
Abstract
In this study, the effects of functional nanofillers, nanofiller type, and nanofiller content on two-phase and hybrid nanocomposite mechanical properties are investigated experimentally. Nanocomposite samples containing different amounts of Multi-Walled Carbon Nanotubes (MWCNTs), graphene nanoplatelets (GNPs), functional multi-walled carbon nanotubes (MWCNT-COOHs), and functional graphene nanoplatelets (GNP Oxides) were prepared and tested. ML-506 resin and HA-11 hardener were used as the matrix. Nanocomposite elastic modulus, ultimate tensile strength, and elongation to failure are determined. The results suggest that resin elastic modulus increases with nanofiller weight fraction. Also, functional nanofillers are more effective reinforcements. Carbon nanotubes and Functional Carbon Nanotube (FCNT) nanofillers have a higher effect on nanocomposite ultimate tensile strength compared to GNPs and GOs. Nanocomposite elongation to failure decreases with filler weight fraction with functional nanofiller-reinforced epoxy being the most brittle. Field emission scanning electron microscopy images, taken from the samples, suggest that functional nanofillers disperse better in the epoxy resin and improve resin mechanical properties more effectively. In addition, molecular dynamics simulation results suggest that functional nanofillers improve nanocomposite properties by improving filler/matrix adhesion.
Keywords
Introduction
Polymer-based composites account for 59% of the composites used in the industries. Thus, these matrix materials play an important role in the composite and nanocomposite industries, thus attracting researchers’ attention.1–6 Nanotubes and graphene sheets are two types of nanofillers effective in improving matrix properties.7,8 However, both positive and negative effects of nanofillers on mechanical properties have been reported. Some studies have suggested a reduction in mechanical properties of polymer matrix with the addition of these nanofillers.9–11 Some report improvements in modulus of elasticity, but no improvement in strength.12,13 Meanwhile, many researchers have reported improvements in all mechanical properties of polymer matrices with the addition of nanofillers.14–16 Therefore, it seems that nano reinforcement efficiency in improving polymer properties depends on manufacturing/constituent conditions such as distribution and filler/matrix adhesion.
There are requirements that must be met in order to manufacture nanocomposites with the desired mechanical properties. Good filler/matrix adhesion and proper dispersion of nanofillers in the polymer matrix are the most important factors.
Carbon nanotubes (CNTs) and graphene sheets tend to agglomerate in the matrix due to their hydrophobic surfaces. The outer wall of carbon nanotubes and graphene surfaces are chemically neutral. This causes them to agglomerate in polymers; thus, reducing their efficiency in improving mechanical properties of nanocomposites.17,18 One possible approach to overcome this problem is to functionalize nanofillers. Functionalization of nanotubes and graphene sheets improves their surface properties, thus reducing agglomeration. When the nanofillers are functionalized, the functional groups attach to the surface of the nanofillers and create negative charges, resulting in the stability of the nanofiller suspension in solvents. Nanofillers functionalized with polar groups disperse better in the polymer matrix.19,20
The presented literature review indicates that much research has been performed on CNT- and GNP-reinforced epoxy resin mechanical property determination. However, most of these investigators have implemented numerical or micromechanical methods. Little experimental work has been performed on investigating the effects of functional nanofillers on nanocomposite mechanical properties. For example, Moghadam et al. 21 studied the effect of functionalization of graphene sheets on the mechanical properties of epoxy composites. Their results suggest that functionalization of GNPs improves nanocomposite mechanical properties. Their scanning electron microscopy (SEM) micrographs and XRD analysis revealed that an improved filler dispersion was obtained by GNP functionalization. O’Neill et al. 22 improved interfacial bonding and dispersion of graphene in the polymer matrix by using functional graphenes. Cha et al. 23 reported that modulus, strength, and fracture toughness of CNT/Epoxy nanocomposites improve through functionalization of carbon nanotubes. Deep et al. 24 used multi-walled carbon nanotubes (MWCNT) functionalized by chemical treatment for surface modification to create a better interfacial adhesion between polymer and nanotubes. They concluded that functionalization is an effective method to modulate different physical and chemical properties of carbon nanotubes and facilitates dispersion and processing. Guo et al. 25 improved interfacial properties to enhanced thermal conductivity of poly(vinylidene fluoride)-based nanocomposites via functionalized MWCNTs. They maintain that functionalized MWCNTs dispersed better in the matrix and significantly increased the interfacial compatibility with polymer matrix; thus, contributing to the largely enhanced thermal conductivity. Kapoor et al. 26 investigated effect of functionalized multi-walled carbon nanotubes on thermal and mechanical properties of acrylonitrile butadiene styrene nanocomposite. Their results suggested considerable improvement in thermal degradation stability and significant reduction in thermal expansion of nanocomposite in comparison to pure polymer. Mechanical characterization using nanoindentation techniques also showed significant enhancement in mechanical properties of nanocomposite in comparison with pure polymer. In addition, their Field Emission Scanning Electron Microscopy (FESEM) images showed good distribution of functionalized MWCNT in polymer matrix.
Based on the above literature survey, the effects of nanofiller functionalization on elastic modulus and ultimate tensile strength have been investigated to some extent. No single study has provided experimental characterization of all of the mechanical properties of CNT, GNP, and hybrid nanocomposites. In addition, filler/matrix adhesion has not been modeled using MD simulations.
In this paper, improvements in two-phase and hybrid nanocomposite mechanical properties obtained using functional nanofillers are investigated experimentally. In addition, the effects of nanofiller content on nanocomposite mechanical properties and agglomeration are studied. To reach these goals, two-phase nanocomposite samples containing 0.25, 0.5, 0.75, and 1 weight percent MWCNTs, GNPs, functional multi-walled carbon nanotubes (MWCNT-COOHs), and functional graphene nanoplatelets (GNP Oxides) are prepared and are tested in tension. In addition, hybrid nanocomposites containing non-functional nanofillers (MWCNTs and GNPs) and functional nanofillers (MWCNT-COOHs and GNP Oxides) are prepared and are tested. Nanocomposite mechanical properties such as elastic modulus, ultimate tensile strength, and elongation to failure are determined experimentally. To check if the improvement in nanocomposite mechanical properties obtained by using functional nanofillers is the result of filler/matrix adhesion and dispersion of nanofillers, FESEM images are obtained from the samples. These images are used to investigate nanofiller dispersion in the matrix. In addition, molecular dynamics (MD) simulation is used to investigate the improvements in filler/matrix adhesion as a result of filler functionalization.
Materials and methods
Materials
First, ML-506 Bisphenol A resin and HA-11 polyamine hardener were mixed with a ratio of 100:15 for 3 min according to the manufacture suggested procedure. Resin and hardener were manufactured by Mokarar Engineering Co. Next, two-phase nanocomposite samples containing 0.25, 0.5, 0.75, and 1 weight fractions of non-functional and functional nanofillers were prepared and tested. In addition, hybrid nanocomposite samples containing a total of 1 wt% of non-functional nanofillers (0.75% MWCNTs and 0.25% GNPs) and functional nanofillers (0.75% MWCNT-COOHs and 0.25% GNP Oxides) are prepared and tested in tension. Nanofillers were obtained from US-NANO company. MWCNTs and MWCNT-COOHs length, inside diameter, and outside diameter are 10–30 μm, 5–10 nm, and 20–30 nm, respectively. In addition, GNPs and GNP oxide diameter and thickness are 4–12 μm and 1–18 nm, respectively.
Sample preparation and test procedures
First, the specified amount of nanofiller was added to the base epoxy resin. The nanofiller was mixed well in the resin using a mixer set at a speed of 1000 rpm for 2 h. Next, the solution was placed in a vacuum container for 30 min to remove air bubbles. Afterward, to better disperse the nanofillers, the solution was placed in an ultrasonic bath for 80 min at 28 KHz frequency and 70 W power. To prevent the rise in mixture temperature, the water in the container was replaced with cold water after every 20 min. Also, ultrasonic dispersion was rested for 2 min after these 20-minute intervals. During this resting time, the solution was stirred slowly in one direction using a mechanical (manual) mixer. Then, the sufficient amount of hardener was added and the solution was stirred gently, in one direction, for 3 min using a mechanical (manual) mixer. Finally, the solution was placed in a vacuum chamber for 10 min to remove any trapped air. After degassing, the solution was poured slowly into the mold. The mold is a VI mold should read V1 multi cavity mold made according to ASTM D638-14 standard, see Figure 1(a). Devices used in the experimental characterization: (a) VI type mold, (b) digital scale, (c) vacuum container, (d) ultrasonic bath, and (e) oven.
The curing process was performed for 90 min at 80°C in an electric oven. The samples were then removed from the mold and excess resin was sanded off from the samples edges using sandpaper. Figure 1(b) through Figure 1(e) show the equipment used in preparing the nanocomposite samples.
Tensile tests were performed to determine mechanical properties of neat epoxy and nanocomposites using an STM20 device with a 200 kg load cell. In addition, FESEM images were obtained from nanocomposite samples to investigate the effects of nanofiller functionalization on filler dispersion in the matrix.
Molecular dynamics simulations
To investigate the filler/matrix adhesion, MD simulations were performed. First, models of epoxy resin with 75% crosslinking ratio as the matrix material were created and analyzed using Materials Studio software. The simulation procedures for pure resin, nanocomposite, and crosslinking process could be found in a previous paper by the co-authors.
17
During the equilibrium process, COMPASS force field and Berendsen and Nose methods were used for controlling the pressure and temperature, respectively. Periodic boundary conditions were imposed on all simulation boxes to eliminate the surface effects. Figure 2(a) shows the molecular structure of the thermoset polymer with 75% crosslinking ratio between DGEBA resin and DETA hardener with 2:1 ratio. Elements used in simulation boxes to create molecular dynamics models: (a) thermoset polymer with 75% crosslinking ratio, (b) non-functional nanotube, (c) functional nanotube (CNT-COOHs), (d) non-functional graphene, and (e) functional graphene (graphene oxides).
Next, non-functional and functional nanotube and graphene sheet were modeled to determine the effects of functionalization on nanofiller reinforcing efficiency. Finally, models of epoxy resin reinforced with non-functional and functional nanotube and graphene were simulated to determine filler/matrix adhesion improvements achieved by reinforcement functionalization. Figure 2(b) through Figure 2(e) show nanofillers used in different simulation boxes. Note that the functional fillers are created by adding 66 functional group on the nanofillers.
Molecular dynamics simulation boxes details.

Molecular Dynamics models of epoxy with different nanofiller types were created to determine the effects of functionalization on filler/matrix adhesion improvements. The simulation boxes created in Materials Studio software for modeling nanofillers surrounded with epoxy matrix are shown in Figure 3. Molecular dynamics simulation boxes: (a) carbon nanotubes reinforced nanocomposite, (b) graphene-reinforced nanocomposite.
Results and discussion
Pure epoxy and different nanocomposite samples containing 0.25, 0.5, 0.75, and 1 wt % nanofillers (CNTs, FCNTs (CNT-COOHs), GNPs, and GNP oxides (Graphene Oxide (GO)) were prepared and were tested to investigate the effects of nanofiller type, filler content, and functionalization on elastic modulus, ultimate tensile strength, and elongation to failure of nanocomposites. Eight samples were tested at each filler content and filler type. That is, pure resin and 18 different nanocomposite types were covered by performing a total of 144 tensile tests. The results presented in this paper are determined by taking the mathematical average of the eight experimental measurements taken on each nanocomposite type. Figure 4 shows the experimentally determined elastic modulus for pure resin and 18 nanocomposite types under investigation. In this figure, the columns with the same hatch type demonstrate equal nanofiller weight fraction samples. Variation of nanocomposites elastic modulus with filler weight fraction.
First, elastic modulus of nanocomposite increases with nanofiller weight fraction for all filler types up to a certain filler weight fraction. Also, at the same nanofiller weight fraction, elastic modulus of nanocomposites with functional nanofillers is higher. Elastic modulus of nanocomposite containing 1 wt % FCNTs (CNT-COOHs) is about 3% higher than non-functional CNT-reinforced nanocomposite. The increase in resin elastic modulus as a result of adding 1 wt % FCNTs (CNT-COOHs) is about 21%. In addition, elastic modulus of nanocomposite containing 1 wt % GOs (GNP oxides) is about 1% and 17% higher than 1 wt % GNPs/nanocomposite and pure resin, respectively. In addition, elastic modulus of hybrid nanocomposite containing 0.75% FCNTs and 0.25% GOs is about 2% higher than hybrid nanocomposite containing 0.75% CNTs and 0.25% GNPs.
The addition of 0.75% FCNTs plus 0.25% GOs results in an increase of about 22% in pure resin modulus. Other investigators also reported similar experimentally observed effects of functionalization for other functional groups for CNTs/nanocomposite 27 and GNPs/nanocomposite. 28
Figure 5 shows ultimate tensile strength results of pure resin and the 18 nanocomposite types under investigation. Variation of nanocomposites ultimate stress with filler weight fraction.
Several interesting observations can be made in this figure. First, the results indicate that the ultimate tensile strengths of CNT/epoxy and FCNT/epoxy nanocomposites increase with nanofiller weight fraction up to a filler content of 0.75 wt %. Alasvand et al. made similar observations on CNT/epoxy nanocomposites. 29 These investigators tested nanocomposite samples containing up to 0.55 wt % CNT. Their results indicated an increase in nanocomposite modulus with CNT weight fraction and they did not observe any agglomeration in their samples. This improvement is observed in GNP/epoxy nanocomposite for filler contents as high as 1 wt % in our results. The results presented in Figure 4 also suggest that there is a limiting filler weight fraction that could be taken as the point where agglomeration starts. This limiting filler content is 0.75 wt % for CNT and FCNT nanofillers. The filler weight fraction at which agglomeration starts cannot be determined for GNP, and GO nanofillers from these results. Also note that, at the same nanofiller weight fraction, FCNT/epoxy and functional hybrid/epoxy ultimate tensile strength is lower than CNT/epoxy nanocomposite and non-functional hybrid/epoxy tensile strengths. Also, addition of 0.25 wt % FCNTs, GNPs, and GOs does not improve pure resin ultimate tensile strength significantly. Finally, CNT and FCNT nanofillers are more efficient in increasing resin ultimate tensile strength compared to GNP and GO nanofillers.
Strain to failure results for the samples is presented in Figure 6. Variation of nanocomposites strain to failure with filler weight fraction. Note that resin elongation, thus ductility, decreases with the addition of all types of nanofillers, with GO having the largest effect. In addition, functional nanofillers result in a higher decrease in resin elongation compared to non-functional nanofillers. The maximum decrease in resin elongation corresponds to the 1 wt % GO sample by about 36%.
The stress–strain curves of the nanocomposite samples are plotted in Figure 7. In order to prevent overcrowding of the figures, the results are divided based on nanofiller type. The stress–strain curves of CNT/epoxy and FCNT/epoxy nanocomposites are presented in Figure 7(a). The stress–strain results obtained for GNP/epoxy and GO/epoxy nanocomposites are presented in Figure 7(b). First, the increase in resin modulus and strength with filler content can be observed in these figures. Second, addition of nanofillers results in a decrease in resin fracture strain. This is due to the fact that nanofillers create stress concentration and also act as hard barriers against resin plastic deformation. Stress–strain curves of non-functional and functional nanocomposites: (a) carbon nanotubes and FCNTs nanocomposites, (b) graphene nanoplatelets and GOs nanocomposites.
Finally, to further investigate/quantify the obtained results, two different approaches were taken. First, FESEM images of the samples were obtained to investigate nanofiller dispersion in the matrix. Figure 8(a) through Figure 8(c) show FESEM images taken from nanocomposite samples. Figure 8(a) shows FESEM images taken from CNTs/epoxy and FCNTs/epoxy nanocomposite samples containing 0.25, 0.5, 0.75, and 1 weight percent nanofillers. Figure 8(b) shows FESEM images taken from GNPs/epoxy and GOs/epoxy nanocomposites with 0.25, 0.5, 0.75, and 1 weight percent nanofillers. In addition, Figure 8(c) shows FESEM images taken from hybrid nanofillers/epoxy and functional hybrid nanofillers/epoxy nanocomposites with 1 weight percent nanofillers. Field emission scanning electron microscopy images of non-functional nanofillers/nanocomposites and functional nanofillers/nanocomposite: (a) carbon nanotubes/nanocomposites and FCNTs/nanocomposite, (b) graphene nanoplatelets/nanocomposites and GOs/nanocomposite, and (c) hybrid nanofillers/nanocomposite.
FESEM images taken from CNT/epoxy and FCNT/epoxy nanocomposites show nanofiller agglomeration at filler contents higher than 0.75 wt %, as mentioned above. Note in these images that little agglomeration is observed in FCNT/epoxy samples compared to non-functional CNT/epoxy samples with equal filler contents. This suggests that the use of functional CNTs can improve filler dispersion in the matrix and prevent/delay agglomeration. In images taken from GNP/epoxy and GO/epoxy nanocomposites, agglomeration is observed at nanofiller content of 1 wt %. This is primarily due to the fact that the functional nanofillers reduce filler–filler interaction. This reduces agglomeration; thus, improving nanofiller efficiency in improving resin mechanical properties. In hybrid nanocomposites, because of better dispersion of nanofillers due to using hybrid nanofillers,30,31 no agglomeration is observed in non-functional nanofillers/nanocomposites. Note that in this case, the increase in functional nanofiller hybrid nanocomposite elastic moduli is due to filler/matrix adhesion improvements.
The next approach consisted of using MD simulations in order to investigate filler/matrix adhesion improvements as a result of filler functionalization. This investigation was performed in two steps. First, models of non-functional and functional fillers were created to determine the effects of functionalization on the nanofillers. Next, nanocomposites consisting of functional and non-functional nanofillers were created and analyzed. The results obtained on nanofillers elastic modulus are presented in Figure 9(a). The effects of filler functionalization on nanocomposite elastic modulus are presented in Figure 9(b). Elastic modulus of (a) functional and non-functional nanofillers, (b) nanocomposites containing functional and non-functional nanofillers.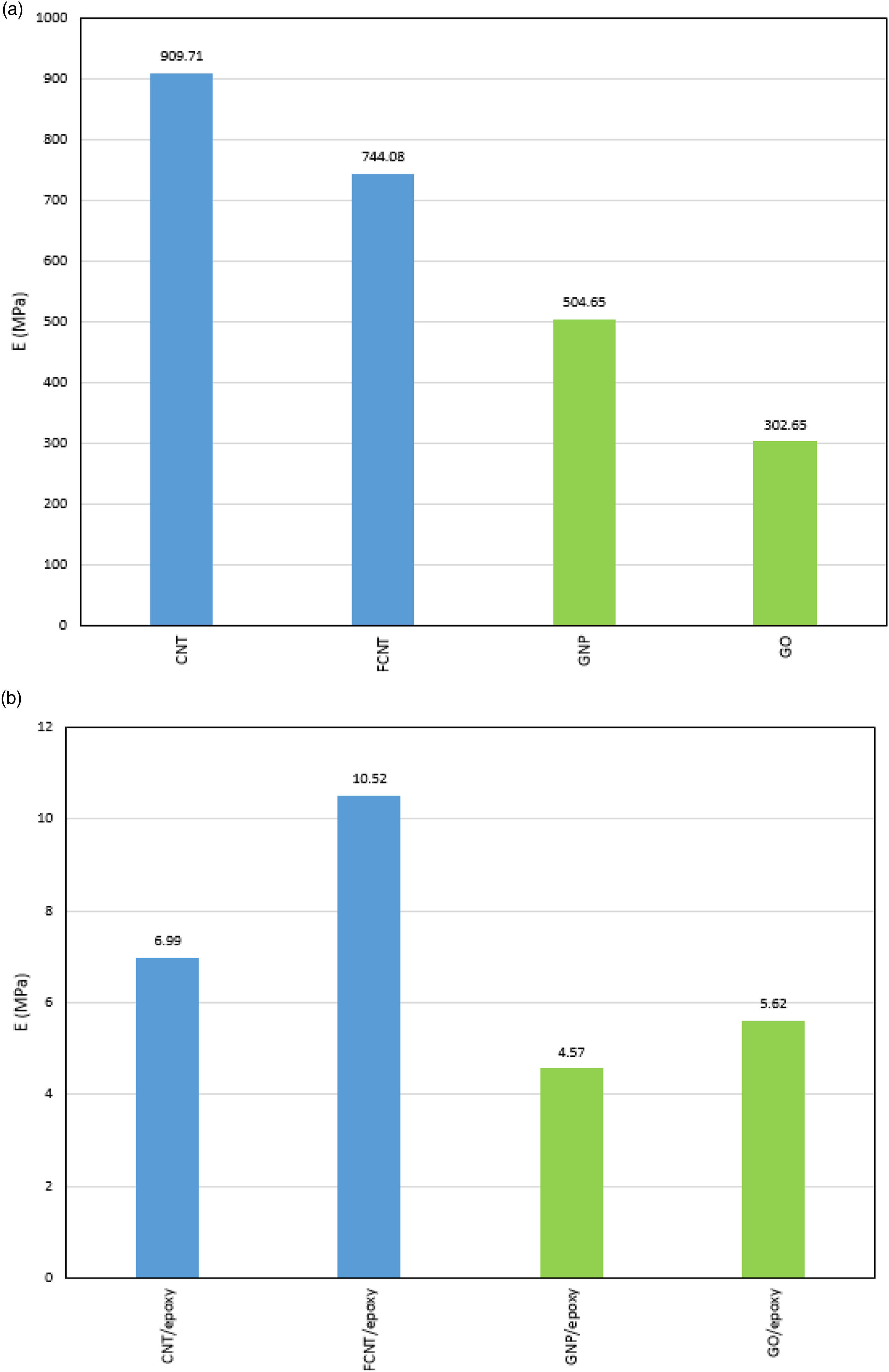
According to these results, functionalization decreases the nanofiller elastic modulus. The addition of functional groups interrupts the sequencing in the nanofiller structure, also causes distortion in the filler structure. The effect of functional groups on nanotube modulus is lower due to the cylindrical shape of nanotubes. The reason being that flat graphene sheets undergo large distortions when functional groups are added to them. This distortion results in a pronounced decrease in their elastic modulus. The accuracy of the MD models was also verified by comparing the results with those found in the literature.32–34 The results found in these references suggest that pristine nanographene elastic modulus is about 500 GPa and that of pristine CNT is about 800 GPa. Note that the difference between our results with presented nanographene results is below 1%. This difference in CNT modulus is below 13%, which could also be due to different types of nanotubes used in this paper and in the references.
The results of functional nanofiller reinforced epoxy show higher modulus compared to non-functional nanofiller/epoxy nanocomposites. The improvement could be due to the fact that functional nanofillers have improved surface wettability. This results in an increase in the nanofiller/matrix interface strength resulting in improved load transfer and filler/matrix adhesion; thus, improving nanofiller efficiency in increasing resin mechanical properties. Next, the thickness of the interphase for each nanofiller type was determined from the radial distribution function (RDF) diagram in order to determine the effective fiber volume/size. The RDF diagram shows the radial distribution of atoms in the converged model. The convergence of the graph to number 1 indicates the accuracy of the random distribution of atoms in the nanocomposite structure.
17
Figure 10 shows RDF diagrams for epoxy and functional or non-functional nanofillers. Radial distribution function diagrams of (a) carbon nanotubes/epoxy, (b) FCNT/epoxy, (c) graphene nanoplatelets/epoxy, and (d) GO/epoxy.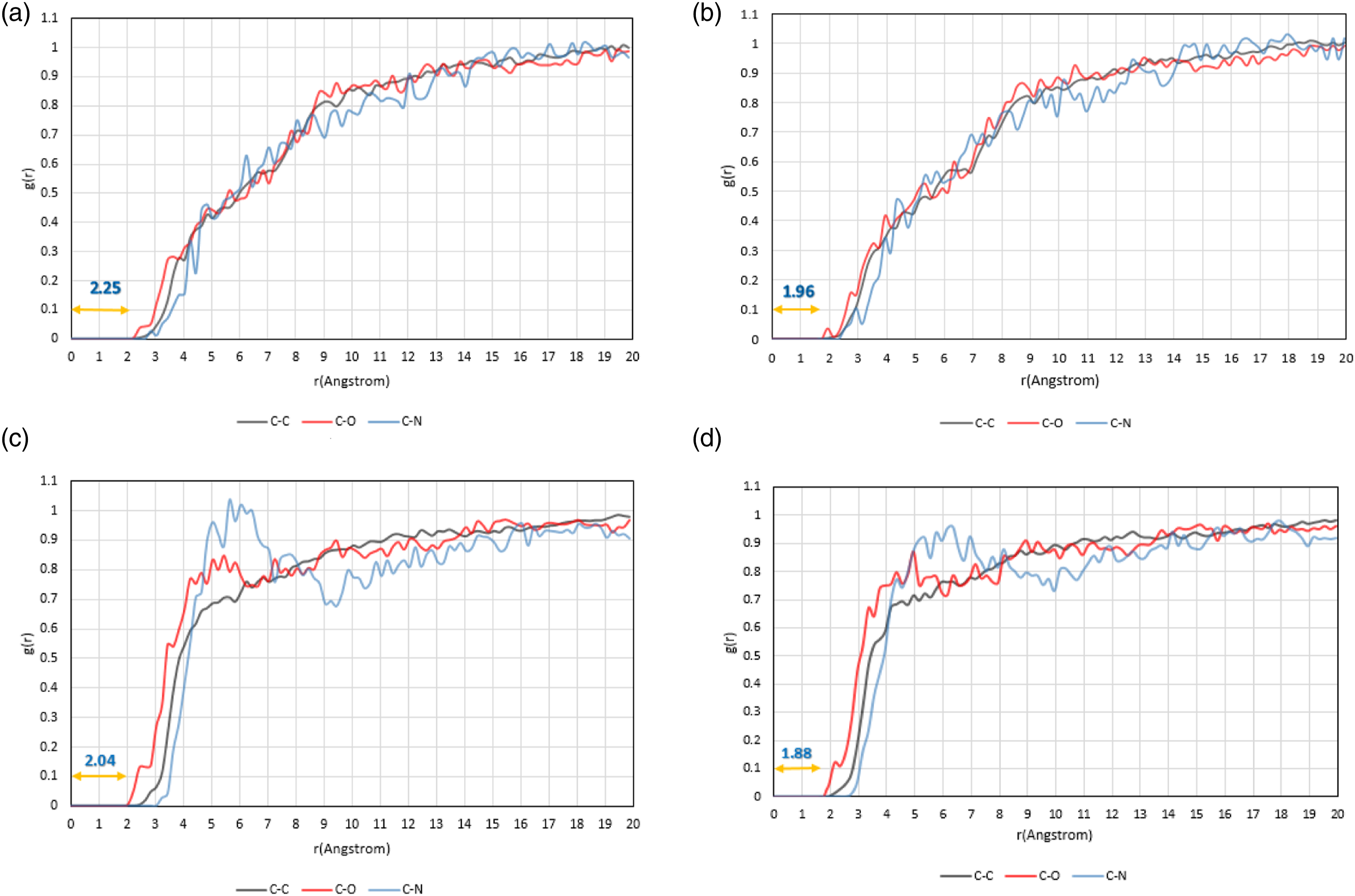
From these RDF diagrams, the thickness of the interphase for CNT/epoxy nanocomposite was determined to be 2.25
Conclusions
In this paper, the effects of nanofiller functionalization, filler type, and filler weight fraction on nanocomposite mechanical properties were investigated. Several nanocomposite samples were prepared and were tested for this purpose. Also, FESEM images were obtained from the samples to investigate nanofiller dispersion in the matrix. The following conclusions are drawn from the results of this investigation: 1. Elastic modulus of nanocomposites increase with nanofiller weight fraction in all cases. 2. Functional nanofillers are more effective in increasing resin elastic modulus compared to non-functional nanofillers. 3. Elastic modulus of nanocomposite containing 1 wt % FCNTs (CNT-COOHs) is about 3% higher than the 1 wt% CNT/nanocomposite and is about 21% higher than pure resin. 4. Elastic modulus of nanocomposite containing 1 wt% GOs (GNP oxides) is about 1% higher than the 1 wt% GNP/nanocomposite and is about 17% higher than pure resin. 5. Elastic modulus of hybrid nanocomposite containing 0.75% FCNTs and 0.25% GOs is about 2% higher than hybrid nanocomposite containing 0.75% CNTs and 0.25% GNPs. 6. The addition of 0.75% FCNTs and 0.25% GOs resulted in an increase of about 22% in pure resin modulus. 7. FCNT/epoxy and functional hybrid/epoxy nanocomposites ultimate tensile strength turned out to be lower than CNT/epoxy and non-functional hybrid/epoxy nanocomposite modulus at the same nanofiller weight fraction. 8. CNT and FCNT nanofillers have a larger effect on increasing resin ultimate tensile strength compared to GNP and GO nanofillers. 9. Addition of 0.25 wt % FCNTs, GNPs, or GOs had a negligible effect on resin ultimate tensile strength. 10. Resin elongation, thus ductility, decreases with the addition of all types of nanofillers. 11. Nanocomposite containing functional nanofillers had higher ductilities compared to nanocomposites containing non-functional nanofillers. 12. Nanocomposite containing 1 wt % GOs, with a decrease of about 36% in resin elongation, had the lowest elongation to failure among the 18 nanocomposite types tested. 13. Observations on FESEM images suggested that functional nanofillers disperse better in epoxy resin. This resulted in reduced nanofiller agglomeration. 14. Molecular dynamics simulation results suggested that functional nanofillers improve filler/matrix adhesion.
Footnotes
Acknowledgment
The authors would like to appreciate the use of the computational clusters of the High Performance Computing Center (Shahrekord University, Iran), in completing this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.