
Abstract
Falling on the floor has been one of the most common causes of breaking a bone. Falls in senior homes and care facilities can lead to immobility symptoms and treatments. Rubber flooring is a great alternative for fall protection. Thus, this study aimed to investigate the effects of organic blowing agents (dinitroso pentamethylene tetramine and azodicarbonamide) on the physical and mechanical properties of natural rubber foam used for laminated floor tiles. The curing temperatures were also examined in the range of 140–160 oC. From the experimental results, the blowing agent was an important component added to the rubber foam layer at various contents and temperatures. The compression set increased when curing temperatures and adding blowing agent increased. With an increase in the curing temperature, the elongation at break decreased. The findings indicated that the mechanical properties of natural rubber foam were significantly affected by the kind of blowing agent and the curing temperature. Finally, an optimal energy absorption was found in the dinitroso pentamethylene tetramine condition with 3 phr and the curing temperature of 160°C, which offers the maximum energy absorption value of 110 J.
Introduction
Changes in the age structure of the society are leading to a growing elderly population. There will be roughly 727 million seniors, a number expected to increase from 9.3% in 2020 to 16.0% in 2050. 1 Therefore, the products for the safety of the elderly are a critical issue to pay close attention to when providing care. Floors are an essential product in a component of the home building process. Generally, hard floors are made from various materials such as wood, cement, carpet, ceramic, and laminate. 2 When a fall occurs, it can cause injury. Especially for the elderly with osteoporosis, falls present a higher risk for hip fractures. Several studies have been conducted to develop shock-absorbing floorings.3-5 For example, Drahota et al. 3 assessed fall-related injury prevention and the risks associated with different floorings, and Demyanova et al. 4 used rubber crump as a filler for manufacturing floor coverings to enhance the mechanical characteristics.
The physical and mechanical properties are essential in developing laminated floor tiles.3,4 It is the main development factor and makes the slab efficient in use. However, a bottom layer of the laminated floor tile for elderly homes needs to produce from material that can absorb high energy on the impact, which the rubber foam is appropriate. Previous works from the literature review studied the initial properties of both natural and synthetic rubber foam.6-13 Suethao et al. 6 found that the filler (foaming agents and eggshell CaCO3) significantly affected the physical-thermal-mechanical behavior of natural rubber foam while Kerche et al. 7 revealed that the rigid polyurethane bio-foams with 50% filler yielded very high tensile and compressive strengths. Najib et al. 8 focused on the factors that affected the mechanical properties of foam related to changes in the physical foam properties, including relative density, morphology, crosslink density, and average cell size. Moreover, Dindarloo et al. 9 evaluated the effect of various concentrations of nanoparticles on the mechanical properties of EPDM foam rubber composites. The concentration of nanoparticles also changed the stress-strain curves. For natural rubber foam (NR-foam), Charoeythornkhajhornchai et al. 10 proposed that, as the amount of chemical blowing agent rose from 3 to 4 phr, the bubble size rarely dropped because of the higher vulcanization reaction rate. Zauzi et al. 11 found that water could be utilized as a physical blowing agent in producing the natural rubber foam. Further, the experimental results were similar to these works such as Bociaga and Palutkiewicz 12 and Vahidifar et al. 13 Although extensive research in the area of both natural and synthetic rubber foam has been conducted, no preceding study was discovered that focuses on the development of natural rubber foam for laminated floor tiles, which is the subject of the current effort.
In order to determine the appropriate formulation of natural rubber foam for composite structures, the energy absorption properties were effective indicators. Many studies have been performed to investigate the energy absorption properties of reinforced aluminum foam, 14 foam concrete, 15 and rigid assembled composite structures.16-18 Furthermore, some studies19-20 expressed an energy absorption property in terms of a hysteresis loss ratio to be easily compared to related works. However, it has been noted that the energy absorption properties of rubber foam for the laminated floor have received little attention in the literature.
From the background mentioned above, natural rubber foam for laminated floor tiles remains a challenge. There have been extensively previous studies3-13 on the physical and mechanical properties of the natural and synthetic rubber foam. The most appropriate formulation of natural rubber foam for laminated composite flooring remains unclear, and two types of parameters playing important roles in foam properties are (1) formulation including the rubber type, accelerator content, and foaming agents, and (2) processing parameters such as the manufacturing method, different conditions, and curing temperature. 21 To understand these critical issues in more detail, this study investigates the effects of blowing agents and curing temperatures on the physical and mechanical properties of natural rubber foam used for laminate floor tiles. The findings are expected to be a guideline for rubber flooring options used for the elderly, children and differently-abled persons, as well as floors of sports, gyms, yoga etc.
Materials and methods
NR-foam layer in laminated floor tiles
Laminated floor tiles consist of two layers. The top layer is made of a stiff composite material, while the bottom layer is made of natural rubber foam. Both layers are bonded, as shown in Figure 1. The hard-composite layer of laminated floor tiles is created using natural waste materials such as rubberwood sawdust, palm oil fibers, and thermoplastic elastomers. The composite layer has a volume of 203.2 × 203.2 × 1 mm3 according to the specifications of ordinary floor tiles commercially available. The NR-foam in a layer of the laminated floor tiles is made from natural rubber (dry block rubber) mixed with a blowing agent through vulcanization. Its dimension is 203.2 × 203.2 mm2. However, the thickness of the tiles must be studied in the next phase to identify the optimal thickness for laminated floor tiles. The NR-foam layer in laminated floor tiles.
Manufacturing process
Formulation for production of NR-foam layer.

Note: phr: parts per hundred rubber.
The source of chemical components was used in producing NR-foam. The natural rubber made from latex and dry rubber following Standard Thai Rubber (STR) 5L was purchased from the Rubber Estate Organization in Nakhon Si Thammarat, Thailand. In Bangkok, Thailand, the activator (ZnO) and sulfur (vulcanizing agent) were procured from Kijpaiboon Chemical Co., Ltd. Stearic acid (activator) and anti-oxidant (Wingstay-L) were supplied from PT. Musim Mas Co., Ltd. in Medan, Indonesia. N-Cyclohexyl-2-benzothiazole sulfenamide (CBS) was obtained from Willing New Materials Technology Co., Ltd. in Henan, China. The blowing agent employed in this research is a chemical foaming agent classified as an organic type which releases a gas mixture of nitrogen (N2), carbon dioxide (CO2), carbon monoxide (CO), ammonia, and water to penetrate inside the rubber, causing the rubber to be spongy. 21 The organic blowing agents of dinitroso pentamethylene tetramine (DPT) and azodicarbonamide (ADC) under tradename 500A and RC720 were purchased from A.F. Supercell Co., Ltd. in Rayong, Thailand. The 500A and RC720 have decomposition temperatures in the range of 156–162°C and 157–163°C with gas volume in the range of 145–155 mL/g and 200–220 mL/g, respectively. 22
The machines used in this research consisted of 15.24-cm diameter rollers of two-roll-mill (Yong Fong Machinery Co., Ltd.), the speed of 30 rpm and the distance of the gap between rollers was 2.5 mm, and a compression molding machine (Model SYR-20LL, LIY YIH (Thailand) Co., Ltd.). In addition, the specifications included a hydraulic system with a maximum pressure of 200,000 kg and a heater of 10,000 W. The mold size with a travel distance of 40 cm was 62 × 62 cm2.
There were two stages in the manufacturing process. The first stage involving the preparation of NR-foam compound comprised the detailed steps as shown in Figure 2. The NR-foam compound was then stored at room temperature for 24 h before forming. In the second stage of vulcanization, the setting temperature varied from 140 to 160°C, which are ranges of decomposition temperature following the specification of the blowing agents. The NR-foam compound was fed into a compression molding machine for the vulcanization condition, where it was pressed into sheet samples. The NR-foam compound was utilized to mold about 50 percent of the molding volume at a pressure of 6.9 MPa for 10 min, as determined by the preliminary investigation. Schematic diagram for the preparation of NR-foam compound.
Testing of physical and mechanical properties
The physical and mechanical properties are critical aspects of rubber product development. Specifically, the identifying features are linked to the product behavior and what variables influence the physical and qualitative deformation of the material. In this study, we evaluated the functional characteristics of the developed NR-foam to examine the physical and mechanical properties as well as to identify which NR-foam compounds perform in which areas. Testing the physical and mechanical properties in this study included: Density testing performed following ASTM D3574 23 with a rectangular piece of sponge rubber used for testing. Subsequently, the sample was measured and weighed by calculating the density of the specimens.
The microstructures and porosities of the rubber sponge were investigated using Field Emission Scanning Electron Microscopy (FE-SEM), Model FEI Apreo microscope from FEI Company (Oregon, USA). The natural foam specimens were frozen and broken in liquid nitrogen before the SEM observation. The specimen surfaces were then coated with gold under a high vacuum evaporation process in order to eliminate electron charging during the imaging. The microstructures were imaged with a magnification level of ×200 and an accelerating voltage of 5 kV.
The tensile test of the NR-foam was performed according to the ASTM D412 standard 24 by using a NRI-TS500-50 universal mechanical testing machine 25 from Narin Instruments Co., Ltd., Samut Prakarn, Thailand. The tensile specimens were prepared with Die Type C head, which had a thickness of 5 mm. The pulling speed was 500 mm/min and tested at room temperature (25°C) with five replications.
The compression set test was performed on cylindrical specimens by applying a constant compressive strain of 25% for 22 h, following the recommendations of ASTM D395-03 (Test method B).
26
The specimens have a thickness of 12.5 mm and a diameter of 28.5 mm, and it was tested at room temperature of 25 oC with five replications. Moreover, the percentage of the compression set was calculated from Equation (1)
The hysteresis loop test is circular sample specimens following ASTM 575–91.
27
The sample thickness is 12.5 mm, and the diameter of 28.5 mm. All samples were tested with five replications. It is compressed into a circle (cycle) using the universal mechanical testing machine at a compression speed of 10 mm/min by compressing the rubber to shrink by 100% and then stretching back in cycle mode for three cycles using the NRI-TS500-50 universal mechanical testing machine. The third cycle of the compressive tests for the specimens is presented since the first and second cycles were for conditioning the specimens, called Mullin’s effect.
28
It can be calculated as the area difference under a force-elongation curve when the specimen is loaded versus unloaded, as shown in Figure 3. The respective hysteresis value depends not only on the current load but also on all previous loads and the load speed. A component of the hysteresis loop graph.
The hysteresis loop for finding the energy absorbed is calculated according to Equation (2)
Where Energy absorbed is hysteresis loss (J), a fitting curve conveys curves A and B to find the equation in the excel plot. The integral method is determined under the graph area.
Statistical analysis
The effects of blowing agent contents and curing temperatures on the physical and mechanical properties of the natural rubber foam were assessed by using analysis of variance (ANOVA) and Tukey’s multiple comparison test. The significant differences in the blowing agent contents and curing temperatures were indicated with ANOVA, while Tukey’s test revealed a comparison between the mean values. A 5% significance level (α = 0.05) was applied for all statistical analyses.
Results and discussion
Effects of compound volumes on NR-foam density
The NR-foam compound volume per molding volume before and after vulcanization must be measured because it indicates an expansion of the NR-foam compound volume with the addition of blowing agents during the molding operation. The effects of compound volumes on the NR-foam density within molding after curing at the same vulcanized condition (150 oC and 10 min) were assessed to evaluate the physical and mechanical properties of the foam, as shown in Figure 4. This result shows that the volume fraction of the NR-foam compound significantly influenced density in the 35–50% range and found that the density steadily increased. Meanwhile, the NR-foam compound in the range of 50–70% became the density of the NR-foam that increased slowly or had a lower slope. The above phenomenon demonstrated the NR-foam expansion within molding related to adding the blowing agent. When the mold temperature rose to a constant, the gas mixture of N2, CO2, CO, ammonia, and water in the blowing agent was released,
21
allowing the NR-foam compound to expand along the cavities within the mold. Consequently, the density decreased when the volume fraction of the NR-foam compound was reduced, resulting in increased pore sizes. On the other hand, the volume fraction of the rubber compound rose, and the density decreased, causing the pore sizes to increase.
12
Effect of different compound volumes in molding on the density of NR-foam for vulcanization.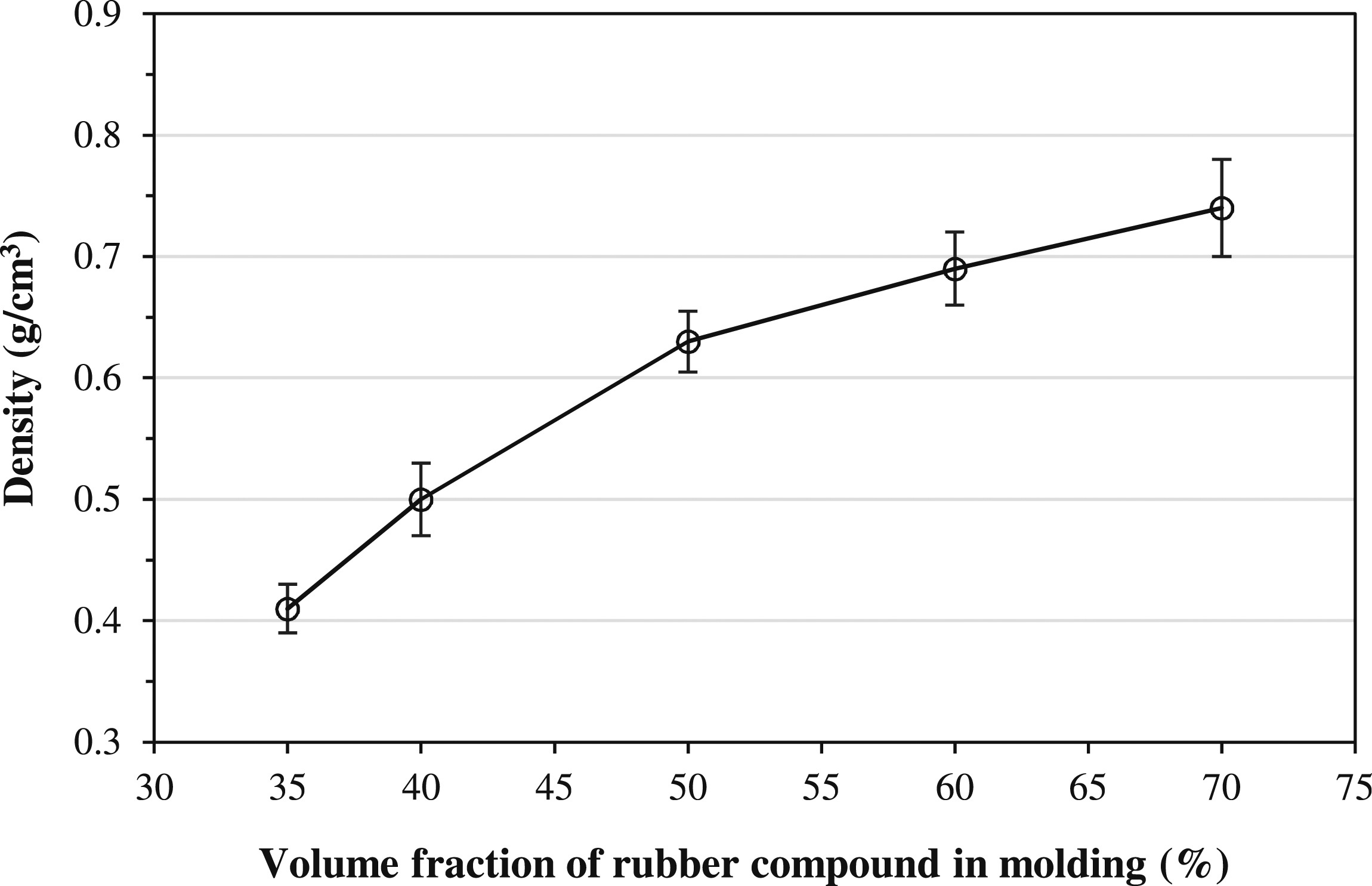
The expansion of NR-foam compounds would greatly benefit the manufacture of products. Additionally, it would enable us to differentiate the expansion behavior of rubber foam and make formulation improvement easier. As shown in Figure 5, the experimental data displayed the effect of adding two types of blowing agents in a condition of different quantities and temperatures with simultaneous vulcanization. 50% of the NR-foam compound volume in the mold was selected for this experiment, consistent with the expansion test of the above information, during which density slope changes occurred. The bar chart below found that NR-foam formulation at vulcanized temperatures of 140–160°C significantly affected the decreasing density and varied with the amount of blowing agent added. With a curing temperature of 160°C, the blowing agent significantly affects decreasing density. These results were similar and confirmed by Suethao et al.,
6
who explains that as the amount of adding blowing agent increases, it varies with temperature and decreases the density. Density of 50% for the NR-foam compound volume in mold.
Results of statistical analysis for the physical and mechanical properties of natural rubber foam with different RC720 contents and curing temperatures.

* The effects of blowing agent content and curing temperature are significant at p < 0.05. Likewise, means within each property with the same letter (suffixes a-c (row) for effect of curing temperatures and suffixes F-H (column) for effect of blowing agent contents) are not significantly different (α = 0.05).
Results of statistical analysis for the physical and mechanical properties of natural rubber foam with different 500A contents and curing temperatures.

* The effects of blowing agent content and curing temperature are significant at p < 0.05. Likewise, means within each property with the same letter (suffixes a-c (row) for effect of curing temperatures and suffixes F-H (column) for effect of blowing agent contents) are not significantly different (α = 0.05).
Morphological analysis
Figure 6 displays the microstructures of the NR-foams after vulcanization through SEM images. The morphology illustrates the internal structure of spongy NR-forms after curing. At a temperature of 140°C, the types and amounts of filling blowing agent were compared between RC720/3 phr and 500A/3 phr (see in Figures 6(a) and (b), respectively), RC720/7 phr and 500A/7 phr, as shown in Figures 6(c) and (d), respectively. The cell foams that emerged in these two cases differ in size. An increasing concentration of blowing agents increased the average cell diameter and anisotropic index but decreased the number of cells in the NR-foam structure, as shown in the quantitative results in Table 4. NR-foam with 7 phr of RC720 and 500A had a larger average cell diameter of 59.4% and 23.1% than with 3 phr, whereas the number of cells decreased by 25.9% and 22.7%. This result correlated with the density values, which found that increasing the amount of adding blowing agent reduced the density values due to larger cell diameters per unit of volume. However, Najib et al.
8
also revealed that increasing the number of cells per unit of volume played a role in reducing relative density. Images of spongy NR-foam under various conditions as seen using FE-SEM: (a) RC720/3 phr/140°C, (b) 500A/3 phr/140°C, (c) RC720/7 phr/140°C, (d) 500A/7 phr/140°C, (e) RC720/3 phr/160°C, and (f) 500A/3 phr/160°C. Values of average cell diameter, anisotropic index, and number of cells for different NR-foam conditions. Note: The values in parenthesis are the standard deviation.

At 160°C of RC720/3 phr versus 500A/3 phr, as shown in Figures 6(e) and (f), respectively, the blowing agent (500A) also had smaller cells than RC720. The results in Table 4 also revealed that the RC720 had a greater cell width (approximately 38.3%) but fewer cells (about 148.0%) than the 500A. Further, the results showed that 500A/3 phr/160°C had the smallest cell sizes compared to other cases because the amount of blowing agent added and the temperature used were in the decomposition and gas volume range. Therefore, the sizes of the cells are small and arranged in an orderly structure, including both a closed cell and an open cell. Further, at a higher curing temperature (160 oC), the cell wall between cells was smaller when compared to the lower curing temperature (140 oC) due to a greater number of cells produced at a higher temperature. Similarly, the number of cells at a curing temperature of 160 oC was about 181.8% more than that at 140 oC for the 500A, as indicated in Table 4. This was because of the decomposition of greater gas owing to the blowing agent occurring completely at a higher foaming temperature, which will cause the cell foam to expand further and generate more cells formed at that same time.29-30
Percentage of elongation at break
The change of tensile mechanical properties in the form of elongation at break (the ratio of the altered length to the original length after the test samples is broken) of the NR-foam with different blowing agent additions and temperatures indicated that the maximum percentage of the elongation at break had similar stretching behavior, as shown in Figure 7. When the curing temperature was increased, the elongation at break decreased
13
except for the condition of RC720/5 phr at 150°C, which gave the highest values for the elongation percentage at break. This may be an optimal condition between the blowing agent content and curing temperature for the percentage of elongation at break due to the interaction of material and temperature. Results of the percentage of elongation at break for the NR-foam samples.
In addition, as filling RC720 was increased from 3 to 5 phr at the curing temperature of 140°C, the elongation at break of the NR-foam tended to decrease slightly and tended to increase when RC720 grew to 7 phr. However, adding a blowing agent (RC720 from 3 to 5 phr) at 150°C and 160°C affected the increasing percentage of elongation at break, but this property was reduced when RC720 was increased to 7 phr. These findings agree with Riyajan and Traitananan 31 reporting that the addition of modified cellulose with a ratio of 2% into the foams increased the elongation at break, but the elongation at break was greatly decreased when the amount of modified cellulose exceeded 2% w/w. Likewise, Tang et al. 32 also found that as the porosity and cell size rose, the elongation at break of a rubber foam incremented first and then reduced. This is because the rubber foam consisting of small-sized cells provides the rupture of the cell walls during the stretching process and the formation of cracks.31-32 Further, the experimental results of the blowing agent 500A in elongation at break displayed a similar trend to the RC720.
Compression set property
The compression set is a mechanical property of the NR-foam that refers to the retaining ability of elastic properties when underloading compressive stress.
33
Figure 8 presented the experimental data on the compression set in the developed NR-foam. The bar chart showed the repercussion of NR-foam specimens through testing. The percentage of compression set increased (decreased the recovery percentage) when curing temperatures and adding blowing agent increased. Increasing the percentage of compression set indicates lower elasticity of the NR-foam.
34
In the current work, the compression set was good when decreasing the blowing agent content and forming temperature because thicker cell walls (smaller cells) had a higher ability to retain elastic properties and return to their original shape. These findings agree with Pechurai et al.,
35
who reported that increasing the blowing agent content decreased the recoverability of the NR-foam because the foam cells or gas phase inhibited the elastic recoverability of the NR-foams. Results of the percentage of compression set for NR-foam samples.
The kind of blowing agent had a significant effect. At the curing temperature of 160 oC, the average compression set of 500A was 45%, compared to 25% for RC720. This was similar to the behavior of another curing temperature. Therefore, 500A had a higher percentage of compression set than RC720, indicating that 500A had a lower ability to retain the original shape after removing the compressive loadings. This could be due to the smaller cell sizes, as seen in the SEM micrographs. Charoeythornkhajhornchai et al. 33 also revealed that NR-foam with the lowest compression set corresponded to the lowest cell density and high content of the NR matrix. Further, the ANOVA results in Tables 2 and 3 indicate that the effects of the blowing agent (both RC720 and 500A) contents and curing temperatures on the compression set are statistically significant (p<0.05) for the NR-foam, except at RC720 of 3 phr the curing temperatures insignificantly (p>0.05) affect the compression set.
Energy absorbed
The energy absorption value of natural rubber is one of the essential properties in developing sponge rubber to be a force-absorbing material. From the data in Figure 9, the kind of blowing agent under the lower curing temperatures had a slight effect on the energy absorbed. On the other hand, both quantities and kind of blowing agents impacted energy absorbed at higher curing temperatures. It was found that the blowing agent of 500A/3 phr/160°C had the highest energy absorption value due to the smallest cell sizes (Figure 6). This reason was supported by Zhang et al.,
36
who revealed that lower foam relative densities could absorb higher energy due to the larger bending, buckling, and deformation of the cell walls and edges.8,37 In addition, these behaviors of composite structures have been confirmed in other studies as well.16-18 The comparison of hysteresis loops in the different NR-foam formulations was depicted in Figure 10. It was noted that the area between the curve and the extension axis of a compressive force–stroke graph represents the energy absorbed or released by NR-foam samples. Thus, the most appropriate recommendation for the NR-foam layer in laminated floor tiles included the blowing agent at 500A/3 phr/160°C. Testing hysteresis loops to display energy absorbed in the developed NR-foam samples. Comparison of hysteresis loops in the different NR-foam formulations.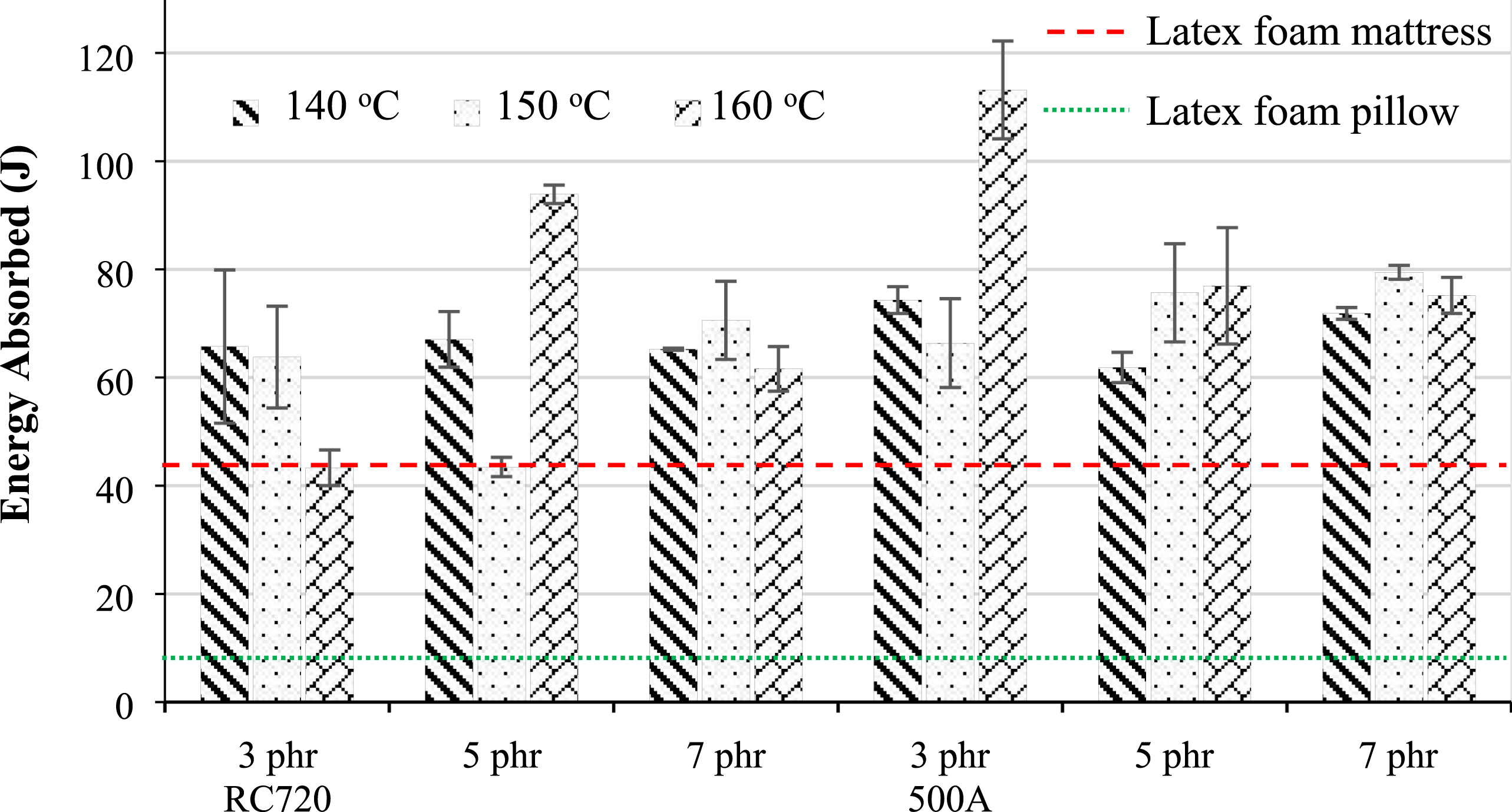

Furthermore, when comparing the energy absorption value of NR-rubber in this study to the energy absorption value of commercially available latex pillows and latex mattresses, it was discovered that the developed NR-foam had a higher energy absorption value than latex pillows and latex mattresses. The experimental apparatus mentioned in the previous context can determine the energy absorbed by both latex pillows and latex mattresses. Compared with the related works,19-20 this study provided the hysteresis loss ratio of 52% (energy absorbed of 110 J), which was higher than others, approximately 45%. In case of the same percentage of blowing agents, the hysteresis loss ratio in this study was also higher than in the previous work 20 by approximately 50% because natural rubber has more flexibility and tensile strength than synthetic rubber. 21 For future work, the optimal rubber composite floor will be further investigated by numerical analysis to describe it in greater detail.
Conclusions
The study and development of the foam rubber layer in this research discovered the effects of blowing agents and curing temperatures on the physical and mechanical properties of NR-foam for laminated floor tiles. Moreover, the suitable NR-foam formulation with outstanding physical and mechanical properties was investigated. It was seen that the kind of blowing agent and the curing temperature had a significant effect on the physical and mechanical properties of NR-foams. By designing NR-foam formulation, the blowing agent and curing temperature used must be in the decomposition and gas volume range. It was indicated that the 500A/3 phr with 160°C offered the maximum energy absorption value of 110 J, while the energy absorption value of the 500A/3 phr with 150°C was only 70 J. Additionally, the appropriate concentration of blowing agent and the curing temperature could provide a smaller cell inside the NR-foam, which lead to a higher energy absorption value. Therefore, the 500A/3 phr with 160°C was the condition with the most suitable properties for developing the NR-foam layer in developing laminated floor tiles. However, the results of this study only comprise the initial development of the formulation and properties concerning the natural rubber foam layer in laminated floor tiles. The development of floor tiles does not stop here. Hereafter, this initial information concerning properties will be used to mold a NR-foam layer to test the properties related to floor standards such as impact resistance, flammability, and water absorption.
Footnotes
Acknowledgements
The authors would like to express our gratitude to the Department of Industrial Engineering and Department of Mechanical Engineering, Faculty of Engineering, Rajamangala University of Technology Srivijaya, for supporting us with a location and research equipment.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project is funded by National Research Council of Thailand (NRCT).