composites. Figure 12 evidently displays that flexural strength was increased by adding Al2O3
19
and was decreased by adding TiO2
20
but adding both Al2O3 and TiO219,20 maximized the tensile strength. The increase in strength may be due to the good dispersal of nanofillers in the toughened epoxy matrix and significant interfacial bonding between the toughened epoxy and the glass fabric, and this may effectively transfer the load from the epoxy matrix to glass fabric, which may delay crack propagation and increase the flexural strength of the composites. Variation in flexural strength of composite samples.
Scanning electron microscopy (SEM) was embraced to examine the fracture mechanisms that occurred after the execution of the flexural test. The SEM rupture surface images of the tested specimens are shown in Figure 13 (S1 to S4). The interfacial bonding and de-bonding between resins are shown in Figure 13 (S1); the good adhesion of fiber and matrix shows the interfacial bonding among the fiber and matrixes, and the low fiber loading as the brittle fracture of the matrix was observed because of the absence of insufficient fibers to resist brittle fracture of the matrix.
21
The agglomeration of Al2O3, fiber pullout, delamination of fiber, and matrix fracture are displayed in Figure 13 (S2). The bonding between the fiber, matrixes, and nanofiller results in a good agglomeration among them. The low matrixes present was the result of fiber pullout and low fiber loading as the brittle fracture of the matrix was observed because of the absence of sufficient fibers to resist brittle fracture of matrix.
23
The fiber splitting is shown in Figure 13 (S3). The good adhesion resulted in the agglomeration of fiber, matrixes, and nanofiller. The fiber splitting was due to its low fiber angle and matrix cracking was due to the flexural load.23,24 Interfacial bonding among the fiber, matrixes, and nanofillers are shown in Figure 13 (S4). Scanning electron microscopy images of flexural tested composites.
Interlaminar shear strength
Interlaminar shear strength (ILSS) was a significant material characteristic for the design of composite structures. These composite structures experience the transverse load. Figure 14 shows the fractured composite specimens after the short beam test for determining the ILSS. All the tested hybrid composite samples have exhibited brittle fractures. Predicted ILSS values signified ultimate fracture under a combination of interlaminate shear and microcracks in a toughened epoxy matrix. Fractured samples after interlaminar shear strength test.
The variations in ILSS for the tested composite samples of various configurations are shown in Figure 14 and the results are shown in Figure 15. The plot indicates that the unfilled S1 composite sample has an ILSS of 15.3 MPa and the highest percentage increase of 123% (19.7 MPa) was attained for S4 composite sample than S1 composite. Normally, the ILSS was a matrix prevailing property, and improved interfacial adhesion, improved bonding nature, and distinctive phase morphology between the toughened epoxy resin and nanoparticle fillers have enhanced the ILSS property significantly to the nanoparticle-filled glass fabric–reinforced toughened epoxy composite. The ILSS was increased by adding Al2O3 and TiO2
20
and it was maximum when mixed with Al2O3 and TiO2. But, it was clearly explained that the ILSS was influenced by TiO2 than Al2O3. Variation in interlaminar shear strength of composite samples.
Micro-hardness
Results of hardness test.
Dynamic mechanical characterization
Differential scanning calorimetry
Differential scanning calorimetry analysis results.


Characteristic curves of differential scanning calorimetry analysis.
Dynamic mechanical analysis
Storage modulus was a significant outcome of DMA which represents the stiffness of materials. Figure 17 shows the influence of the incorporation of nanofillers on the storage modulus curves of the hybrid composites in the temperature range 30°C–240°C, at a frequency of 1 Hz. It was noted that the storage modulus values are almost constant for all the tested composites in the temperature range of 30°C–80°C; this signifies a glassy phase. However, on increasing the temperature from 80°C to 110°C, there was a sharp decline in the storage modulus values which was called the glassy-rubber transition phase. Consistently, the curve becomes a straight line and the values almost tend to zero, which indicates a rubbery phase signifying degradation of the storage modulus above 110°C. At room temperature, S4 composite sample possesses the highest storage modulus followed by S3 and S2 composites with 55.97 GPa, 50.11 GPa, and 39.20 GPa, respectively. It is also remarkable to note that S4 composite (combined Al2O3 and TiO2 nanofillers) exhibits the highest storage modulus over the examined range of temperature. Generally, the incorporation of nanoparticle fillers to epoxy matrix enhances the stiffness and was estimated to have a substantial improvement in storage modulus values. It consequently reports the suitability of particular nanoparticle fillers for subsequent structural applications. Storage modulus with temperature plot.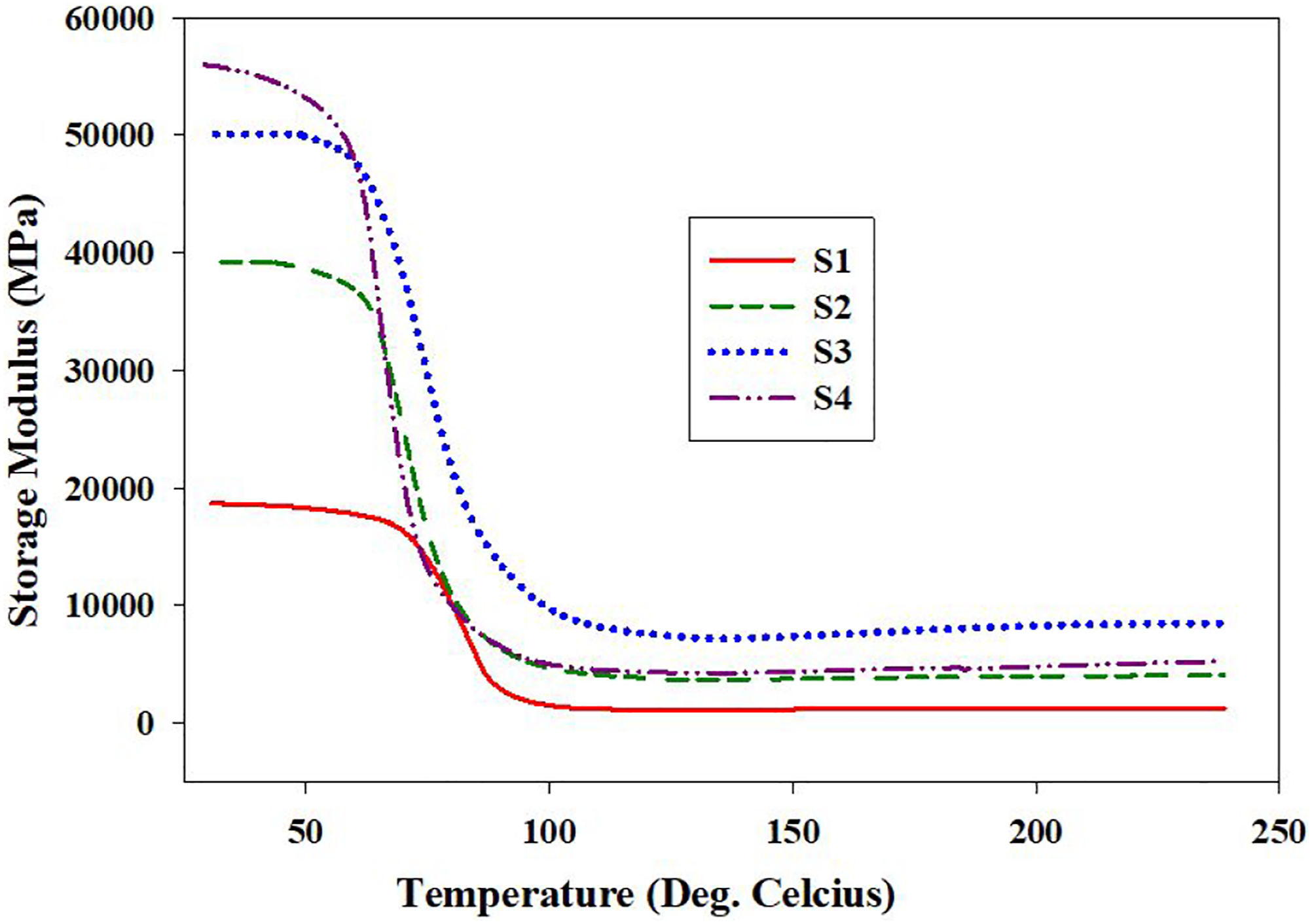
Figure 17 shows that the storage modulus with temperature plots for the four samples. The nanoparticles reduce matrix motility, which results in a higher storage modulus. 27 This was mostly owing to the nanoparticles’ effective dispersion. Because of the tightly packed molecules, the composite structure was highly stiff and inflexible which is because of the rigid polymeric chain. The storage modulus was found to be lower than Tg during the glass transition phase due to polymeric chain movement. The stiffness and fiber/matrix adhesion are both affected by movement in polymeric chains. 28 Due to enhanced polymeric chain mobility at higher temperatures, there was no significant difference in storage modulus at the following transition (rubbery plate au region). 29 The addition of nanofillers has demonstrated a substantial change in storage modulus only in the stiff and Tg regions, while overlapping storage modulus plots in the rubbery region have shown that there was no significant change in storage modulus due to the addition of nanoparticles. 30
Loss modulus represents the viscous behavior of the polymeric materials and signifies the heat dissipated during one cyclic load. The major outcomes of DMA were glass transition temperature (Tg), which can be attained from the peak height of the loss modulus curve. Figure 18 shows the variation of loss modulus as a function of temperature for various composite samples. The effect of reinforcing nanoparticle fillers in the toughened epoxy matrix was evident and the highest peak in loss modulus was observed for the S4 composite, followed by S3, S2, and S1 composites. On increasing the temperature, the value of loss modulus was found to be increased up to glass transition temperature and then declined. It was noticed that the toughened epoxy composite containing nanoparticle fillers (S2, S3, and S4) exhibited a higher loss modulus than S1 composite due to the large surface area owned by the nanoparticle fillers. Loss modulus with temperature plot.
With a large surface area, nanoparticle fillers increase the interfacial adhesion area between the toughened epoxy matrix and nanoparticle fillers. This will reduce the mobility chain of toughened epoxy matrix and enhance the loss modulus of the composite samples. The nanoparticles enhance the matrix viscosity, limiting the polymer’s motility at higher temperatures. At the optimal loading of nanomaterials, this results in a maximum glass transition temperature. 27 Movement in polymeric chains affects both stiffness and fiber/matrix adhesion. 28 There was no substantial variation in storage modulus at the next transition due to increased polymeric chain mobility at higher temperatures. 29 The addition of nanofillers resulted in a significant change in storage modulus only in the stiff and Tg regions, while overlapping storage modulus graphs in the rubbery zone revealed no significant change in storage modulus as a result of the addition of nanoparticles. 30
Damping was the fraction of the values of loss modulus and storage modulus which depends upon the interfacial bonding between the glass fabric and toughened epoxy nanofillers mixture. The trend of tan delta values of the prepared hybrid composite samples as a function of temperature is presented in Figure 19. It was observed that the damping factor (tan δ) rises to a peak in a transition phase and then declines in a rubbery phase. Table 4 shows the outcomes (peak height values) of the dynamic mechanical analysis for the tested composite samples. Tan delta with temperature plot. Outcomes of dynamic mechanical analysis.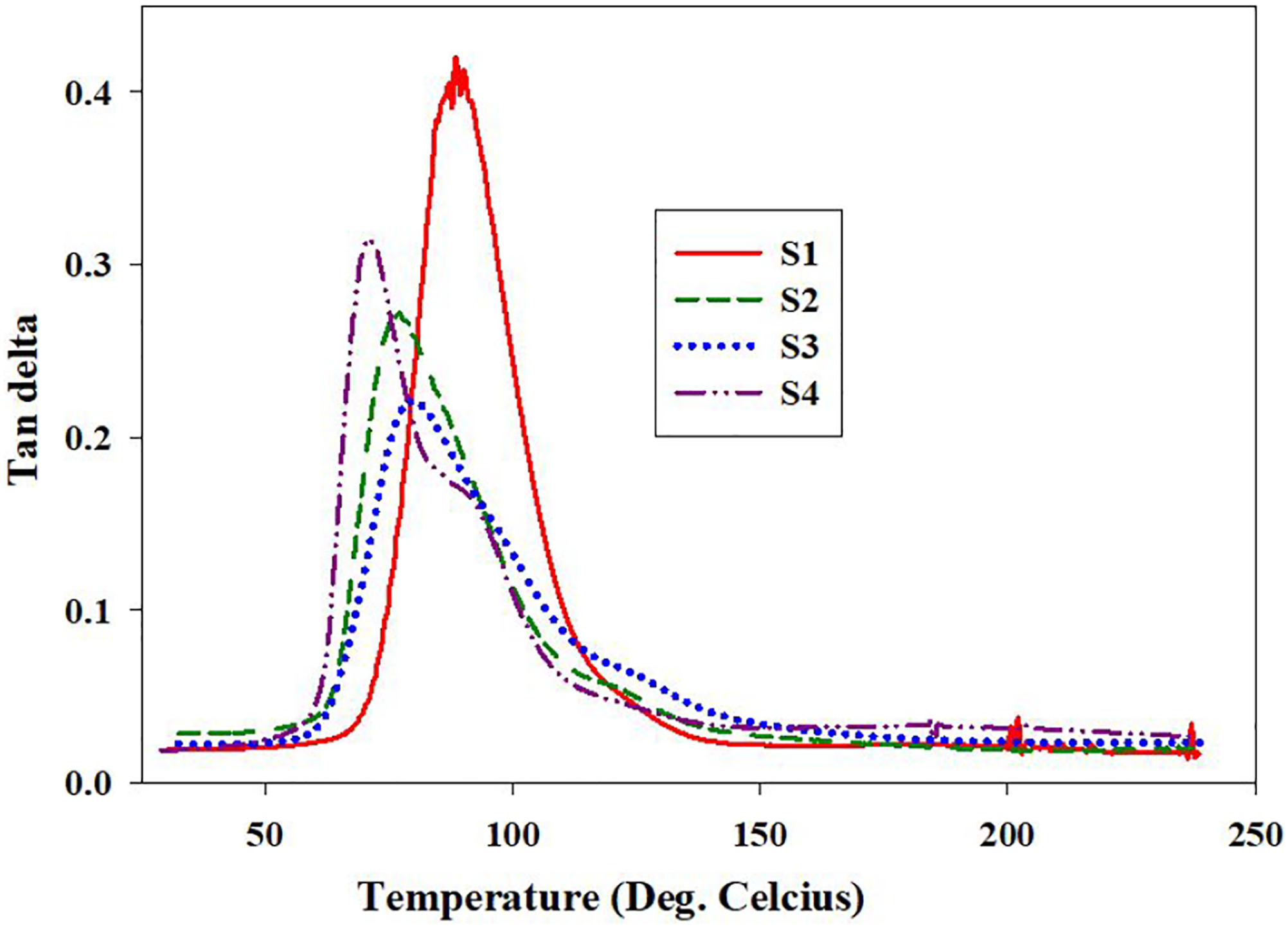

A minimum tan δ peak value was attained for all the proposed hybrid nanocomposite (S2, S3, and S4) samples than the traditional S1 sample. The lowering of peak height values signifies better bonding between the glass fabric and toughened epoxy nanofiller mixture. Thus, the incorporation of nanofillers in the toughened epoxy resin enhances the damping capacity of the hybrid nanocomposites. The positive shift in Tg value exhibits the efficiency of the nanoparticle fillers as reinforcing material. The maximum value of tan (0.42) for the S1 composite shows better damping properties when compared with all other composites. The hybrid composite S3 shows the lower value of tan (0.22) which shows superior load capacity and strong adhesion between the toughened epoxy resin and nanoparticle fillers.
Conclusions
The outcome obtained reveals that incorporating Al2O3 and TiO2 nanoparticle fillers with the toughened epoxy matrix efficiently enhanced pure glass fabric composites’ mechanical and dynamic mechanical characteristics. The significant outcomes of this research could be summarized as follows: • The good dispersion of nanoparticle fillers in the toughened epoxy matrix attained by an ultrasonic stirring technique leads to improved interfacial adhesion and mechanical interlocking between the glass fabric and ATBN toughened epoxy matrix. • Incorporating multiple nanoparticle fillers (Al2O3 and TiO2) in the toughened epoxy matrix composites has enhanced the tensile strength of about 20%, flexural strength of about 30%, and ILSS by about 25% compared to that of the composites without nanofillers, respectively. • The result of the dynamic mechanical analysis indicates that the incorporation of nanofillers (S4) in the toughened epoxy composite shows better results than the traditional composite. It might be owing to the covalent bonds between the nanoparticle fillers and the toughened epoxy matrix, leading to a better reduction of the mobility of toughened epoxy matrix. • This proposed composite can be used for developing lightweight materials for structural applications. Attempts should also be made to fabricate the automobile components using the proposed combinations of matrix and reinforcement materials (glass fabric + epoxy + 10 wt% ATBN + 5 wt% Al2O3 + 5 wt% TiO2). The proposed composites can be validated and possibly used in the automobile industries where lightweight and enhanced mechanical properties are a prime consideration.
Footnotes
Authors' contributions
The first author has done the research, gathered data, and prepared the manuscript. The second and third authors have helped in conducting the experiments, supervision, guidance, and support throughout the research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.