
Abstract
The use of thermoplastics (TPs) for natural fiber composites is restricted to commodity ones like polypropylene and polyethylene However, using engineered TPs such as polyethylene terephthalate (PET) will benefit from its technical and economic advantages. The research aims to characterize injection molded PET composites reinforced with sisal fibers treated differently. Polyethylene terephthalate composites containing 40 wt.% of untreated, alkaline-treated, and alkali/acetylation treated sisal fibers were prepared using compounding and injection molding processes and then characterized. It has been found that production of sisal-PET composites by compounding and injection molding has been shown to be possible. Thermal damage to sisal fiber was noticed during composite production. Based on the thermogravimetric analysis analysis, a net weight loss (excluding water loss) of 11.1%–14.0% was observed at the operating temperatures of the two processes. The addition of 40 wt.% of sisal to the PET matrix improved the tensile modulus by 137%. Further improvement by 179% was observed when alkali-treated sisal fiber was used. The combined alkali/acetylation treatment of sisal yields more enhancement by 233%. This is a significant advancement because modulus is the most influential parameter during the design and service of an engineering product. Generally, compared to the
Introduction
Glass fiber is by far the most popular reinforcement for injection molding with thermoplastic (TP) resins. 1 However, in recent years, interest in natural fiber reinforced polymer composites has increased rapidly to replace glass fibers, especially in the automotive industry.2–4 The growing interest is related to the necessity to produce lightweight and fuel-efficient vehicles. 1 Industry was forced to choose materials with a lower carbon footprint due to stricter laws and increased environmental awareness.2,4–9 Natural fibers are cheaper than glass fibers.1,10 Unlike glass fibers, they are supposed to not cause skin irritation and lung cancer. They are expected to have less wear on machine tools than the abrasive glass fibers.1,10–12 They are also biodegradable, recyclable, and based on renewable resources. Moreover, natural fiber reinforced plastics are lightweight and have a higher specific stiffness than glass fiber composites. 13 The use of both TPs and thermosets (TSs) has been reported as a matrix for reinforcing natural fibers. 11 But nowadays, there is a tendency to diminish the use of TSs and increase the use of TPs.1,7,10–12 Sarasini et al., 10 explained that TP composites possess certain key advantages over TSs, such as improved impact and abrasion properties; improved environmental, moisture, and corrosion resistance; unlimited shelf life; absence of toxic or solvent emissions; suitability for low as well as high volume manufacturing; rapid cycle times; recyclability; and the ability to fabricate near net-shape components with very complex shapes. Several research1,10–12,14 indicate that short fiber composites can be processed in the same way as TPs. Some of the techniques used to produce TP composites include press molding, extrusion, injection molding, compression molding, and resin transfer molding. Injection molding is a widely used method, and most bio-composites based on TP polymers are processed by this method.1,10–12 Short manufacturing times and reduced finishing operations during injection molding result in a significant cost savings, making the process more desirable for producing NF-reinforced TP composites.1,10–12,14 The rapid manufacturing time is mainly beneficial for producing TP composites reinforced with natural fibers as it reduces the residence time of natural fibers in the heating zones of injection molding machines.1,11,12,14,15 Despite their superior mechanical properties, continuous fiber reinforced composites are not easily adaptable to mass production and are limited to technical applications.1,10–12 Thus, short fiber reinforced TP composites are increasingly used in engineering and consumer goods as they offer good properties along with cost-effective alternatives to competing materials.10–12 Hänninen and Hughes 16 indicated that natural fibers are being compressed and injection molded with TPs such as PP and Co-polyesters and are used for different parts of automobiles, such as door panels, pillars, bolsters, seat-back panels, etc.
However, there are certain challenges when processing natural fibers with TP matrices. They are thermally unstable, and the high-processing temperatures of TPs are foreseen as barriers in the development of optimized natural fiber reinforced TP composites.1,2,5,7,8,10,16–19 As a result, the range of matrices used to reinforce them is limited to the commodity TPs with low to moderate melting temperatures, such as PP and PE.1,7,10–12,14 Thermal processing of natural fibers above 230 °C may result in the degradation of cellulose.7,16,17,19–21 The other challenge is represented by their high moisture absorption, since it can lead to fiber swelling.1–4,18–21 Fiber swelling causes a decrease in the adhesion at the fiber-matrix interface, with a related decrease in the final mechanical properties of the composite. The incorporation of hydrophilic natural fibers into polymer matrices results in a heterogeneous system with poor fiber-matrix adhesion. Because of the large polarity differences between the fiber and the matrix, poor fiber dispersion exists.1,10–12,19 Insufficient fiber dispersion can lead to the agglomeration of the short fibers, thus causing an inhomogeneous mixture of resin-rich and fiber-rich areas.2,7,10,11 Therefore, ways of improving NFs are necessary to minimize those problems. In this respect, surface modifications of natural fibers are found desirable to improve fiber properties, fiber-matrix interface and composite properties. There have been extensive studies addressing this issue.2–7,9,10,14–33 Alkali treatment and acetylation are among the most popular methods because of the easy availability of chemicals on the market, ease of processing, and favorable effects of the modified fibers.2–4,7,18,19,22–24,27,28,34–36 Alkali treatment refers to the immersion of lignocellulosic fibers in aqueous NaOH.4,9,16,18,21–23,25,27,32 It is known to increase the surface roughness and split fiber bundles into smaller diameter fibrils, which increases fiber dispersion through the matrix and adhesion through surface wetting of the fibers.4,6,9,16,17,21–23,25,28 Furthermore, it exposes the reactive hydroxyl groups of the fiber, increasing the reactivity of the fiber and making it ready for further treatment such as acetylation.6,19,22,28 The reaction of OH− groups of the fiber with NaOH also leads to the formation of alkoxide (Fiber-O-Na+), which is responsible for the good thermal stability of alkalized fibers.4,17,22,23,25,26,37,38 Acetylation is also another method of surface modification of natural fibers, rendering them hydrophobic.2,4–7,15,19,22,27–31,37 During the process, the active hydroxyl groups of the fiber react with the acetyl ones and convert the hydrophilic (Fiber-OH) fiber into a hydrophobic (Fiber-O-C=OCH3) surface.2,19,22,28,30 It promotes compatibility of the fiber with the hydrophobic matrix by minimizing the polar differences between the two and improves the dimensional stability of the composites.2,6,19,22,28 For efficient acetylation and enhanced fiber-matrix compatibility, it is usually conducted on the alkali-treated fiber.4–6,19,22,28–31,33,37 Plenty of research work was conducted concerning the effects of alkali and acetylation treatments of NFs on the composite properties.2,4–6,19,21,22,24,27–31,33,37 Kumaran et al., 5 Liu et al., 9 Samaei et al., 22 Vinod et al., 33 Khan et al., 37 Jothibasu et al., 39 Gupta et al. 40 and other researchers conducted alkali treatment on different NFs. Mishra et al., 6 Martins and Joekes 23 and Nair et al., 29 studied the alkali/acetylation treatment of sisal fibers. Zaman et al. 20 performed alkali/acetylation treatment of banana fibers. They all agreed that acetylation of the alkaline-treated fiber improved the composite properties more efficiently than the alkali treatment alone. Fiber volume fraction is another important factor that has a huge influence on the mechanical properties of composites. Antony et al. 41 studied the effect of fiber content on the mechanical properties of hemp fiber woven fabrics-PP composite laminates and found that an increase in fiber content led to an improvement in the mechanical properties of the composites. Singh et al. 42 also studied the effect of fiber loading on its mechanical properties. It is found that flax-PLA composites with 35% fiber volume showed an increase in tensile and flexural strength of 38.83% and 18.35%, respectively, as compared to neat PLA.
Little work has addressed utilizing polyethylene terephthalate (PET) as a matrix for NFs. For example, Huq et al. 43 produced a jute fabric reinforced PET composite by compression molding at a temperature of 280°C for 5 min. The mechanical, degradation, and interfacial properties of the composites were studied. But they failed to show the effect of a high processing temperature (280°C) on the thermal degradation of jute fibers. Maria et al. 44 studied the physical, mechanical, and thermal properties of a composite produced from recycled PET and flax fabrics. Rahman et al. 45 also characterized the physical and mechanical properties of composites fabricated from sawdust and recycled PET. These works deal with compression molding, which is limited in terms of volume of production, part precision, design flexibility, rate of production, and others.
This research demonstrates the possibility of injection molding of engineering PTs like PET in addition to commodity ones. The use of engineering PTs improves the mechanical properties significantly (Figure 12 can be referred to) besides increasing the value chain of their use as a reinforcement with NFs. Recycling of such plastics could also be improved. In this research, a method of compounding followed by injection molding was used to produce short sisal fiber reinforced engineering thermoplastic PET. The work examines the extent of thermal damage to the sisal fibers due to the elevated (>246–275°C) processing temperatures. The study also explores the effects of reinforcing sisal fiber on the mechanical properties of PET polymer. The effects of the employed fiber modifications on the SEM-based interfacial properties, mechanical, thermal, and water absorption properties of the composites were also addressed. The density of the composite system was also determined. In addition, the flexural properties of NF-strengthened PP composites, which were used in various parts of automobiles, were compared with the investigated composites. Finally, based on the investigated results, application areas were proposed.
Materials and methods
Materials
Commercial grade sisal fiber was bought as a lap in stretch band form from Seilerei SAMMT Elsterberg, Germany. Acetic acid, sodium hydroxide, acetic anhydride, and sulfuric acid are commercially available and arose from analytical grade, used as it is. The PET was purchased in pellet form from Lotte Chemical Deutschland GMBH, Kölner Str. 12, 65760 Eschborn, Germany. It is a PET copolymer with a density of 1.4 g/cm3 and a melting point of 245 ± 3°C, characterized by excellent processability, optical clarity, high-stress crack resistance, toughness, and excellent thermal stability.
Methods
Alkali and alkali-acetylation treatments were conducted aiming at modifying the surface of sisal fibers and improving their adhesion to the PET matrix. For alkali treatment, raw sisal, chopped to a length of 30–50 mm, was treated with 10 wt.% (0.2 M) NaOH at 50°C for 2 h. It was then washed with distilled water acidified with acetic acid to a neutral pH and dried at 80°C overnight.2,5,6,18,21,22,24,28,31 For the alkali-acetylation, the alkali-treated sisal was initially immersed in acetic acid for 1 h and then transferred to a solution containing 250 mL of acetic anhydride and 0.1 wt.% of H2SO4 as a catalyst for 5 min. Finally, it was washed until neutral and dried at 80°C for 24 h.2,4,6,19,22,28–30,37
Composite preparation
Operating parameters of twin roller extruder and injection molding machines.

Composite characterization
Tensile strength
The tests were performed according to DINEN ISO 527-1 and 2, with a Zwick Roell universal testing machine equipped with the Text Xpert® II software. The total length of the tensile test specimen was 120 mm. A test speed of 2 mm/min and a gap of 115 mm between the jaws was used. The best mixing ratios were selected based on the tensile properties of the RSC, Al-SC, and Al-ASC samples. PET composites were produced with fiber contents of 10%, 20%, 30%, 40% and 50%, and five samples were taken from each. A total of 75 samples were tested.
Flexural strength
Flexural strength was performed according to DINEN ISO 178-1 with Zwick Roell Text Xpert® II equipped with the Text Xpert® II software using a test speed of 2 mm/min based on a three-point bending system. Five samples were tested.
Impact strength
Impact strength was done according to DINEN ISO 179-1 with a Charpy impact testing machine. The sample dimension for flexural and impact tests was 80 mm × 10 mm × 4 mm. Five samples were tested in the Charpy impact test.
Interfacial properties by SEM
The cross-section of the tensile fractured specimen was examined with a scanning electron microscope (SEM), CAM SCAN 44, Electron Optics. The tensile-fractured specimens were fixed on the sides of a rectangular metal frame with an adhesive. They are then sputter-coated with gold for 20 min before the investigation and observed with a magnification of ×250.
Thermal analysis by thermogravimetric analysis
The thermal properties of the treated and untreated fiber composites were studied with TGA, model TGA-5000, supplied by TA Instruments. A piece of about 15 mg of sample was taken for analysis from each batch. The samples were heated up steadily at a rate of 20°C/min from 30°C to 800°C with nitrogen as a purge gas.
Water absorption properties
The procedure is based on ASTM D 5229. Each of the composite samples was taken to an oven drier and allowed to dry to its dry mass, weighed and recorded as a baseline mass, M
d
, finally soaked in a pan of distilled water at room temperature to observe the mass difference.
The mass of the specimen was weighed and recorded as M
t
, for every 24 h interval until specimens attain saturation. The constant saturation mass was achieved after 168 h. The percentage weight gain (Mc%), at each time interval t, of the samples was calculated using equation (1). Water absorption data were collected, and Mc% values were calculated to plot the moisture absorption rate which is Mc% versus 


The standard, ASTM D 5229,43,45,46 requires a material that follows the single phase Fickian diffusion, which is a model of material moisture absorption and desorption based on Fick’s second law for a diffusion process as shown in equation (4)

Composite density
Composite density was determined by considering the specimen as a regular shaped solid material. Mass of the composite specimen was measured with an electronic balance.
As shown in Figure 1, the volume was measured from the three regions, (2V1+V2), for precise measurement of its perimetric volume.
51
The general formula for calculating density was used, as shown in equation (6a). Similarly, the theoretical density was calculated based on the rule of mixtures by using equation (6b), where ρs is sisal fiber density, 1.45 g/cm3, Vs is fiber volume fraction, ρp is the density of PET, 1.40 g/cm3, Vp is the volume fraction of PET, and ρc is the density of the composite. The tensile test specimen for precise measurement of its perimeter.


Result and discussion
Effect of process temperatures on the thermal degradation of sisal fiber
The effect of high processing temperature on sisal fiber was determined based on the TGA analysis of the utilized sisal fibers. Thermal properties of the fibers used in this study were analyzed with TGA.
27
The weight loss of the fibers during the compounding (up to 246°C) and during injection molding (up to 275°C) was evaluated from their TGA curves. The stacked thermogram is displayed in Figure 2 and the weight loss of the fibers at the two processes is shown in Table 2. As displayed from the table, the weight loss up to 150°C is because of the evaporation of water molecules which were trapped by the intermolecular hydrogen bonds between the fibrils.
27
Thus, the mass loss due to the two processes can be approximated as the sum of the weight losses happening during the processes which is 18.2%, 16.3% and 19.3% for raw (RS), alkali treated (MS), and the alkali/acetylation treated sisal (MAS) samples, respectively. Since esterification is an alternative synthesis route for PET with water as a byproduct, PET will get degraded through reverse esterification especially in the presence of water at high temperature.
15
This is the major problem related to injection molding of NFs with TPs. TGA curves of raw (RS), alkali treated (MS) and alkali/acetylation treated (MAS) sisal fibers. The weight loss of sisal fibers during composite forming processes.

To minimize and avoid such a degradation, thus, the sisal-PET granules were pre-dried at 80°C for 72 h, prior to injection molding as discussed in the methods section. It is reported in different works that the chars formed during the pyrolysis of cellulose serve a favorable effect to the composite by preventing further fiber degradation and improving the stiffness of the composite. 52
However, since the mass loss due to the loss of water molecules is not related to cellulose degradation, the net fiber degradation could be 12.6%, 11.1% and 14.0% for RS, MS, and MAS samples, respectively. Therefore, based on the TGA analysis, the thermal damage of sisal fibers due to the high process temperatures can be expressed as 12.6–18.2%, 11.1–16.3% and 14–19.3% for RS, MS, and MAS sisal fibers, respectively. From the result, it can be stated that although there is a low to moderate level of thermal degradation to sisal fiber due to the two processes, injection molding of PET with sisal fiber is promising. The produced composite specimens have also shown excellent mechanical properties than the natural fiber reinforced commodity TPs such as PP as discussed in subsequent sections. The other important event is the process called pyrolysis, the formation of smoke and char.49–51 The high processing temperature has resulted in the generation of smoke due to the pyrolysis of sisal fiber, which will be condensed and converted into water droplets. To minimize this effect efficient drying of the sisal-PET granules prior to injection molding is normally performed.
Optimal fiber content selection
Figure 3(a and b) illustrates the average tensile strength and modulus values with their corresponding sisal fiber volume. Selection of the optimal fiber volume was made based on the measurement of tensile strength and modulus. From the plots, the maximum average tensile strength and modulus values were recorded for the Al-ASC sample with 40 wt.% of sisal fiber. In comparison, the maximum values for the untreated sisal are between 20 and 30 wt.% of sisal fiber content. Thus, it can be concluded that the employed fiber surface treatments were effective not only for enhancing the mechanical properties but also increasing the content of biodegradable sisal. The modulus of all the samples shows a linear relationship with increasing fiber content. The results are in a good agreement with different researchers.9,20,24,39,41,53,55 The mean tensile strength (σ) and modulus (E) of the composites versus sisal fiber volume.
Effect of sisal reinforcement on mechanical properties of the composites
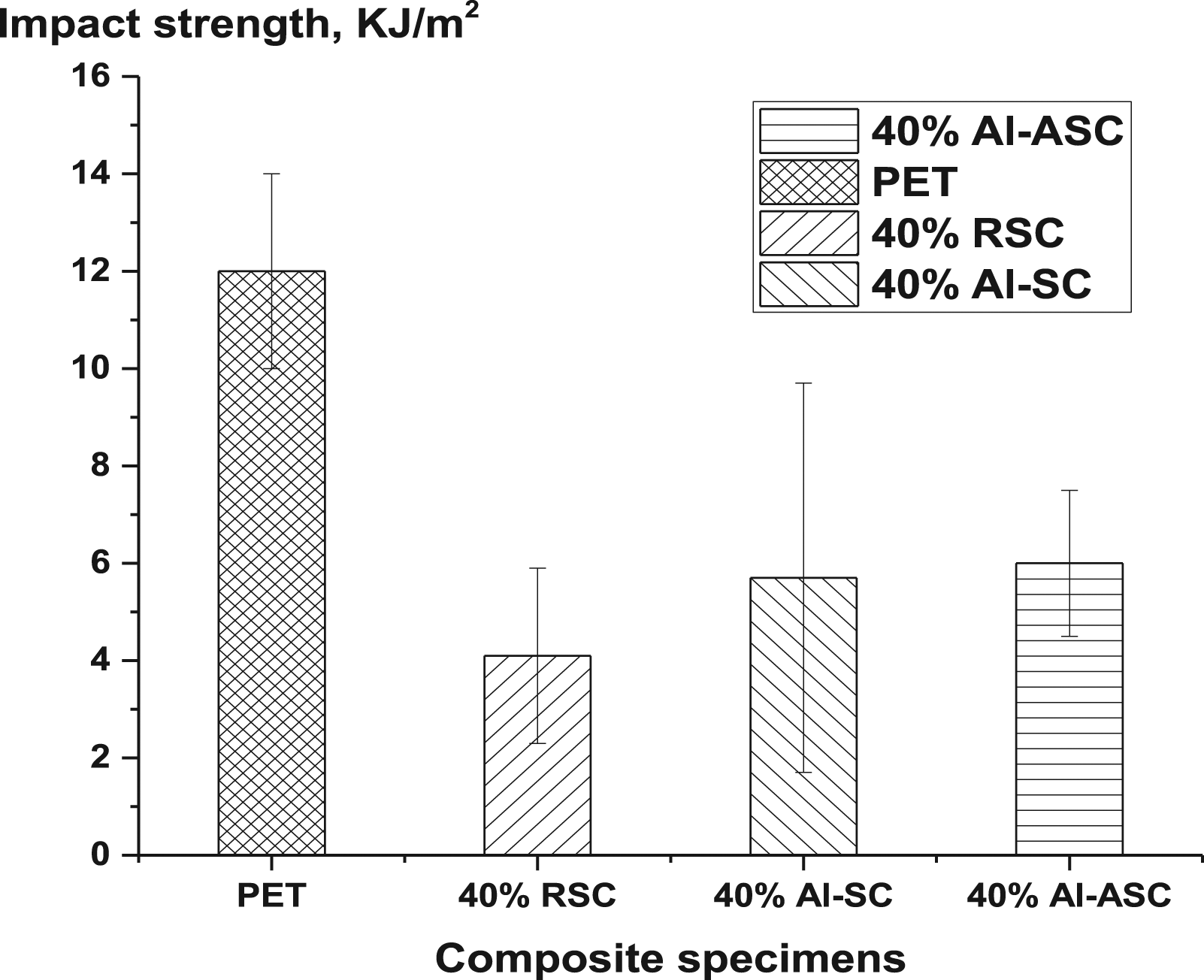
Figures 4–6 show the comparison of the tensile, flexural and impact properties of the pure PET with the produced sisal-PET composites. The tensile, flexural and impact strengths are found decreasing with the incorporation of sisal fibers to the PET matrix. Tensile strength (σ) and modulus (E) of the neat PET and its raw and treated sisal composites. Flexural strength and modulus of the neat PET its raw and treated sisal reinforcements. Impact strength of the neat PET and its raw and treated sisal reinforcements.

This behavior can be explained by the fact that as the natural fibers are polar by nature and PET is comparatively non-polar polymer, there is poor adhesion at the interface and the fibers function as stress concentrators in the composite. This may be also explained by the differences in failure strains of sisal fiber and the PET matrix. During the tensile test, the neat PET behaves very ductile, with 3.7% strain, while the sisal reinforced PET composites fractured, less ductile, <0.5% strain, and show brittle behavior. So, before the transfer of stress from the fiber to the matrix, failure of the composite happened. 53–55 This can be taken as a good verification that mechanical properties of NF reinforced polymer composites are strongly determined by the fiber-matrix interface. On the contrary, the modulus of PET is significantly increased with the incorporation of sisal fiber, which increases with increasing sisal fiber volume, as shown in Figure 3. The tensile module of PET was appreciably improved from 2.7 GPa to 6.4 GPa by incorporating 40% neat sisal fiber and grows to 7.9 GPa when alkali treated sisal was used and further to 9.0 GPa when the combined alkali/acetylated sisal is used. This is in good agreement with Antony et al. 41 and Singh et al. 42
Thus, looking at the effect of reinforcing with neat and surface modified sisal, with the same content of 40%, fiber surface treatment has resulted in improved mechanical properties.
An increase in the stiffness is attributed to a strong interfacial interaction between the fiber and polymer. Increase in tensile modulus is also because of mobility in the amorphous region becomes strongly restrained as the fibers are stiffer than the polymer matrix. A similar trend is shown in the flexural and impact properties as displayed in Figures 5 and 6. The neat PET showed longer extension and linear response, with the incorporation of sisal fibers, such a ductile nature are gradually transformed into rigid nature. The subsequent increase in fiber loading made the PET stiffer with higher flexural modulus.
Effect of fiber modifications
Effect on mechanical properties
Average values of mechanical properties of sisal fiber reinforced PET composite specimens.

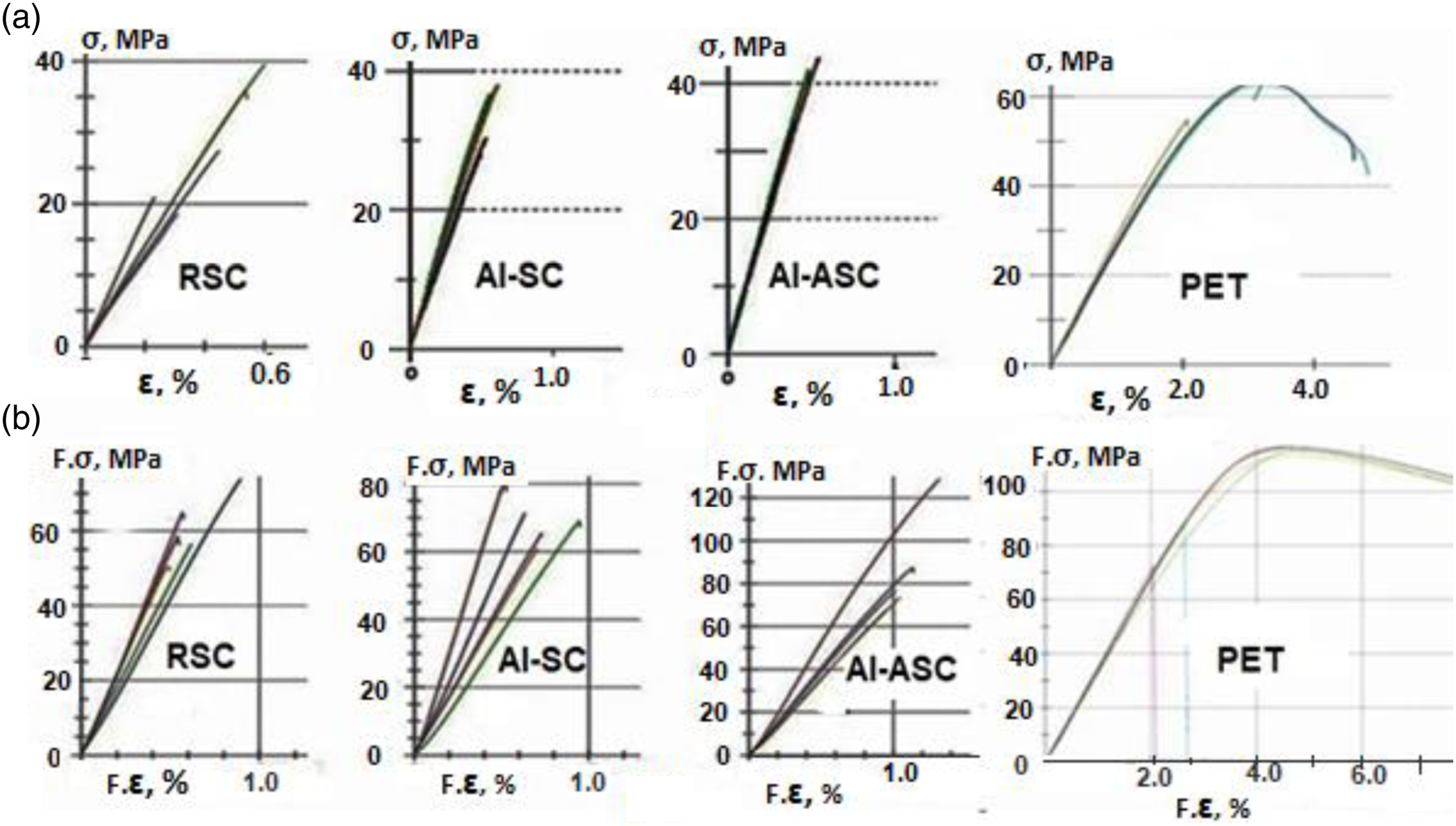
Tensile (a) and Flexural (b) stress-strain curves for the produced composites and pure PET
The flexural strength and modulus of the Al-SC were also improved by 14.4% and 3.1%, respectively, while its impact strength was improved by 31.4%. This is because after alkali treatment, impurities will be removed from the fiber surface which increases the surface roughness. In addition, the fibrils are isolated from the bundle due to the wiping out of the binding materials like lignin and hemicellulose that can be replaced by the PET matrix.2,6,19,22,23,28,35 These are responsible for improved fiber-matrix adhesion and the resulting improvement in mechanical properties of the composites. Referring to Table 3, acetylation of the alkali-treated sisal further improved the mechanical properties of the composites. Compared with the RSC, the tensile strength and tensile modulus of the Al-ASC was improved by 40.4% and 40.4%, respectively. Similarly, the flexural strength of the Al-ASC was also enhanced by 43.1%, while its flexural modulus was reduced by 19.3%. Its impact strength has also recorded an improvement of 46.3%. Moreover, compared with the Al-SC, the tensile strength and tensile modulus of the Al-ASC, was improved by 20.1% and 13.4%, respectively. The flexural strength was also improved by 25%, while its flexural modulus shows a decrease of 22.0%. The decrease in flexural modulus for the Al-ASC sample could be due to the low bending property of sisal fibers as a result of repeated chemical treatment. Subsequent chemical treatments may result in the deterioration of the fiber properties because of the excessive removal of fiber strengthening components of lignin and hemicellulose.22–24 The damage of cellulose was also reported for the raw-acetylated sisal 27 to some extent. The comparative results strengthen that the combined alkali/acetylation treatment of sisal fiber has ensured a significant improvement in the mechanical properties to the composites than the alkali treated sisal composites. The improved hydrophobicity due to acetylation resulted in better wetting of sisal fiber towards the PET matrix and improvement in mechanical properties. This result is in a positive agreement with other findings by Ali et al., 2 Zaman et al., 20 Martines and Joekes, 23 and Chand et al. 31
Effect on interfacial properties
Good adhesion is a prerequisite for high strength in the resulting composite. With good adhesion, mechanical failure of fiber-reinforced composites results in less fiber pullouts and fewer voids on the fractured surface.2,4–9,21,22,27,28,56,57 Figure 5 illustrates the original SEM images of the tensile fractured composite samples (a, b, c) and their threshold images (d, e, f). As shown from the figure, the RSC sample has resulted in a rougher surface with more porous sites than the Al-SC and Al-ASC samples. An objective method of comparison of the voids formed was made with ImageJ, an image analysis technique equipped with particle analysis interface. Based on the procedures, the porous analysis follows thresholding the images into a binary black and white image as displayed in Figure 8. From the threshold image, the dark areas represent voids, while the white areas represent surfaces and matrix components.
61
Figure 9 displays the number of voids analyzed with ImageJ. The same area of specimens of 944,128 pixels square was analysed for the void content. As shown in Figure 9, the number of voids is reduced for the treated fiber composites, Al-SC and Al-ASC, than the untreated one, RSC. The total porous count is divided into two; the first are voids with a pore size of ≤2-pixel sq. These pores are created due to the formation of interfacial aggregates created as a result of the pyrolysis of sisal fiber during injection molding
53
and can not be taken as fiber pullout voids. SEM images of (a) RSC, (b) Al-SC, (c) Al-ASC and after thresholding (d)-RSC, (e) Al-SC, (f) Al-ASC). Pore count comparison of RSC, Al-SC, and Al-ASC specimens.
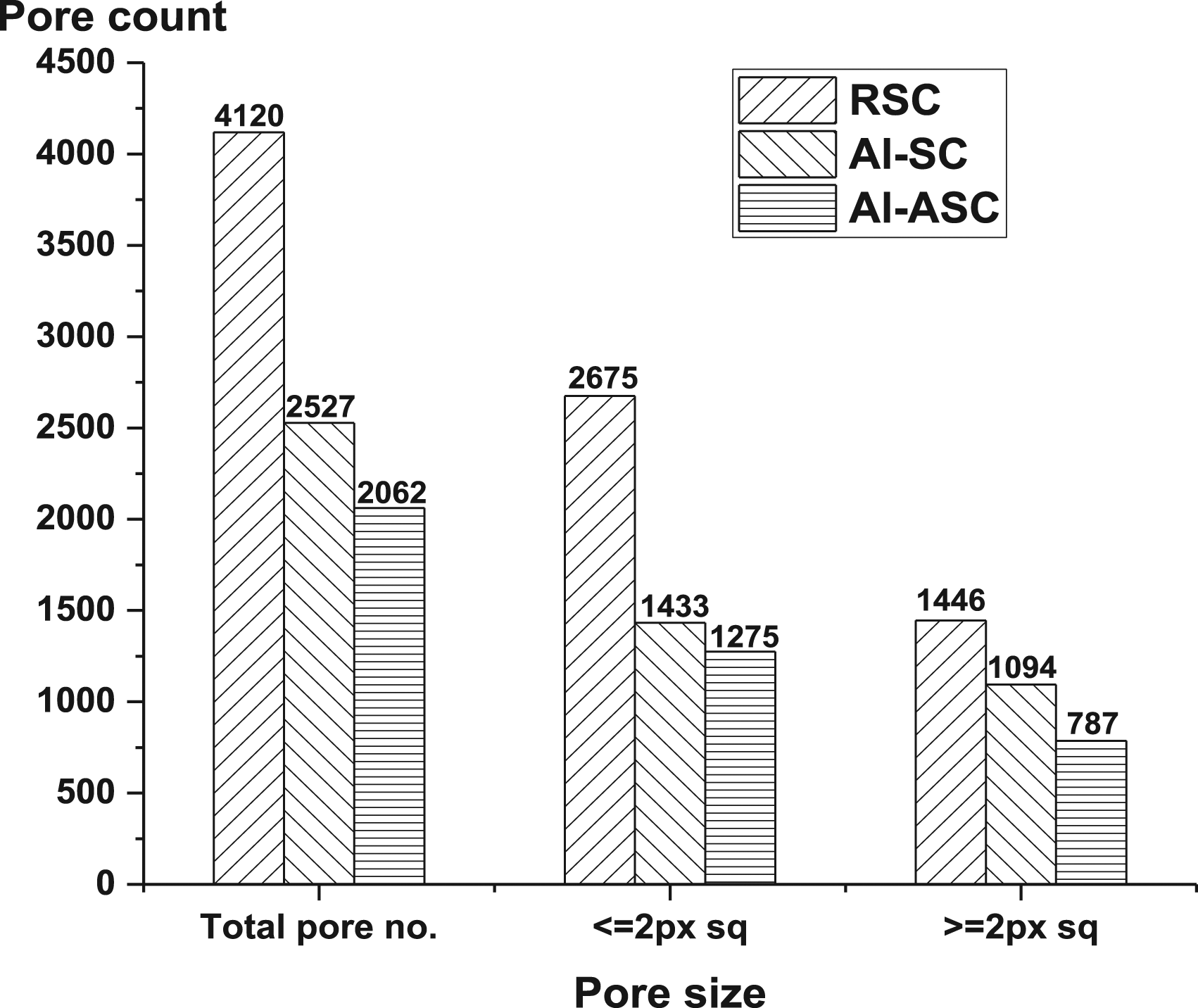
The second are voids with pore size ≥2-pixel sq which can be considered as voids created due to fiber pullout.39,56–58 The number of pores with a sizes ≤2-pixel sq decreases with fiber treatment which indicates improved fiber-matrix interface. Similarly, the number of pores with sizes ≥2-pixel sq decreases with surface treatment. The high porosity count for the RSC indicates an increased number of fiber pullout during a tensile test as a result of poor fiber-matrix interface.59,60
On the contrary, the lower count of the Al-SC and Al-ASC indicates an improved fiber-matrix interface and minimum fiber pullout with a relatively high tensile force. Therefore, it can be concluded that sisal-PET interfacial strength is greatly improved due to the employed fiber surface treatments.
Effect on thermal properties
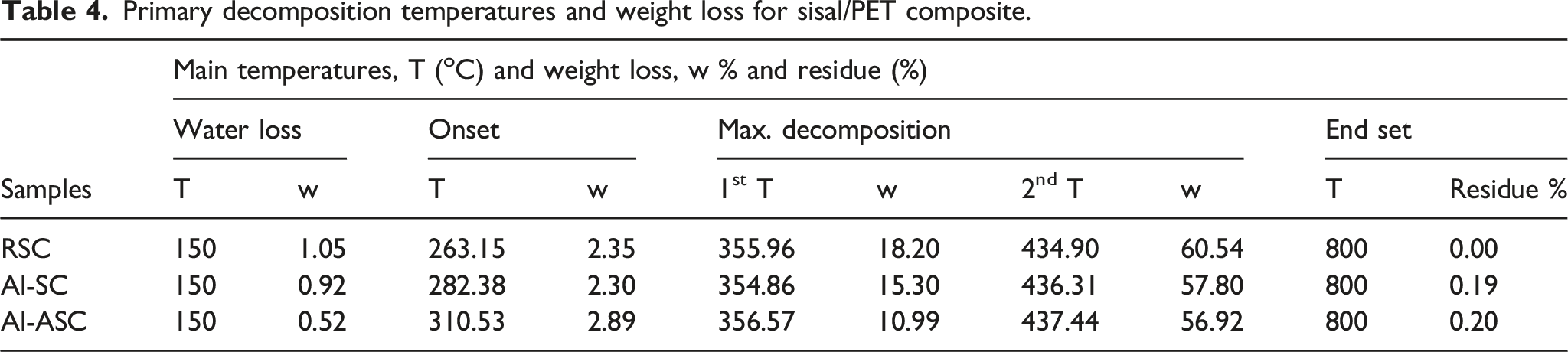
Figure 10 shows the TGA/DTG curves of the produced specimens. The effect of fiber surface treatments on the thermal stability of the produced composites can be clearly observed from the figures. From the DTG curve, it can be observed that the composites exhibited a two-step decomposition. The first is a region associated with the fiber constituent’s decomposition appearing at 300–390°C. The treated fiber composites demonstrate improved thermal stability than for untreated fiber composites in this region. The second decomposition was appearing between 390–450°C which is associated with PET decomposition. It may also be associated with the synergistic effect between the sisal and PET which may have an impact on free mobility of polymer molecules. TGA/DTG curves of untreated and treated sisal/PET composites.
Primary decomposition temperatures and weight loss for sisal/PET composite.
Effect on water absorption properties
Figure 11(a) illustrates a plot of the rate of water absorption for the untreated and treated sisal-PET composites. As shown from the graph, there is a discernible initial linear portion of each plot indicating a valid assumption of single-phase Fickian moisture absorption. The Fickian model of Moisture absorption of untreated and treated sisal-PET composites.
Equilibrium moisture absorption Mmax, diffusion coefficient D, sorption coefficient S, and permeability coefficient P, values for the untreated and treated sisal-PET composites.

Thus, relative to the RSC, the Al-SC demonstrated a reduction of equilibrium moisture absorption by 37.3% and the Al-ASC achieved a decrease of 52.8%. Further impressive results are the parameters related to the rate of diffusion called diffusion coefficient D, diffusion permeability P, and sorption coefficient, S. Compared to the RSC, a reduction in diffusivity D by 22.7% and permeability P by 63.3% for Al-SC and a reduction of diffusivity D by 66.3% and permeability P by 89.8% for the Al-ASC specimens were achieved. This indicates that the moisture absorption of sisal fiber reinforced PET composite was minimized due to the employed fiber treatments. The higher sorption coefficient, S, is also an indication of high rate of absorption of water molecules. Several researchers have also reported the effect of fiber surface treatments on the water absorption of NF composites.2,3,6,19,21–23,28,29,36
Composite density
The average theoretical and actual density of.

Application areas
Figure 12 illustrates a comparison of the flexural strength and flexural modulus properties of different natural fiber reinforced TP composites which have been used for seat backs, door panels, inserts, and car segments of automobiles
16
with the produced sisal-PET composites. Eco-Cor, HM-PP and PP-NF for IM are the material grade names in which Eco-Cor represents hemp or kenaf fiber bundles with PP fiber as a resin, HM-PP for Wood powder fibers and extruded sheets with PP granules as a resin and PP-NF for IM for fiber wood recyclates with PP granules as a resin produced by injection molding.
16
As it can be observed from the plots, the flexural strength and modulus of the sample sisal-PET composites are much higher than those of the composites used in the automotive industries. Comparison of the flexural properties of the produced samples with NF-PP composites already applied in automobiles.
16

For example, relative to the HM-PP composites, the RSC has shown 102.6%, the Al-SC by 132.0% and the Al-ASC by 190.0% improvement in flexural strength. Likewise, the produced sisal-PET composites resulted in a considerable improvement by 110.5%–410.0% in flexural modulus depending on sisal fiber treatment and the composite to be compared. This is a good proof of the benefit of using engineering TPs such as PET than commodity TPs such as PP in terms of improving the mechanical properties of natural fiber composites. The comparisons also demonstrate that the produced composite specimens can be a suitable candidate for applications in the automobile areas. From this study, it can be said that the composites are characterized by moderate mechanical properties with low water absorption and density and thermally stable. Therefore, the sisal-PET mix can be effectively molded for interiors of automobiles such as interior door panels (BMW, Volkswagen, Ford, Audi, Mercedes-Benz), package trays, instrument panels, ceiling surfaces, storage bin and inner lids (Ford), shelves (General Motors) and armrests, setbacks (Cadillac and Chevrolet).7,16
Conclusion
In this study, the possibility of using engineering thermoplastic PET was assessed. It can be concluded that: ➢ A composite with better mechanical, thermal and water uptake properties was produced from sisal fiber and PET polymer by injection molding. ➢ Compared to the neat PET, its reinforcement with 40% sisal fiber resulted in an excellent improvement in the tensile and flexural modulus of the composites. This is a desirable property as the modulus of materials is the most affecting parameter during design and service of an engineering product. ➢ Composite performance can be enhanced by chemically treating the sisal fibers. Besides, the treatments were also effective in increasing the content of biodegradable sisal fiber which is beneficial in increasing the recyclability and biodegradability of the resulting product. Likewise, strong sisal-PET interfacial adhesion was obtained for the treated sisal composites compared to the untreated one. ➢ An improvement in the onset and maximum decomposition temperatures was achieved for the treated sisal fiber composites, especially for the Al-ASC specimen. ➢ There are no literature or experimental trials concerning the injection molding of sisal or any NF with PET, an engineering TP. The reason could be a generalization that the higher processing temperature may degrade the natural fibers. However, it can be understood from this research that injection molding of natural fibers with PET is possible with some thermal effects of the fiber. So, this research will open an idea for injection molding of natural fibers with engineering TPs. The other important finding is the comparative mechanical (flexural) properties of the produced sisal-PET composites with the commercially available NF-PP composites. Enhanced flexural properties of up to 410% were achieved by using PET than the PP as a reinforcement. However, for efficient commercialization of the production process, further research will be conducted on improving the thermal stability of sisal fiber, optimization of the compounding and injection molding processes and improving the mechanical properties. ➢ Generally, it can be concluded that the sisal and PET can be injection molded for applications mainly the interiors of automobiles.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the The German Academic Exchange Service, DAAD and MoE of Ethiopia.