
Abstract
In the past decades, natural rubber (NR) foams became popular in the automotive, construction and aerospace industries because of their lightweight, flexibility and shock-absorbing properties. The selection of optimal formulation and processing parameters is critical to produce foam with specific properties depending on the application. In this study, the effect of foaming agent concentration, foaming temperature and time on the morphological and mechanical properties of NR foams was investigated. First, increasing the foaming agent content from 5 to 9 phr (parts per hundred rubber) increased the cell size (16%), while decreasing the compression modulus (28%). In the second part, increasing the foaming temperature (145 to 155°C) resulted in larger cell size (163%); while decreasing the cell density (28%), compression modulus (2%), and hardness (1%). In the third part, increasing the foaming time (25 to 45 min) led to smaller cell size (63%) combined with higher cell density (100%), compression modulus (16%), and hardness (3%). Based on all the results obtained, the best NR foam was obtained with 7 phr of foaming agent and produced at 150°C for 35 min leading to superior morphological and mechanical performance: the smallest cell size (25 µm) and the most uniform cell size distribution (Đ = 1.03) generating the highest compression modulus (3.36 MPa). Finally, the experimental compression results were combined to build a nonlinear regression model to optimize the formulation and processing conditions leading to 6.5 phr of OBSH molded at 150°C for 36 min. The model showed good agreement with a validation test with less than 2% deviation observed for both compression modulus and strength.
Introduction
Natural rubber (NR) is a flexible and biosourced elastomer mainly composed of long nonpolar polyisoprene chains. 1 Its low glass transition temperature (around −65°C) makes it a soft and flexible material offering a wide range of applications such as gloves, tires, belts, hoses and footwear.2–4 But the properties can be improved by an optimization of the foaming process (methods and conditions) to generate the cellular structure.
The combination of low density and high flexibility made NR foams receiving high attention.5–7 NR foams are also used in daily life because of good mechanical and physical characteristics such as high-energy absorption, high resilience, low thermal conductivity and economical cost. 8 These advantages offer rubber foams to be used in diverse industries, such as transportation, automotive, textile, biomedical, electrical equipment, flotation devices and construction. 9
To produce foams with specific cellular structures and mechanical properties, two set of factors must be controlled: formulation (foaming agent, rubber matrix, addition of fillers, etc.) and processing (temperature, pressure, time, equipment, etc.).10–12 Among the formulation parameters the foaming agent (type and content) is the most important because it directly affects the final morphology (cell size and cell density). For example, Sombatsompop et al. investigated two different chemical foaming agents for NR foams: 13 azodicarbonamide (ADC) and 4,4′-oxybis benzene sulfonyl hydrazide (OBSH). The foam density and crosslink density of NR foams (6 phr (parts per hundred rubber) of foaming agent) prepared by OBSH showed lower values (0.702 g/cm3 and 27.4 mole/m3) compared to ADC (0.850 g/cm3 and 52.2 mole/m3). These results indicate that OBSH was more efficient; i.e., generated more voids/porosity. Furthermore, Wimolmala et al. reported that OBSH had a faster curing behavior than ADC for NR/styrene-butadiene rubber (SBR) foams. 14 The presence of zinc oxide acted as activator for both vulcanization and foaming processes, but it was shown that ADC consumed more zinc oxide compared to OBSH. Therefore, more zinc oxide was available to activate the curing agent with OBSH leading to faster curing time. Also, increasing the OBSH content (2 to 6 phr) led to higher compression set (56.4 to 69.8%) and resilience (60.5 to 64.3%) for NR/SBR/carbon black (CB) foams. Najib et al. stated that higher foaming temperature (140 to 160°C) led to increased gas pressure, resulting in larger cell sizes (0.81 to 1.34 mm) and lower cell density (3.27 × 103 to 1.60 × 103 cells/cm3) with lower relative density (foam density/unfoamed density) of 0.364 to 0.261. 15 Kim et al. reported that increasing the foaming temperature (145 to 155°C) decreased the curing time (5.61 to 2.82 min), scorch time (2.28 to 1.27 min), foam density (0.68 to 0.55 g/mL), 200% tensile modulus (29.5 to 22 kgf/cm2) and hardness (57 to 40 Shore C) for NR/CB (30 phr) foams prepared with N,N′-dinitroso pentamethylene tetramine (DPT) as foaming agent (10.4 phr). 16 The optimum temperature for both curing and foaming processes was found to be 155°C. Syahrin et al. manufactured NR latex foams (NRLF) and investigated the effect of sodium bicarbonate (NaHCO3) concentration (chemical foaming agent) on the morphological and mechanical properties of the foams. 17 It was observed that increasing the NaHCO3 concentration (3 to 12 phr) produced smaller cell sizes (15%), while the compressive strength increased (137%). In another study, open cell NR foams were manufactured using potassium oleate (PO) as foaming agent with different contents (15%–45%). 18 The results showed that decreasing the PO content by 45% decreased the cell size (473 to 273 µm) and increased the cell density (15.91 to 82.45 × 103 cells/cm3). In our previous work, we produced uniform and functionally graded polyolefin elastomer (POE) foams by imposing uniform or different temperature across the sample’s thickness while foaming. 19 The average foaming temperature (T avg ) and temperature difference (ΔT) between both plates of a compression molding press were controlled. The results showed that higher T avg (207.5 to 215°C) led to lower tensile modulus (33%), strength (13%) and elongation at break (15%). On the other hand, increasing the ΔT (10 to 40°C) led to higher tensile modulus (14%), strength (26%) and elongation at break (10%).
Based on the information available in the literature, the main objective of this work is to investigate the relations between formulation and processing on the properties of NR foams. In particular, three parameters are studied: OBSH concentration (5 to 9 phr), foaming temperature (145 to 155°C) and foaming time (25 to 45 min). From the samples produced, a complete set of characterization is performed including mechanical, morphological and physical properties. To complete the analyses, the curing behavior of NR foams are also reported and discussed to relate with the foam structure. Finally, the data are used to build a model to optimize the formulation and processing conditions.
Experimental
Materials
Natural rubber (TSR20), carbon black (CB) N550 (specific surface area 41 m2/g), sulfur, N-tert-butyl-2-benzothiazyl sulfonamide (TBBS), stearic acid, zinc oxide (ZnO), 2,2,4-trimethyl-1,2-dihydroquinoline polymer (TMQ) N-(1,3-dimethylbutyl)-N′-phenyl-p-phenylenediamine (6PPD) (as antiozonant and anti-oxidant) and paraffin oil were all of commercial grades and supplied by a local company (QC, Canada). Based on our preliminary work, the chemical foaming agent selected was p,p’-oxybis (benzene-sulfonyl hydrazide) (OBSH) (Celogen OT) with a decomposition temperature of 159°C and purchased from Crompton (Middlebury, VT, USA).
Compounding and foam preparation
Formulation (phr) and processing conditions (foaming temperature and time) of the NR foams studied.
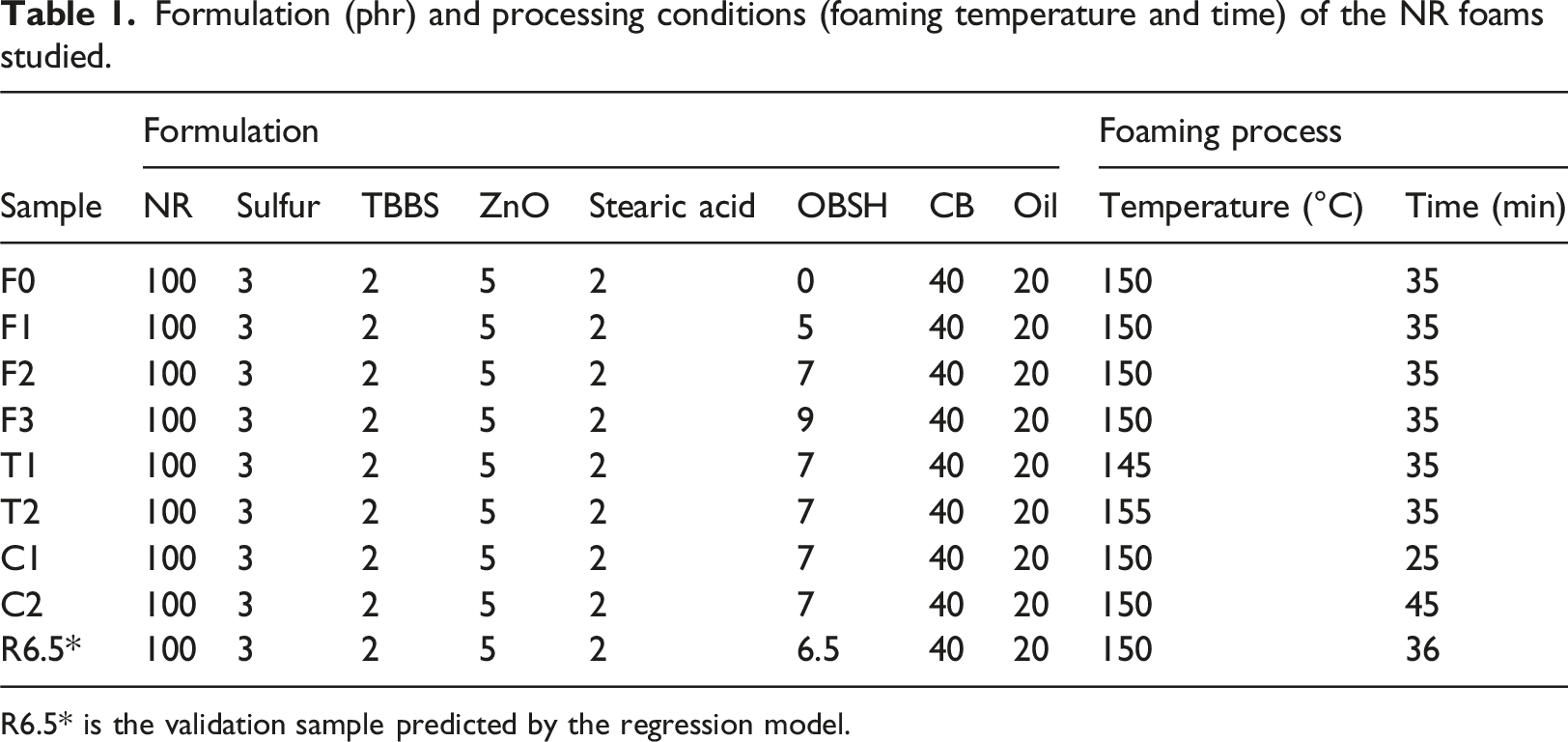
R6.5* is the validation sample predicted by the regression model.
A single step compression molding (Carver Autoseries 3893, Wabash, IN, USA) method was used to prepare the foams. For each sample, 21 g of compound was placed in a preheated (145, 150 and 155°C) mold (3.0 × 6.0 × 1.4 cm3) and subjected to a pressure of 50 bar for different time (25, 35 and 45 min). Then the mold was cooled to room temperature to stabilize the cellular structure.
Characterization
The density was determined by a gas (nitrogen) pycnometer (UltraPyc 1200e, Quantachrome, Boyton Beach, FL, USA). The foaming ratio (FR) was calculated as:
20

The foam morphology was obtained by using a scanning electron microscope (SEM) Inspect F50 (FEI, Hillsboro, OR, USA) at 15 kV. Before imaging, the samples were cryo-fractured using liquid nitrogen and then coated with gold. The cellular parameters of number average cell size (D n ), weight average cell size (D w ), Dispersity (Đ = D w /D n ) and cell density (ρ cell = number of cell per unit volume of foam) was analyzed using the BELView software (BEL Engineering Co., Monza (Milano), Italy) as reported in previous works.19,21,22
To assess the curing behavior, samples (25 mm in diameter and 3 mm in thickness) were placed in an oscillatory disc rheometer (ARES, Rheometric Scientific, New Castle, DE, USA) at various temperatures (145, 150 and 155°C) based on ASTM D5289. The curing curves were analyzed to determine the scorch time (t s ), optimum cure time (t 90 ), initial torque (M i ), ultimate torque (M u ), delta torque (∆M = M u − M i ), optimum torque (M 90 ) and curing rate index (CRI = 100 × (t 90 − t s )−1) as described elsewhere. 23
Compression stress-strain curves were obtained by an Instron (USA) universal testing machine model 5565 equipped with a 5 kN load cell at room temperature. The crosshead speed was set at 1 mm/min to obtain the elastic modulus (slope of the linear strain zone) and strength (stress at 50% strain). The specimens were cut in cubic shape with dimensions of 2.6–3.4 cm (length and width) and 1.3–1.7 cm (thickness). To perform statistical analyses of the experimental results and determine the optimum condition, curve fitting of the compression properties was done using OriginPro (OriginLab, USA).
The hardness (Shore A) was measured using a PTC Instrument model 307L (Boston, MA, USA) following ASTM D2240.
The average of at least three repetitions was used for each sample and all tests.
Results and discussion
OBSH concentration
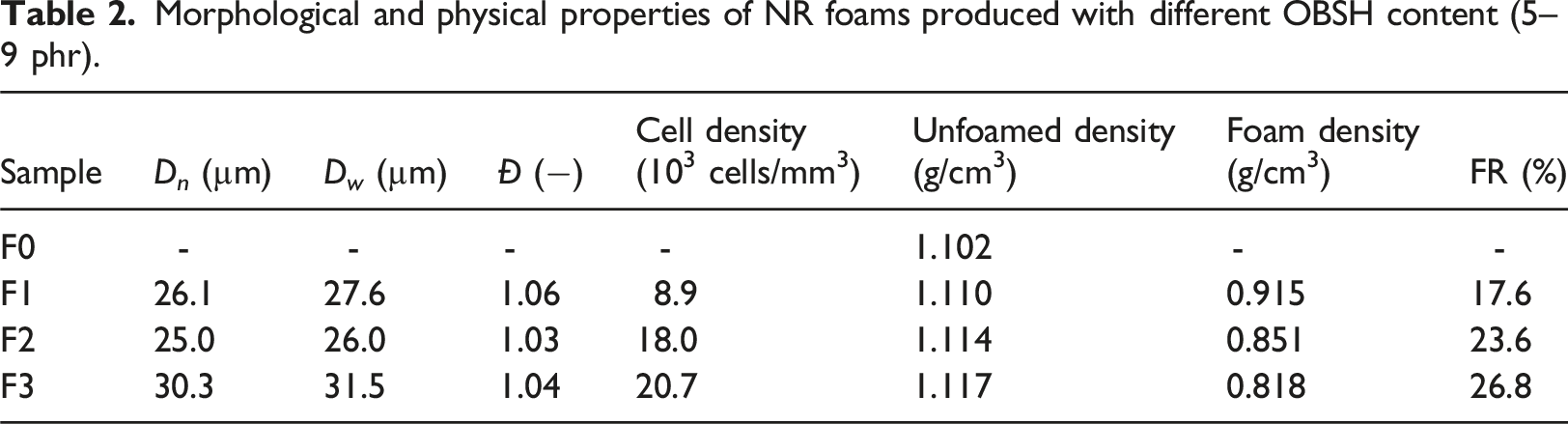
The first part of this study examined the effect of OBSH concentration on closed cell NR foams (F1-F3 in Table 1). The process was conducted under specific conditions: a temperature of 150°C and a time of 35 min. During this step, the OBSH content was varied between 5 and 9 phr. Figure 1 and Table 2 show the morphology and cellular characteristics of these NR foams, respectively. As expected, increasing the OBSH content (5 to 9 phr) resulted in lower foam density (11%) and higher FR (52%) due to higher amount of gas generated.
24
In all samples, the cell homogeneity (Đ) was between 1.03 and 1.06 indicating high uniformity in cell diameters. In addition, increasing the OBSH concentration from 5 to 9 phr increased both the average cell size (26.1 to 30.3 µm) and cell density (8.9 to 20.7 × 103 cells/mm3) due to more gas being released, which facilitated the formation of a higher number of smaller bubbles.
25
This condition, coupled with a high rate of gas generation, promoted the growth of existing bubbles leading to their larger final sizes.
26
SEM images of NR foams (150°C and 35 min) produced with different OBSH concentration: (a) 5 phr (F1), (b) 7 phr (F2), and (c) 9 phr (F3). Morphological and physical properties of NR foams produced with different OBSH content (5–9 phr).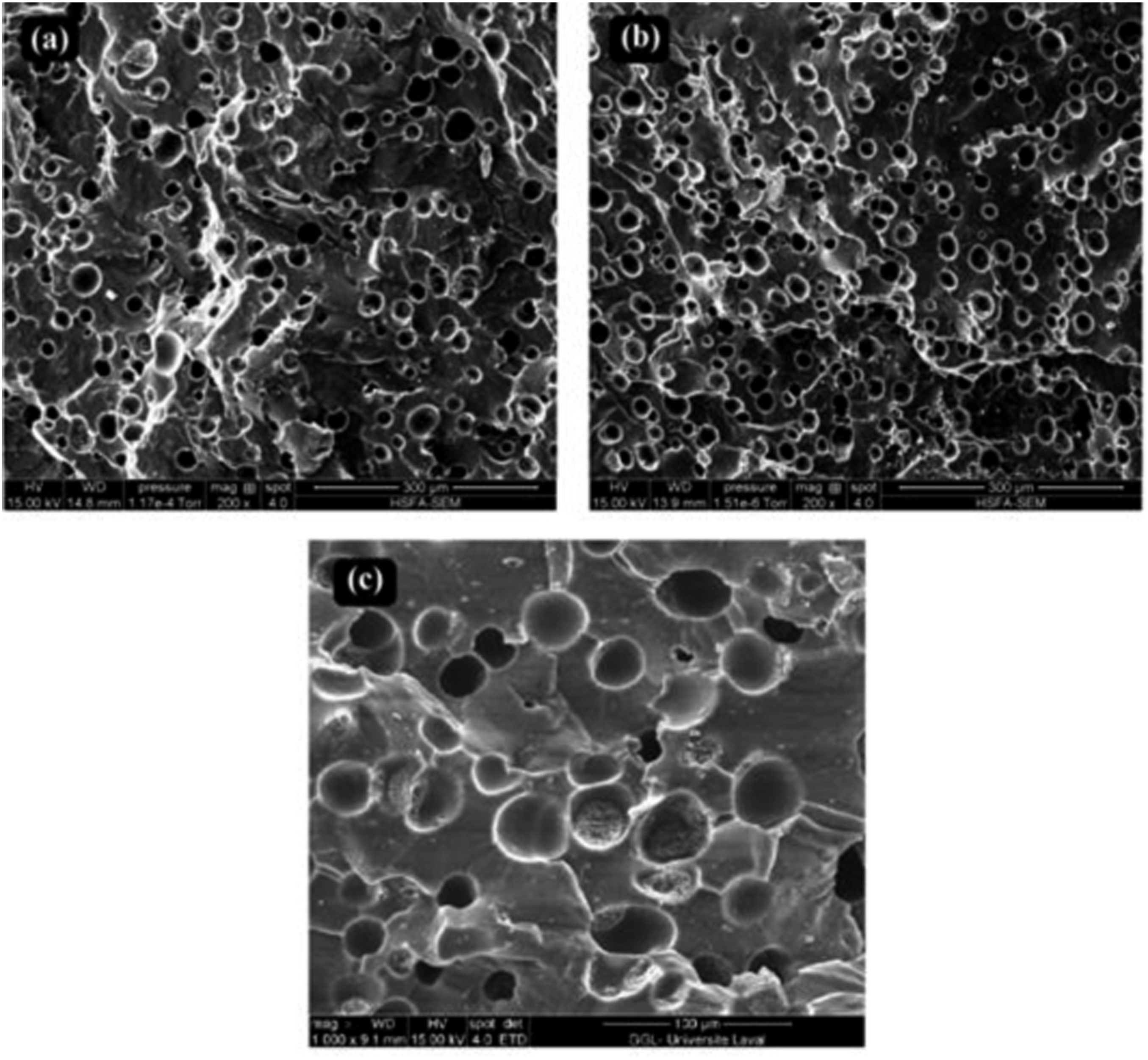
The curing curves and their characteristics for unfoamed and foamed NR produced with varying OBSH concentrations are presented in Figure 2 and Table 3, respectively. The unvulcanized torque (M
i
), fully vulcanized torque (M
u
) and crosslink degree of the NR matrix (related to ∆M) were measured, as well as the onset time of vulcanization (scorch time or t
s
), time to achieve the optimum level of curing (optimum curing time or t
90
) and the curing rate index (CRI = 100/(t
90
-t
s
)). The unfoamed NR (F0) showed higher values for M
i
(72%), M
u
(110%), ∆M (114%), t
s
(80%) and CRI (139%), combined with a lower t
90
(25%) compared to the foamed sample with 5 phr OBSH (F1). This behavior is associated with a lower stiffness and density resulting from the foaming process.
27
However, increasing the OBSH concentration from 5 to 7 phr increased the M
i
(83%), M
u
(140%), ∆M (147%), t
s
(79%) and CRI (94%), while decreasing t
90
(18%). Because OBSH acts as an accelerator owing to the presence of sulfohydrazide in the OBSH structure, this also promotes the vulcanization rate, crosslinking degree and viscosity (torque) of NR foams.28,29 However, excessive OBSH concentrations (9 phr) can lead to over crosslinking or scorching, which can hinder further crosslinking and reduce the efficiency of the curing process.30,31 Additionally, an excessive amount of OBSH can produce unwanted byproducts or degradation products acting as chain termination decreasing the crosslinking degree.32,33 This results in lower curing characteristics, such as M
i
(39%), M
u
(58%), ∆M (59%), t
s
(31%) and CRI (63%) combined with increased t
90
(66%) (F2 to F3). Curing curves of NR foams with different OBSH contents (5–9 phr). Curing characteristics of NR foams with different OBSH contents (5–9 phr).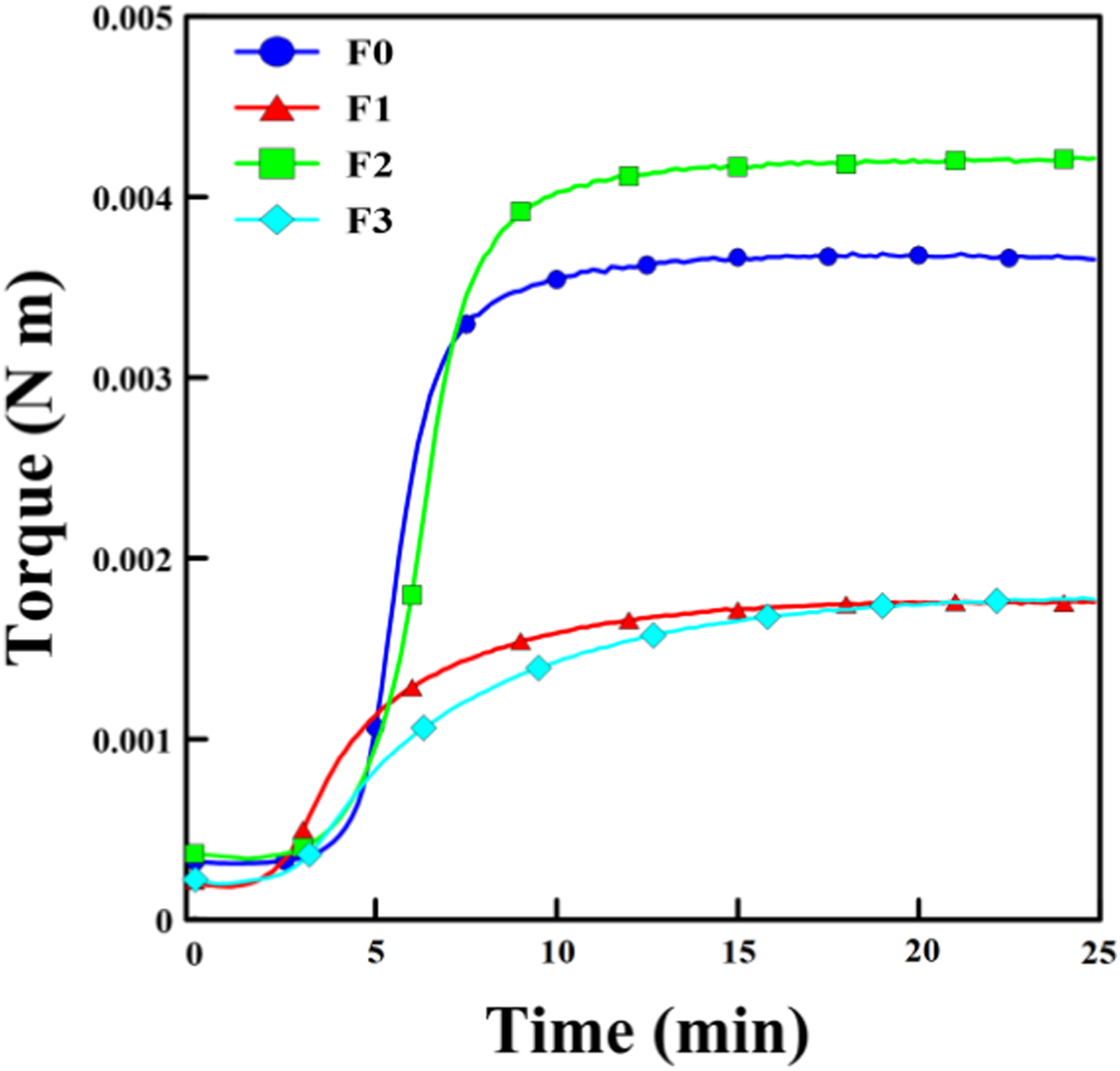
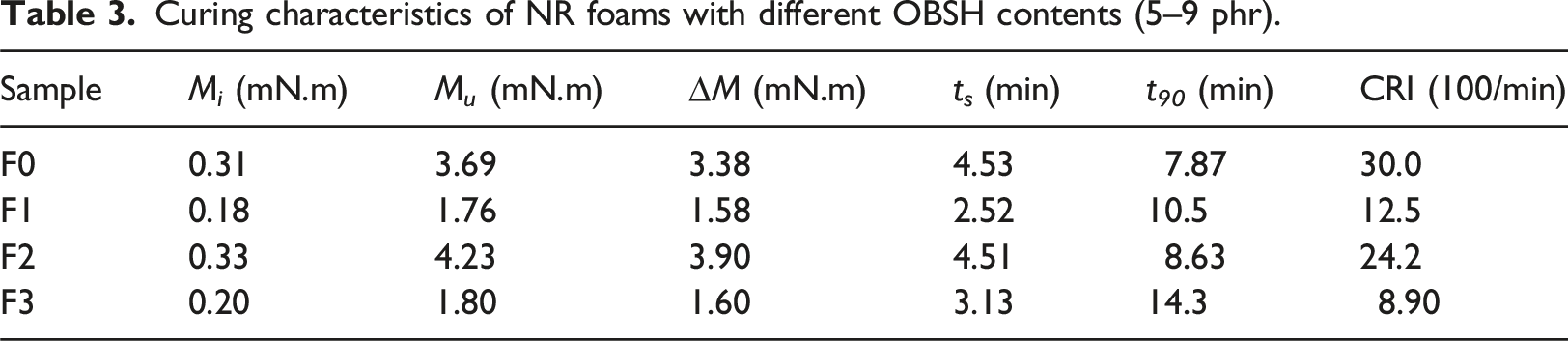
Figure 3(a) presents the compression stress-strain curves, while Figure 3(b) reports on the compressive modulus, strength (stress at 50% strain) and hardness. In general, the mechanical behavior of foams is controlled by two main parameters: foam density and cellular morphology including cell size, cell density and cell size distribution (Đ).
9
Adding a foaming agent (F1) into the solid matrix NR (F0) decreased the compression modulus (14%), strength (11%) and hardness (20%) attributed to the decrease density due to the presence gas-filled cells/voids.
34
The results show that F2 has the smallest cell size (25.0 µm), the most uniform cell size distribution (Đ of 1.03) and good cell density (18.0 × 103 cells/mm3) generating the highest compression modulus (3.36 MPa), strength (2.11 MPa) and hardness (49.6 Shore A) among the foams prepared with different OBSH content. Further increase in OBSH content (7 to 9 phr) resulted in lower modulus (31%), strength (42%) and hardness (2%) due to lower foam density (higher FR) as less material was available to resists the compressive force or needle penetration.
35
Based on these results, the sample containing 7 phr OBSH (F2) was selected for further investigation. (a) Compression stress-strain curves and (b) compressive modulus, strength (stress at 50% strain) and hardness of NR foams produced with different OBSH content (5–9 phr).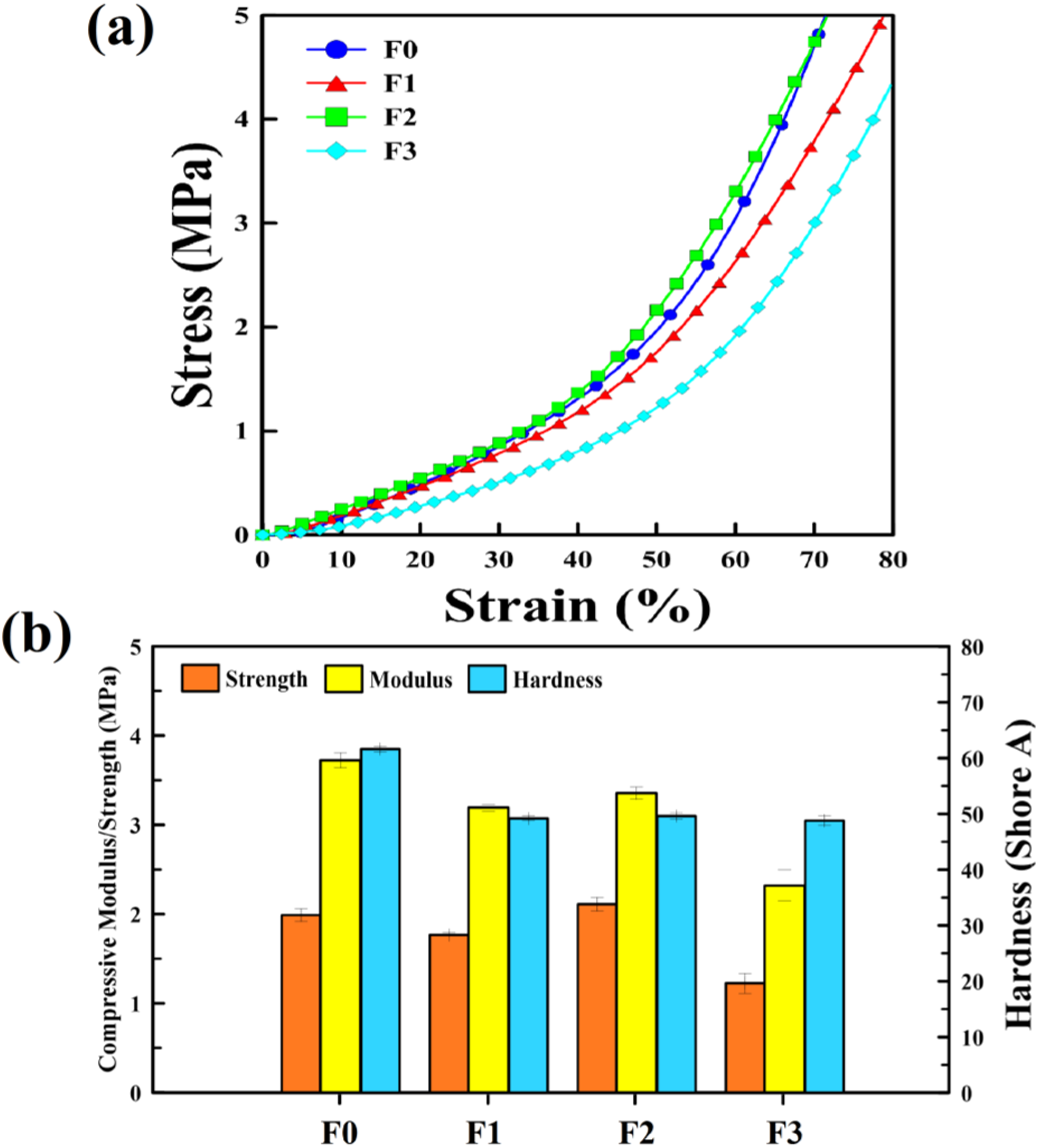
Foaming temperature
In the second part, the foaming time was fixed at 35 min again and the OBSH content at 7 phr to determine the effect of foaming temperature (145°C, 150°C and 155°C). Figure 4 and Table 4 present the morphology and cellular characteristics of these NR foams. It is expected that increasing the foaming temperature from 145°C to 150°C increased the foaming agent decomposition rate and gas solubility/diffusivity inside the NR matrix resulting in lower foam density (14%) with higher FR (115%), larger cell size (55%) and improved cell density (57%).
26
But further temperature increase (150°C to 155°C) led to cell rupture and coalescence due to higher gas pressure and lower matrix resistance.
36
In this case, the foam density (0.851 to 0.870 g/cm3) and cell size (25.0 to 42.4 µm) increased, while the FR (23.6% to 21.9%) and cell density (18.0 to 8.3 × 103 cells/mm3) decreased producing a less homogeneous cellular structure. SEM images of NR foams produced with different foaming temperature: (a) 145°C (T1), (b) 150°C (F2) and (c) 155°C (T2). Morphological and physical properties of NR foams produced at different foaming temperature (145–155°C).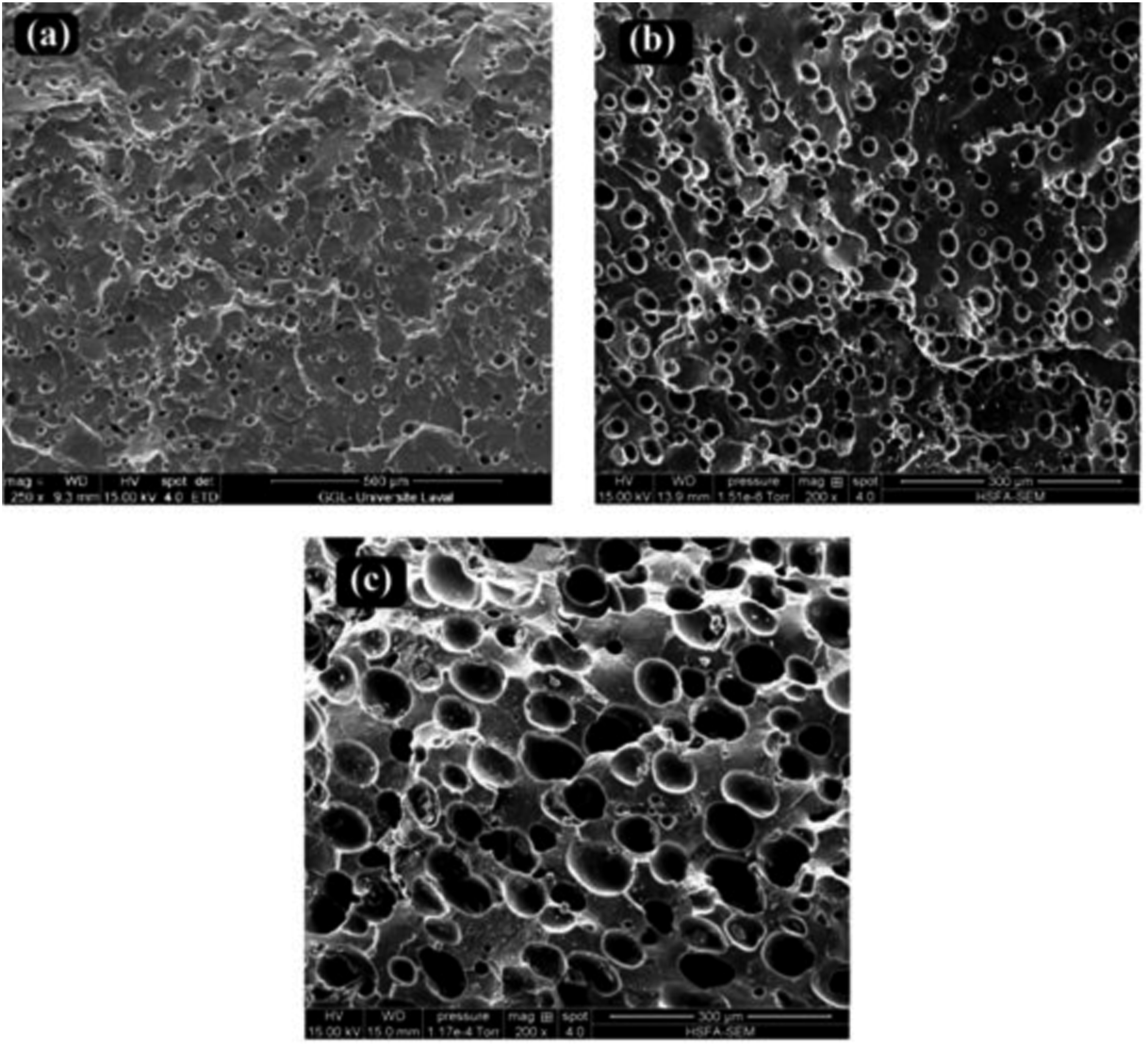
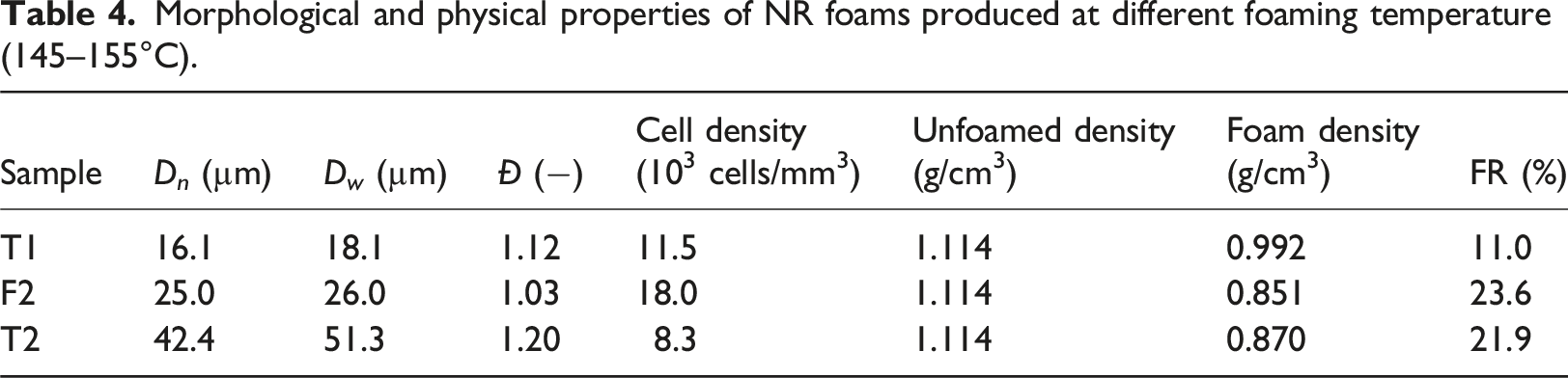
Figure 5 presents the curing curves of NR foams at different temperature with the characteristics reported in Table 5. The latter shows a decrease in M
i
(6%), M
u
(12%), ∆M (13%), t
s
(53%) and t
90
(53%) combined with higher CRI (117%) as temperature increases, indicating lower viscosity (torque) and improved flowability of the rubber compound at higher temperature.
37
But increasing the temperature imposes faster crosslinking reactions leading to a shorter scorch time and optimum curing time.
38
These changes are reflected in lower M
i
, M
u
, ∆M, t
s
and t
90
with higher CRI. Curing curves of NR foams produced at different foaming temperature (145–155°C). Curing characteristics of NR foams produced at different foaming temperature (145–155°C).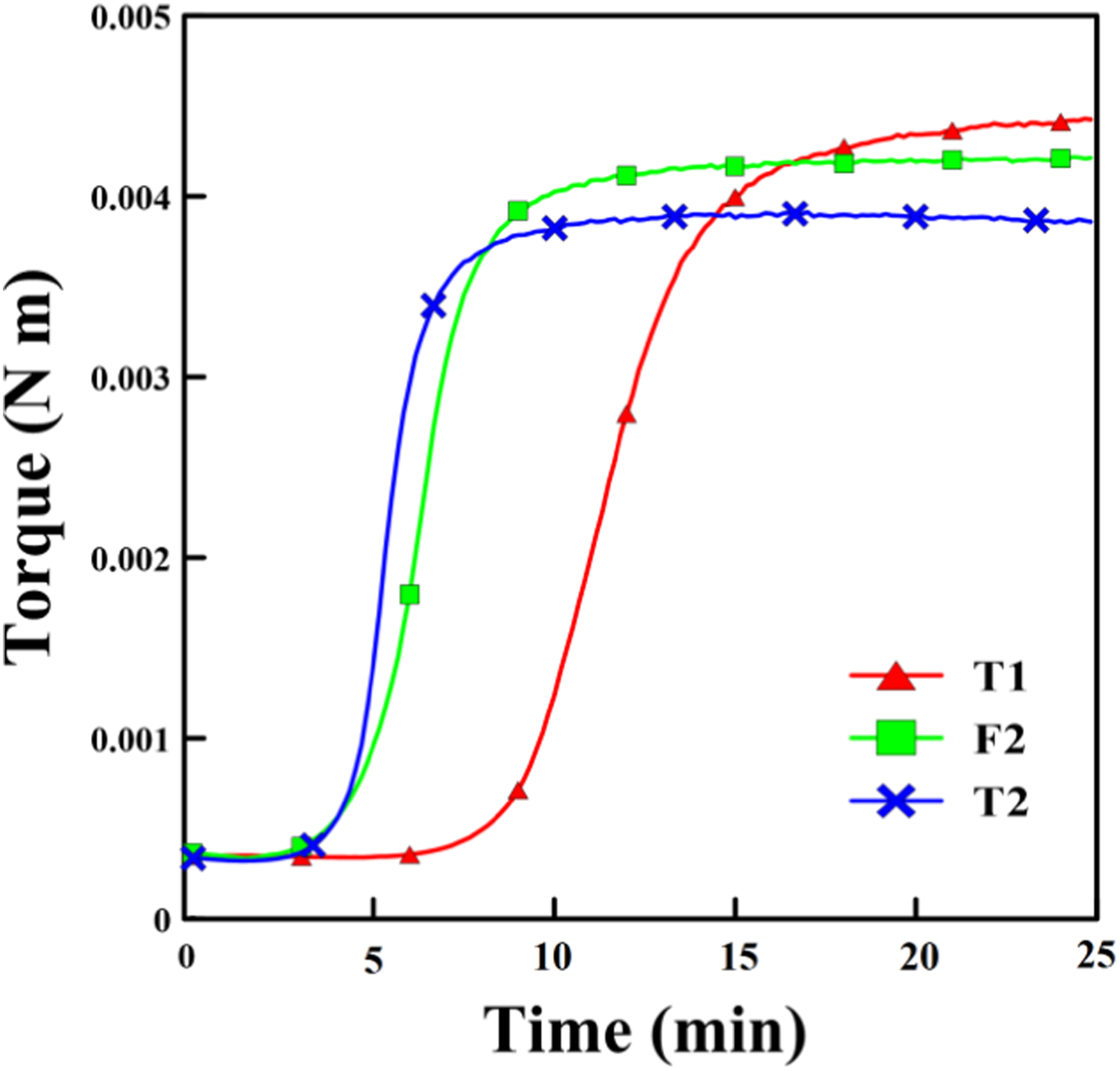

Figure 6(a) shows the compression stress-strain curves and Figure 6(b) reports on the compressive modulus, strength (stress at 50% strain) and hardness of the NR foams produced at different foaming temperatures. These results indicate that the foam prepared at 150°C (F2) had the highest modulus (3.36 MPa), strength (2.11 MPa) and hardness (49.6 Shore A) despite having a high FR (23.6%). This can be attributed to its better overall morphological characteristics (low Đ of 1.03 and high cell density of 18.0 × 103 cells/mm3) compared to the samples manufactured at 145°C and 155°C. Nevertheless, the sample produced at 145°C (T1) has similar modulus (2%), strength (11%) and hardness (1%) within experimental uncertainty compared to the foam produced at 155°C (T2). Based on these results, a foaming temperature of 150°C was selected for the following step. (a) Compression stress-strain curves and (b) compressive modulus, strength (stress at 50% strain) and hardness of NR foams produced at different foaming temperature (145–155°C).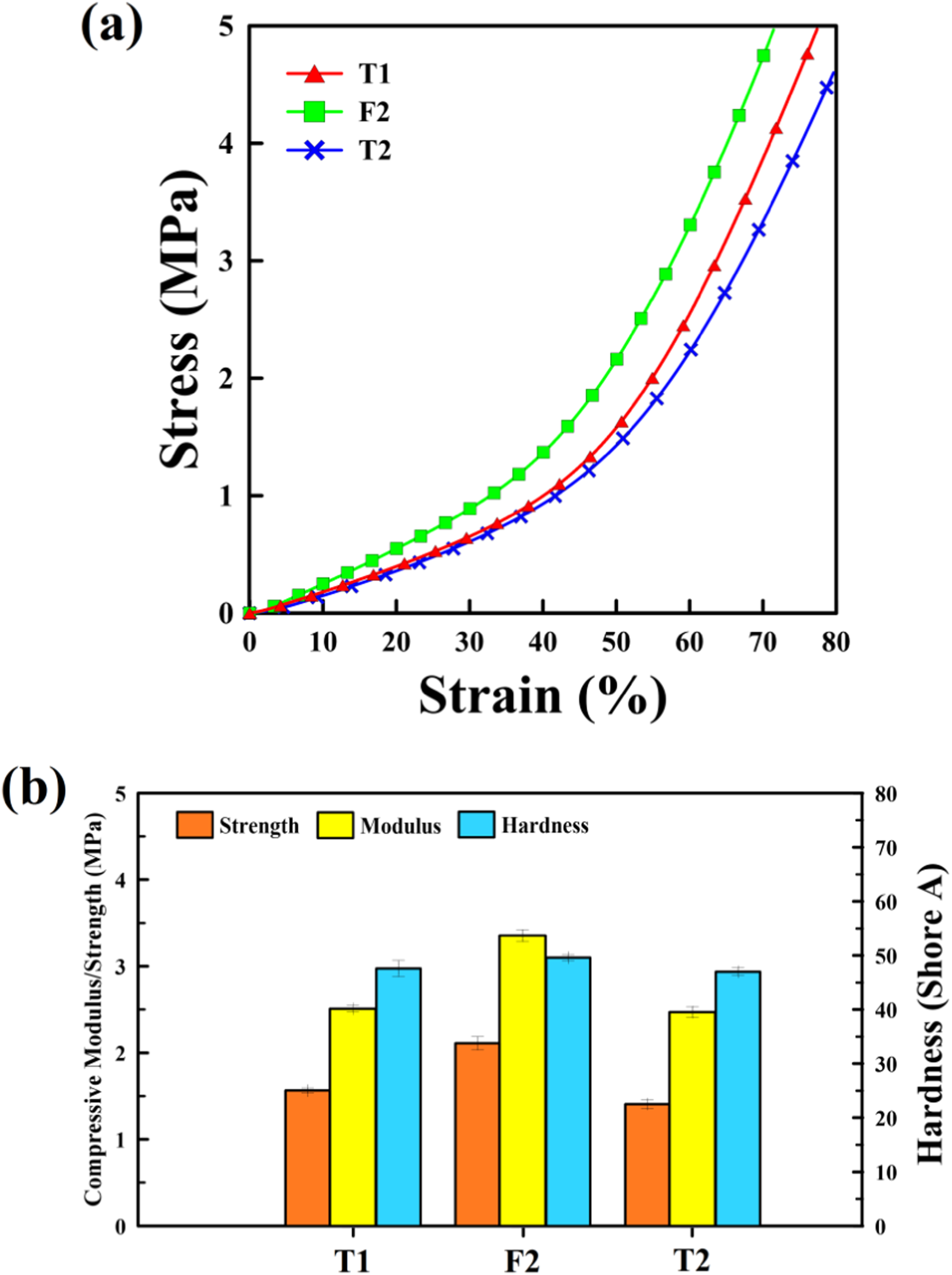
Foaming time
Figure 7 and Table 6 present the morphology and cellular characteristics of NR foams prepared at different foaming time (25–45 min). Increasing the foaming time from 25 to 45 min led to higher foam density (18%), but reduced FR (54%) and cell size (63%). Higher foaming time can insure complete blowing agent decomposition (maximum amount of gas production), but also higher crosslinking degree leading to higher matrix resistance to foaming.
39
The latter is usually the most important factor resulting in lower cell growth and smaller cell size.
40
Furthermore, the cell density has a different trend and the maximum value (18.0 × 103 cells/mm3) was observed at 35 min. So a balance exists to give enough time for complete foaming, but limiting gas losses. SEM images of NR foams prepared at different foaming time: (a) 25 min (C1), (b) 35 min (F2) and (c) 45 min (C2). Morphological and physical characteristics of NR foams prepared at different foaming time (25–45 min).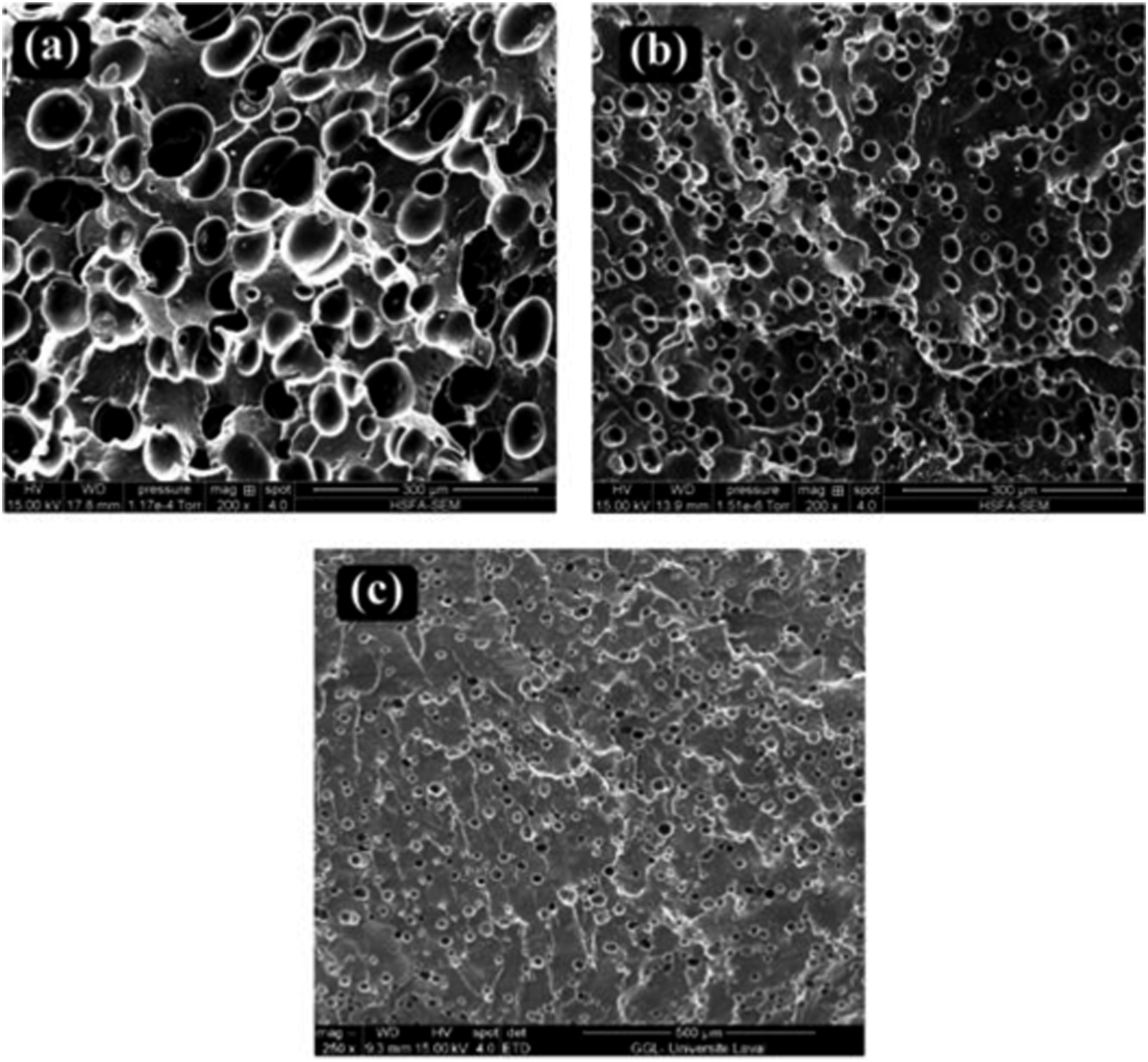
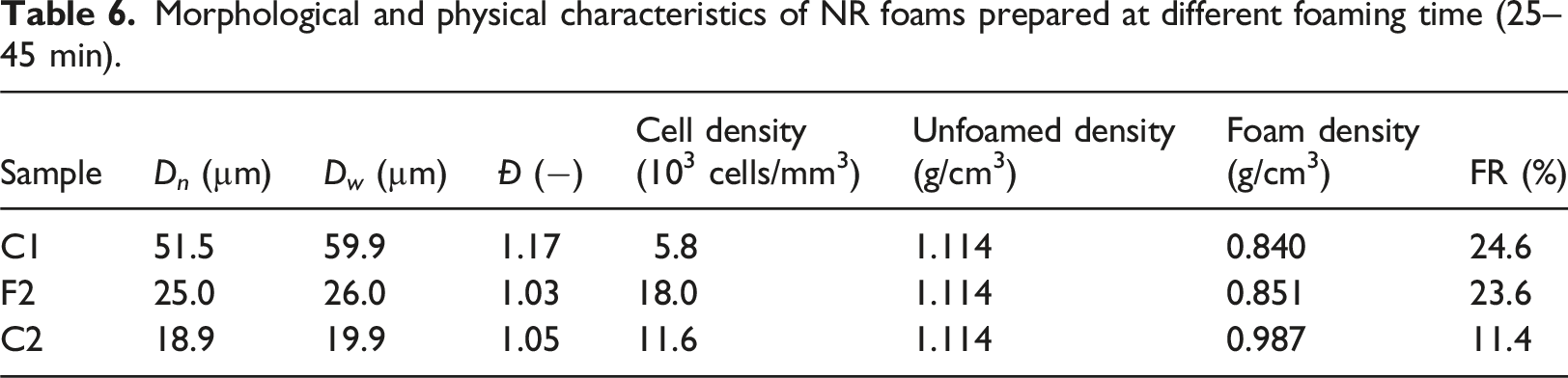
Figure 8(a) presents the compression stress-strain curves and Figure 8(b) reports on the compressive modulus, strength (stress at 50% strain) and hardness of NR foams produced at various foaming time. The results show better mechanical performance for the sample prepared at 35 min (F2) based on the discussion above. Nevertheless, the foam produced at 45 min (C2) has higher modulus (16%), strength (22%) and hardness (3%) with lower FR (54%), smaller cell size (63%), lower Đ (10%) and higher cell density (100%) compared to the foam prepared with 25 min (C1). (a) Compression stress-strain curves and (b) compressive modulus, strength (stress at 50% strain) and hardness of NR foams prepared at different foaming time (25–45 min).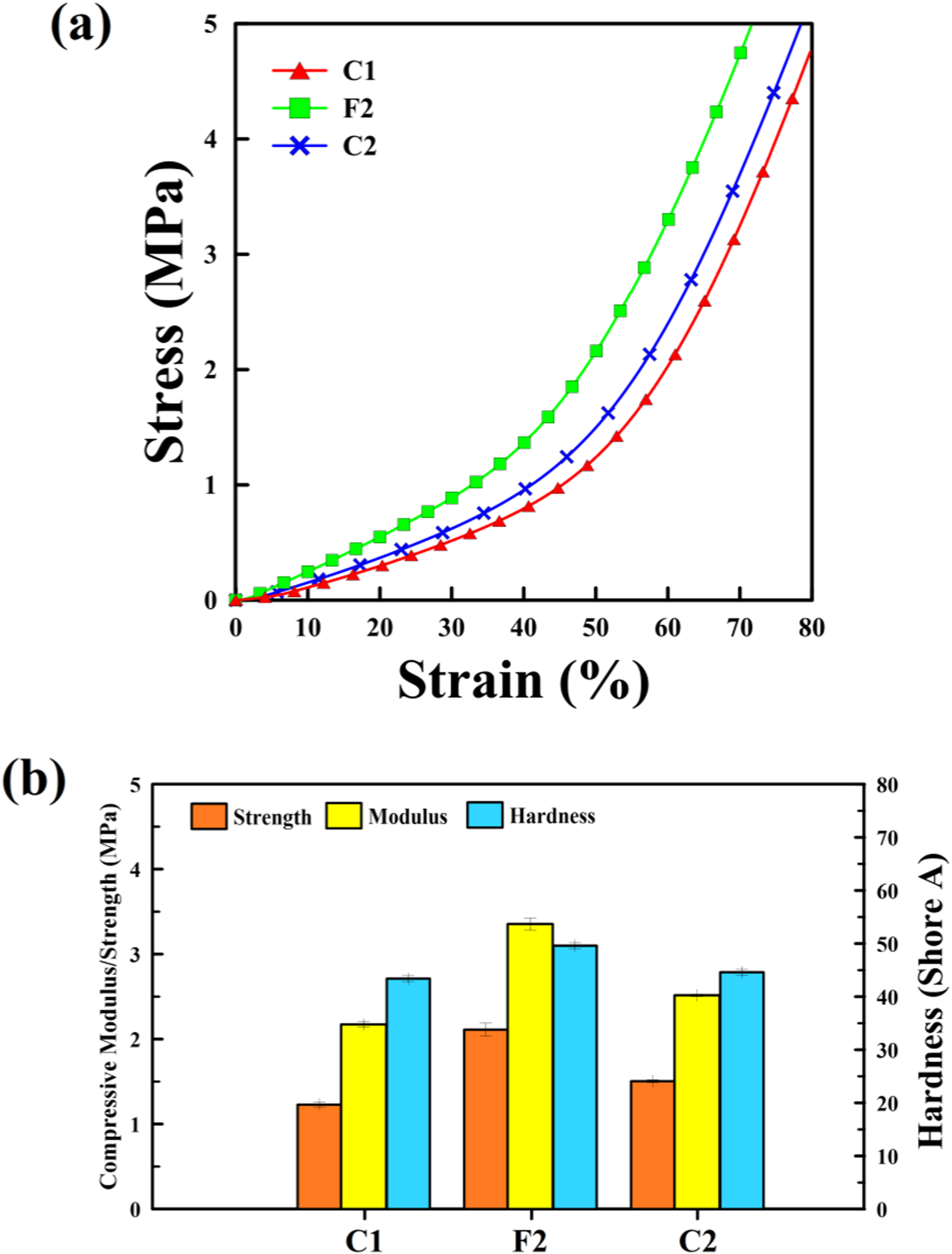
Foam optimization based on the compression results


The values of independent and dependent variables.
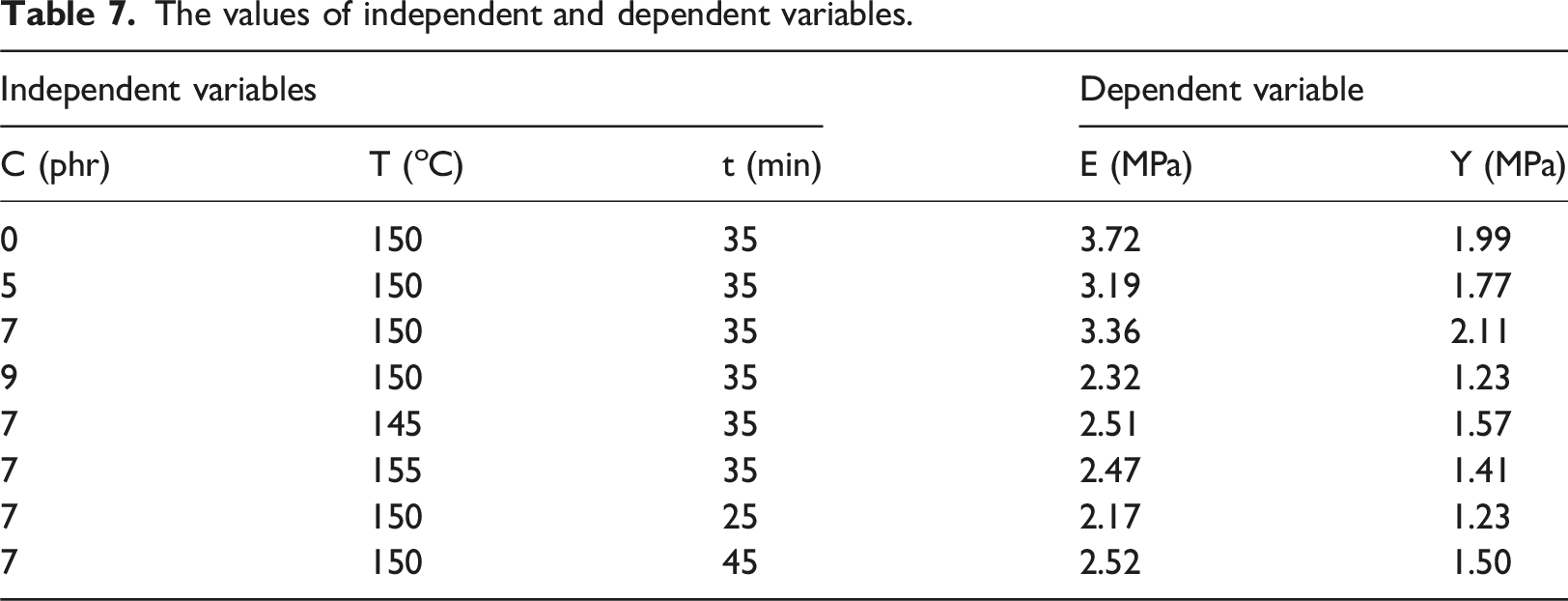
Equations (2) and (3) were then used to predict the optimum conditions to maximize both dependent variables (Table 7): compression modulus and compression strength at 50% strain. The fitting curves and equations (OriginPro) are presented in Figure 9. Due to the limited number of data, all the models are very good (R2 = 1). Based on these equations, the optimum values were determined to predict the maximum modulus and strength. For each parameter, the optimum is also reported in Table 8. Curve fitting of compression modulus and strength (at 50% strain) based on different parameters: (a) OBSH content, (b) foaming temperature and (c) foaming time.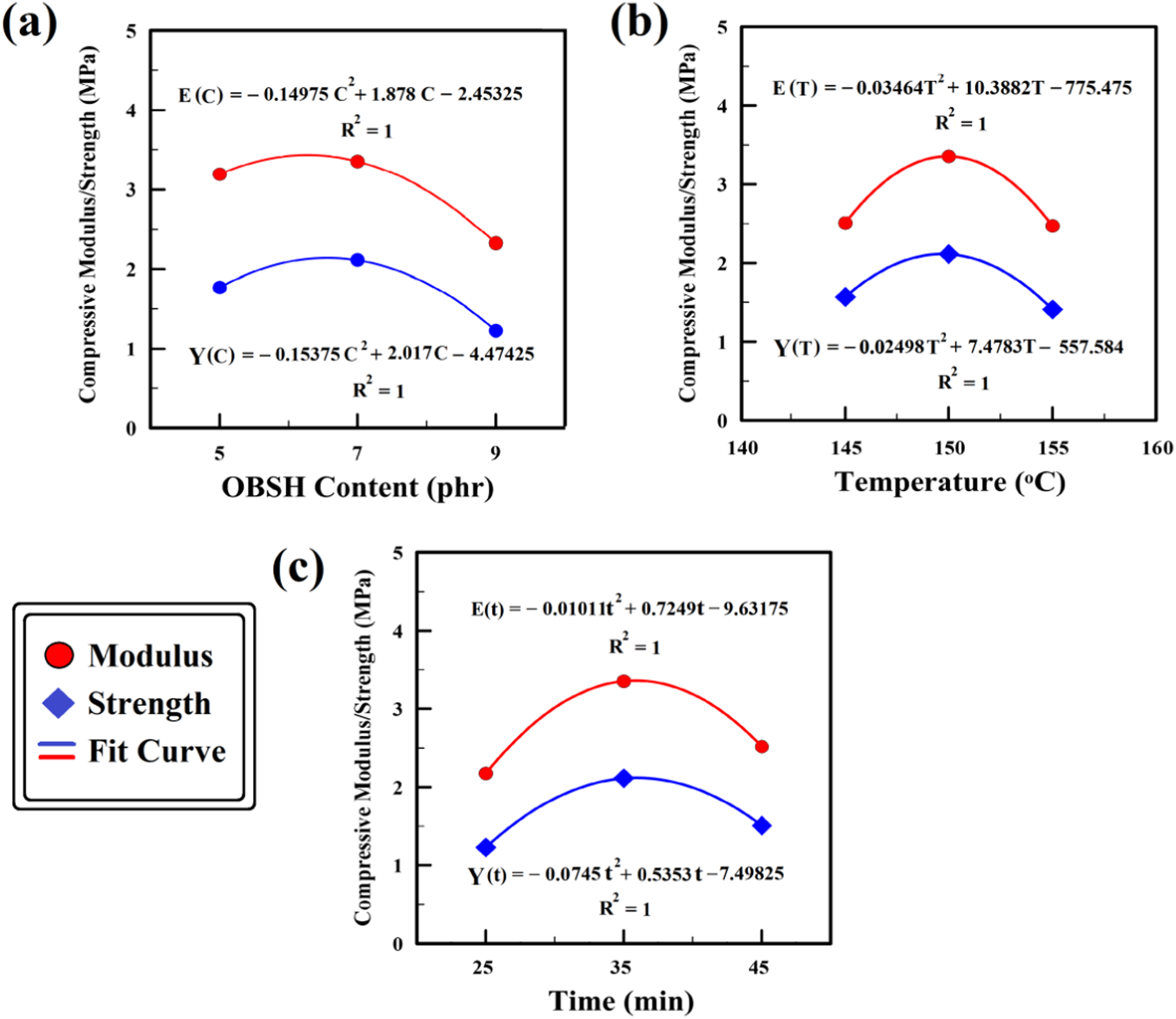
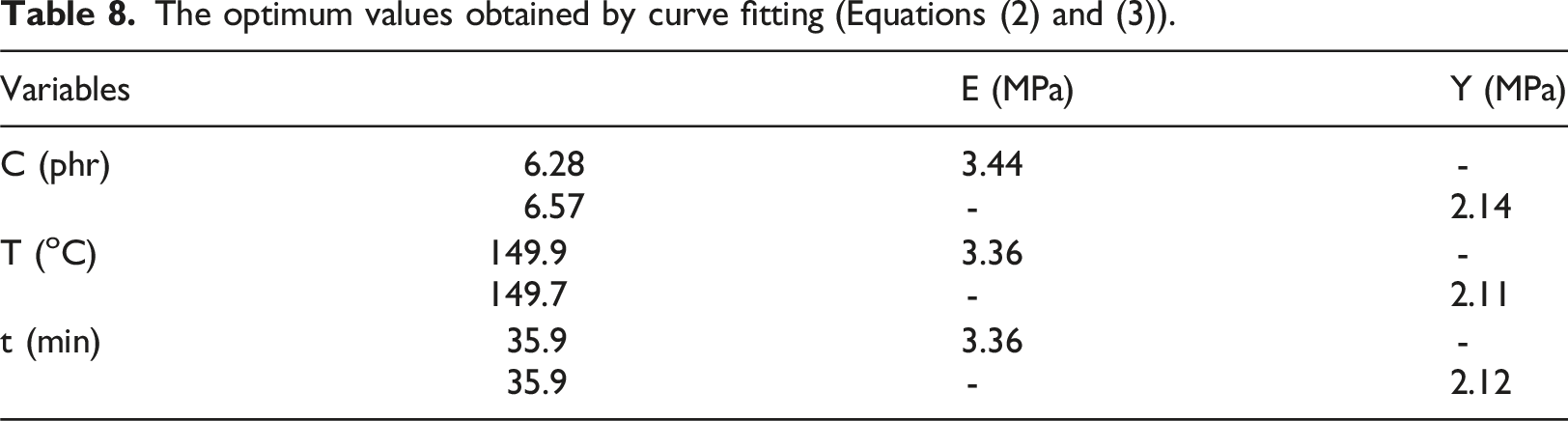
Since the optimum conditions for both E and Y were similar, it was decided to average the values to optimize them simultaneously to give: C = 6.5 phr, T = 150°C, and t = 36 min. A validation sample was then produced under these conditions.
Figure 10 presents all the results for the optimized system. Using the same characterization and conditions as reported in the Experimental section, the curing characteristic of sample R6.5 was obtained including M
i
(0.37 mN.m), M
u
(4.37 mN.m), ∆M (4.0 mN.m), t
s
(5.16 min), t
90
(9.5 min) and CRI (23.08 100/min) (Figure 10(a)). According to the SEM image analysis (Figure 10(b)), R6.5 had optimum D
n
(24.8 µm), D
w
(26.0 µm), Đ (1.05) and cell density (23.5 × 103 cells/mm3). Also, the density (0.861 g/cm3) and FR (22.6%) were excellent with an unfoamed density of 1.113 g/cm3. Figure 10(c) and (d) present the stress-strain curve and mechanical properties of R6.5, respectively. By comparing the actual values of modulus and strength for R6.5 (3.42 MPa and 2.11 MPa) with the predicted model values (3.44 MPa and 2.14 MPa which are the maxima reported in Table 8), an error of only 0.6% and 1.4% was observed, respectively. It is obvious that excellent agreement between the experimental results and the predicted model values was achieved. Properties of the optimized foam (R6.5): (a) curing curve, (b) SEM image, (c) compressive stress-strain curve and (d) compression/hardness values.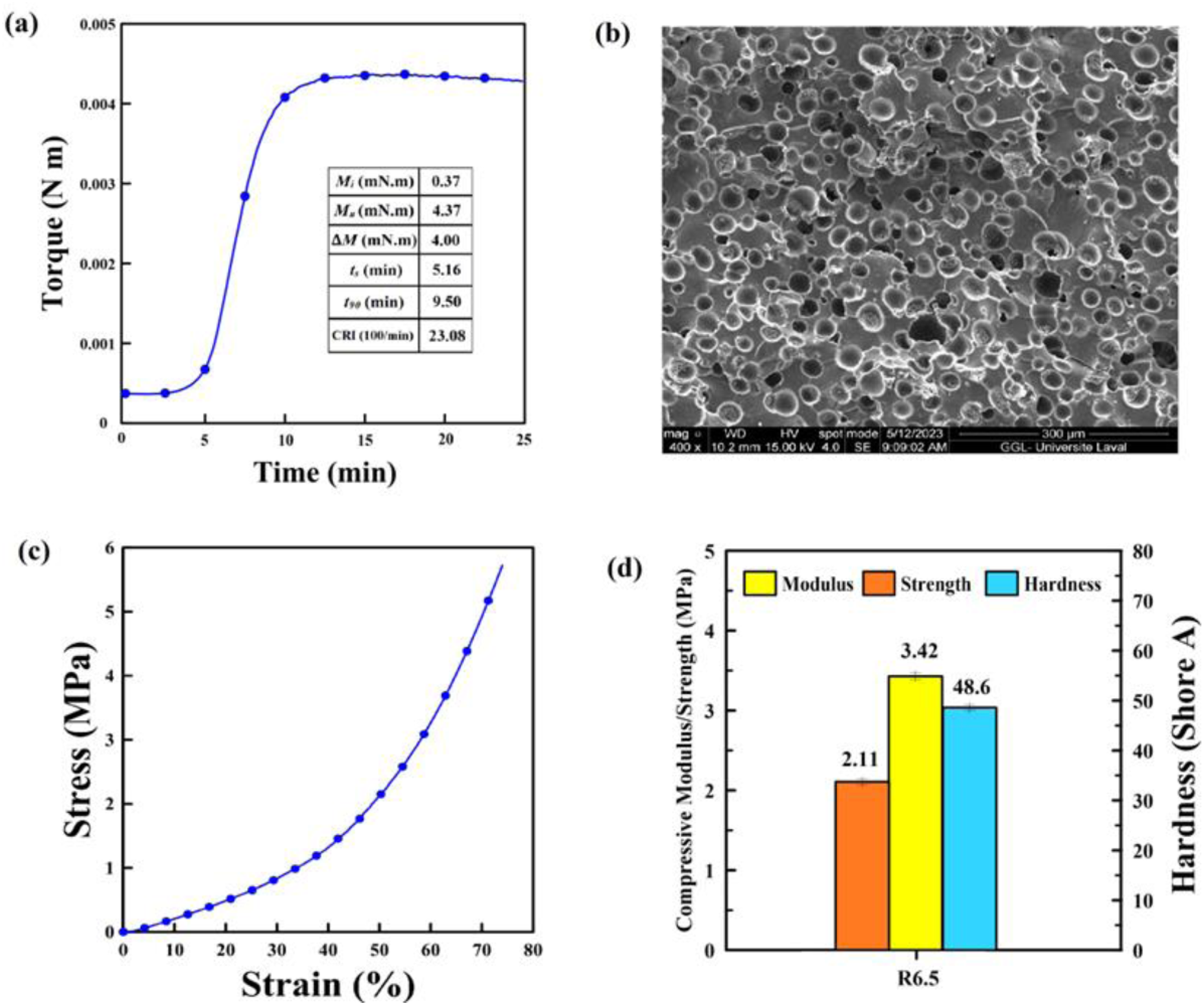
Conclusions
This study reported on the effect of formulation and processing parameters to achieve the best overall properties of rubber foam. In particular, natural rubber (NR) was selected as the matrix and p,p’-oxybis (benzene-sulfonyl hydrazide) (OBSH) as the chemical foaming agent. A three-step approach was used to determine the effect of OBSH concentration, foaming temperature and foaming time on the mechanical (compression and hardness), morphological and physical properties of the produced foams.
The results indicated that increasing the foaming agent content from 5 to 9 phr affected the cell nucleation and growth steps by increasing the gas production and creating more nucleation sites, resulting in higher foaming ratio (FR) (52%), larger cell size (16%) and cell density (133%), but also decreasing the compression modulus (28%) and strength (31%). Increasing the foaming temperature (145°C to 155°C), the cell size and foaming ratio (FR) increased by 163% and 99%, respectively, while the cell density decreased by 28%. Increasing the foaming time from 25 to 45°min was also found to improve the cell density (100%), modulus (16%), strength (22%) and hardness (3%).
Based on the results obtained, a second order model was built for the compressive modulus and strength. The model was then used to predict the optimum condition to be: T = 150°C, t = 36°min and C = 6.5 phr. A validation test was performed and the results were in good agreement with less than 2% variation.
Finally, this study provided valuable insights into the development and optimization of NR foam production, which are increasingly being used in a wide range of applications such as automotive, construction and aerospace.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge the financial support of both NSERC (Natural Sciences and Engineering Research Council of Canada) and CAMSO-BR for this project. Grant number: RGPIN-2016-05958.