
Abstract
In this study, a UV curable hybrid material from palm oil was prepared with glycerol and glycidyl methacrylate (GMA). However, the resin was brittle and flammable. Thus, tri-n-butyl phosphate (TnBP) and polypropylene glycol 400 (PPG) were added in the formulation as a flame retardant and plasticizer respectively. From the results, the gel content of UV cured films were more than 95%. The hardness, adhesion strength, impact, water absorption and wettability of the films were influenced by PPG 400 content as well as TnBP percentage. In addition, the flame retardant properties of coated wood were enhanced by PPG 400 and TnBP too. The results show that high oxygen concentration was needed to ignite the sample with a high amount of PPG 400 and TnBP. The flame retardant properties of the sample were the best for a combination of 15% PPG 400, and 5% TnBP, in the determination of limited oxygen index (LOI), UL 94 and Methenamine pill test.
Introduction
The environmental economy and energy consumption have gained a lot of attention since the 21st century. Vegetable oil as one of the natural raw materials has been attracting considerable attention to replacing the traditional use petrol ether based chemicals for the preparation of UV curable resin.1–10 This was mainly attributed to the limited fossil resources, the increase in oil prices, environmental issues, health hazards, and consumers interests to use eco-friendly products.11–23 Hence, coating industry has transformed into a ‘greener’ industry by using the combination of renewable natural resources and UV curable system. 24 This “green + green” solution shows the advantages in reducing the emissions of volatile organic components (VOCs), high UV curability, room temperature operation, consequent low energy consumption, and high-quality end products.5,25–29
The route to convert vegetable oil into UV curable resin was depended on the unsaturation content, in directly as a raw material or indirectly as a raw precursor. A variety of vegetable oils, including soybean oil, castor oil, sunflower oil, linseed oil and palm oil had been studied.29–33 Palm oil was gaining high attention from the researchers since it is the most abundant vegetable oil in Malaysia and has a cheaper price than other vegetable oils.12,34–37 Alam et al., 1 suggested vegetable oil based polymers with sufficient unsaturation could easily cure and VOCs in the formulation can be avoided. Owing to the low unsaturation in palm oil (iodine number = 47–55.83 g I2/100 g oil),38,39 Lai et al., 9 Hussein et al., 35 and Mahmoud et al., 8 had studied various ways to prepare UV curable resin from palm oil. For instance, palm oil could be incorporated with acrylate monomers such trimethylolpropane tri-acrylate (TMPTA) or 1, 6-hexanediol diacrylate (HDDA) to increase the unsaturation was found convenient for wood coatings application. They found that the suitable amount of unsaturation in resin plays an important role in producing UV curable unsaturated polyester resin (UPR) based on palm oil. The acrylate palm oil as a prepolymer in free radical polymerization shows encouraging results in their studies.8,9,35 Mahendran et al. 7 and Rio et al., 40 reported the increase of the concentration of photo initiator could reduce the curing time of acrylate resin, although different properties of the coating could be achieved depending on the suitable photo initiators.7,38
Besides that, vegetable oil could be modified to introduce monomers carrying special functions into the finalized products to enhance its performance.41–45 The monomers should be compatible with the polymer structure in order to prevent the reduction of products’ quality and avoids the migration of chemicals into the environment.46,47 Meanwhile, they could improve more than one properties of UV curable coatings. 41 For example, phthalic acid ester, phosphorogenic compounds (POR) are the monomers often employed for the enhancement of flexibility and flame retardant properties in commercial products. 42 In the demand for environmental sustainability and chemical toxicological acceptability,48–50 phosphorus containing monomers were gaining greater interest though halogenated flame retardant was efficient in enhancing the flame retardant properties of the polymer. Studies revealed that non-halogenated flame retardants such as phosphorus could achieve high performance as halogenated flame retardant.26,47,51,52 Therefore, environmentally friendly type and free halogen flame retardants were considered to replace them.
In this study, monoglyceride (MG) prepared from palm oil and glycerol was interacted with GMA to produce the palm oil based resin. PPG was employed as a plasticizer to enhance the flexibility of the UV curable resin. In addition, TnBP was incorporated into the formulation to prepare a UV curable resin with desired flame retardant properties as well as plasticizer. Thus, the resin prepared could be applied as a layer of coating on the wood substrate, to alter and protect the embedded material from the fire. In addition, TnBP may have physical entanglement with the polymer chain formed via polymerization of the resin, which is then enhance the coherent strength of the resin.
Experimental
Materials
Vesawit palm oil was used in this study. Glycerol made in R&M Marketing, Essex, UK. GMA, polypropylene glycol with molecular weight 400 (PPG) and triethylamine (TEA) was purchased from Sigma-Aldrich (M) Sdn Bhd, Malaysia. Sodium hydroxide (NaOH) and hydroquinone from Fine Chemicals, Germany, and Systerm, Classic Chemicals Sdn Bhd, Malaysia respectively was used. TnBP made in Nacalai Tesque, Inc, Kyoto, Japan. Photo initiator, Irgacure 1800 (Hydroxy-cyclohexyl-phenyl-ketone) was obtained from Ciba Specialty Chemicals, Singapore.
Methodology
Preparation of monoglyceride from palm oil
Palm oil was treated with glycerol at ratio 1:2 (equivalent basis) to prepare monoglyceride (MG). The condition was set up at 220°C to 235°C for 3 h in the presence of nitrogen (N2) gas. 0.1% NaOH was added as a catalyst. This process was conducted in 5-necked reaction flasks.
Resin formulation
Composition of PPG and TnBP blend in the formulation.

UV curing of the flame retardant film
The resin prepared to be mixed with TnBP and 4% photo initiator. The concentration of TnBP (weight %) used was shown in Table 1. A film with 120 μm thickness was coated on a glass plate and the wood substrate before it was cured by IST Strahlentechnik UV machine with a lamp of the M-200-U2C type. The conveyor belt of the UV machine was set at 5 m/min.
Testing methods
Gel content determination
According to ASTM D 2765-11 (2014),
53
gel content was used to measure the percentage by mass of film insoluble in a methyl ethyl ketone (MEK) solvent after the extraction. The prepared film was conditioned for 24 h in a desiccator before it was placed in a cellulose extraction thimble for Soxhlet extraction for about 2 h. After that, the film was taken out and dried in an oven for 24 h. The gel content of the film was determined using the following equation:
Pendulum hardness
The hardness of the sample was determined using ASTM D 4366-95 (1995). 54 It is a Standard Test Methods for Hardness of Organic Coatings by pendulum damping test (A-Kӧnig pendulum hardness test). The test was performed by using ERICHSEN Pendulum damping tester model 299/300. In this test, a pendulum made has contact with a coated panel through two steel balls. As the pendulum swings back and forth from 6° to 3°, the number of oscillations executed by the pendulum movement of the balls was determined by an automatic counter and acoustic signal.
Coatings resistance to sudden impact
The resin was applied on an aluminum and subject to UV radiation for curing. The impact character of the film was measured using a Tubular impact tester which was equipped a 1 Kg falling weight. The height of the falling can be adjusted, and the coatings film impact resistance was related with the height of the falling weight, the higher the falling weight causes the failure of the film, the higher the impact resistance of the film. Five replicates of samples were conducted in this study.
Contact angle
A contact angle test was carried out following ASTM D 7334-08 (2013) 55 standard. During testing, the liquid dropped with volume 20 μm was being dropped on the sample surface. The observation was be made up by using the Attension Theta Optical Tensionmeter. From this analysis, the penetration of the resin, wettability, and water absorption of samples were obtained.
Adhesion strength
The test was followed ASTM D4541-02 (2002) 56 standard and it evaluates the pull-off strength of a coating on a rigid substrate (wood). Portable pull off adhesion tester (PosiTest At-M Manual) was used together with concentric load (20 mm diameter dolly) and two-part epoxy adhesives. Before testing, the adhesive was applied on the dolly and adhere it to the sample surface. After the adhesive cured, testing apparatus was attached to the dolly and lifting force was gradually applied. The result would be obtained after a plug of detached material was detached.
Methenamine pill test
The Methenamine pill test was done following the standard ASTM D 2859-15 (2015). 57 This test indicates the ability of flame spread on the coated sample. Methenamine pill was used as the fire source. During testing, the pill was placed at the center of the substrate surface and ignited until the flame totally extinguish. Later, the diameter of the burning area was measured.
UL 94 horizontal burning test
UL 94 was carried out followed ASTM D635-10 (2010)
58
standard. The sample in the dimension of 125 mm × 13 mm × 3 mm was prepared and being clamped horizontally during testing. The blue flame burner was pointed to another free end at 45° for 30 s. The linear burning rate (V) can be calculated by the equation below:
t = the time for specimen continues to burn, in sec
Limiting oxygen index (LOI)
LOI test was followed ASTM D 2863-13 (2014)
59
standard. The standard describes the measuring of the minimum concentration of oxygen needed to ignite a sample, expressed as percent volume. For alternative sizes for self-supporting molding or sheet materials form IVC, the dimensions were 125 mm × 6.5 mm × 3 mm. At least 10 samples were prepared and marked at 10 mm and at 60 mm from the end of the sample to be ignited. The sample was held vertically inside the chimney during testing. The calculation of the oxygen index (OI) was expressed as a percentage by volume, from the following relationship:
k = a factor obtained from Table 3 of standard D2863-13 (2014)
d = the interval of oxygen concentration changes, in percent volume
Results and discussion
In this study, palm oil was reacted with glycerol to produce monoglyceride (MG) via monoglyceride process before MG is subject to interact with GMA and PPG 400 to produce UV curable resin. The resin is then mixed TnBP photoinitiator before it was exposed to UV radiation for curing process. This process can be illustrated in Figure 1. Schematic process of the UV curable resin.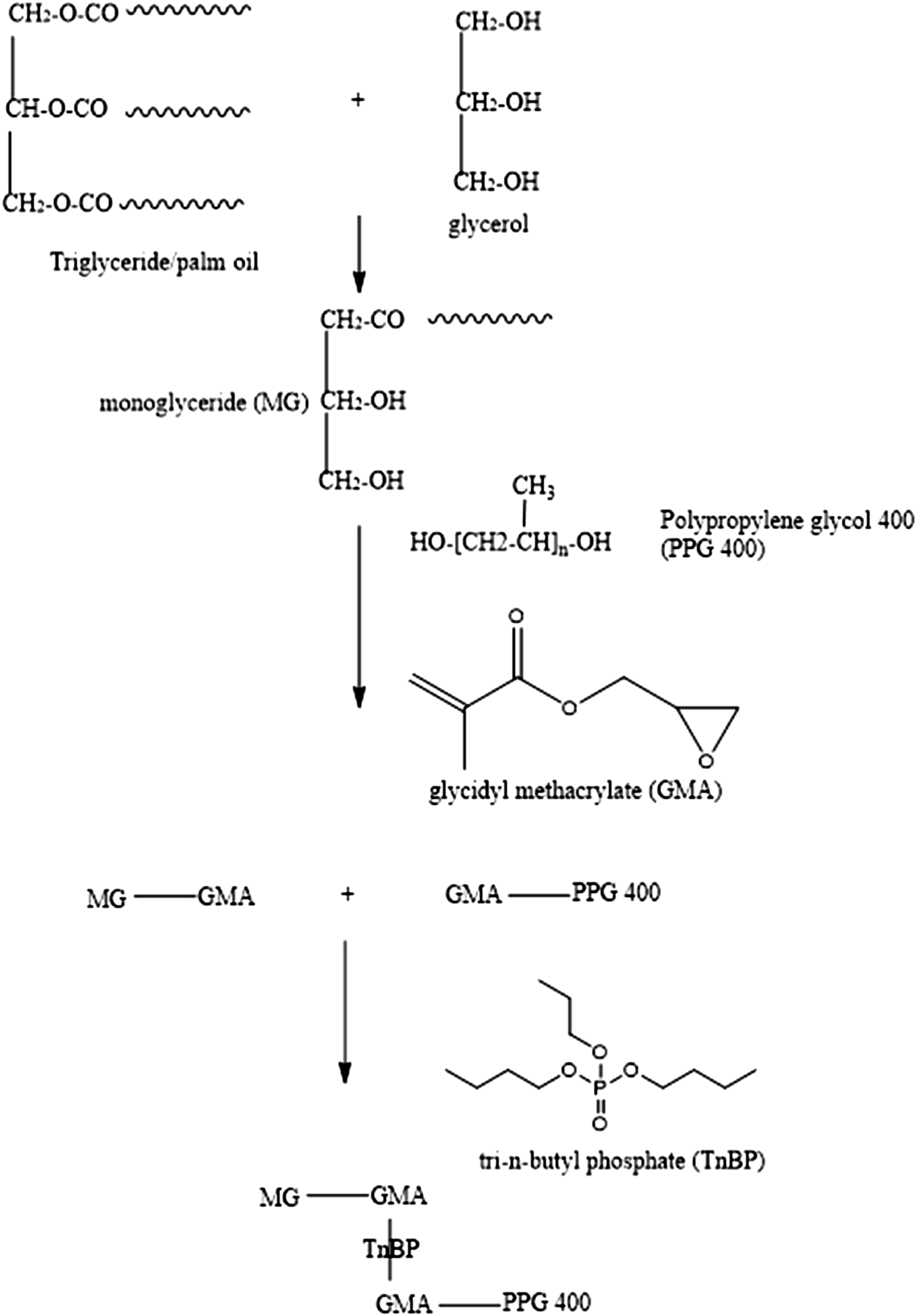
Gel content analysis was carried out to determine the insoluble fraction or percentage crosslinking that occurs in coatings. According to Bikiaris and Karayannidis,
60
gel content is credited to the development of an “infinite” network as a result of extensive branching and crosslinking that taken place between the polymers and it directly affects the properties of the polymers. During testing, the films were Soxhlet extracted in MEK to dissolve the uncrosslinked monomers or polymers. After the extraction, the gel content was determined and the results were shown in Figure 2. In general, the gel effect of each formulation was high and above 95%, which meets the requirement of UV curing. These results verify the presence of strong interaction among the C=C groups in the formulation and possessing a high degree of curing. As refers to Figure 2, the addition of PPG in the resin could enhance the gel effect of coating especially for sample P1, P2, P3, and P4. However, incorporation of TnBP could reduce the gel effect of the films. It is believed that TnBP with functionality more than two could lead to extensive branching of polymers.
60
Thus, the gel content was reduced in the incorporation of TnBP. P5 sample shows the highest value of gel content among the samples. This indicates that P5 sample has the greatest crosslinking percentage within its polymers. Gel content of samples.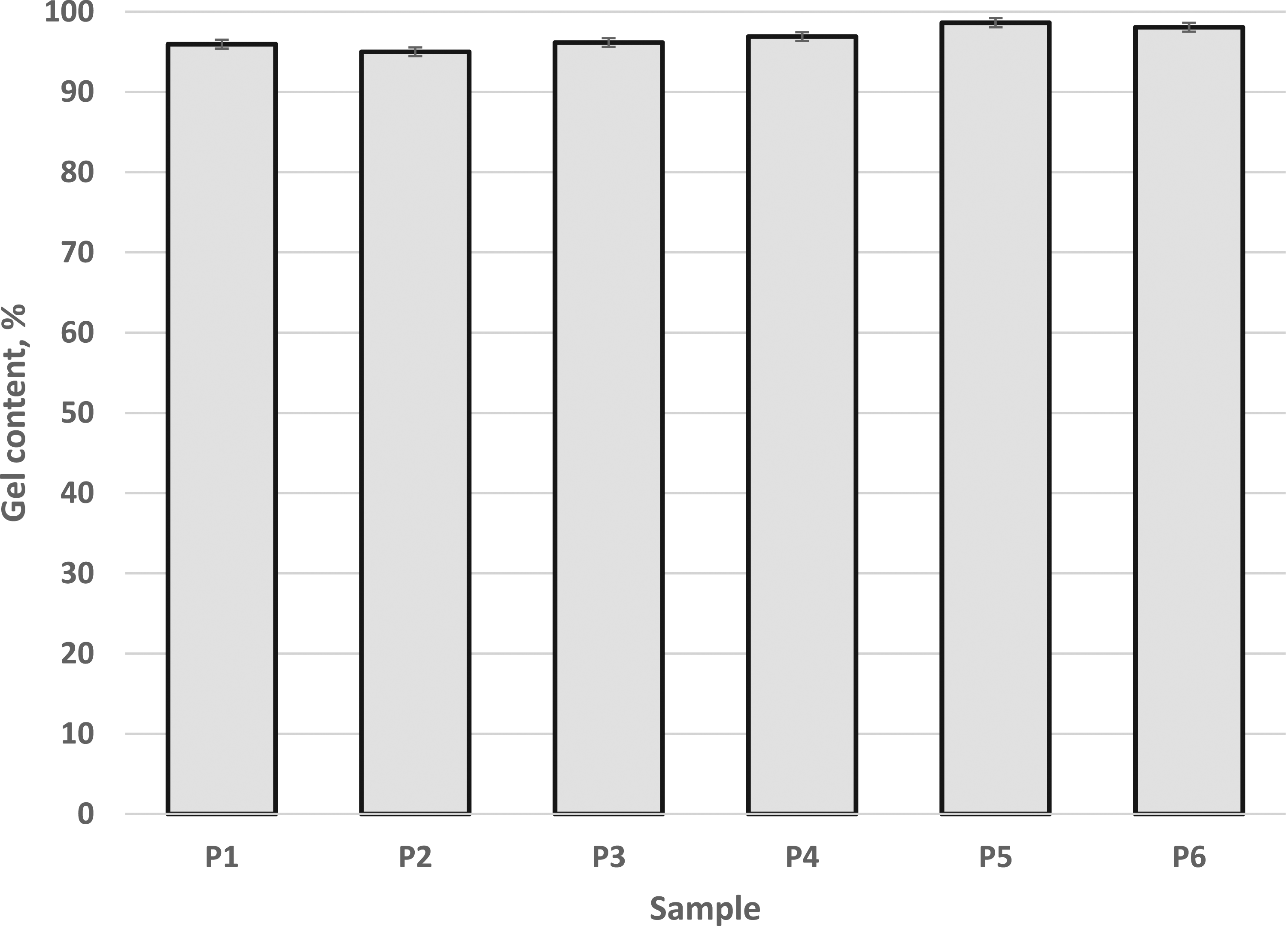
Figure 3 illustrates the effect PPG and TnBP on the pendulum hardness of the films. It could be seen that the trend of the hardness of the films was significantly decreased as the PPG and TnBP content was increased. PPG is a long chain polymer. The incorporation of PPG into the formulation could elongate and flexible the films. According to Andresen et al.,
61
the non-derivative alkyl phosphates such as TnBP, tri-isobutyl phosphate (TiBP), triphenyl phosphate (TPP) and tris-butoxy ethyl phosphate (TBEP) are predominantly applied as plasticizers, lubricants, and to regulated pore sized in concrete. Though in some cases, they are also used as flame retardants.
61
In general, pendulum hardness of films was experiencing a reduction in the increment of PPG and TnBP content in the formulation. This may probably due to the flexibility of the film was enhanced as the PPG and TnBP, to reduce the rigidity of the film. Hence, both PPG and TnBP have the plasticization effect of the UV cured film. However, PPG has a greater degree of enhancement than TnBP in reducing the brittleness of the samples. The combination of PPG and TnBP for P5 sample shows the greatest reduction in the brittleness of film among the others. Pendulum hardness of samples.
Figure 4 shows the effect of PPG and TnBP on the contact angle of the coated wood. It depicts the wetting properties of the samples. The low value of contact angle indicates a higher degree of hydrophilicity of the sample surface. In general, the contact angle of the samples, exhibits a reduction trend in the increment of PPG and TnBP concentration in the samples. As the PPG and TnBP were added into the resin, incorporation those two would enhance the hydrophilicity on coated wood. The trend was significantly different in the comparison of P1, P2, P6 samples. However, PPG gave the greater degree of enhancement in wetting properties as compared to TnBP. PPG is a hydroxyl carrier, contains more than one hydroxyl group. Consequently, it increases the greater degree of polar group and hydrophilicity of the sample. According to Fang et al.,
62
good wetting properties of the coating is an important factor that could improve the adhesion properties of the coating to a substrate. Contact angle of samples.
Water absorption was completed by using Attension Theta Optical Tensionmeter. Figure 5 depicts the results of water absorption by coated wood. Ordinarily, the trends show an increment of water absorption resulted by PPG and TnBP content in the formulation. Water absorption of the sample was inversely proportional to its contact angle. High hydrophilicity of the sample, would low the contact angle and high water absorption.
63
This statement was in agreement with both the analysis of contact angle and water absorption. Thus, the highest contact angle of P1 sample has the lowest water absorption of the sample. This reflects the high interaction between coating and wood substrate. It is believed that polar groups in the film could act as an adhesion promoter, to attract and interact with the natural substrate. Water absorption of samples.
The adhesion quality of coated wood was determined by pull-off strength test. Figure 6 depicts the pull-off strength of each sample. For the incorporation of PPG (P1–P6) and TnBP (P1–P2), the pull-off strength or adhesion properties of samples were enhanced. P5 sample with incorporated 15% PPG and 10% TnBP in the formulation shows the highest enhancement of pull-off strength among the samples. Good adhesion to the substrate is attributed to its inherent chemical structure and flexibility of the resin.
12
According to Tajau et al.,
12
pull-off or adhesion strength of the film was due to the high crosslinking density and swelling ability of the sample. It was in agreement with the previous discussions. The greater plasticization effect and water absorbability of P5 sample indicate high adhesion properties among the samples. In general, the increment of PPG and TnBP content in the formulation has improved the interfacial properties of the coated wood. The increment of hydrophilicity by both PPG and TnBP could promote the interaction and the bonding formation between film and the wood substrate. Pull-off strength of samples.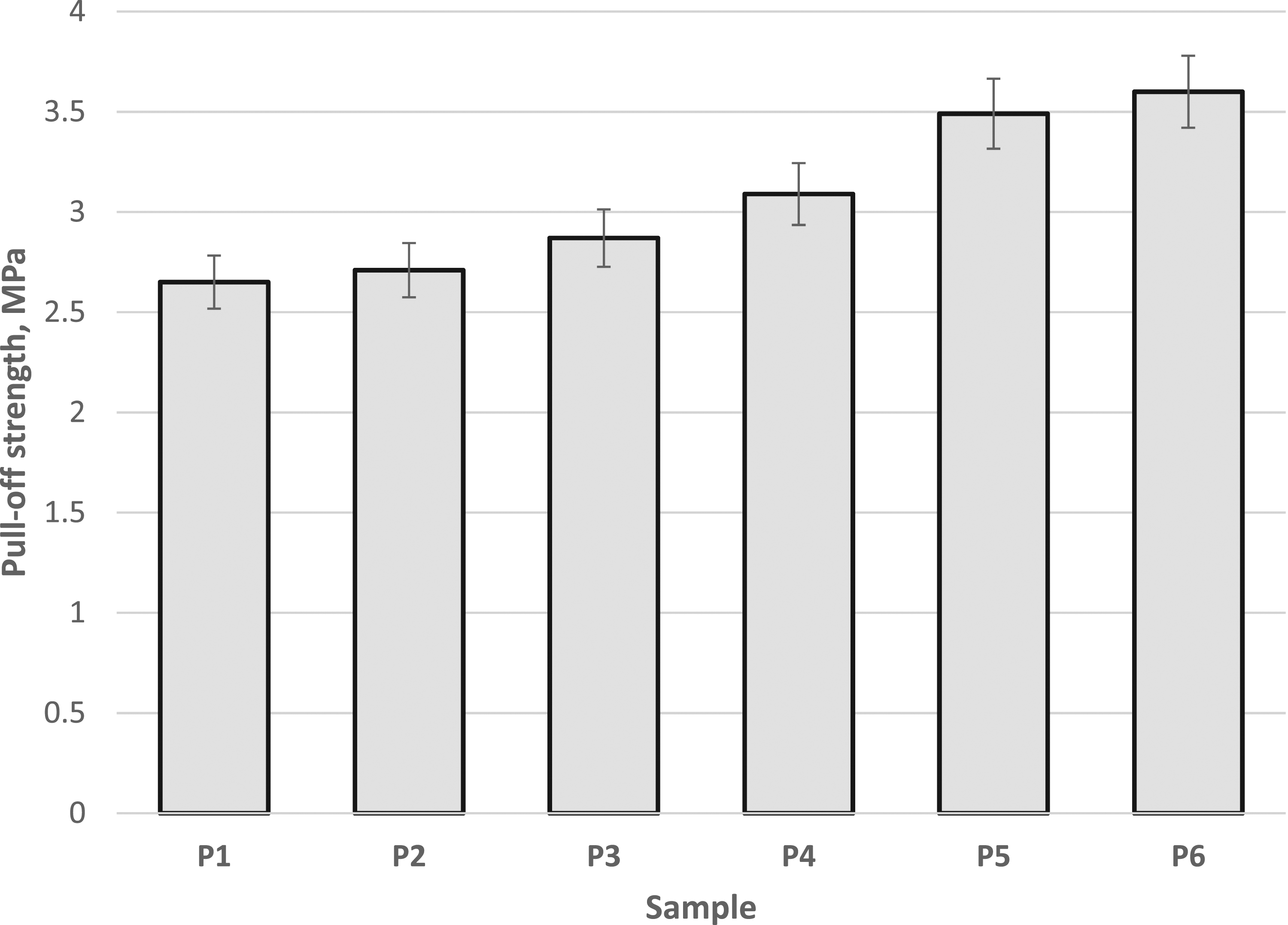
According to Aydinli and Tutas,
64
the incorporation of a plasticizer into resin could overcome the brittleness of the films, to improve flow and flexibility, and to enhance impact resistance of the coating. Impact strength is the determination of impact resistance of a material. It was identified with a load raised to and released at a specific height. The higher the height of load released, the greater the impact resistivity of a material. The impact strength of samples was summarized as shown in Figure 7. In general, the height of the hammer/load was higher than the one without PPG or TnBP. Meaning to say that the impact strength was enhanced by the incorporation of PPG and TnBP. It was shown that impact strength was significantly improved for P1 sample after additional of PPG and TnBP (P2, P3, P4, P5, and P6). This may probably due to the plasticization effect helps in reducing the rigidity of the film since PPG and TnBP could embed themselves uniformly between the polymer chains.
65
In addition, TnBP is expected to physically entangles with the polymer chain from the polymerization of the resin. Hence, the external stress could be distributed equally within the sample and increase its impact strength. The height of the loader/hammer before the sample’s failure.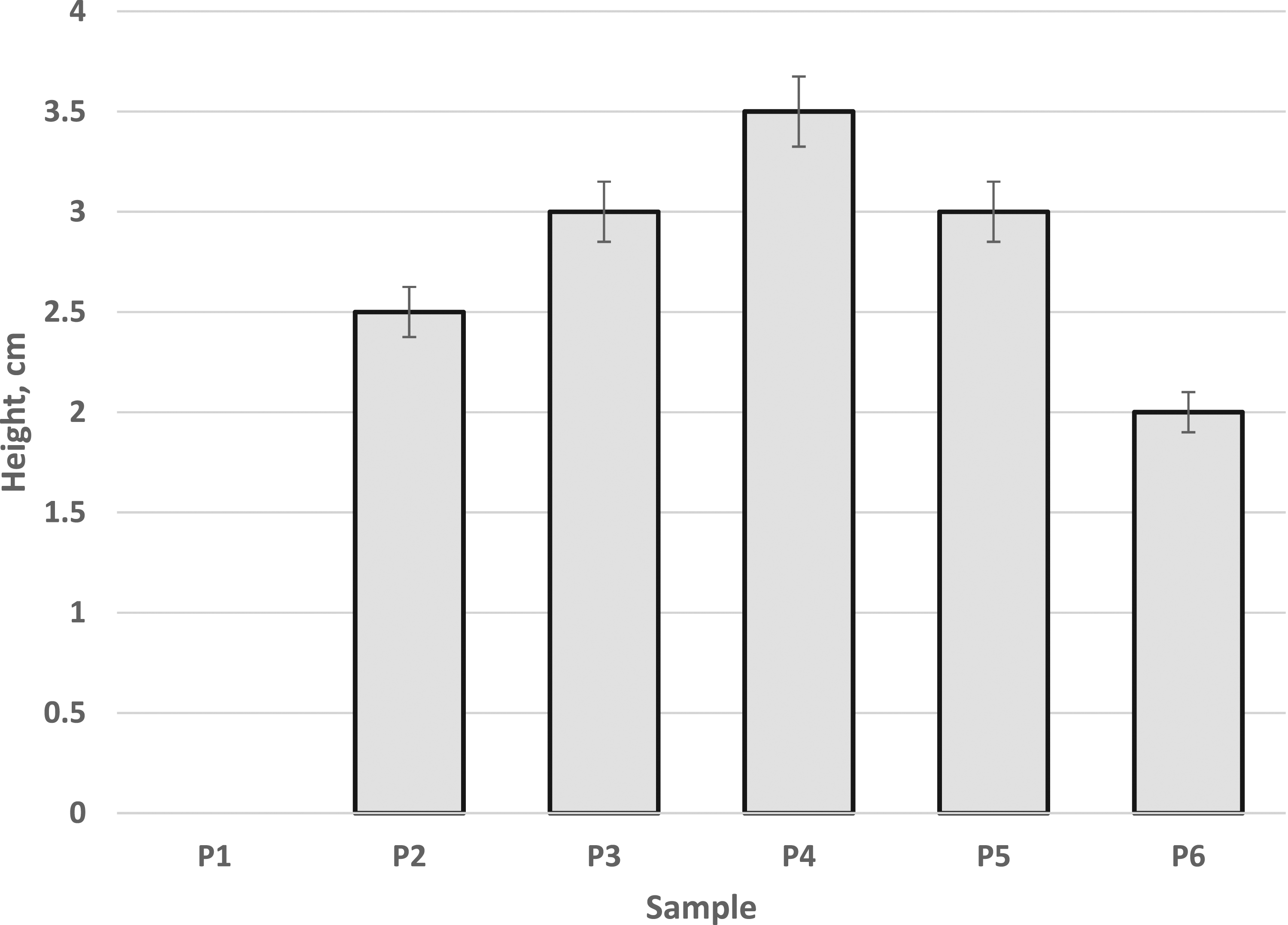
The Methenamine pill test was the studied of the flame spreadability of a fire source on a coated wood until it self-extinguish. Figure 8 shows the surface burned diameter of samples resulted from the methenamine pill test. Material with higher flame retardant properties indicates a smaller burned diameter. In general, the results show the decrement of the surface burned diameter of the sample as PPG and TnBP content was increased. As expected, TnBP as the flame retardant employed in the formulation shows greater enhancement in flame retardant properties as compared to PPG 400.44,52,63,65 Liu et al.,
65
reported that the flame retardant properties of the sample were linearly increased with the increasing of phosphorus content. The incorporation of flame retardant could increase the resistivity of the sample to flame. Thus, samples with the incorporation of flame retardants, such as P2, P3, P4, and P5 have the greatest reduction in surface burned diameter as shown in Figure 8. While the plasticization effect due to additional of PPG could promote flexibility and adhesion quality of the coated wood to provide a high quality of protection. Thus, the flame retardant properties of P6 were higher than P1 sample. For TnBP containing samples (P3, P4, and P5), the incorporation of PPG does not have a significant effect on their surface burned diameter. Surface burned diameter of samples.
Figure 9 depicts the results for UL 94 horizontal burning test for various formulations. Generally, the flame retardancy of the sample has improved as PPG and TnBP were increased. Hence, the burning rate of samples has been enhanced for its plasticization effect and flame retardant properties. It was the same as for the methenamine pill test. For P1, P2, and P6 samples, each flame retardant and plasticizer could reduce their burning rate. Meanwhile, PPG does not cause a significant effect on the flame retardant properties of TnBP containing samples. Burning rate of samples.
LOI was used to measure the minimum concentration of oxygen and nitrogen in volume percent that encourages the flame. Figure 10 shows the LOI needed to ignite each sample. Ordinarily, LOI exhibits an increasing trend as PPG and TnBP content was increased. Although TnBP was employed to improve the flame retardancy properties of coated wood, while the PPG has a greater increment in LOI needed for sample ignition. According to Gu et al.,
44
flame retardant properties of a material varied with different matrix resins and different flame retardants. It was in agreement with the results since the enhancement of physical properties of the sample by PPG 400 and could further influence its performance in flame retardant properties. Sample with high flexibility and good adhesion properties could prevent cracking and peeling off the coating from the wood substrate. Therefore, the greater the enhancement in LOI of samples in the incorporation of PPG. In addition, an increment trend in LOI was noticed by the reduction in burning rate and burned diameter of samples as discussed in previous sections. The highest LOI was achieved by P5 sample, with the formulation of 15% PPG and 5% TnBP. LOI of samples.
Conclusion
A UV curable resin based on palm oil was successfully prepared by treating palm oil with glycerol and GMA. The resin with flame retardant properties and improvement of flexibility also achieved by incorporation of TnBP and PPG. The study showed that the degree of curing for each sample was higher with gel content more than 95%. The flexibility, wetting properties, water absorbability, impact strength and adhesion quality of the sample was enhanced in increments of PPG and TnBP concentration in the formulation. The flame retardant properties of samples were improved by PPG and TnBP too. That is the reduction of surface burned diameter and burning rate, and increasing of LOI. However, the combination of PPG and TnBP in showed better achievement in physical, mechanical and flame retardant properties of samples. In minimum usage of chemicals, a sample with 15% PPG and 5% TnBP (P5) depicts the greatest performance in every aspect. This allows the usage of flame retardant (TnBP) in a more economical way since flame retardant is always expensive.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The researchers would like to acknowledge the Deanship of Scientific Research, Taif University for funding this work.