
Abstract
This work manufactured prepregs by impregnating discontinuous curaua fibers with B-stage epoxy resin. The prepreg layers were then stacked to produce laminates by hot compression. Alkaline treatments were previously applied to the curaua fibers to improve their interface with the polymer matrix. Then, the prepregs and the final composites were studied regarding their thermal, dynamic mechanical, mechanical, and morphological behavior. The treatments promoted defibrillation by removing lignin and hemicellulose from the fibers, which allowed better impregnation of the treated fibers with epoxy resin. In general, laminates that used treated fibers exhibited the largest storage modulus in the glassy region. The mechanical results showed the laminates produced with treated fibers prepregs presented a highest tensile and flexural resistance than those manufactured with untreated fibers and neat epoxy resin. The NaOH-treated curaua/epoxy laminate exhibited high tensile strength (56.2 MPa) and modulus (3.3 GPa). Overall, fracture morphology indicated better fiber adhesion for the treated fiber composites. The results demonstrate that natural fibers prepregs can be successfully produced and present proper physical and mechanical behavior in components.
Introduction
Despite complex processing requirements and high costs associated with pre-impregnated fiber composites, their use is continuously growing. 1 Nevertheless, the increasing demand and large-scale use of advanced composites in the aerospace, automotive, and renewable energy sectors have intensified the need for more efficient and cheaper manufacturing techniques, along with more cost-effective and environmentally friendly materials to sustain its growing market. 2
Prepregs reinforced with carbon, glass, or aramid fibers present excellent mechanical properties and are widely used to produce composites using methods such as an autoclave or hot press molding. 3 However, the growing environmental awareness has increasingly motivated natural fibers as reinforcement. Despite that, just a few scientific papers address the use of natural fibers in prepregs. 4
Natural fiber composites have been applied to manufacture interior automobile components. The literature focusing on natural fibers such as curaua, flax, jute, kenaf, ramie, and sisal increased, mostly cite good mechanical properties concerning their density, recycling capacity, and low cost as key factors. However, to achieve good mechanical performance, natural fibers must undergo chemical or physical treatment to remove their amorphous constituents and promote good fiber/matrix adhesion. 5 Indeed, treatments with alkaline solutions have been widely reported. 6
The length and orientation of the reinforcing fibers are also important factors to influence the composite performance. Prepregs have significantly impacted the development of high-strength components reinforced with aligned fibers. However, random fibers are more economically advantageous for manufacturing low-to-medium performance components. 7 The epoxy resin used in prepregs presents a tacky semisolid state, where it is advanced (B-staged) to consent the layers during the composite manufacturing. 8
Although several researchers have studied the application of curaua fibers as reinforcement in epoxy composites, studies on their use to produce prepregs and the manufacture of components are hard to find. Therefore, understanding the effect that curaua fibers have on prepreg manufacturing and the overall composite properties can lead to a new material that could partially substitute prepregs with non-renewable fibers. Thus, this paper focuses on manufacturing epoxy prepregs with in natura or treated curaua fibers and studying the resulting composites' mechanical, dynamic mechanical, thermal, and morphological behavior.
Experimental
Materials
The curaua fibers were provided by CEAPAC (Support Center for Community Action Projects) from Santarem, Brazil. Commercial diglycidyl ether of bisphenol-A—DGEBA (Araldite LY 1564) epoxy resin and Ren HY 150 amine-based hardener, provided by Huntsman Advanced Materials (Salt Lake City, Utah), were used. Figure 1 presents the as received curaua fibers with 4–6 cm (Figure 1(a)) and the fibers after defibrillation in a mill, washing with distilled water and drying in an oven at 80°C for 3 h, named here in natura (Figure 1(b)). Some curaua fibers were alkali-treated by either immersing in a 10% (w/v) solution of potassium hydroxide (KOH) for 3 h at room temperature (25°C) (Figure 1(c)) or in a 5% (w/v) solution of sodium hydroxide (NaOH) for 2 h at 50°C (Figure 1(d)). The treated fibers were washed with distilled water until pH 6-7, dried for 48 h at room temperature, brushed for defibrillation, and then dried for 3 h at 80°C. All fibers were stored in a sealed plastic bag before prepreg production. Curaua fibers: (a) as received, (b) in natura, (c) KOH-treated and (d) NaOH-treated.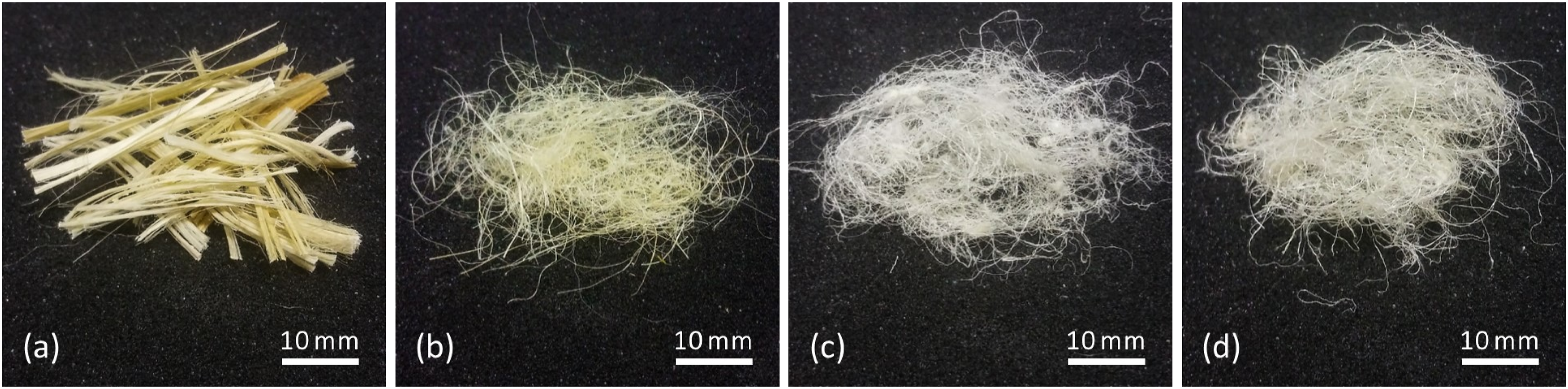
Prepreg production
Prepreg sheets were produced by first randomly distributing the curaua fibers (220 × 200 mm) (Figure 2(a)). The fibers were then impregnated with the matrix solution (Figure 2(b)) aided by a cylindrical roller (Figure 2(c)) to achieve 20 wt% fiber contents. The matrix solution was prepared by mixing DGEBA epoxy monomer with 12 phr of the curing agent, as defined in previous study 8 followed by degassing at 25°C for 5 min. A polyethylene film was stacked on the produced prepregs to prevent moisture absorption and facilitate demolding. The prepregs were kept for 24 h at room temperature until adequate tack was achieved (B-Stage) (Figure 2(d)) and then stored at −18°C to slow down resin curing. Prepreg production: (a) Random distribution of curaua fibers, (b) curaua sheet, (c) impregnation process, (d) finished curaua/epoxy prepreg with the polyethylene film (d).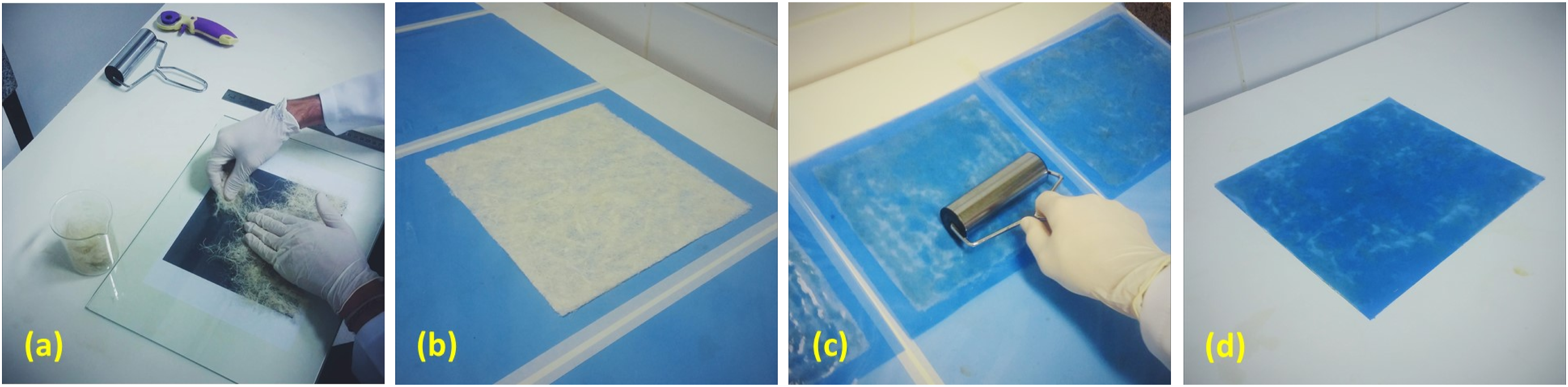
Composite manufacturing
Composite laminates were produced by layering the in natura, KOH, and NaOH prepregs. Initially, the prepregs were defrosted at room temperature for 2 h, and then, 5 layers were staked on a rectangular metallic mold. A peel ply and a release film were stacked below and above the prepreg stack. Then, the mold/prepreg set was placed in a hydraulic press with heated plates and pressured to 4.5 MPa. The plates were then heated at 1.5°C.min−1 from room temperature up to 100°C. Then, the mold was kept in an isotherm for 1 h. Neat epoxy specimens were produced to compare their properties with the composites. The neat epoxy was prepared and deposited in a stainless-steel mold and remained in the curing process at room temperature for 72 h. Then, the plates were post-cured in an oven for 1 h at 100°C. According to the standard technical recommendations, the laminates specimens were cut and polished with diamond paste. The specimens were kept at room temperature and protected from moisture until characterization.
Characterization
Fourier-transform infrared spectroscopy (FTIR) of in natura and treated curaua fibers was done in a Nicolet iS10 spectrometer (Thermo Scientific) using KBr pellets with 5 wt% of fibers. The spectra were recorded using the transmission technique, with a 4 cm−1 resolution and 64 scans between 4000 and 400 cm−1. Morphological characterization of gold-coated fibers was conducted using a JEOL JSM-7000F scanning electron microscope (SEM) at an acceleration voltage of 15 kV.
Tensile tests were performed using an Instron 3382 testing machine with a 100 kN load cell coupled to a video-extensometer (Figure 3). Five samples (dimensions: 200 × 25 × 3 mm) were tested at a constant speed (2 mm. min−1) according to ASTM D3039. The tensile-fractured samples were analyzed with the described SEM. Three-point flexural tests were performed using an Instron EMIC 23-5D testing machine. Five samples (dimensions: 120 × 12.7 × 3 mm) were tested at 2 mm. min−1 according to ASTM D790. ANOVA analysis was performed on strength and modulus results using commercial software (Minitab v.16 for Academia) to identify statistical differences between sets of results. Unequal variances and a significance level of 0.05 were used in the evaluations. When significant differences were observed, the groups were compared using the Tukey test with a 5% significance level. Laminate composite specimen during the tension test on Instron machine.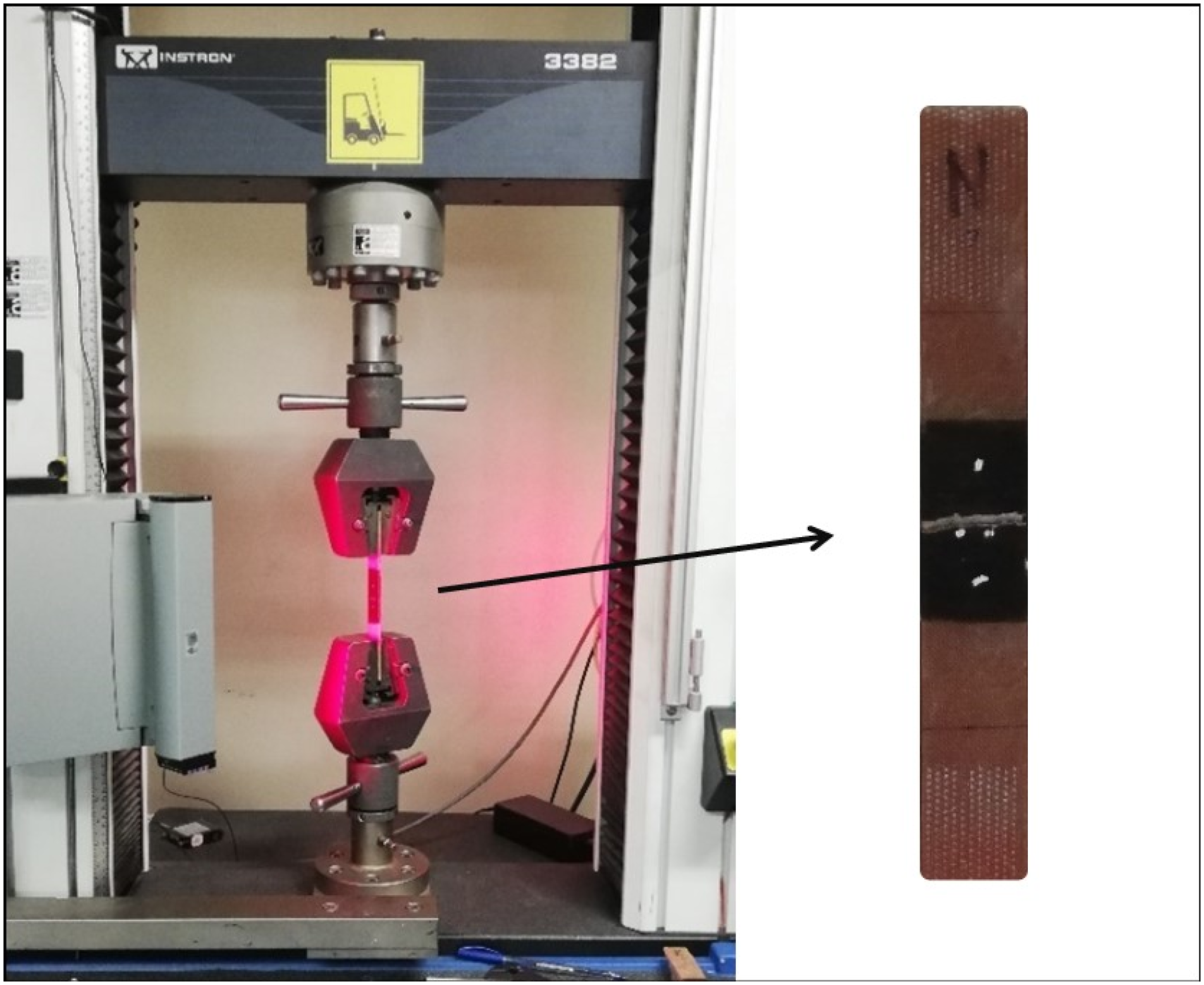
The dynamic mechanical behavior of the composites was studied using Perkin Elmer DMA 8000 equipment. The samples (dimensions: 35 × 12 × 1 mm) were analyzed in dual cantilever mode at 1 Hz frequency and 3 °C. min−1 heating rate, from 25°C to 180°C. Thermogravimetry (TGA) and differential scanning calorimetry (DSC) analysis were performed in an SDT Q600 equipment (TA Instruments, USA) under nitrogen atmosphere (flow rate of 50 mL.min−1). The samples (10 ± 0.5 mg) were placed in an alumina crucible, and the analyses were performed at a heating rate of 5°C.min−1 from room temperature to 600°C. The extent of curing was calculated based on the curing enthalpy of the unreacted resin/hardener formulation (ΔH = 477.4 J/g).
Results and Discussion
Fiber characterization
The FTIR spectra of in natura and fibers treated with NaOH and KOH can be seen in Figure 4. All spectra show broadband at 3350 cm−1 associated with stretching hydroxyl groups (O–H) of cellulose, responsible for its hydrophilic character.
9
Hemicellulose dissolution with alkaline treatment can be noticed by the reduction in the intensity of the band at 2900 cm−1 associated with the stretching of C–H of the aliphatic alkyl groups and by the absence of 1730 cm−1 band, as previously reported.
10
Lignin removal after alkaline treatment is indicated by the lack of the 1512 and 1242 cm−1 bands that correspond to the stretching of the C–C bonds in the aromatic rings of lignin (G-guaiacyl and S-syringyl) and the axial deformation of C=O aromatic bond.
11
Also, there is a decrease in the 1050 cm−1 band after treatment since it corresponds to the stretching of C–O–C bonds present in cellulose, hemicellulose, and lignin.
12
Fourier-transform infrared spectroscopy spectra for curaua fibers according to the chemical treatment.
Figure 5(a) shows the surface morphology of in natura fibers under SEM, with a cohesive and smooth appearance. Marques et al. (2015)
13
reported the presence of greases and waxes on the surface of curaua in natura fibers, which has a deleterious effect on reinforcement/matrix adhesion and dispersion. Figures 5(b) and (c) show micrographs of the alkaline treated fibers, and both treatments promoted fibrils exposure due to the solubilization of lignin and hemicellulose. The treatments also removed wax and oils on the surface, together with the removal of hemicellulose, as shown by FTIR.
11
Despite that, the KOH solution treatment showed the highest defibrillation level, which was caused by the removal of hemicellulose. This component is more reactive with KOH than NaOH solutions.
14
The increase in fiber roughness and surface area with treatment is expected to improve interaction with polymeric matrices. Scanning electron microscope images for curaua in natura fibers (a) KOH-treated (b) and NaOH-treated (c).
Figure 6 shows the TG–DTG profiles for in natura and treated curaua fibers. The degradation process of lignocellulosic fibers is complex due to the interactions among the constituents. In the DTG curve of curaua in natura fiber, it is possible to notice two fundamental processes: loss of moisture and fiber degradation process composed by hemicellulose, cellulose, and lignin decomposition. The degradation peak of in natura fiber occurred at 340°C. Despite this, Tomczak et al.
15
conclude that it is impossible to separate the different degradation processes of fiber components (hemicellulose, cellulose, and lignin) because the reactions are complex and overlap in the 220–350°C range. TG–DTG profiles of in natura and treated curaua fibers.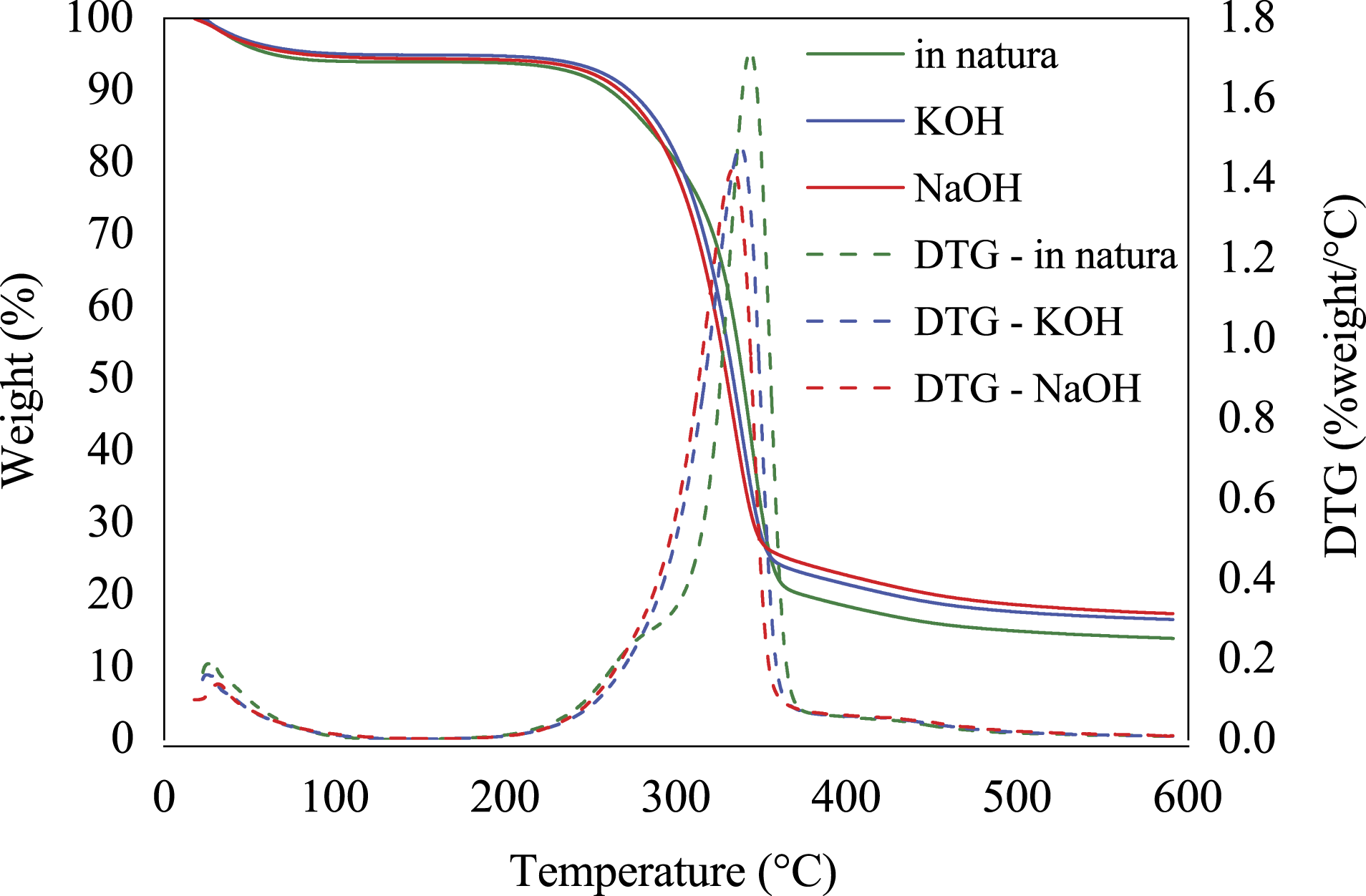
The treated fibers showed lower moisture content, around 4.90% in weight compared to 5.94% in natura fiber. This is justified because the alkaline treatment significantly removed hemicellulose, the main responsible for absorbing moisture. 10 The second weight loss, at 270°C, corresponds to the decomposition of hemicellulose and therefore is not seen for the treated fibers. The third and main weight loss stage corresponds to cellulose decay, and the Tonset for the treated fibers was about 12°C higher than that for the curaua in natura fiber. Finally, the fourth and last stage is attributed to lignin degradation, which slowly decomposes, with a peak at ∼430°C. 11 The lower lignin and hemicellulose content in treated fibers translate into lower overall weight loss by 600°C.
Composite thermal characterization
Figure 7(a) shows the TG–DTG curves for the composites. Two mains weight loss stages were observed for composites and neat resin. The first one (1.5% in weight), within 40–200°C, occurred due to a combination of volatilization of absorbed moisture mainly in the amorphous regions of the fibers at ∼100°C
6
and the elimination of low molecular weight molecules present in epoxy.
16
The curaua KOH/epoxy and curaua NaOH/epoxy composite reached higher thermal stability (269°C and 265°C, respectively) than curaua in natura/epoxy (255°C), and all of them were lower than neat epoxy, ∼312°C. The thermal stability of the composites with treated fibers concerning the in natura composites was expected due to the removal of fiber components that degrade at lower temperatures, such as hemicellulose, and the increase in the cellulose content.
10
TG and DTG (a) and DSC (b) curves of neat epoxy and composites.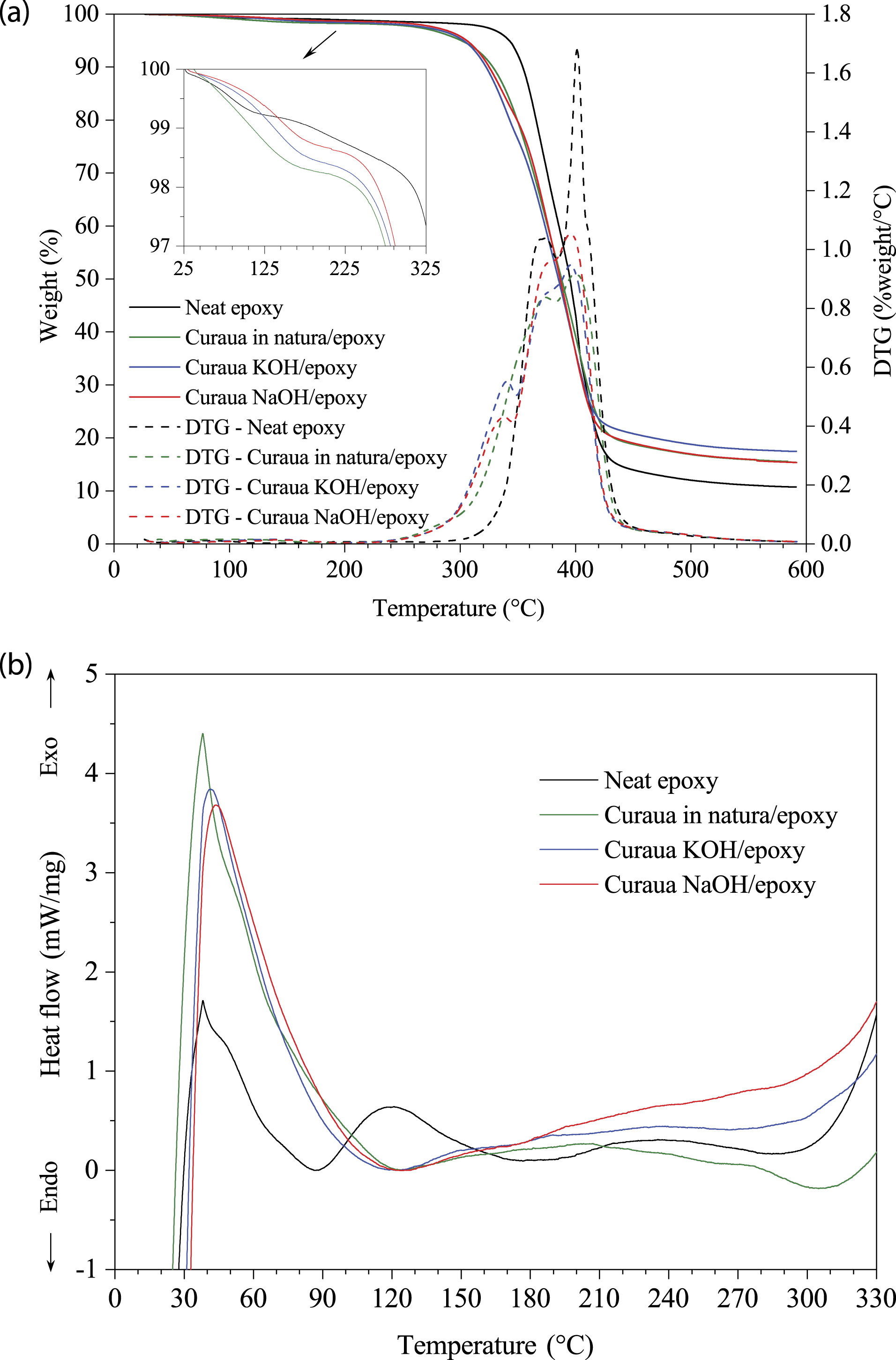
The second and main weight loss in the composites occurred in several stages. Initially, the first and small peak in the DTG curves (within 337–340°C) was noticed for composites with treated fibers and is associated with partial fiber degradation. As previously observed in the TG–DTG curves for curaua (Figure 6), the treated fibers present minor stability at this point, which was transferred to the composites. The second and small DTG peak at 375°C is associated with the degradation of epoxy and residual cellulose fiber. Finally, the third and highest peak at ∼395°C is related to the final decomposition of epoxy. The second stage of degradation of the resin also occurred in different stages (two DTG peaks), the first one (at 366°C) is associated with the preliminary decomposition of volatile organic groups from DGEBA resin, and the second and most prominent peak is due to the degradation of residual resin components. 17
DSC data of epoxy and curaua epoxy composites.

aThis enthalpy corresponds to the epoxy portion in the composites.
The DSC curves present the same behavior among the composites, and they showed slightly different curing peaks, with residual curing enthalpy relatively low. A small exothermic peak is noticed within 180–280°C for epoxy, attributed to crosslinking reactions, such as homopolymerization and esterification of epoxy groups that generally occur at high temperatures. 18 The average degree of cure (αcure) was 85.5% for neat epoxy.
In the composites, the final curing was 90% for the curaua in natura/epoxy composite and within 95.9–98.2% for the treated curaua, i.e. a high degree of cure. The total cure of a thermoset resin is challenging to achieve. 19 Indeed, Deringer et al. 20 reported a maximum degree of cure of 95% for a carbon fiber prepreg and found that the mechanical properties of the composites increased with the degree of curing. The difference in cure among the composites is also associated with the reinforcement/matrix adhesion. The good interaction between the treated fibers/resin and the pressure application under composites layers made the set more homogeneous, improving the heat distribution during curing and intensifying the polymer crosslinks process. The alkaline treatment could boost interactions by decreasing the amount of extractives on its surface.
Dynamic mechanical analysis of composites
Figure 8(a) shows the storage modulus (E′) curves of the composites and neat resin. Modulus in the vitreous state is mainly determined by the stiffness of the intermolecular forces and how the polymeric chains are intertwined.
21
The high initial values for neat epoxy can be attributed to the stronger bonding of the polymer chains at low temperatures. In Table 2, it is possible to observe an increase in E′ for the composites with treated curaua fibers in the vitreous region, justified by the greater molecular restriction imposed by the improved reinforcement/matrix adhesion. In the curves, it is possible to observe the decrease in storage modulus with the temperature, which can be related to the micro Brownian motion of the polymeric chains as the polymer approaches the glass transition.
21
The drop in E′ above Tg (in the elastomeric region) for the curaua in natura fiber composite is less accentuated than the treated fiber composites, ratifying the positive effect of the treatments. The highest E′ values were obtained for curaua KOH/epoxy composite in the vitreous region and curaua in natura/epoxy in the elastomeric region. Storage modulus E′ (a) and Tan δ curves (b) of neat epoxy and the composites. Dynamic mechanical properties for neat epoxy and the composites.

Composites loss modulus (E″) data is present in Table 2. The composites with treated fibers showed the highest peak heights, and the composite with curaua in natura fibers exhibited the widest peak. This increase in E″ values can be attributed to a greater restriction in the relaxation process of some chain segments, mainly on the fiber surface. 22 The loss modulus values in the transition region are very high for the neat resin compared to the composites, and they increased for treated fibers. The higher modulus at this transition temperature (within 60–120°C) is due to increased internal friction, promoting energy dissipation. Thus, the presence of stiff fibers reduced the material flexibility by introducing restrictions on the segmental mobility of polymeric molecules close to the relaxation temperatures.
The damping or dynamic factor (tan δ) for neat epoxy and composites is shown in Figure 8(b). The damping properties assess the balance between the elastic and the viscous phases in a polymeric structure. The incorporation of fibers also influences damping.
The Tg, peak height, and peak width at half-height from Tan δ curves are summarized in Table 2. It can be observed the damping increases to a maximum in the vitreous region and then decreases in the elastomeric region as the temperature increases. Below Tg, damping is low because the chain segments are in a frozen-in state, storing more energy for a given deformation than a segment in the elastic state that can freely move. Thus, the deformations are mainly elastic, and the resulting molecular slips in the viscous flow are limited. 23 Two relaxation peaks are seen for cured epoxy. Composites have much less damping in the transition region than neat resin, which may be justified considering that the fibers carry more stress and allow only a small part of it on the interface. Therefore, a stronger interface is characterized by lower energy dissipation.
An apparent increase in Tg is noticed for the composites, associated with the lower mobility of the matrix after fiber incorporation, 24 and the curaua in natura fiber composite presented the highest Tg.
Besides, the height of the Tan δ peak was lower in the composites than the neat epoxy, which can be associated with the movement restriction of the polymer molecules by incorporating rigid fibers. Lowering of the peak height also indicates good interfacial adhesion. Also, the peaks widening can be attributed to restricting the relaxation process of specific polymer segments in the composites. The larger the width, the more heterogeneous the system is and the greater the relaxation process restriction. 25
Mechanical properties and fracture morphology of composite laminates
Figure 9 shows the tensile strength (9a) and modulus (9b) of neat epoxy and the curaua composites. Neat epoxy presented the lowest tensile strength and curaua NaOH/epoxy composite the highest, with 19% increase in strength. It can also be seen that introduction of curaua in natura was unable to increase strength, as validated by the ANOVA analysis. The Tukey test revealed that treated fibers composites improved tensile strength. Thus, chemical treatments applied to curaua fibers can overcome their compatibility issue with polymeric matrices. This agrees with the work of Gomes et al.,
26
who reported that the tensile strength of alkali-treated curaua fiber composites was higher than that of in natura fiber composites. Tensile strength (a), tensile modulus (b), flexural strength (c), and flexural modulus (d) for neat epoxy and the curaua/epoxy composites. a,bDistinct letters indicate significant differences between Tukey’s test samples.
Moreover, Kandemir et al., 27 in their study on the potential use of natural fibers as a replacement for synthetic fibers, reported that curaua fibers are a promising natural fiber reinforcement for glass fiber to obtain high-performance composites. In terms of mechanical properties, curaua fibers were found to be promising natural fiber reinforcements to obtain high-performance composites with specific mechanical properties comparable with those of glass fiber. However, the fiber treatment was unable to further improve this property according to the ANOVA analysis and Tukey test. Besides, the composites showed a fragile behavior. The curaua NaOH/epoxy composite showed the highest strain at break (1.79%), followed by curaua KOH and in natura, presenting 1.74% and 1.05%, respectively. This demonstrates that toughness was significantly increased via alkali treatment.
Figure 10 shows the tensile-fractured composite specimens. Adequate dispersion is seen for the composite with curaua in natura fibers. Still, there is some evidence of fiber pull-out, as pointed in Figure 10(a), indicating low adhesion with the polymeric matrix.
28
Scanning electron microscope images of tensile-fractures surfaces of composite samples with in natura (a), KOH-treated (b), and NaOH-treated (c) curaua fibers.
Figures 10(b) and (c) exhibited the composites with treated fibers showed a higher degree of fibrillation, with greater evidence of fiber breakage rather than pull-out, ratifying the increase in reinforcement/matrix interaction. 11 Matrix cracking and fiber debonding were observed. Both phenomena can be associated with the stress concentration in the fiber/matrix interfacial region during the tensile test. In the current work, however, voids and delamination were not seen in the micrographs, which proves the efficiency of the manufacturing method used.
Figures 9(c) and (d) compile the flexural strength and modulus (Figure 9(b)) values for neat epoxy and the curaua/epoxy composites. According to the Tukey test, the flexural strength is significantly higher for the composites than the neat epoxy. NaOH/epoxy composite presented a better response than all composites. It showed the highest flexural strength (91.7 MPa), an increase of 7.3% compared to the curaua in natura fiber composites (85.0 MPa), and 26% compared to the neat epoxy. A similar increase in flexural strength is reported in Saba et al. 29
Again, according to the Tukey test, the flexural modulus was significantly improved for the composites compared to the neat epoxy. Although the flexural strength of the treated fiber composites was slightly higher than the matrix or in natura fibers composites, the modulus of the curaua KOH/epoxy composites was slightly lower than that of the curaua in natura composite. This decrease can be associated with delignification during treatment. 30 Cavalcanti et al 31 also reported decreased flexural properties (strength and modulus) for alkali-treated jute composites. Indeed, removing waxes and non-cellulosic compounds from lignocellulosic fibers exposes hydroxyl groups on the surface and promotes interfacial bonding with the polymeric matrix, with a general positive effect on the properties of composites, even though some properties may be adversely affected.
Conclusions
In this study, the alkali treatments promoted defibrillation by removing lignin and hemicellulose from the fibers, which allowed better impregnation with epoxy resin. The best composite material developed in this work was the NaOH-treated curaua/epoxy laminate, exhibiting the highest tensile strength and modulus. In general, the mechanical results showed the laminates produced with treated fibers prepregs presented a highest tensile and flexural resistance than those manufactured with untreated fibers and neat epoxy resin. Also, fracture morphology indicated better fiber adhesion for the treated fiber composites, and the dynamic mechanical properties are superior to neat epoxy.
To sum up, the results presented herein could promote natural fibers prepregs in composites. The development of more sustainable prepregs can compete with non-renewable–based prepregs in low-to-moderate structural applications that require light and semi-finished materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the CAPES (Coordenação de Aperfeiçoamento de Pessoal de Nível Superior), DPG/UnB (Decanato de Pós Graduação/University of Brasília), FAPDF (Fundação de Apoio à Pesquisa do Distrito Federal) and CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico).