
Abstract
The aim of this study is to improve the physical, mechanical, and tribological properties of nylon 6 and polypropylene by reinforcing short basalt fibers (SBFs) of different weight percentages (2.5 and 5 wt%) using melt blending in a twin-screw extruder, followed by injection molding process. The control specimens without reinforcements were also prepared to compare and investigate the influence of fiber content on the properties. Density, tensile, flexural, hardness, impact strength, and tribological characterizations were performed according to ASTM standard. The results show that 5-wt% SBF-reinforced nylon composites exhibit maximum improvement in tensile, flexural, impact, hardness, and specific wear rate. Wear mechanisms were also identified using field-emission scanning electron microscope by examining the surface morphology before and after wear. The observation reveals aligned, undamaged fibers during shear mixing and injection molding. The adhesion between fiber/nylon matrix and stepped fracture in the matrix is also spotted.
Keywords
Introduction
Fibrous composites originated from Israel, Central and South America where straw-reinforced clay bricks and plant fiber-mixed pottery vessels are used. 1 Short fibers are being explored in recent days by various thermosetting matrix like epoxy, polyester, and vinyl ester, and thermoplastic matrix like polypropylene (PP), nylon, and polyether ether ketone (PEEK) by different material research syndicate due to their good mechanical, thermal, tribological, and electrical properties. They are used in automobile and aircraft applications. The advantages of fibrous polymer composites compared to laminated and particulate composites 2 are its economy and ease in fabrication to mold complex parts and cavities. The different processing methods of fiber-reinforced thermoplastic materials are in situ polymerization, 3 solution mixing, 4 and melt compounding 5 followed by either injection molding, 6 compression molding, 7 blow molding, 8 or roto molding 9 process to obtain the desired shape and size of the product. The manufacturing parameters such as feeder speed, compression temperature, blowing pressure, and thermal cycle decide the performance of the composites. The reinforcement/fiber parameters such as fiber type, alignment, length, and loading also decides the performance of the short fibrous composites. During compounding process, the long fibers along with the thermoplastic matrix are exposed to high-temperature shearing action, where the fibers are twisted and turned are subjected to reduction in length. 10 Apart from manufacturing and fiber parameter, interfacial adhesion between the fiber/matrix and the operating conditions like applied load, sliding distance, and velocity plays a prominent role in deciding the strength and tribo performance of the composites.
Basalt, an inorganic material, finds its origin from molten volcanic rocks, which is of much importance due to its high tensile strength, compression strength, hardness, thermal stability, chemical, and wear resistance. 11 Composite materials reinforced with the basalt in microparticulates, 12 nanoparticulates, 13 short fiber, 14 unidirectional, 15 and bidirectional woven forms 16 are being explored by material research peers with different matrix which is used for specific functional applications. Nylon 6 (PA6) is a widely used high-density polymer with high tensile, high percentage of elongation, and better tribological properties that find the application in gears and bearings. PP is a low-density polymer with combined tensile and elastic properties along with heat resistance, which is used in light-duty engineering applications.
Alkan et al. 12 reinforced the micro basalt powder in PP and found that 0.5 wt% loading increases the mechanical performance. Ibarretxe et al. 17 reinforced short glass fiber (SGF) and short basalt fibers (SBFs) in PP along with PP-g-MA to improve the fiber–matrix interphase and reported SBF composites rank best among others. Greco et al. 18 identified that the tensile strength depends on the fiber length and achieved maximum strength with 10-mm fiber. Botev et al. 19 found that fiber content affects the impact strength of PP, and the SBF-reinforced PP is four times higher than the unfilled PP. Geis et al. 20 investigated the effect of basalt fiber length and content in PP and reported that by increasing the fiber length to 1300 μm, the tensile strength and modulus increases with decreased elongation at break and impact strength.
Song et al.
21
improved the adhesion using silane agent and obtained maximum tensile and flexural strength with 30
In the orbit of basalt fiber reinforcement in the polymer matrix, there is no prominent research that aims in comparing the mechanical and tribological properties of nylon and PP and the influence of reinforcing different weight contents of natural mineral-based SBF. The present work compares the nylon and PP and also the effect of fiber reinforcement on mechanical and tribological properties of SBF-reinforced nylon and PP composites. The composites were prepared by melt blending of nylon and PP with SBF in a twin-screw extruder, followed by injection molding. Also density, tensile, flexural, hardness, impact strength, and tribological tests were performed according to ASTM standard.
Experimental details
PP and nylon 6 were used as the matrix material. Basalt fiber of 3
The blending of nylon and PP with basalt fiber was performed in a laboratory scale twin-screw extruder. In this equipment, the processing temperature is adjusted in three separately controlled heating zones (191, 209, and 229°C). The screw speed was kept constant at 250 r/min. The blended compounds were subsequently injection molded using an injection molding machine. The barrel temperature was kept constant at 230°C from top to bottom, and the injection pressure is 50 bar. The prepared specimen and its composition of reinforcement and matrix are presented in Table 2.
The list of the specimen with its code and composition.
Density
Density measurements using Archimedes principle were made using high-precision electronic balance (AX-205). Five samples in each specimen were subjected to measurement according to ASTM D792-13 standards, and their mean values were taken for discussion.
Mechanical properties
Tensile and flexural measurements were carried out according to ASTM D638 and ASTM D790 standards using the universal testing machine. Impact and Shore D hardness tests were also performed according to ASTM D256 and ASTM D2240 standards. Five samples in each specimen were tested and their mean values were reported in the discussion.
Tribological properties
The dry sliding wear test was performed on pin-on-disk apparatus to study the friction and wear behavior of nylon and PP composites according to ASTM G99 standards. The tests were conducted at a sliding speed of 0.314 m/s under loading conditions of 10, 15, and 20 N at room temperature. The specific wear rate and coefficient of friction (COF) were calculated and is reported in the discussion.
Surface morphology
The composite specimen to be examined was coated with a thin film of gold to avoid electrical charge accumulation. Surface morphologies were examined in a ZEISS field-emission scanning electron microscope, and the wear mechanisms before and after dry sliding wear experiments were presented.
Results and discussion
Density
The density values of nylon, PP, and its basalt fiber-reinforced composite specimens are 1.103, 1.116, 1.175, 0.939, 0.959, and 0.979 g/cm3, respectively, and are shown in Figure 1. It is clearly evidenced that density of SBF-reinforced nylon composites (NNB1 and NNB2) and PP composites (PPB1 and PPB2) are greater than neat NN and PP composites. The increase in density values are attributed to the reinforcement of high-density basalt fibers in low-density PP and medium-density nylon matrix. Similar results were presented by Bernardo et al. 28 where increase in density is achieved by increasing the basalt fiber loading in the glass matrix composites. Contrary results were also validated by Ozturk et al. 29 when developing hybrid friction materials using ceramic and basalt fibers.
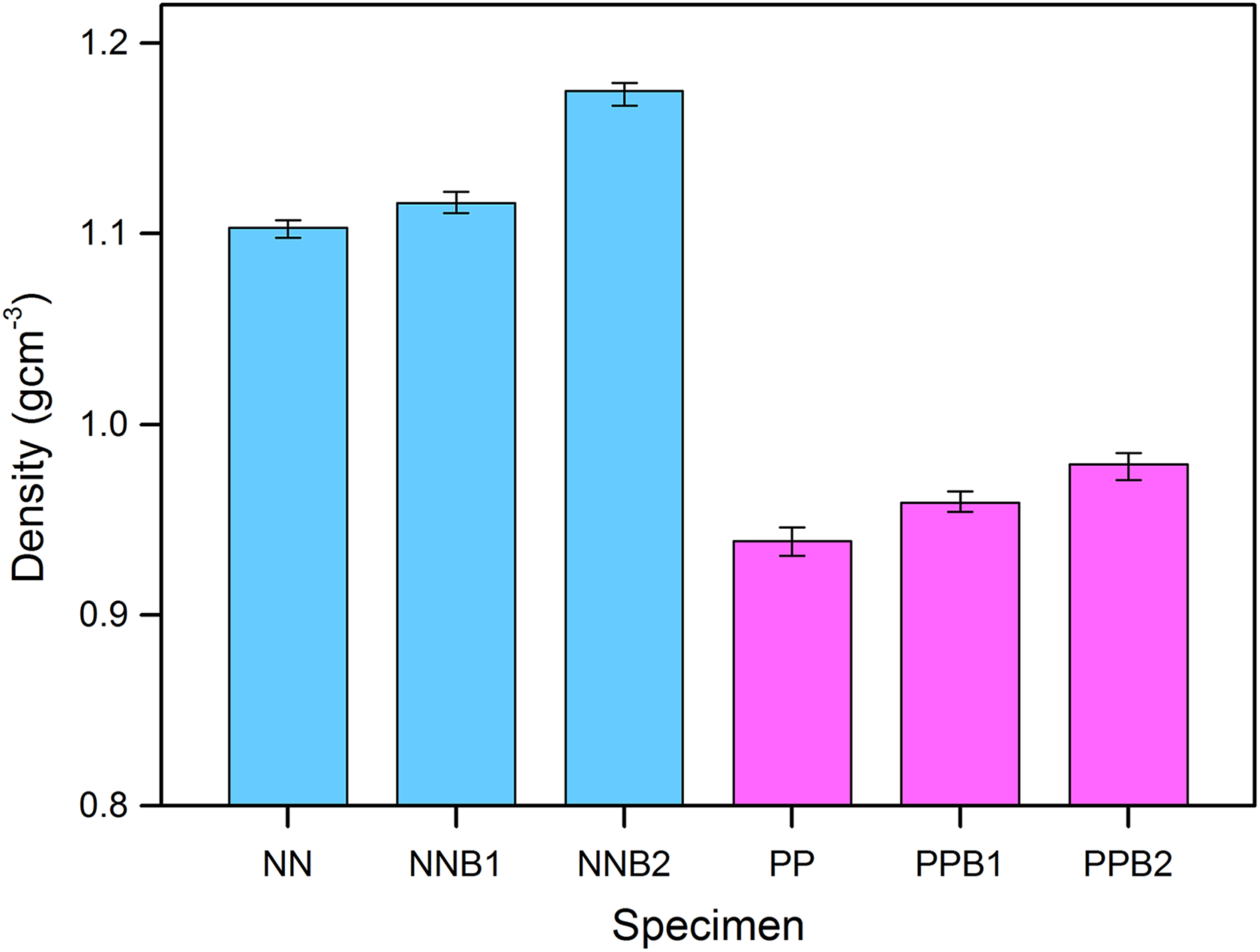
The density of nylon, polypropylene, and its basalt composites.
The density of NN composite is greater than PP composite by 17.46%. The density of NNB1 composite is greater than PPB1 composite by 16.37%. The density of NNB2 composite is greater than PPB2 composite by 20%. The nylon-based composites record higher density values than the PP-based composites, which is attributed to the higher density of nylon than PP. Considering nylon-based composites (NN, NNB1, and NNB2), the addition of SBF (2.5 wt%) to neat NN composites increases the density by 1.18%. On further addition of SBF (5 wt%), the density increases by 6.53%. Considering PP-based composites (PP, PPB1, and PPB2), the addition of 2.5-wt% SBF increases the density of neat PP by 2.13%. On further addition of SBF (5 wt%), the density increases by 4.26%. The interesting phenomenon to spotlight here is that the addition of 2.5-wt% basalt in the nylon and PP uniformly increases the density of the resulting composites. It is identified from NNB2 and PPB2 composites that in the 5-wt% SBF, the change in density becomes prominent by 20%. It is concluded that the addition of basalt fiber in a nylon matrix is more beneficial than in the PP matrix.
Tensile strength and modulus
The tensile strength and tensile modulus (within brackets) values of nylon, PP, and their composites are 40 (1800) MPa, 47.3 (2794.2) MPa, 53.96 (2684.45) MPa, 30.5 (1388.86) MPa, 31.6 (1696.29) MPa, and 32.3(1907.75) MPa, respectively. The tensile strength and tensile modulus of the nylon, PP, and its composites are shown in Figure 2. It is clearly evidenced that the tensile strength of SBF-reinforced nylon composites and PP composites is greater than neat NN and PP composites. The addition of SBF (2.5 and 5 wt%) to neat nylon increases the tensile strength by 18.25% and 59.90%. The addition of SBF to neat PP increases the tensile strength by 3.61% and 5.90%. The increase in tensile strength is attributed to the reinforcement of high tensile strength basalt fibers in PP and nylon matrix. Similar results were recorded and shown by Song et al. 30 where improved tensile strength is observed when a maximum of 20% basalt is reinforced in the polyvinylidene fluoride (PVDF)/polymethyl methyacrylate (PMMA) matrix. Chen et al. 31 also experienced similar trend where contradictory results are observed between 3 mm and 12 mm basalt fibers when reinforced in high density polyethylene (HDPE)/teak environment.
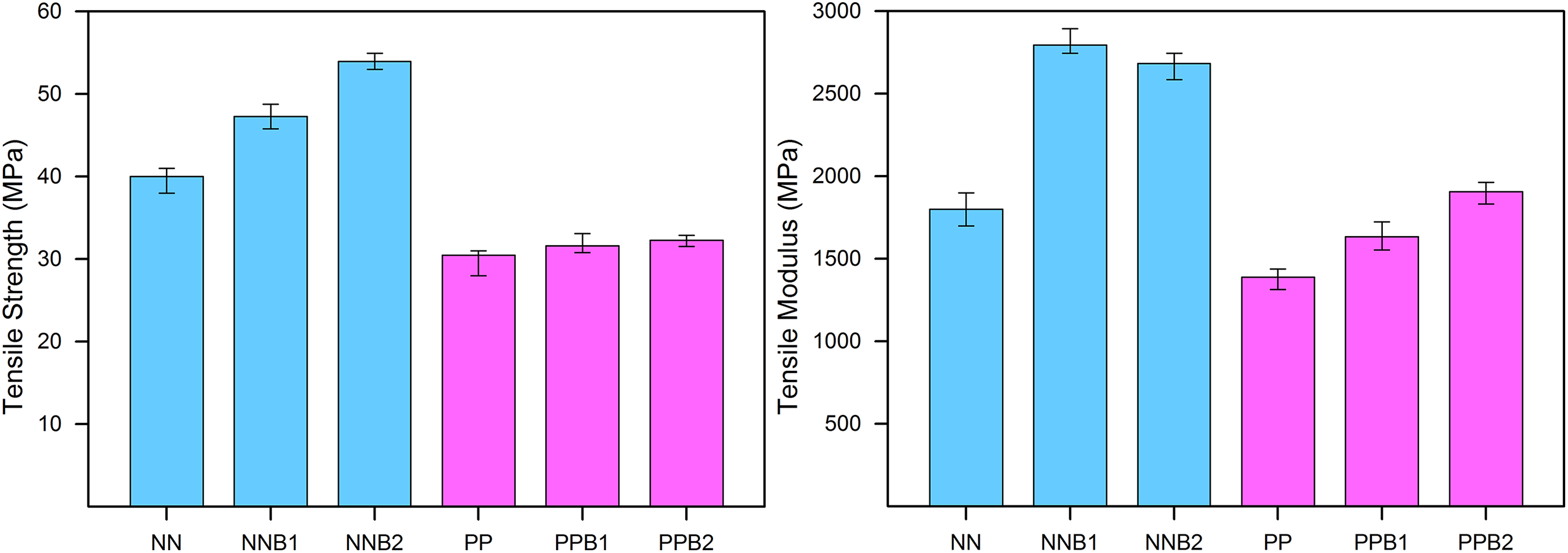
The tensile strength and modulus of nylon, polypropylene, and its basalt composites.
The tensile strength of NN composite is greater than PP composite by 31.15%. The tensile strength of nylon-based composites (NNB1 and NNB2) is greater than PP-based composites (PPB1 and PPB2) by 50.35% and 98.02%, respectively. The nylon-based composites record higher tensile strength than the PP-based composites, which is attributed toward the higher tensile strength nylon than PP. It is concluded finally that the addition of basalt fiber in the nylon matrix is more beneficial in improving the tensile strength than in the PP matrix.
The tensile modulus of all the composite specimens follows the same trend as that of tensile strength, except NNB2 where a mild drop of 4% in tensile modulus is registered. The tensile modulus of NN composite is greater than PP composite by 29.6%. The tensile modulus of NNB1 composite is greater than PPB1 composite by 64.72%. The tensile modulus of NNB2 composite is greater than PPB2 composite by 40.75%. Meszaros et al. 24 showed that by reinforcing 30% of 6-mm basalt fiber in the PA matrix increases the tensile modulus by three times compared to pure the PA matrix. It is concluded that the addition of high tensile basalt fiber in nylon and PP increases the tensile modulus of the composites.
Flexural strength and modulus
Flexural tests are carried on the injection-molded specimens to determine the flexural response due to bending. The influence of SBF content on the flexural strength and flexural modulus of nylon and PP composites is shown in Figure 3. The flexural strength and modulus (within brackets) values (MPa) of nylon, PP, and their SBF-reinforced composites are 45.6 (1082.95), 59.4 (1494.32), 71.5 (1799.32), 33.6 (1006.3), 35.3 (1069.8), and 37.1 (1133.4), respectively.
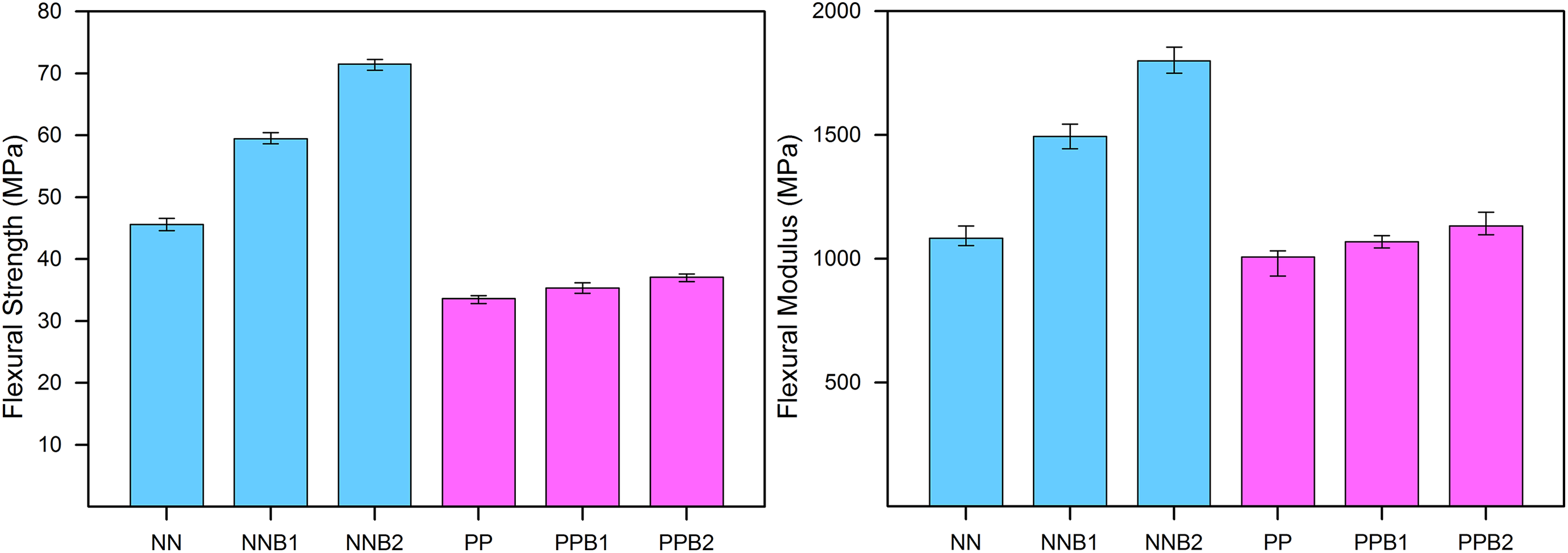
The flexural strength, modulus of nylon, polypropylene, and its basalt composites.
It is graphically shown that flexural strength of SBF-reinforced nylon composites and PP composites is greater than neat NN and PP composites. The addition of SBF to neat nylon increases the flexural strength by 30.26% and 56.80%. The addition of SBF to neat PP increases the tensile strength by 5.06% and 10.42%. The increase in flexural strength is attributed to the reinforcement of high tensile strength basalt fibers in nylon and PP matrix.
The flexural strength of NN composite is greater than the PP composite by 35.7%. The flexural strength of nylon-based composites is greater than PP-based composites by 68.27% and 92.72%. The increase in flexural strength is due to the combined effect of high flexural strength of nylon and basalt fiber loading which withstands the failure due to shear and contributes in fortifying the applied load of the composites. The fiber matrix interfacial adhesion is also attributed in the improvement of flexural strength. Similar results were recorded and shown by Song et al. 30 where improved flexural strength is observed when a maximum of 20% basalt is reinforced in the PVDF/PMMA matrix.
Flexural modulus is the measure of resistance to deformation of the composites subjected to bending. The flexural modulus of all the composite specimens follows the same trend as that of flexural strength. The flexural modulus of NN composite is greater than PP composite by 7.62%. The flexural modulus of NNB1 composite is greater than PPB1 composite by 39.68%. The flexural modulus of NNB2 composite is greater than PPB2 composite by 58.75%. It is observed that the samples prepared were not broken at maximum load. This is due to the crack bridging of basalt fibers under the loading conditions. The reinforced basalt fibers are able to withstand the higher load and also support the multiple cracks throughout the loading process. It is concluded finally that the addition of basalt fiber in the nylon matrix is more beneficial in improving the flexural strength and modulus than in PP matrix. Meszaros et al. 24 showed that by reinforcing 30% of 6-mm basalt fiber in the PA matrix increases the flexural modulus by four times compared to pure PA matrix. Deak et al. 26 in their experiments confirmed that reinforcing 6-mm basalt fibers in 30 wt% in the PA matrix improves the flexural strength and modulus by 4.5 and 4.85 times, respectively. Opposite trend of diminishing flexural modulus is also identified by them when long fibers of the same weight percentage are reinforced in the foresaid PA matrix.
Impact strength
The impact strength of fiber-reinforced composites depends upon fiber–matrix interface and the individual properties of matrix and fibers. When the composites undergo sudden force, the impact energy is dissipated in the composite through fiber pullout, fiber fracture, and matrix deformation. The impact strength values of nylon, PP, and their composites are 4.43, 7.23, 7.8, 3.02, 3.91, and 4.15 J/m2 and are shown in Figure 4. The addition of SBF to neat nylon and PP increases the impact strength by 63.21%, 76.07%, 29.34%, and 37.28% in NNB1, NNB2, PPB1, and PPB2 composite specimens. The increase in impact strength is due to the reinforcement of high strength basalt fibers. Deak et al. 26 in their experiments confirmed that reinforcing 6-mm basalt fibers in 30 wt% in the PA matrix improve the Charpy impact strength by 8 times and 1.08 times that of pure PA matrix for unnotched and notched specimens. Liu et al. 32 also identified the similar trend of increasing impact strength up to 20-wt% reinforcement in polylactide matrix, upon further reinforcement the impact strength drops drastically. Contrary results are validated by Cao et al. 33 by reinforcing SBFs in UHMWPE matrix where the impact strength is reduced by 25% when 10% fibers are loaded in the matrix. Wu et al. 34 also showed a reverse trend where impact strength of HDPE composites reduces when reinforcing basalt fibers.
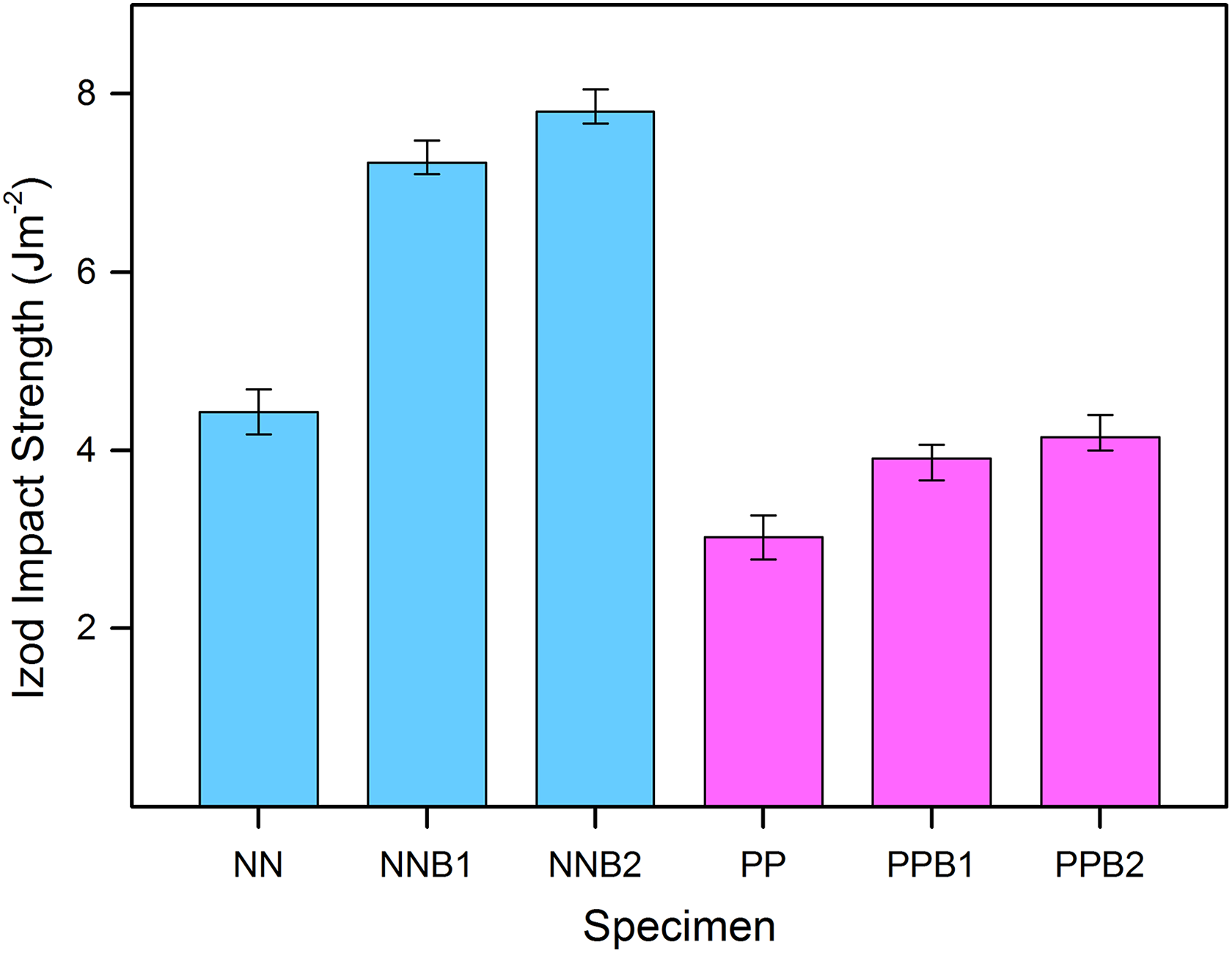
The impact strength of nylon, polypropylene, and its basalt composites.
The impact strength of NN composite is greater than PP composite by 46.54%. The impact strength of nylon-based composites is greater than PP-based composites by 84.91% and 87.95%. The increase in impact strength is due to the higher impact strength of nylon and SBF loading which withstands the attack, thereby improving the impact strength. The fiber matrix interfacial adhesion is also attributed in the improvement of flexural strength. It is concluded finally that the addition of SBF in the nylon matrix is more beneficial in improving the impact strength than in the PP matrix.
Hardness
Hardness is the ability of the material to resist plastic deformation under indentation. The hardness values of nylon, PP, and their basalt composites are 65.28, 85.4, 89.3, 56.72, 79.6, and 82.5 SD, respectively, and are shown in Figure 5. It is clearly evidenced that hardness of SBF-reinforced nylon composites and PP composites is greater than neat NN and PP composites. The increase in hardness is attributed to the reinforcement of harder SBF and its loading in softer PP and harder nylon matrix.
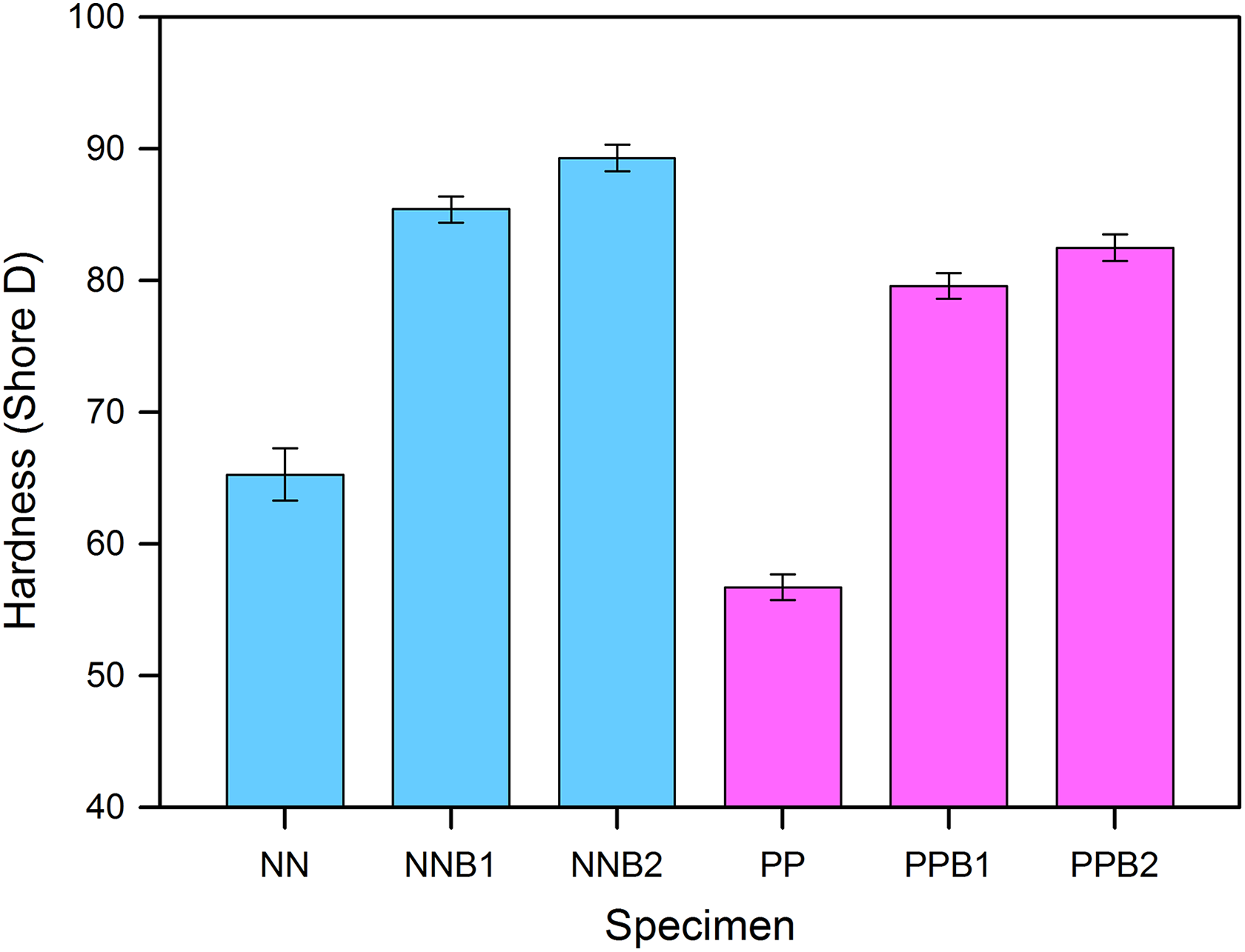
The hardness of nylon, polypropylene, and its basalt composites.
The addition of SBF to neat nylon and PP increases the hardness by 30.82%, 36.80%, 40.34%, and 45.45%, respectively. The increase in hardness is due to the reinforcement of harder basalt fiber reinforced in the nylon and PP. The interesting highlight to spot here is the efficiency of SBF in improving the hardness. In PP, the improvement in hardness is more compared to nylon by reinforcing the same amount of SBF. This improvement is attributed to the blending of basalt fiber in the softer PP matrix. Raajeshkrishna et al. 16 and Kumaravel and Mohanraj 35 also confirmed that the addition of basalt improves the hardness of the host matrix. The harder basalt is attributed to its origin from harder basaltic rocks. 36 The hardness of NN composite is greater than PP composite by 15.09%. The hardness of nylon-based composite is greater than PP-based composite by 7.29% and 8.24%. The nylon-based composites record higher hardness than the PP-based composites, which is attributed toward the dual effect of harder nylon matrix and harder basalt fiber. It is concluded finally that the addition of basalt fiber in a nylon matrix is more beneficial in improving the hardness than in the PP matrix.
Dry sliding wear
The effect of basalt content on the COF of nylon, PP, and its basalt-based composites is shown in Figure 6. The increase in SBF loading reduces the COF in nylon, PP, and its composites. The nylon and its composites record lower COF than PP and its composites at sliding speed of 0.314 m/s and at 20-N loading. The decrease in COF is attributed toward the chemical constituents of basalt. The interesting thing to be noted here nylon-based composites maintained uniform COF maintained in all compositions. Akinci et al. 37 in their investigation also confirmed that the trend observed in the current study where the addition of basalt filler in the LDPE matrix decreases the COF drastically when the reinforcement is up to 30 wt% and also identified that on further addition (maximum 70 wt%) the COF increases slightly for different sliding speeds (0.5–1.5 m/s). Alternate trend is also observed by Ozturk et al. 29 where COF increases when the basalt volume increases. The influence of applied normal load on specific wear rate and COF in NNB2 and PPB2 composites is shown in Figure 7. Increasing the load decreases the specific wear rate in all the composites. In particular, the reduced specific wear rate (SWR) is recorded in the case of nylon in all applied loading conditions. The specific wear rate of PP-based composites is nearly 2.45 times than that of nylon-based composites at 10 N conditions which increase to 2.61 times at 15 N conditions and further increases to 3.45 at 20-N loading conditions. Akinci et al. 37 experimental inference is in line with the current findings where increased load reduces the specific wear rate of basalt-reinforced LDPE composites. The COF reduces on increasing the load in all the composites. In particular, the lowest COF is recorded in the case of nylon and its basalt-based composites under all applied loads. The COF of PP-based composites is nearly 1.6 times than that of nylon-based composites at 10 N conditions which reduce to 1.17 times at 15 N conditions and further reduced to 1.05 at 20-N loading conditions. The identical trend is also confirmed by the experiments conducted by Akinci et al. 37 whereby increasing the applied load decreases the COF of basalt-reinforced LDPE composites.
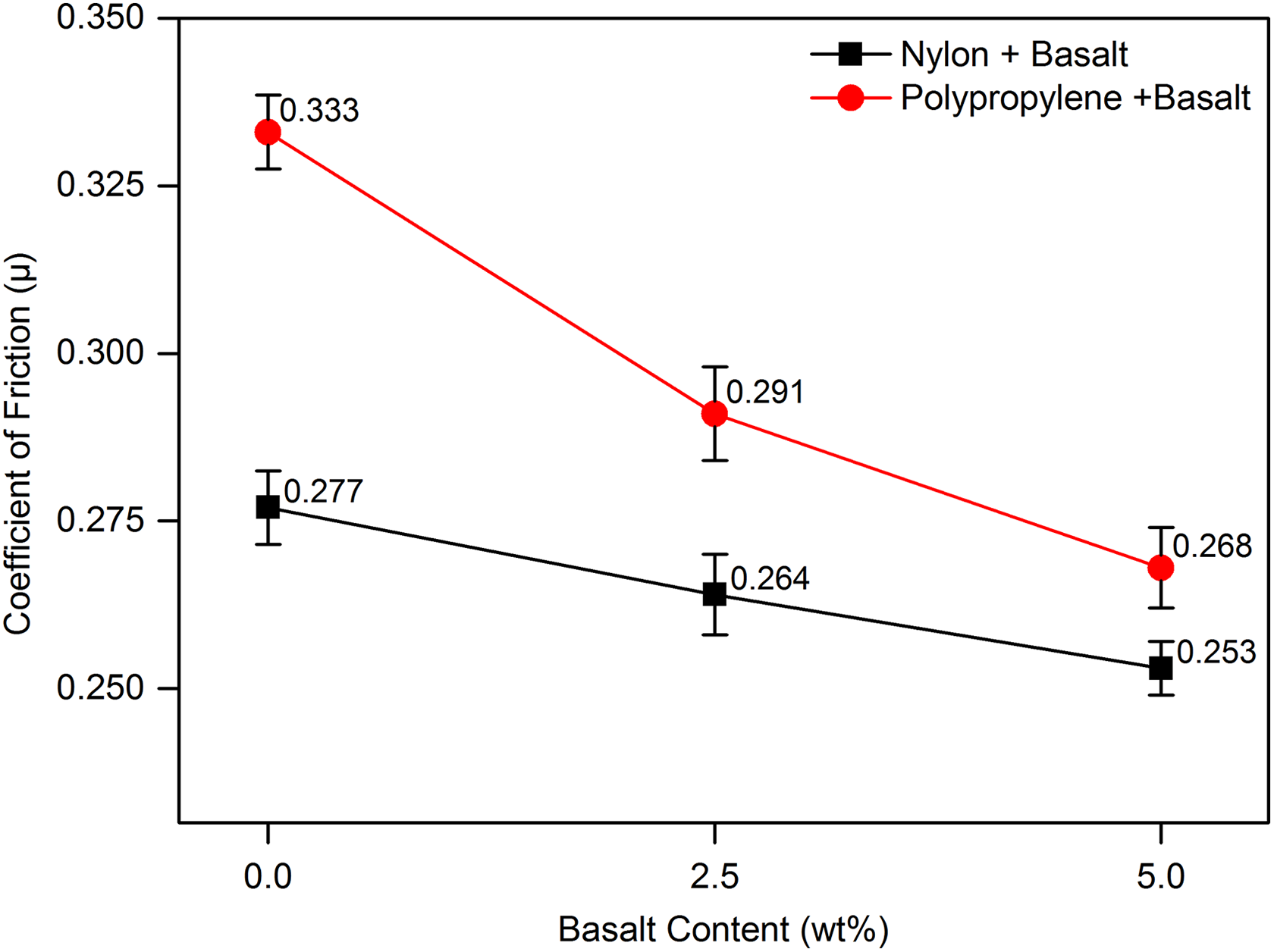
The effect of basalt fiber content on coefficient of friction.
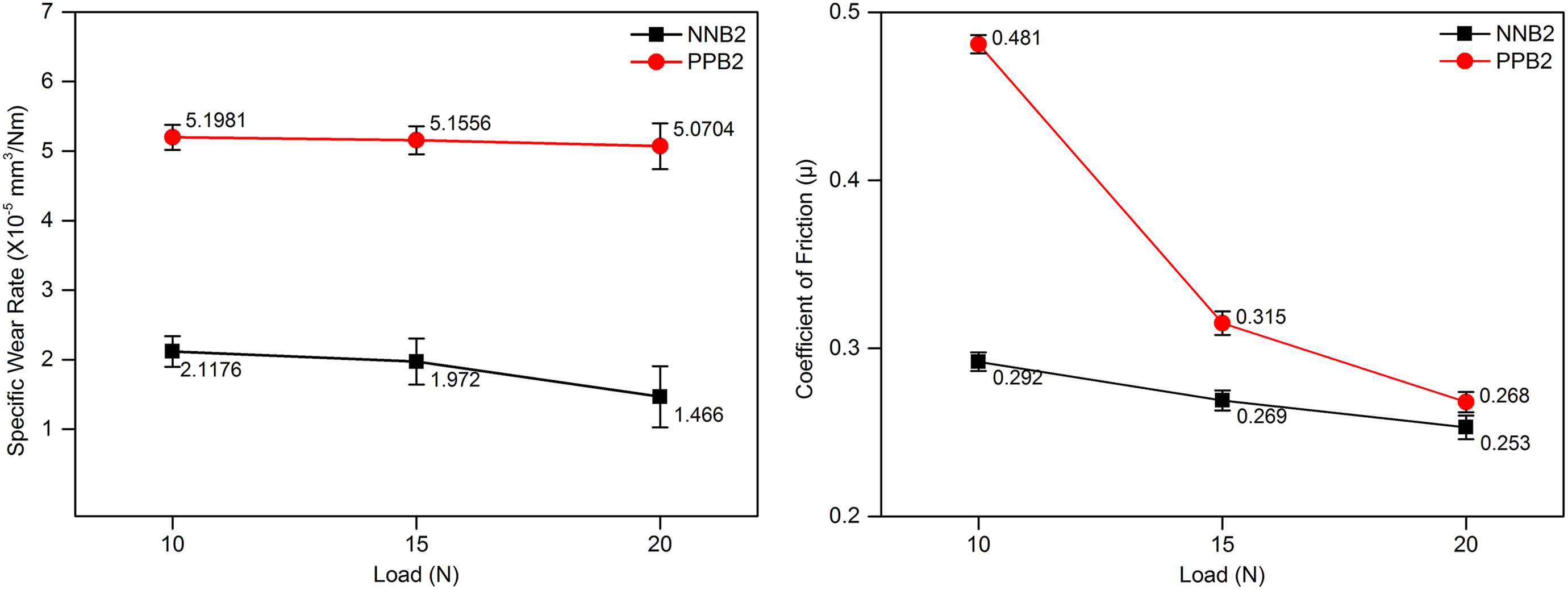
The influence of load on specific wear rate and coefficient of friction.
Surface morphology
Figure 8(a) to (c) shows the NNB2 (5-wt% basalt-reinforced nylon) composites before dry sliding wear test. The basalt fiber is melt mixed with nylon and injection molded in to wear test specimens. The melt-mixing parameters and injection molding parameters are properly selected to avoid damage to the reinforcing fibers. The observed morphologies from Figure 8(a) and (b) confirmed that there is no major damage (length reduction) observed in the basalt fibers when it is reinforced in the nylon matrix. The positive observation to mention here is adhesion achieved between basalt fiber and nylon matrix without using adhesive agents. The observation from Figure 8(c) shows the oriented fibers and fiber head damage. As a result of injection molding where high pressure injection is the cause for the aligned fibers, which increases the mechanical and tribological properties of the basalt-reinforced nylon composites. The fiber head damage is the result of fiber twisting in the twin-screw extruder. Figure 8(d) to (f) shows the NNB2 (5-wt% basalt-reinforced nylon) composites after dry sliding wear test performed with 0.314 m/s at 20-N loading conditions. The observations from Figure 8(d) to (f) reveal that the stability of the basalt fiber by maintaining its shape and size without any deformation in the dry sliding conditions. The observation made from Figure 8(d) confirms that the stability of basalt fiber is higher than the nylon matrix, where nylon matrix disintegrates under load of 20 N and forms clusters 38 . Figure 8(e) shows the stepped fracture in the nylon matrix where there is no damage in the fiber reinforced. Figure 8(f) shows the unmodified fiber in the wear environment where some clusters are scattered around the area of observation. 38
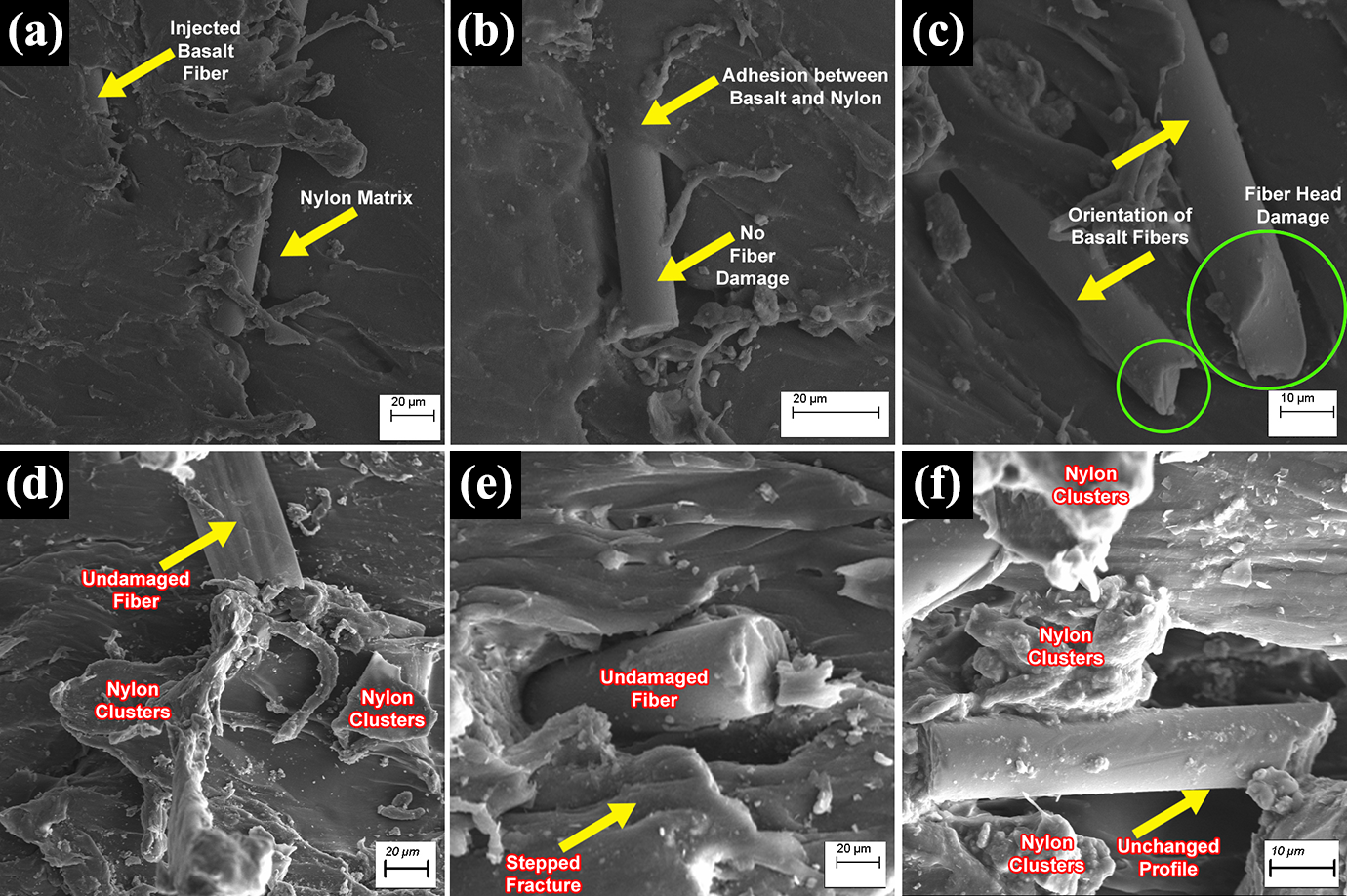
The surface morphology of 5-wt% SBF-reinforced nylon composites (a) to (c) before and (d) to (f) after wear.
Conclusion
Study on the effect of fiber content on the physical, mechanical, and tribological properties of nylon, PP, and its composites has been conducted, and the following outcomes are arrived. Fiber loading increases all the mechanical properties under study. Nylon 6 and its composites exhibit superior mechanical properties compared to PP. Nylon 6 reinforced with 5-wt% basalt fiber stands best among other composites with respect to mechanical properties. Basalt fiber loading decreases the COF in nylon, PP, and its composites. In particular, nylon-based composites show least COF compared to PP composites. The nylon-based composites show reduced mass loss and COF compared to PP composites under low-, medium-, and high-loading conditions. The COF of basalt fiber-reinforced nylon composites is in the range of 0.2 under tested conditions which recommends the application of basalt fiber-reinforced nylon composites as frictional materials. The field-emission scanning electron microscopic observation confirms the stability and suitability of basalt in nylon environment which paves the path for basalt as a candidature reinforcement material in dry sliding wear applications.