
Abstract
This paper provides an in-depth study in the various methods for toughening epoxy (EP) resin with polyamide (PA) across a range of length scales—from the atomic to the macroscopic. This allows for a fundamental understanding of the EP-PA system, as many of the atomic interactions and their kinetics inform the macroscopic mechanical properties. The kinetics of the EP-PA reaction prove that covalent bonding is energetically favorable, enabling chemical crosslinking between EP and PA. The two polymers can then mechanically interlock under a number of different processing conditions including forming a homogeneous mixture of the two, incorporating the PA into the EP in the form of fine particles, or adding the PA to an EP-fiber composite. Though each of these methods allows for the tailoring of processing conditions and final structures to an individual use, the literature shows that the underlying physical and chemical interactions can be applied to all EP-PA systems. Thus, lessons learned through the study of one EP-PA structure can be valuable in predicting the behavior of different EP-PA blends and material form combinations.
Introduction
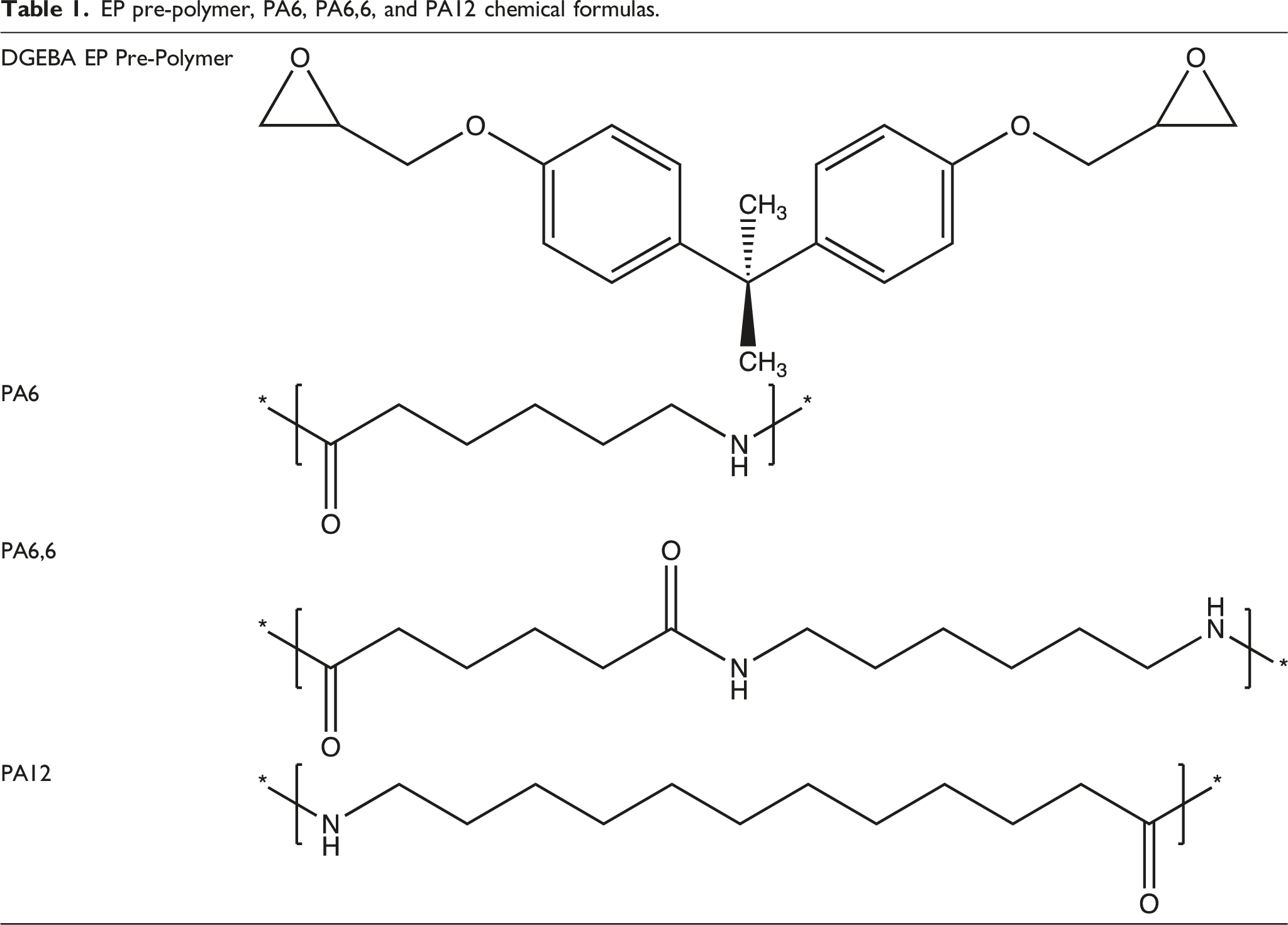
EP pre-polymer, PA6, PA6,6, and PA12 chemical formulas.
Though polyamide (PA) has properties that make it desirable for toughening epoxies, there has not been much research on such blends and material form combinations. However, there has been extensive research on toughening epoxies using other materials, and these blends can still offer insights into the behavior of PA-toughened materials. One of the most common EP-toughening materials is rubber, which is often incorporated into uncured EP in particle form. The rubber particles serve as ductile phases that can absorb impact energy and inhibit crack growth.2–5 Garg and Mai 2 propose some of the toughening mechanisms in rubber-toughened epoxies based on research done on such systems. They suggest that the particles cavitate while simultaneously promoting shear band growth in the EP. The shear bands grow in response to tensile loads and are arrested by other rubber particles. Garg and Mai also present rubber particle crack bridging as a potential secondary energy absorption mechanism. Though these observations are based on rubber-toughened epoxies, the same toughening mechanisms may also apply to lightly crosslinked EP systems that are toughened with other kinds of particles. However, the primary toughening mechanisms Garg and Mai suggest are incompatible with highly-crosslinked systems, where the matrices are unable to deform or shear.
Bagheri et al. 6 find that there is a critical rubber concentration above which the maximum matrix shear deformation does not increase and may even decrease. Particle size is hypothesized to have a minimal effect on matrix toughness—though larger particles are able to bridge across cracks, particle bridging is only a secondary toughening mechanism, so larger particle size does not have a significant impact. One caveat is that the particles must be sufficiently large to interact with the crack tip.
Thermoplastics have also been used to toughen EP resins due to their potential for compatibility with EP.7–13 Crystalline thermoplastic regions can absorb energy through deformation of crystalline regions as well as through plastic deformation of the amorphous regions. Hodgkin et al. 7 summarize factors that can make specific thermoplastics ideally suited for use as EP toughening agents. They find that generally, an ideal thermoplastic toughening agent will have reactive end groups, a thermally stable backbone that is partially miscible in EP, high molecular weight, and a co-continuous or phase-inverted morphology with EP. Further, in contrast with rubber-toughened systems, epoxies with higher crosslink densities benefit more from thermoplastic toughening than lightly crosslinked systems do.
Frigione et al. 10 suggest that lightly-crosslinked thermosets can be effectively toughened by the inclusion of soft or rubbery particles, while highly-crosslinked thermoset resins require a strong bond to the toughening agent to benefit from toughening. In highly-crosslinked systems, glassy inclusions with similar moduli to the resin will generally provide the most effective toughening, as stress concentrations at the interface will be small, limiting debonding.
When incorporating thermoplastics into highly crosslinked epoxies, strong adhesion between the two phases is critical. Extensive work has been conducted to determine the primary theories of adhesion.14–23 It is generally agreed that the factors that contribute to adhesion include: • Mechanical interlocking, where an adhesive may fill in rough regions of a solid substrate • Chemical bonding, where reactive groups may form covalent, ionic, or hydrogen bonds across the interface • Diffusion theory, which describes intermingling of polymer chains due to diffusion across the interface • Physical adsorption, which describes van der Waals interactions between dipoles on either side of the interface • Electrostatic theory, wherein charge differences may create an electrostatic double layer at the interface • Weak boundary layer theory, where contaminants on the surface can form a cohesively weak boundary layer.
These factors can all contribute to adhesion to varying degrees, depending on the material system. Adhesion can be improved by selecting material systems that have the potential to take advantage of these principles. Some thermoplastics that are commonly used to toughen epoxies include polysulfones,24–46 polyetherimide,47–56 poly (phthalazone ether ketone),57–59 polyphenylene oxide,60–63 polyimide,64–68 and poly (ether ether ketone)-based polymers with modified end groups.53,69–71
Polyamide is of particular interest as a thermoplastic toughening agent due to its potential to form covalent chemical bonds with EP. Further, both PA and EP are polar molecules. This compatibility enhances their miscibility, promoting interdiffusion to allow for mechanical as well as chemical crosslinking. 1 Polyamides are polymers in which monomers are linked with amide bonds. Different types of PA are characterized by the number of carbon atoms in the monomers. Some common PAs and their structures are shown in Table 1. The fewer carbon atoms there are between amide groups, the closer the reactive amide groups are to each other, and the more polar and reactive the polymer is overall.
Cure kinetics
The PA-EP cure reaction is well documented due to the popularity of PA as a curing agent to create EP-PA networks for use in adhesives and coatings.72–74 The reaction proceeds primarily through attack on the EP ring by the PA nitrogen atoms, as depicted below. 75
Wang and Chen 76 studied PA-EP blends and determined that there are three distinct phases of such blends: a semicrystalline pure PA phase, an amorphous PA-EP phase, and an amorphous pure EP phase. The blends exhibited maximum tensile strength at 5% EP content, due to the effect of stress-induced crystallization in the PA-rich phase. The maximum shear stress occurs at 30% EP content, where increased crosslinking with increased EP content has a reinforcing effect on shear strength.
Zhong and Guo
75
studied the cure kinetics of a PA-EP blended system over a wide range of compositions, finding that the primary reaction proceeds as illustrated in Figure 1. However, there is a second reaction mechanism, pictured below, that has a much higher activation energy. (Figure 2) Primary EP-PA reaction, attack on oxirane ring by PA nitrogen atom. Adapted from Zhong et al.
75
Secondary EP-PA reaction. Adapted from Zhong et al.
75


This reaction becomes dominant when the EP is in stoichiometric excess, above 63wt% for this system. The secondary reaction uses the product of the first reaction as a reactant and can therefore only occur after the first. This, combined with the fact that the reaction only occurs at high EP concentrations, suggests that it becomes the dominant mechanism only when there are few primary reactive sites remaining. Prime and Sacher 77 also observed a secondary reaction that only occurred at elevated temperatures, confirming the presence of a secondary reaction with a higher activation energy than the primary reaction.
All compositions Zhong tested resulted in a single amorphous phase after cure, although both 80:20 and 90:10 PA to EP ratios were crystallizable after curing. This conflicts with Wang’s findings of three distinct phases in cured PA-EP blends. Both groups used alcohol-soluble PA, which was mixed with EP resin and dried fully before testing. A key difference between the two projects is that Zhong 75 did not add an EP curing agent to the system, meaning EP pre-polymer could only react with PA chains. The choice of EP curing agent can affect the cured morphology of thermoplastic-toughened epoxies, 78 which may offer a partial explanation for the difference in morphology between Zhong’s and Wang’s studies.
Zhong 75 and Wang 76 do agree in finding that a PA phase can still crystallize after bonding to EP, provided the EP concentration in the PA phase is sufficiently low. Zhong suggests that the crystallization threshold is 20wt% EP, while Wang finds that this threshold is 5wt% EP.
De Schoenmaker 79 et al. studied the effect of PA nanofibers on EP cure behavior. They found that PA fibers had a catalytic effect on the cure reaction between EP pre-polymers and the amine curing agent, although they hypothesized that this effect could come from the release of absorbed water from the PA fibers. In a follow-up work by van der Heijden et al., 80 the effect of water content is investigated further. They find that dry PA fibers have a slight catalyzing effect on the EP resin, an effect that is enhanced by the presence of water in the system. The EP pre-polymers preferentially adsorb to the PA surface, which plasticizes the EP. The reaction quickly becomes diffusion-limited due to covalent crosslinking at the surface of the PA fibers. It is important to understand the effect of absorbed water on the reaction of PA with EP since PA that has not been thoroughly dried will contain water. In most manufacturing contexts, it is reasonable to assume that PA used will contain absorbed water.
Kim et al.
81
studied the reaction kinetics of a homogeneous PA6-EP matrix impregnating a carbon fiber fabric. They found that a 40:60 PA:EP ratio yielded the most favorable composite, with a maximum in interfacial and interlaminar shear strength. These results support Zhong’s
75
theory that for EP content above approximately 63%, a secondary reaction mechanism is dominant, and it appears that this reaction is unfavorable for mechanical properties based on the decline in performance above this EP content. Composites made with 10wt% and 20wt% PA performed worse than neat EP, so in these composites the PA had a detrimental effect. (Figure 3) Interlaminar and interfacial shear strength as a function of PA content in EP-carbon fiber composites. Blend composition is listed on the x-axis as a ratio of PA (N) to EP (E). Reprinted from Composites Part B: Engineering, 112, K.-W. Kim et al., Cure behaviors and mechanical properties of carbon fiber-reinforced nylon 6/epoxy blended matrix composites, 15–21, Copyright 2017, with permission from Elsevier.
81

The cure kinetics of the EP-PA cure reaction give important insight into the macroscopic EP-PA interaction. The system can form covalent crosslinks, which will enhance the interaction between the two materials. This improved interaction will in turn prevent the two components from debonding, which will improve the mechanical properties.
Solution-dissolved blends
Dissolving PA in solution is a common way to create homogeneous PA-EP blends. Vyas and Iroh 82 studied the crystallization behavior of homogenized PA6-EP blends. The PA was able to crystallize in the presence of EP pre-polymer due to the formation of hydrogen bonds between portions of the PA chain, while the amorphous region of the PA formed covalent bonds with the EP pre-polymer to form a crosslinked network. This work agrees with Wang’s 76 supposition that homogenized EP-PA blends form a multiphase structure upon cure.
In some cases it may be desirable to add small amounts of EP to PA, rather than the other way around. This occurs primarily in adhesive and coating applications where the EP can improve the stiffness of the PA. Gorton 83 found that incorporating a small amount (15wt%) of EP into a PA resin doubles the PA joint strength by suppressing the yield and non-linear stress/strain behavior of the polymer and forcing an apparent linear-elastic to brittle fracture behavior. An amide curing agent profoundly increases the amount of crosslinking between the PA and the EP, especially at lower EP content—suggesting that the curing agent actually can improve the mechanical properties of the system rather than competing with the PA reactive sites. The curing agent likely enables the EP to intertwine with the PA chains, increasing mechanical interlocking. This indicates that for this system, mechanical interlocking is the primary toughening mechanism afforded by the PA.
Bakar et al. 84 dissolved varying amounts of PA6 into an EP resin and observed an increase in impact strength, flexural strength, and resistance to crack propagation over neat EP. A combination of EP with 5wt% PA6 provided the greatest improvement in impact strength and critical stress intensity factor and fracture energy over neat EP. At higher PA concentrations, the improvement in mechanical properties was reduced, eventually falling below the neat EP values. This supports the idea that there is a critical thermoplastic concentration that will allow for optimal EP toughening. However, the PA should have better impact behavior than EP, so this decrease in impact properties with increasing PA content shows the emergence of a competing mechanism with the toughening benefit of added PA. Perhaps the increase in interfacial EP/PA areas is detrimental to the impact properties of this system.
Because of PA’s hydrophilic nature, water absorption is a concern for blends containing PA. Delollis and Montoya
85
studied the effect of prolonged exposure to liquid and vapor water on the shear strength of a PA-EP adhesive. While the shear strength of the samples reached an approximately steady value after 2 months of exposure to high humidity, the strength of the specimens exposed to water never reached a steady value (Figure 4). Shear strength of PA-EP adhesive as a function of exposure time in water and humidity. Reprinted from Journal of Applied Polymer Science, 11 (6), N.J. Delollis, Mode of failure in structural adhesive bonds, 983–989, Copyright 1996, with permission from John Wiley & Sons.
85
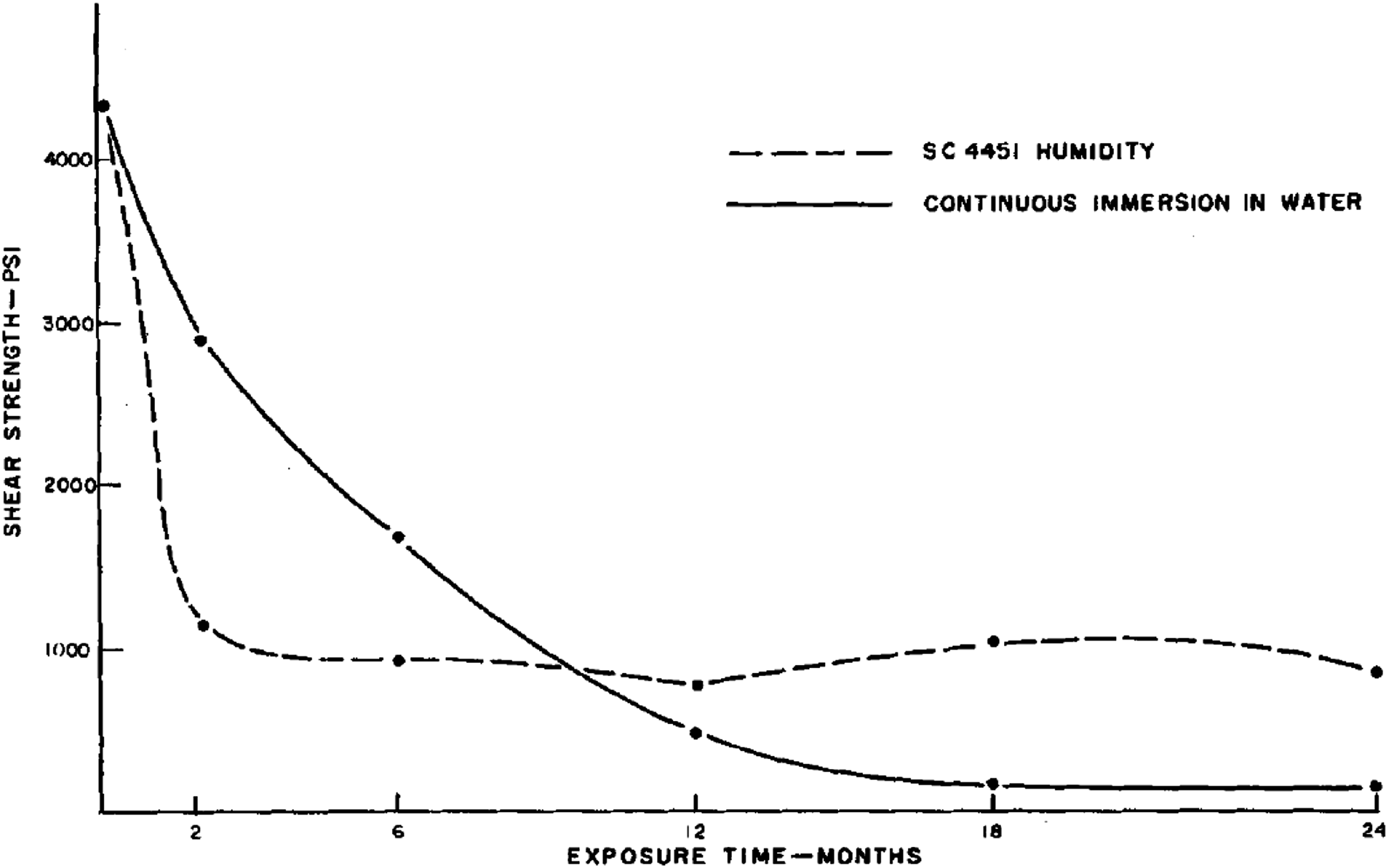
This suggests that the PA-EP adhesive could be used in a humid environment as long as the decrease in strength was anticipated and designed for, but it would be unsuitable in a liquid water environment. The strength is reduced by the PA preferentially absorbing the water, which weakens the interaction between the adhesive and the adherend. In a design where the PA can covalently bond to EP and is not required to adhere to anything else, it is possible that the effect of moisture on the system would be less appreciable. The polar water molecules would still interact with the polar PA chains, but the covalent bonds between polymer chains will remain intact.
Butt and Cotter 86 studied the effect of humidity on the strength and failure of an EP-PA adhesive. Exposure to humidity negatively affected many of the properties of the test specimens. However, both thermal and dynamic mechanical properties were recovered by drying, while moisture-induced losses in adhesive strength were irreversible due to the degradation of adhesive bonds by the water.
Ishisaka and Kawagoe 87 found that the equilibrium water concentration in both EP and PA6 was heavily dependent on relative humidity of the environment. However, while the PA6 diffusion coefficient also exhibited a strong dependence on relative humidity, the EP diffusion coefficient was relatively invariant with environment. Therefore, EP will reach its equilibrium water content after an approximately constant exposure time while the required exposure time to reach equilibrium water content in PA will vary with environment. Further, the equilibrium water content in PA6 was approximately two times greater than that of EP in all environments. This behavior is important to consider when determining whether a material’s properties have reached a steady state or will continue to change with prolonged exposure to a humid environment.
Even though forming a homogeneous solution of EP and PA is only one way to combine the two materials, the results still provide valuable insights that are applicable to other methods of joining the two. The partial miscibility of PA in EP is encouraging, as it suggests that the two materials can be combined successfully to form covalent crosslinks and improve the mechanical properties over neat EP. Water absorption is a concern in all PA systems, as the polar water molecules are drawn to the polar amide groups, which leads to degradation of mechanical properties. Contributions from the swelling of the PA phase by water absorption could also play a role in the overall performance of the EP-PA system.
Fine polyamide particles in epoxies matrix
An alternative to creating a homogeneous PA-EP solution is introducing the two phases separately. A common way to do this is to add fine PA particles to uncured EP, eliminating the need for solvents or extreme temperatures and making the process more economical and environmentally friendly. During the EP cure cycle, the temperature is elevated so that PA chain mobility increases to the point where interaction between the EP pre-polymers and the PA chains is possible.
Lu et al.
88
studied the toughening mechanisms in particle-modified EP systems. Highly crosslinked resins failed through the debonding of the modifier particles from the matrix, yielding a decrease in the fracture toughness. Lightly crosslinked resins were able to deform in shear, improving fracture toughness (Figure 5). This confirms that energy absorption mechanisms in PA particle-toughened EP resins are the same as those found for other particle-toughened EP systems.2,6,7 Shear failure modes of a lightly crosslinked EP (a), highly crosslinked EP at room temperature (b), and highly crosslinked EP at 160oC (c). Reprinted from Polymer Bulletin, F. Lu et al., Toughening mechanisms in modified epoxy resins with different crosslink densities, Copyright 1996, with permission from Springer.
88

Cardwell and Yee
89
attempted to toughen a highly crosslinked EP resin with PA12 particles. They successfully toughened the system at low strain rates, proving that the PA12-EP bond is sufficiently strong that PA 12 can be used to toughen highly-crosslinked epoxies. This is achieved as the PA bridges across the crack, increasing the material’s fracture toughness (Figure 6(a)), and plastically deforms without causing damage to the surrounding matrix (Figure 6(b)). PA12 fiber bridging in EP (a) and PA12 deformation in EP (b). Reprinted from Journal of Materials Science, B.J. Cardwell et al., Toughening of epoxies through thermoplastic crack bridging, Copyright 1998, with permission from Springer.
89

Cardwell identifies several characteristics of successful thermoplastic matrix toughening agents, including good matrix-toughener adhesion and high work to fracture in the thermoplastic. These two properties must be carefully balanced, as strong matrix-thermoplastic adhesion can inhibit plastic deformation of the thermoplastic before failure.
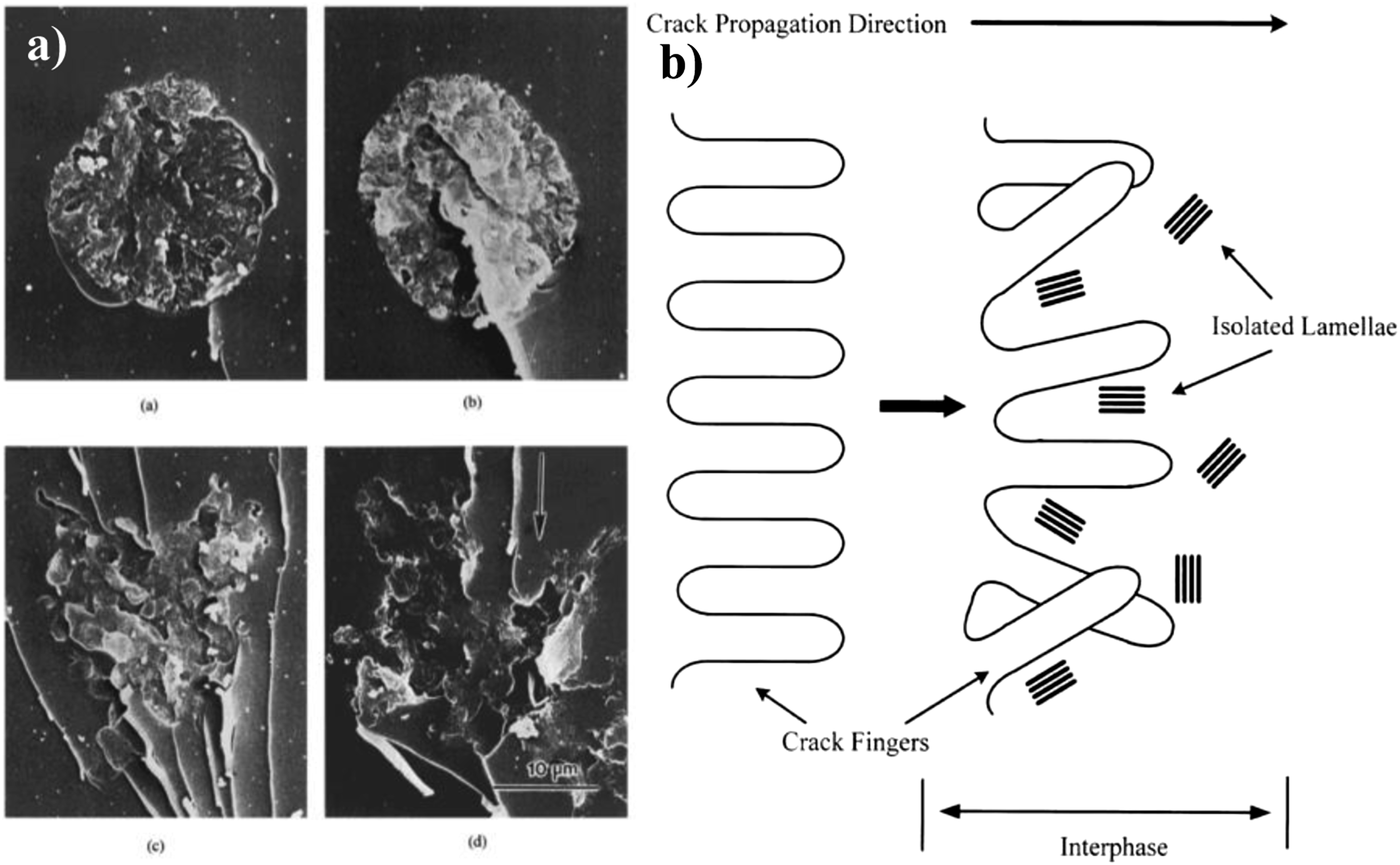
Kim et al.
90
studied the effect of mixing temperature on the structure and fracture energy of EP toughened with 5wt% PA6 particles. The maximum fracture energy was in samples mixed just below the PA melting temperature, at which point the PA began to dissolve (Figure 7(a)). There was no difference in modulus or yield stress as a result of mixing temperature. The PA reacted with the EP to form covalent bonds, but also formed crystalline lamellae in the interphase. Further crystallization was not possible due to the high viscosity of the blends resulting from the chemical crosslinking. The crystalline lamellae in the interphase are on the same length scale as the crack fingers that extend from the crack front, which enables the lamellae to deflect the crack fingers, toughening the material (Figure 7(b)). This study points to the importance of elevating the processing temperature to just under the PA melting temperature for full development of fracture toughness. PA6 particle in EP at mixing temperatures of 30oC, 210oC, 220oC, and 230oC (a). Crystalline PA6 lamellae deflecting crack fingers at a growing crack front (b). Reprinted from Journal of Applied Polymer Science, 72 (8), S. Kim et al., Effects of mixing temperatures on the morphology and toughness of epoxy/polyamide blends, 1055–1063, Copyright 1996, with permission from John Wiley & Sons.
90
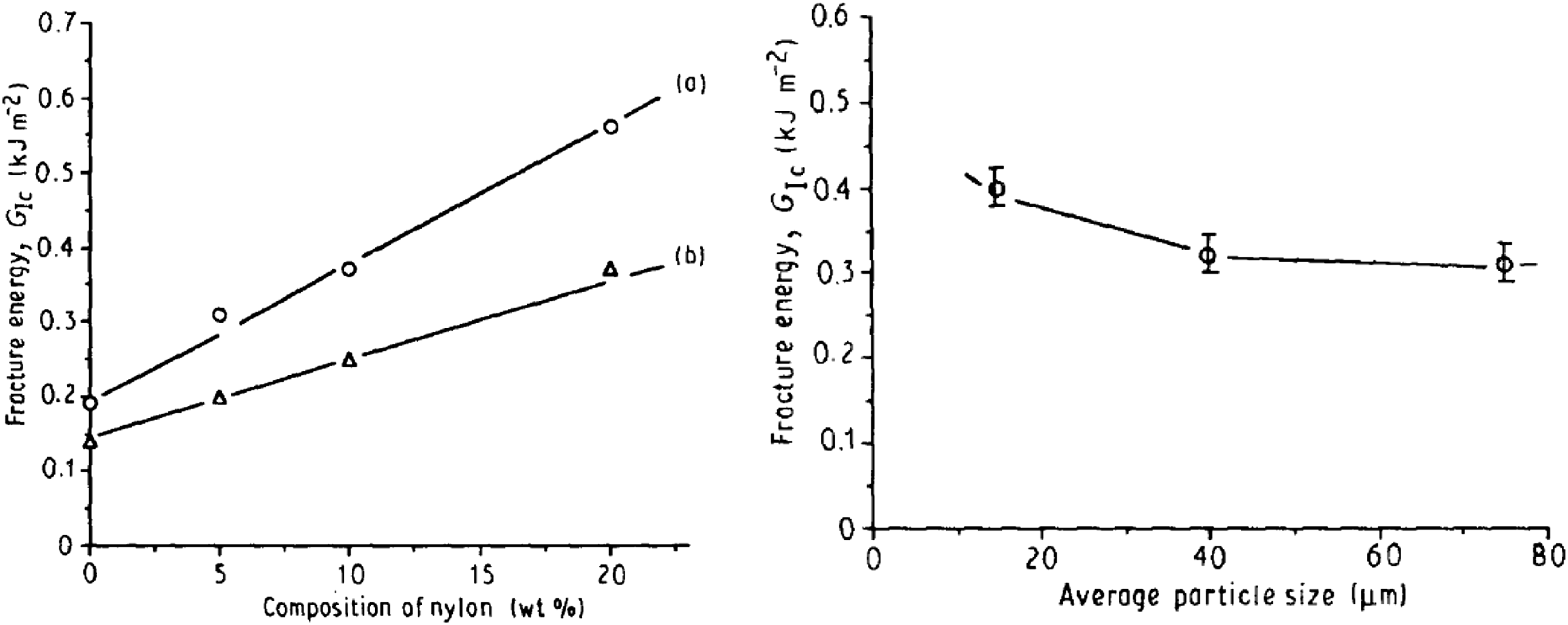
Kim and Robertson
91
used crystalline PA6 particles to toughen an EP matrix, up to 20wt% PA. The resulting matrix experienced an approximately linear increase in fracture toughness with increasing PA concentration, with a further improvement from decreasing particle size, as evident in Figure 8. The elastic modulus, glass transition temperature and yield strength all remained unchanged with the addition of PA particles. Fracture energy absorbed as a function of PA composition (left) and of PA particle size (right). Reprinted from Journal of Materials Science, J.K. Kim et al., Toughening of thermoset polymers by rigid crystalline particles, Copyright 1969, with permission from Springer.
91
Girodet et al.
92
used PA6 and PA12 particles below their melting points, which enabled them to maintain their original shape when mixed with EP. Neither PA type had any effect on the EP elastic properties, but PA6-toughened epoxies experienced a linear increase in critical stress intensity factor with increasing PA concentration (Figure 9) while PA12 had no effect on critical stress intensity factor. These differences are likely caused by the stronger bond between PA6 and EP than between PA12 and EP due to the more reactive nature of PA6. The strong PA6-EP bond enables failure to occur through a bridging mechanism as Cardwell describes.
89
Critical stress intensity factor as a function of PA6 concentration. Reprinted from Journal of Materials Science, C. Girodet et al., Influence of the addition of thermoplastic preformed particles on the properties of an epoxy/anhydride network, Copyright 1996, with permission from Springer.
92

These studies show that it is possible for EP to interact with PA below the PA melting point without an additional solvent. At the EP cure temperature, the PA chain mobility is sufficient to allow the PA chains to intermingle with the EP pre-polymer. Further, the PA particles are able to provide different toughening mechanisms when they comprise continuous regions than when they are mixed to form continuous blends with EP, as PA particles are able to reroute and absorb energy applied to the matrix. This different energy absorption mechanism means that the PA-EP adhesion must also be considered and optimized to obtain the desired properties.
Epoxies-matrix composites containing fibers and polyamide
Composites have recently grown in use due to their high specific strength, allowing them to replace heavier metals that have traditionally been used in automotive or aerospace applications. However, commonly used EP-fiber composites are brittle and can benefit from modification in order to perform well in applications where impact resistance or damping is needed.93–96 The addition of PA to these systems allows for toughening without sacrificing mechanical performance. PAs are typically incorporated as discrete separate phases since creating a homogeneous matrix increases resin viscosity, making fiber impregnation difficult.
Jang et al. 97 used several thermoplastic and reinforcement fiber weaves overmolded with EP resin to study impact behavior. They found that the ability of the thermoplastic to deform in response to impact is essential for energy absorption, and the EP-PA system studied limited the PA deformation-to-failure from 20% in neat PA to 4% in the hybrid system. Therefore, for an application where high impact energy absorption is important, this system could benefit from reduced PA-EP adhesion, allowing for increased PA deformation.
Beier et al.98,99 used PA yarns with low melting temperatures to stitch together non-crimp carbon fiber fabrics. The PA yarns are able to melt into the EP matrix during processing, as in Figure 10. PA yarns (vertical regions) melted between plies of carbon fiber. Reprinted from Composites Part A: Applied Science and Manufacturing, 39 (9), U. Beier et al., Mechanical performance of carbon fibre-reinforced composites based on preforms stitched with innovative low-melting temperature and matrix soluble thermoplastic yarns, 1572–1581, Copyright 2008, with permission from Elsevier.
99

The yarns allow for improvements in GIC and tensile strength relative to composites without PA stitching yarns. However, the yarns proved detrimental to compression after impact strength. Beier et al. believe that some of the decreases in mechanical properties could be due to the inability of the low melting temperature fibers to support the applied loads. Perhaps stitching the composites with a different grade of PA yarn might prevent this reduction in properties.
Hogg
100
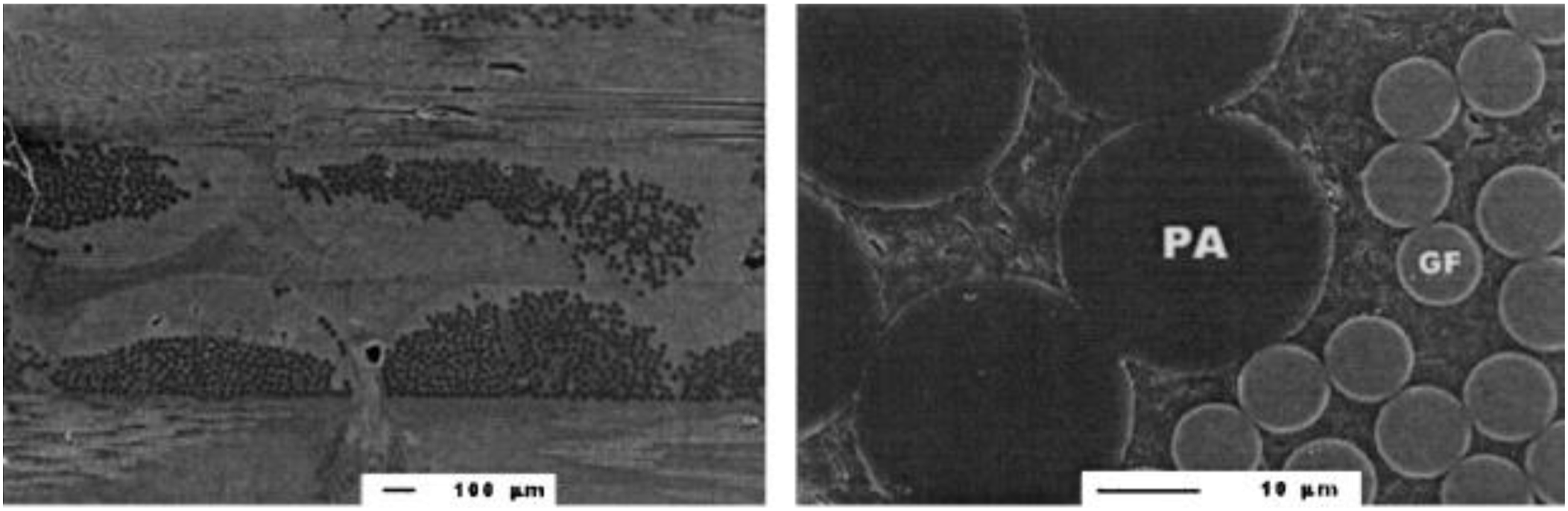
examined the toughening effect of comingling thermoplastic fibers, including PA, into plain weave carbon fiber fabrics that were overmolded with EP resin through resin transfer molding. A schematic of the comingled fiber system is shown in Figure 11. An idealized schematic of the comingled PA and structural fibers in a thermoset matrix. Reprinted from Materials Science and Engineering: A, 412 (1–2), P.J. Hogg, Toughening of thermosetting composites with thermoplastic fibres, 97–103, Copyright 2005, with permission from Elsevier.
100

The PA fibers improved the impact resistance and Mode-I and Mode-II fracture toughness of the EP-carbon fiber system, primarily by inhibiting delamination growth in the composite. However, the large diameter of the PA threads relative to the carbon fibers led to a very low carbon fiber volume fraction, around 25% (Figure 12). Relative size of PA and structural fibers in EP matrix. Reprinted from Composites Science and Technology, 63 (3–4), C. Thanomsilp, P.J. Hogg, Penetration impact resistance of hybrid composites based on commingled yarn fabrics, 467–482, Copyright 2003, with permission from Elsevier.
101
This low carbon fiber content led to a significant decrease in strength from traditional carbon fiber-EP composites, which typically have fiber volume fractions of approximately 60%. Therefore, this study does not provide a valuable basis for comparison with high performance composite materials, and such a material could not be a viable substitute in a high-strength application.
Thanomsilp and Hogg 101 also studied impact resistance of composites made from comingled woven thermoplastic and glass fibers impregnated with EP resin. They found that systems in which the thermoplastic fibers melted into the EP during cure did not perform any better than glass fiber-EP systems with no thermoplastic added, indicating a toughened matrix has no effect on impact toughness in this geometry. However, when the thermoplastic fibers remained intact during cure, the composite experienced increased energy absorption due to the delamination and subsequent deformation of the thermoplastics, similar to the toughening mechanisms found in particle-toughened epoxies. This effect was less pronounced in systems where the EP-thermoplastic adhesion was stronger, as deformation in the thermoplastic phase was inhibited by interaction with the brittle EP matrix. Again, it is clear that there is a delicate balance between strong thermoplastic-EP adhesion for enhanced structural integrity of a finished part and weak interaction to allow the thermoplastic phase to deform. Although Thanomsilp found no improvement in impact toughness due to matrix toughening, thermoplastic-toughened matrices do offer other improvements to mechanical performance which should be considered when designing a composite system.
Other work by Thanomsilp and Hogg 102 supports the claim that incorporating PA fibers into a woven reinforcement fabric can improve GIC. However, they found that the inclusion of PA fibers had a detrimental effect on GIIC of glass fiber-based composites, in contrast to the improvement in GIIC seen when PA fibers were incorporated into carbon fiber-based composites. 100 While one study uses carbon fibers and the other uses glass fibers, the composite geometries are otherwise similar and there is no explanation offered for the discrepancy in the effect on GIIC.
Another method of incorporating thermoplastic into a fibrous composite is to coat individual fibers or woven fabrics in the thermoplastic before impregnating the system with EP. Varelidis et al. 103 compared two methods of coating carbon fibers with PA6,6 before impregnation with EP. They concluded that the solution dip coating method, which yielded composites with high-molecular weight PA6,6, provided improved adhesion between the fibers and the matrix over uncoated fibers. However, fibers coated through an interfacial coating method had low-molecular weight PA chains and experienced a decrease in adhesion to the EP matrix from those in composites without polymer coatings.
Varelidis et al. 104 also used the solution dip coating and interfacial polymerization methods to coat Kevlar fabrics with PA6,6 before impregnating them with EP resin. They observed that the PA decreased interlaminar shear stress and interfacial fracture toughness, although the solution coating method generally had less of a detrimental effect on these properties than the interfacial method. This provides further evidence that highly-crosslinked PA is preferable to lightly-crosslinked PA in enhancing composite mechanical properties, although both can negatively affect certain properties. The PA coating was found to increase the water uptake of the composite because of the highly hydrophilic nature of the PA, confirming that the findings of Delollis 85 and Butt 86 for water absorption in homogenized PA-EP systems are applicable to composite systems.
Skourlis et al. 105 coated individual carbon fibers with a thin layer of PA using an in-situ polyamidization coating method. These coated fibers were used to manufacture unidirectional composites in an EP matrix. A thin PA coating enhanced the tensile and impact properties, but had a detrimental effect on the flexural properties. The reason for this is unclear due to the complicated stress field involved in three-point bend tests.
Incorporating PA in EP-fiber composites can greatly toughen the system. In systems where continuous PA fibers are comingled with reinforcing glass or carbon fibers, the composites benefitted from the ability of the PA fibers to deform under applied load and inhibit crack growth through EP-PA crosslinking. The studies on PA-coated fibers point to the importance of PA molecular weight in a combined system, as low molecular weight provided insufficient interlocking to toughen the systems. It has already been shown that mechanical interlocking between the EP and the PA is crucial in enhancing mechanical properties, and the studies on the effect of various fiber coatings explain the role of molecular weight in this mechanical interlocking.
Fiber-reinforced EP composites with polyamide interleaves
Another popular method to improve the fracture properties of an EP-matrix composite is to include a ductile interleaf between some or all composite layers. These interlayers bond composite plies together and absorb energy, reducing any dissimilarity in fiber properties between plies. The idea was introduced by Favre,
106
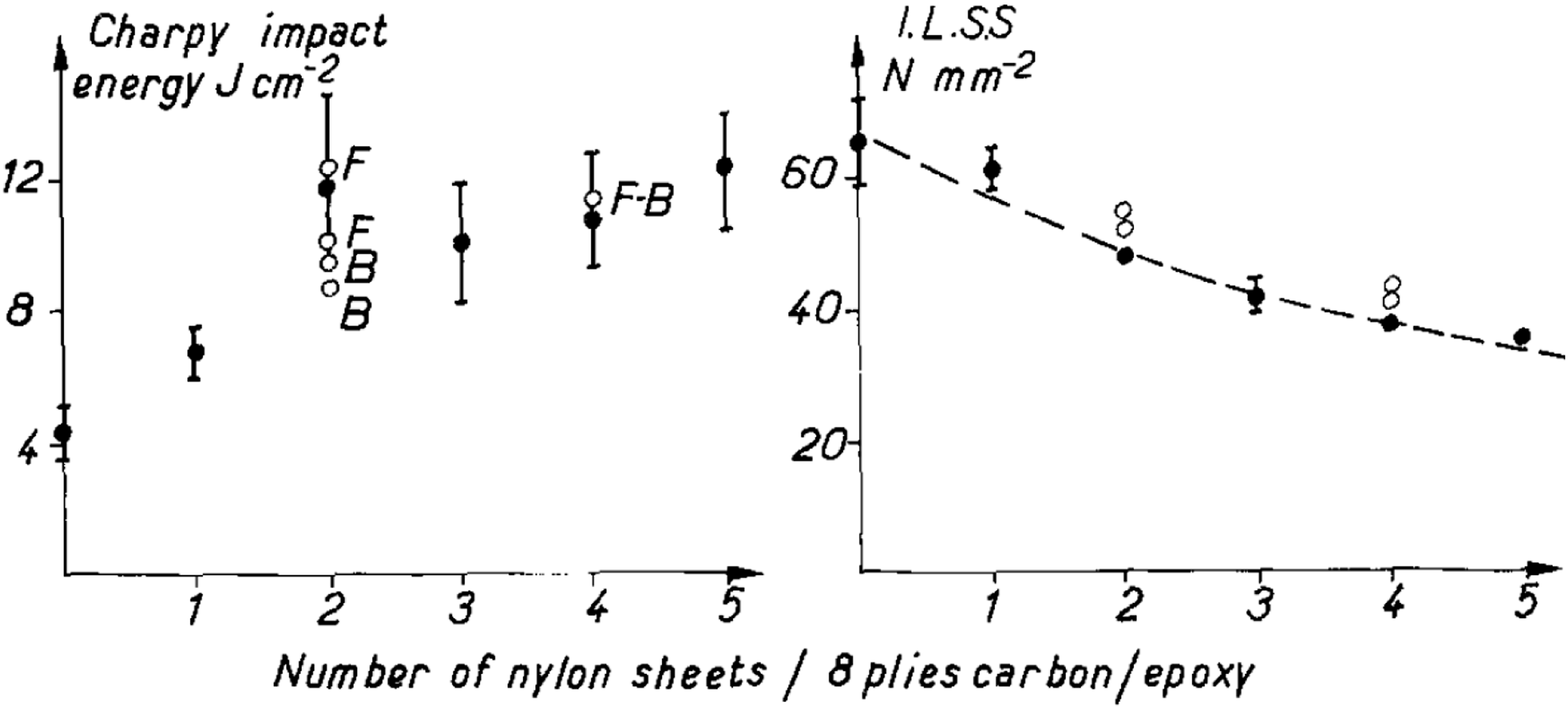
who studied the effect of various delamination promotors as interlayers, including PA6, on the Charpy fracture behavior of EP-carbon fiber composites. He found that increasing the number of thin (50 nm thickness) PA films increased the Charpy impact energy while decreasing the interlaminar shear strength of the composite laminate (Figure 13). Increasing impact energy and decreasing interlaminar shear strength as functions of number of PA interlayers. Reprinted from Journal of Materials Science, J.-P. Favre, Improving the fracture energy of carbon fibre-reinforced plastics by delamination promoters, Copyright 1969, with permission from Springer.
106
He observed that the composites with PA interleaves failed cohesively (Figure 14) and that the adhesive bond between the PA and EP remained intact, though it is unclear if this adhesion is mechanical or chemical in nature. Since these reinforced composites are limited by the relative weakness of the pure PA region, work must be done to reduce the volume of the neat PA phases. Two cohesive failure mechanisms observed in PA interleaves. Reprinted from Journal of Materials Science, J.-P. Favre, Improving the fracture energy of carbon fibre-reinforced plastics by delamination promoters, Copyright 1969, with permission from Springer.
106

Masters 107 interleaved composites to improve impact and delamination resistance, two areas that are crucial in mechanical behavior of structural composites. He confirms that interleaves assist in arresting crack propagation, reducing impact damage and increasing the amount of impact energy absorbed by the composites.
One approach to reduce the volume of the thermoplastic interleaves, introduced by Dzenis and Reneker,
108
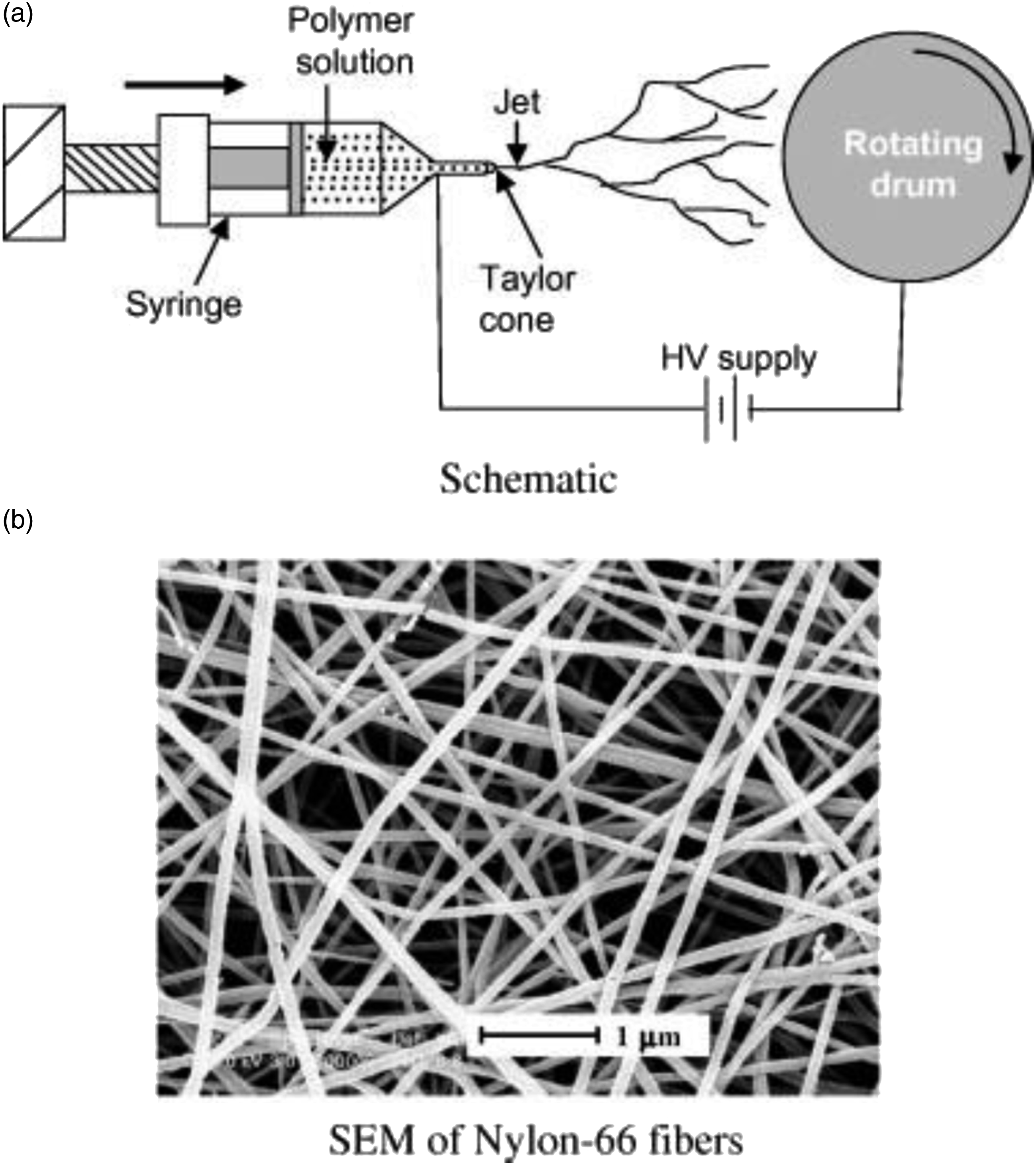
is to use electrospun thermoplastics as interleaves. Electrospinning is a process by which a polymer solution is discharged from an extruder and an electric field is used to split the extruded solution into nanofibers (Figure 15(a)). This results in a mat comprised of nanoscale fibers (Figure 15(b)). Electrospinning schematic (a) and SEM image of electrospun fibers (b). Reprinted from Composite Structures, 92 (6), P. Akangah, S. Lingaiah, K. Shivakumar, Effect of Nylon-66 nano-fiber interleaving on impact damage resistance of epoxy/carbon fiber composite laminates, 1432–1439, Copyright 2010, with permission from Elsevier.
109
The electrospun sheets have a significantly higher surface area to volume ratio, allowing for greatly improved adhesion over traditional interleaves. Further, their fibrous structure and high void content allows them to behave almost like Velcro® and mechanically interlock with EP, improving the adhesion.
Daelemans et al. 110 studied the optimal characteristics of electrospun interleaves. Randomly oriented fibers afford better improvements in mechanical properties than aligned fibers. They can toughen the composites through nanofiber bridging both at the interface and through the toughened interlayer.
Daelamans et al. 111 offered explanations for interleaved composite toughening mechanisms across three length scales. They propose that toughening occurs at the matrix, interlaminar region, and laminate resin levels, with different mechanisms at each length scale contributing to overall toughening. At the smallest scale, the matrix level, electrospun nanofibers can deform and bridge across a growing crack front. At the intermediate level, the interlaminar region, the crack path travels through the toughened interlayer, which dissipates energy. At the largest scale, toughening effects found on the smaller scales have an additive effect to toughen the composite laminate. They find that adhesion between EP and PA is poor, leading to poor composite energy absorption. This is likely because of the use of an EP resin that cures below the PA glass transition temperature. Therefore, the PA chain mobility during processing was low, preventing the chains from rearranging to bond to the EP. Further, Prime and Sacher 77 find that the secondary EP-PA reactions occur above the processing temperature, so this system could not take advantage of the additional crosslinking reactions and strength therefrom.
Mechanical properties of composites developed with this method have been well-documented for electrospun PA 6,6 interleaves. Akangah et al. 109 incorporated electrospun PA6,6 interlayers between plies of a unidirectional carbon fiber-EP composite and found that the interlayer increased the threshold impact force by ∼60% and decreased the impact damage rate. Akangah did not measure the composite stiffness or strength, so it is unclear if the interleaves had any detrimental effect on these properties.
Palazzetti et al. 112 find that electrospun PA nanofibers provide carbon fiber-EP composites with toughening after impact. Although the laminates containing nanofibers show an 11% decrease in stiffness from unmodified composites, they show a 160% improvement in damping over unmodified composites. Further, the nanofibers can bridge across a fractured EP matrix, which leads to higher stiffness in toughened composites with fractured matrices than with intact matrices.
Tsotsi 113 shows that including thin PA veils at the interlayers of carbon fiber/EP composites produced with resin transfer molding (RTM) can decrease the area of damage because of impact and improve the compression after impact response. Open-hole compression and shear strength are not reduced with interlayer inclusion and can, in some cases, be improved. They find that PA interlayers with higher melting temperatures perform better than those with lower temperatures, although the highest interleaf melting temperature tested was only 160oC. Other PA grades, including PA 6, have higher melting temperatures that may be better suited for interleaving based on this research.
Palazzetti et al. 114 also examined the effect of placing an electrospun PA6,6 interlayer at the midplane of a carbon fiber/EP composite on the Mode-I and Mode-II fracture toughness and found the interlayer increased the amount of energy the laminates could absorb. It is unclear what the effect of including interleaves between other layers would be, although it could be predicted that increasing the number of interlayers would increase the flexural modulus of the composite.
Daelemans et al.
115
found that PA interleaves could reduce the Mode-I fracture toughness from un-toughened composites by preventing the carbon fibers from bridging across the crack and toughening the material. However, if an un-toughened region was left at the edge of the crack, allowing carbon fibers to bridge across the crack, the PA interlayer was able to slow crack propagation. This effect is visible in the development of interfacial fracture toughness along the length of a selectively interleaved sample, as shown in Figure 16. Because cracks can form anywhere in a material, perhaps this knowledge could be exploited by including porous interlayers or by selectively toughening composites at their interlayers to allow for the carbon fibers to bridge across cracks and for the PA to inhibit crack propagation. Interfacial fracture toughness of EP-carbon fiber composites that are selectively toughened with PA interleaves. Reprinted from Composites Science and Technology, 117, L. Daelemans et al., Nanofibre bridging as a toughening mechanism in carbon/epoxy composite laminates interleaved with electrospun polyamide nanofibrous veils, 244–256, Copyright 2015, with permission from Elsevier.
115

Though composites with electrospun interlayers benefit from a lower PA volume fraction than traditional interlayered sheets, PA interlayers of any kind can improve the impact toughness of an EP-based composite. With both electrospun and non-electrospun interleaves, the bonding between the PA and the EP is sufficient to prevent adhesive failure. As with other PA-EP blends, the volume of PA phases must be carefully chosen to limit any detrimental effect on the composite strength.
Fiber-reinforced epoxy composites with discrete PA particle interlayers
Groleau et al. 116 interleaved highly- and lightly-crosslinked EP-matrix composites with PA 12 particles to examine the particles’ effect on energy absorption. This method of incorporating fine particles at composite interlayers combines principles of particle-toughened EP and interleaved composites. Their findings agree with what might be predicted based on studies of particle-toughened epoxies without composite fibers. In the lightly-crosslinked composites, the EP matrices themselves were able to deform to dissipate the applied load and the presence of PA particles had no appreciable effect. In contrast, the highly-crosslinked systems benefitted from the PA particle deformation and bridging. The full benefit of the particle toughening is not realized because the composites fail at the ply-matrix interface. This suggests that there is strong adhesion between the particles and the matrix, which could be particularly high in this system because the composites are processed above the PA melting temperature, which allows the particles to melt into the matrix.
Caprino et al.
117
studied the shear properties of a unidirectional EP-CF prepreg toughened with a thin (0.015 mm) layer of PA particles suspended in EP resin (Figure 17). PA-toughened interlayer in CF/EP prepreg. Reprinted from Composites Science and Technology, 66 (5), M. Hojo, S. Matsuda, M. Tanaka, S. Ochiai, A. Murakami, Mode I delamination fatigue properties of interlayer-toughened CF/epoxy laminates, 665–675, Copyright 2006, with permission from Elsevier.
118

They found that the shear modulus of the composite was lower in the through-thickness than in the plane of the material due to the effect of the PA in the interlayers. However, the observed through-thickness shear modulus was lower than expected. Further research is required to determine the factors that cause this reduction in modulus.
Hojo et al. 118 studied the Mode-I delamination fatigue properties on the same particle-interleaved prepreg used by Caprino. 117 The Mode-I crack first traveled through the toughened interlayer, where the crack growth resistance was 3x higher than that of an untoughened EP-CF prepreg. When the crack travels out of the toughened interlayer to the interface with the untoughened lamina, the toughened prepreg experiences crack growth resistance of 1.6x that of the reference material. In the toughened region, the crack is deflected by methods previously discussed in heterogeneous PA-EP mixtures. The second phase of crack growth observed in this study suggests that a composite can be toughened by thermoplastic particle interlayers even if the particles are not in the path of the crack.
PA particle toughened composite combines the toughening mechanisms of fine particles suspended in EP and ductile interlayers placed between plies of an EP-CF composite. The success of this type of material suggests that other mechanical and chemical interactions explored in this paper can be used in combination to produce hybrid materials with tailored properties.
Other applications of polyamide-epoxy interactions
Several other studies have been undertaken that take advantage of the interaction of PA and EP.
Beiss et al.
119
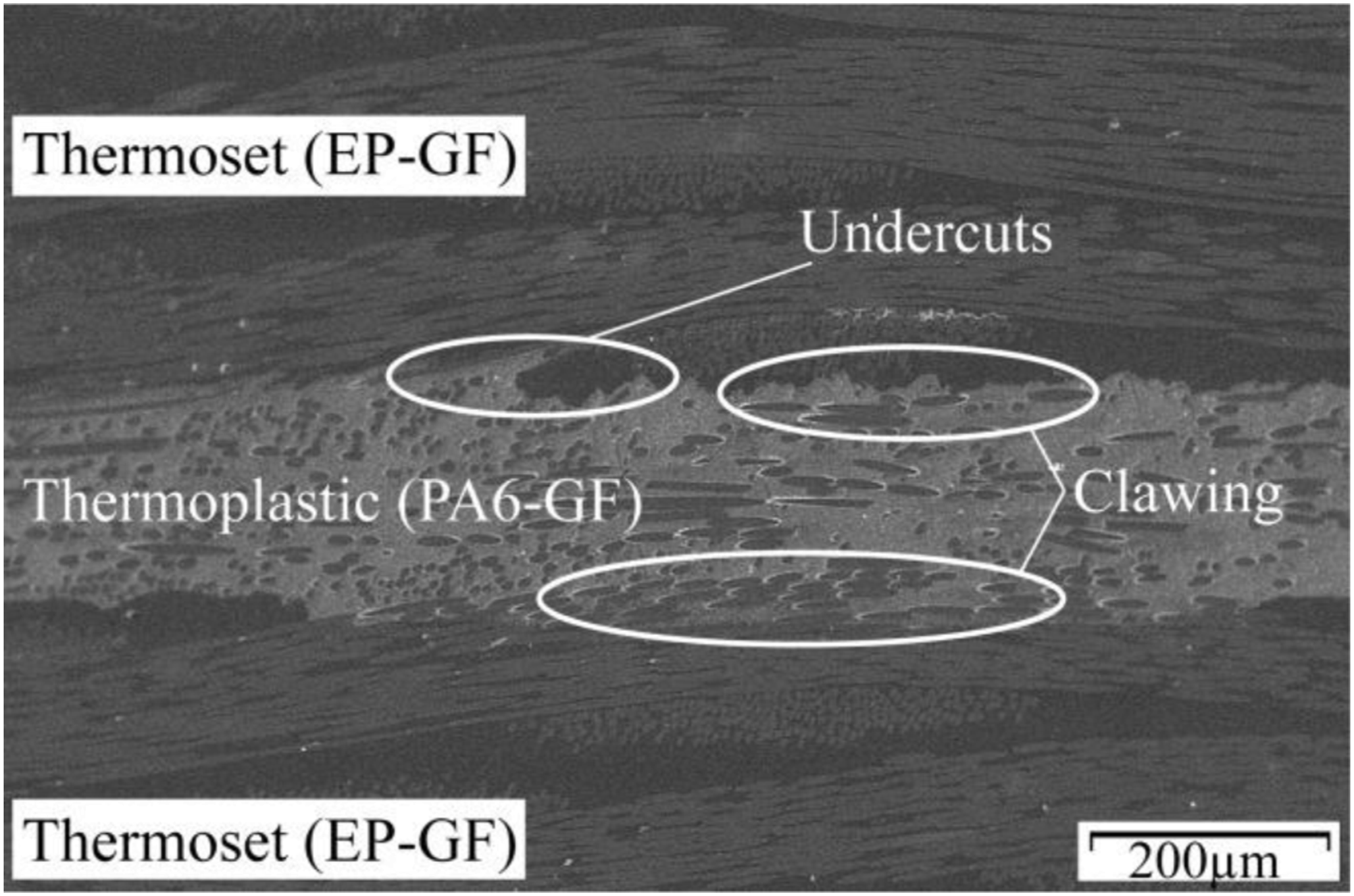
used short glass fiber-reinforced PA 6 to adhere EP/woven glass fiber composites together. By using a friction welding process to adhere the PA composite to the EP, they observed an improvement of about 100% in the shear strength over samples created by overmolding thermosets with PA. This is because the short glass fibers in the PA are abrasive, so during the welding process the fibers wear down the EP, exposing the woven glass fibers and creating resin-free pockets in the EP/glass fiber weave. The friction-melted PA can fill these pockets (Figure 18) and increase mechanical interlocking, and thereby bond strength, between the EP and the PA. This study quantifies the effect of surface roughness on bonding, suggesting that pretreating a surface would improve its adhesion and mechanical properties. Adhesion could perhaps be further enhanced if the materials are combined before the EP is fully cured, allowing for chemical bonding in addition to mechanical interlocking. Mechanical interlocking between PA6 interlayer and carbon fiber composite. Reprinted from Polymer Composites, 31 (7), T. Beiss, Vibration joining of fiber-reinforced thermosets, Copyright 2009, with permission from John Wiley & Sons.
119
Hou 120 also exploits the PA-EP bond for use in friction welding. He co-cures PA films and EP/carbon fiber prepregs to form a network of intermingled polymer chains before friction welding components together by melting the PA regions together. Unlike Beiss, 119 the PA and EP are combined before the EP cures, allowing the potential for PA-EP covalent bonding in addition to the mechanical interlocking. Room temperature single lap shear strength was 75% greater in Hou’s composite than in Beiss’s, illustrating the importance of chemical as well as mechanical interlocking for adhesion.
Conclusions
A thorough review of current work in combining PA and EP has been presented. The primary EP-PA reaction allows for chemical crosslinking between chains of the two materials, while a secondary reaction can improve this crosslinking at higher temperatures and EP contents. Whether PA is dissolved in solution before being combined with EP or incorporated as a discrete second phase, the PA can toughen the EP, albeit through different mechanisms. Dissolving PA in solution may simplify processing by requiring only a single phase (on a macroscopic scale). On the other hand, incorporating larger PA regions into epoxy offers additional toughening mechanisms that are unavailable to solution-dissolved blends, as PA can debond from EP and deform to absorb energy. PA can also toughen EP-based composites, using similar mechanisms to those found in particle-toughened epoxies. In essence, these toughened composites simply contain larger or differently shaped PA phases than the fine particle-toughened epoxies. No matter the design of the system, there must be a careful balance between the ductility-promoting PA and the strength of the system. These properties can be adjusted to allow for desired properties in a finished product.
Many findings presented in this work can be extended to other combinations of dissimilar polymers. Reaction kinetics can be studied to select polymers with compatible reactive groups to promote formation of covalent crosslinks, which greatly improves adhesion. Even if the polymers are partially immiscible, as PA and EP are, the polymers can be successfully combined under a broad range of conditions. Further, this paper contains suggestions on methods to exploit blend compositions, geometries, and processing conditions to obtain a product that improves the properties of interest without sacrificing others. For example: 1) Material strength will be highest if the weaker phases are small. This allows for more effective stress transfer to the stronger phase, limiting premature cohesive failure in the weak phase. 2) Hydrophilic molecules will absorb moisture, which can have a plasticizing effect on material properties. This effect must be considered in part design, and it is often desirable to dry such polymers before manufacture. 3) Fine particles of a ductile phase suspended in a brittle matrix are able to deflect growing cracks and plastically deform, improving energy absorption. 4) If there is a thermoplastic phase in the material combination of interest, elevating the processing temperature to just below the thermoplastic melting temperature promotes chain entanglement and improves adhesion. 5) Interleaving brittle-matrix composites with ductile polymers improves composite energy absorption whether the interlayers are electrospun or not.
Current challenges facing involved in toughening EP with PA include: 1) Production rate and volume may be limited by long EP cure times. 2) New capital investments and manufacturing training may be required to introduce PA-toughened EP as a replacement for more traditional engineering materials. 3) The combination of a thermoplastic with a thermoset makes it difficult to effectively recycle EP-PA hybrid materials. This may result in unusable scrap from the manufacturing process, difficulty disposing of parts at the end of their service life, and reluctance to adopt EP/PA combinations as consumers and regulatory bodies increasingly demand sustainability. 4) Water uptake may result in an undesirable degradation in properties.
In addition to addressing the issues discussed above, future research into polyamide-toughened epoxy could also include the use of high-rate, high-volume processes such as high-pressure resin transfer molding (HP-RTM) and compression resin transfer molding (C-RTM). Such processes allow for the injection of epoxy resin onto a PA or PA-reinforced structural preform to create complex parts with low cycle times.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.