
Abstract
This paper reports on the processing and overall characterization of walnut shell powder (WSP) filled polyester composite. The effects of this filler on the properties of polyester resin are studied by conducting various characterization tests under controlled laboratory conditions. The composite formation mechanism has been explained by the interpretation of Fourier transform infrared (FTIR) spectroscopic and X-ray Diffraction (XRD) analysis. The study reveals that the incorporation of WSP particles modifies the density and porosity of the composites along with their tensile, compressive, flexural, and impact strengths. Thermo-gravimetric analysis (TGA) is done on the samples to get an insight into their thermal stability. Measurement of thermal conductivity is carried out on samples of different compositions, and it is found that the inclusion of walnut shell powder leads to significant improvement in the thermal insulation capability of polyester resin. It is recorded that with an increase in the WSP content from 0 to 20 wt. % in polyester, the value of the effective thermal conductivity (K eff ) drops by about 42%. It is further seen that with the incorporation of WSP, the coefficient of thermal expansion (CTE) of polyester is substantially lowered.
Keywords
Introduction
The potential effect of increasing the energy efficiency and reducing the ozone harming substance through better thermal insulation of engineering structures becomes the need of the hour. To accomplish this, the most evident methodology is to apply thicker layers of readily available thermally insulating materials. But this can result in undesirable thick construction and related changes also cause significant loss of floor space which in turn increases the expenses. Rather than this choice, new efficient, processable thermal insulation materials with improved efficiencies are being considered. 1 Among available, vacuum protection boards 2 and aerogel-based materials 3 are the best thermal insulating materials. Yet, despite their high insulation efficiencies, these materials experience the ill effects of processability and costing issues that limit their applications across the board use.3,4 This is why current research aims to develop a polymer matrix composite, which is highly thermally insulative and cost-effective. The main advantage of using polymer as matrix that high pressure and temperature is not involved during the preparation of composites. Also, simple equipment is required for the fabrication of composites. Nowadays polymer composites are commonly used in automobile, building marine, and aerospace applications. Polymer resins are divided into two categories such as thermoset and thermoplastic. Polypropylene, low-density polyethylene (LDPE), polyethylene terephthalate (PET) and high-density polyethylene (HDPE) belong to the thermoplastic category whereas vinyl ester, phenolic resin, epoxy, and polyester are common thermoset polymers. Among these, epoxy and polyester are most widely used as matrix in polymer reinforced composites. 5 Over the past few decades, interest is evolving worldwide to prepare composites from natural fibers and fillers due to their intrinsic properties like environment-friendly, biodegradability, and low cost. Nature is blessed with different kinds of plants such as bamboo, jute, coir, sisal, hemp, kenaf, pineapple wood, and walnut which can be used to manufacture polymer composites.6,7,8 Several investigators have studied different properties of polymer composites using these reinforcements. Mishra studied water absorption capacity and mechanical behavior of coconut shell dust (CSD) and fly ash filled epoxy hybrid composites. 9 Muslim et al. reported the inclusion of wood filler which improves tensile, impact, and flexural strength of the polypropylene composites. 10 Setha et al. show that doum palm shell particle polypropylene composites with 150 µm size have better tensile and flexural properties than composites with 300 µm particle size. 11 Kalusuraman et al. analyzed mechanical properties of the jute polyester composite filled with copper slag at different filler loading. 12 Although a large number of studies have been conducted on the polymer composites filled with the fillers of the aforementioned natural plant sources, studies on walnut shell powder filled polymer composites have been very limited. Ayrilmis et al. prepared walnut shell polypropylene composite specimens by injection molding and carried out water absorption test to assess their dimensional stability. 13 Nitin and Singh 14 prepared walnut/epoxy composites in open molds using the hand layup technique. Against this backdrop, the present study explores the possibility of developing a polyester-based composite reinforced with walnut shell powder and to carry out its physcio-mechanical and thermal characterization.
Materials and experimental details
Matrix and filler material
In the present investigation, unsaturated isophthalic polyester resin (density 1370 kg/m3, elastic modulus 1.13 GPa) supplied by Testing Instrument Manufacturer, Kolkata, India is used as the matrix material whereas walnut shell powder (WSP) is used as the filler material. It can be observed from Figure 1 that average particle size of walnut shell powder is around 100 µm. Particle size distribution chart of walnut shell powder.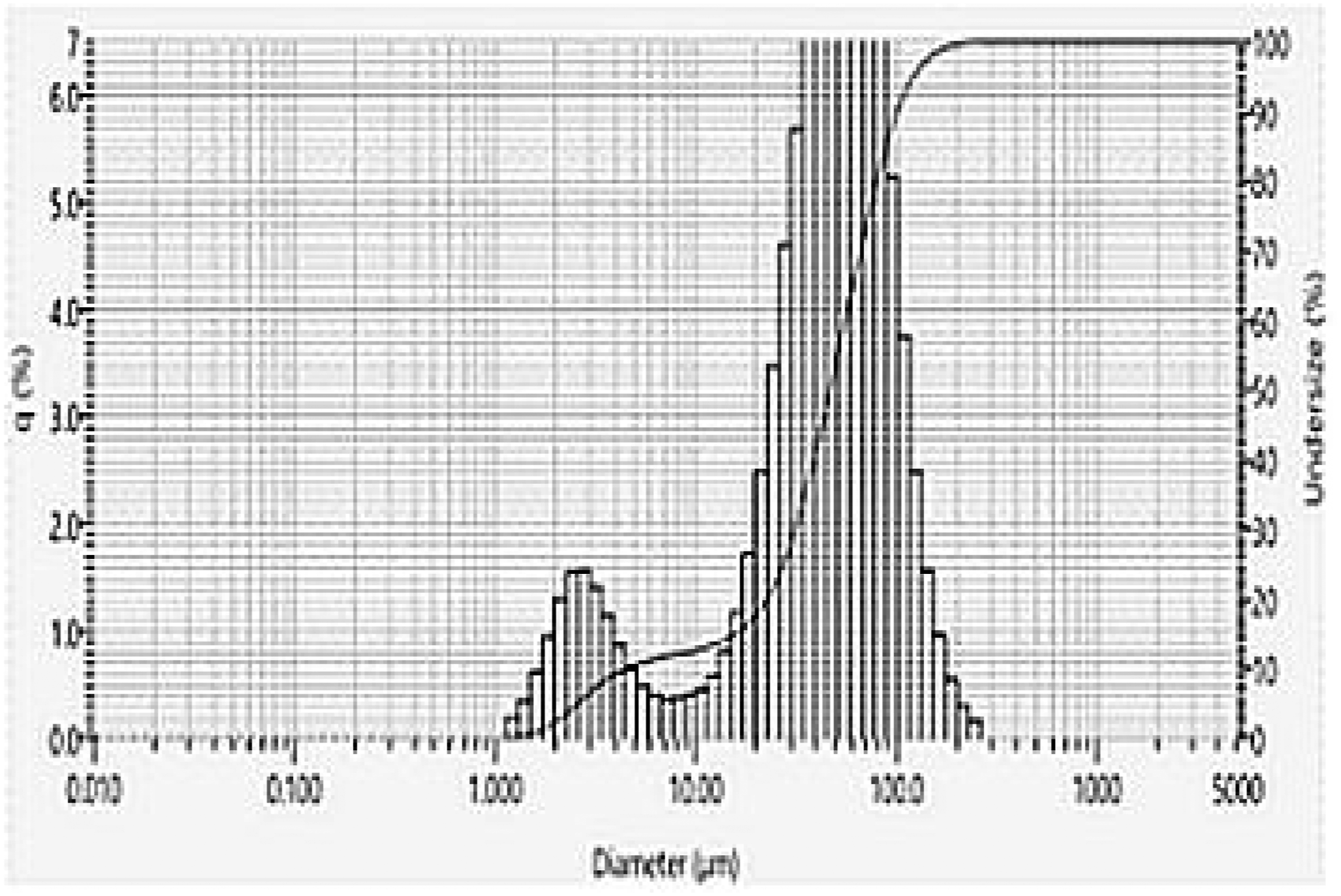
Composite fabrication
The unsaturated polyester resin is mixed with the accelerator and catalyst at 100:3:3 ratio by weight as recommended. Fine walnut shell powder particles are then added into this mixture of unsaturated polyester resin, accelerator (cobalt naphthenate), and catalyst (methyl ethyl ketone peroxide) at different weight proportions (0, 4, 8, 12, 16, and 20 wt. %) to prepare the composites. Simple hand lay-up technique is used to prepare the composites by pouring the dough into appropriate glass molds. The mixture is left in the molds for 24 h for curing at room temperature. After complete curing, the composites are taken out of the molds and cut with the help of a diamond cutter into specific sizes as per the requirement of different tests.
Physical and mechanical characterization
Density and void fraction
The value of theoretical density (


Fourier transform infrared spectroscopy
A Perkin Elmer Spectrum 400 series FTIR is used with a range of 4000–500cm−1 to record the spectrum of the composites at 4 cm−1resolution.
X-ray powder diffraction
To ascertain the crystallinity and identifying various phases present in the raw material and the composite, a Bruker D8 ADVANCE X-ray Diffractometer is used in the present study. X-ray diffraction test is carried out in the range of 0–100° with a scan rate of 2°/min and a step size of 0.02°.
Tensile strength, flexural strength, compressive strength, and microhardness
Universal testing machine (UTM) Instron 1195 is used to perform the tensile and flexural test on the prepared composite specimens. The dimension of each specimen considered for the tensile test is 150 mm × 10 mm × 3 mm as per ASTM D 3039-76 and the crosshead speed is taken as 10 mm/min. Similarly, specimens with a span length of 50 mm is 105 mm × 15 mm × 3 mm as per the ASTM D790 is used for the flexural test. The compressive strength of the WSP filled polyester composites are determined by Universal testing machine Instron 8862 at room temperature with a crosshead speed of 5 mm/min. Specimens of the required dimension (length 10 mm and diameter 10 mm) are prepared as per ASTM D3410 standard. All the tests are conducted on three identical specimens of each composition and the average value of the three replications are reported as tensile, flexural, and compressive strength respectively. The microhardness of the composites is estimated utilizing a Vickers microhardness analyzer LM248 AT.
Impact strength
The impact strength of the composites is measured by a low-velocity Charpy impact-testing machine. The dimension of composite samples considered for measurement of impact strength is 64 mm × 12.7 mm × 3.2 mm as per ASTM D256 test standards.
Thermal characterization
Thermo-gravimetric analysis
The thermo-gravimetric analysis (TGA) of the composites is conducted with the help of a Perkin–Elmer TGA6. A stream of nitrogen gas is supplied at a rate of 25 ml/min and the sample has been heated from 50°C to a maximum 600°C temperature at a rate of 10°C/min.
Thermal conductivity
The effective thermal conductivity of WSP-polyester composite samples is measured by UnithermTM2022 as per ASTM E-1530. The dimension of the circular specimen is taken as 5 mm thickness and 40 mm diameter.
Glass transition temperature and coefficient of thermal expansion
The variation in glass transition temperature (Tg) and coefficient of thermal expansion (CTE) of the WSP-polyester composites is obtained with varied filler content using a Perkin Elmer DSC-7 Thermal Mechanical Analyzer (TMA). First, the composite sample is purged in the nitrogen gas. The temperature of the sample is increased from 50 to 250°C continuously by supplying heat at a rate of 10°C/min. Two scans are used for each measurement. The moisture in the composites is removed by first scan whereas the second scan is used to measure Tg and CTE of the composite. The size of samples considered for the test is 10 mm × 10 mm × 3 mm.
Results and discussion
Density and void fraction
Measured and theoretical density of the WSP-polyester composites.


FTIR spectrograph of raw walnut shell powder, polyester resin, and WSP-polyester composite with 8 wt.% filler contents.
FTIR spectroscopic analysis
The FTIR analysis essentially influenced by deviations in peaks associated with functional groups. So peaks are varying when any reaction takes place in functional groups of the material. The IR spectra of polyester resin, raw walnut shell powder and WSP-polyester composite with 8 wt. % filler loading are presented in Figure 2. In polyester spectra, a narrow peak at 740 cm−1 can be observed which may be attributed to C–H stretching in the aromatic ring. The medium spectrum band at 1730 cm−1 indicates the presence of α,β-unsaturated>C=O bond in ester linkage. The IR spectra of walnut shell powder indicate that a broadband is present at 3473 cm−1 which may be due to bonded hydroxyl –OH groups present in this agro-waste filler. The peaks at wave numbers 2941, 1734, and 1071 cm−1 attributes to –CH, C=O and C–O stretching, however the spectrum absorption band at 1600 cm−1 confirms the presence of lignin in aromatic group.
16
From IR spectra of WSP-polyester composite, it can be observed that the spectrum band present at 1734 cm−1 is due to the C = C stretching vibration which is present in both filler and matrix and transferred to the composite. The peak present in WSP at 2941 cm−1 and 1071 cm−1 has also been transferred to 2941 cm−1, 1130cm−1in the composite respectively. The peaks at 1600 and 701 cm−1 may be due to the C–C stretch and C–H out of plane bending vibrations in benzene derivatives. During this analysis, it is observed that some peaks in composites have appeared, disappeared and some peaks have shifted their position due to the reactions of the functional groups of the walnut shell powder with the polyester resin to form WSP-polyester composites. XRD of raw walnut shell powder, polyester resin, and WSP-polyester composite with 8 wt.% filler contents.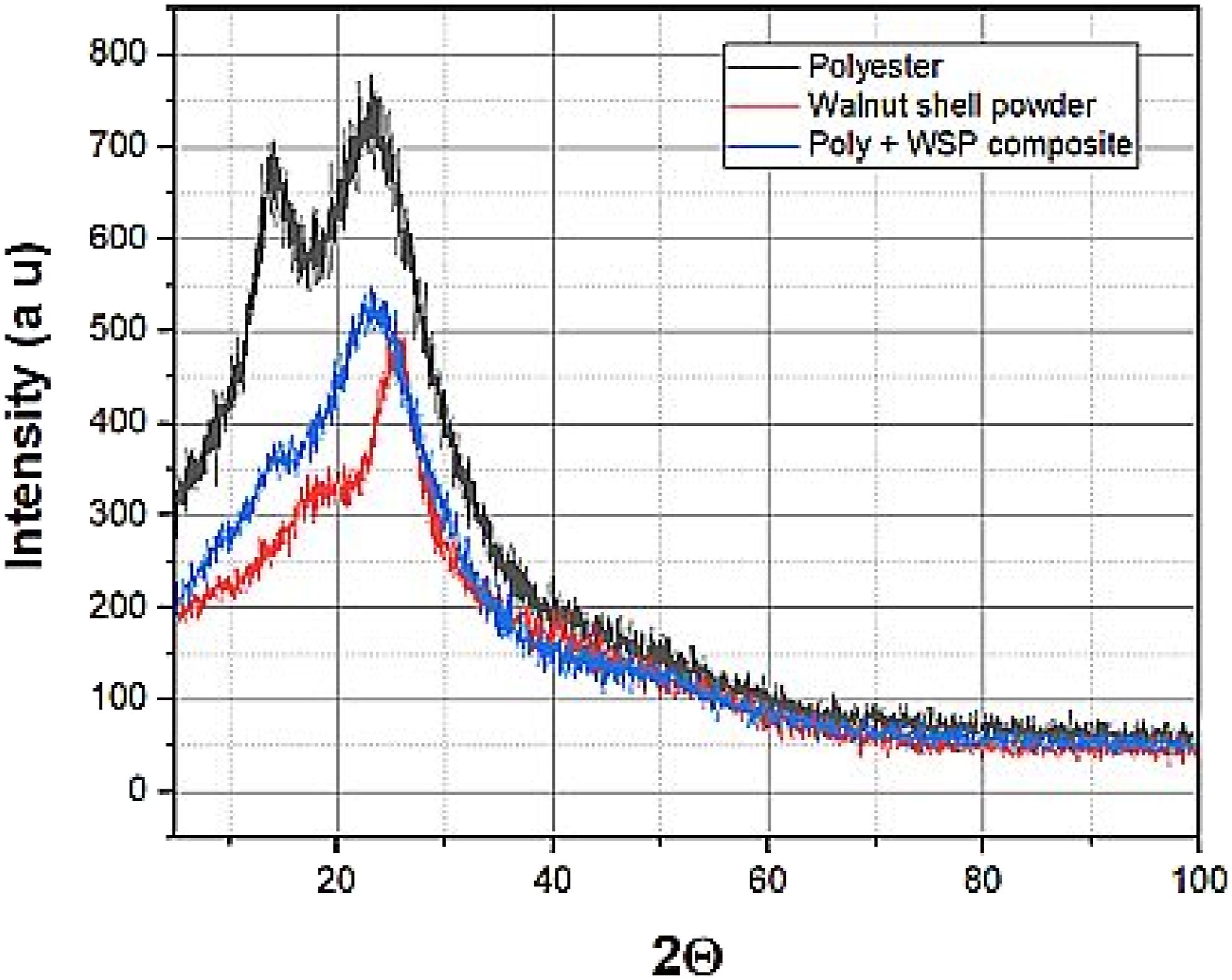
X-ray diffraction
Figure 3 represents the typical XRD pattern of raw walnut shell powder, unsaturated polyester resin, and WSP-polyester composite. The XRD pattern of unsaturated polyester resin reveals that two distinguish peaks around 17o and 25o are present in the material. These two peaks indicate an amorphous and semi-crystalline characteristic of the polymer matrix.
17
The crystallinity index (CI) of polyester resin is around 47.5%. It is suggested that high CI increases the rigidity of the material.
18
XRD of the WSP shows a characteristic wide peak centered at 25.02o, which confirms the amorphous nature of the walnut shell powder. This peak corresponds to (002) plane is present in the walnut shell powder due to cellulose, hemicellulose, and ligin.
19
Though the XRD pattern of WSP-polyester composite with 8 wt. % filler loading resembles the same pattern as WSP, there is a slight shifting of the peaks towards the left compared to virgin polyester resin. This phenomenon is created due to the reduction of the crystallinity of the polymer. The inclusion of walnut shell powder increases the average spacing between the molecules in the polymer due to which the CI of the WSP-polyester composite is reduced. The increase in amorphous nature in the composite compared to the WSP is also clearly evident from the calculated crystallinity index data using the height method.
20
The crystallinity index of neat polyester is about 47.5% and due to the addition of WSP (CI=30%), the composite CI is reduced to 28.6%. Effect of WSP particle on (a) microhardness, (b) tensile strength, (c) tensile modulus, (d) flexural strength, (e) compressive strength, and (f) Impact strength of the WSP-polyester composites.
The crystallization index of the WSP-polyester composites is evaluated according to the protocol Formula (3)
20
as follows:
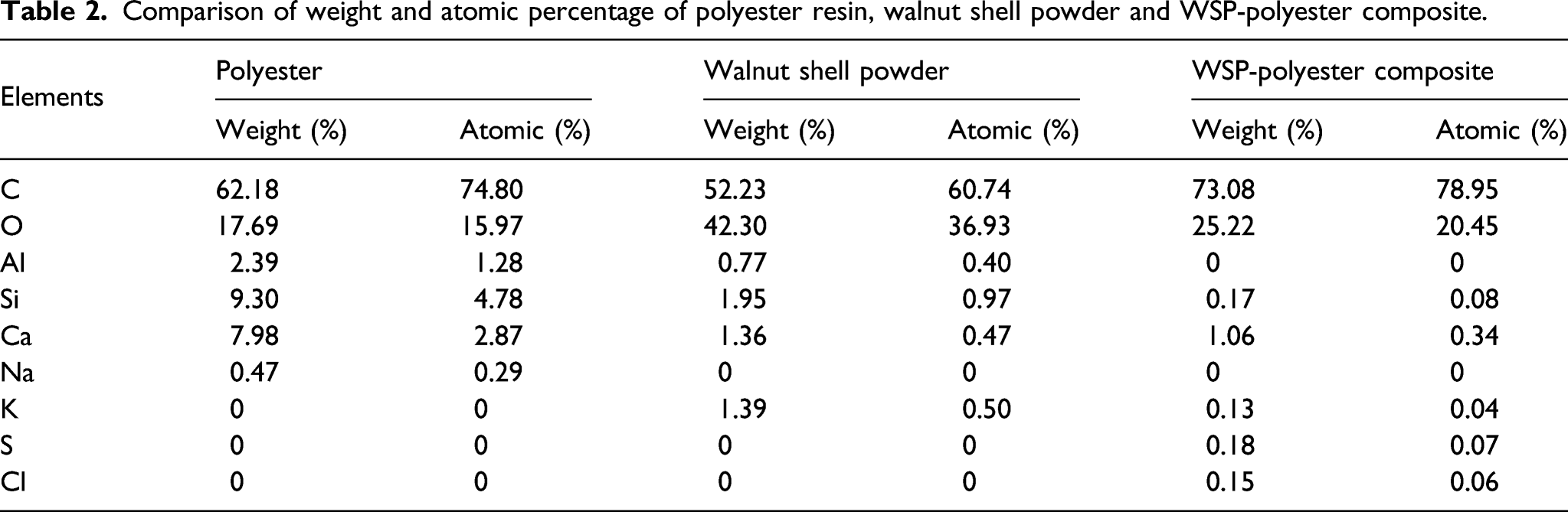
Energy-dispersive X-ray spectroscopy
Comparison of weight and atomic percentage of polyester resin, walnut shell powder and WSP-polyester composite.
Microhardness
Figure 4(b) presents the measured values of microhardness for WSP-polyester composites with different WSP content. As observed, an increasing trend in the hardness value is obtained with the addition of WSP in the polyester matrix. The hardness of neat polyester is about 20 Hv and it is recorded that with the incorporation of 20 wt. % of WSP, the composite hardness attains a value 31.2 Hv indicating an improvement of about 56%. This may be attributed to the relatively higher hardness value of the walnut shell which is about 210 Hv.
21
This improvement in hardness may also be due to the pressing of harder walnut shell particles in the polymer which creates a tight intimate contact between the filler and matrix body thereby resisting indentation more intensely. Olumuyiwa et al. reported that the hardness of the polyethene composites is improved significantly with the inclusion of 25 wt. % coconut shell powder.
22
SEM image (a) fractured surface of the WSP-polyester composite, (b) Pores and void in the composite, (c) fractured surface of the WSP-polyester composite after impact test, and (d) of typical walnut shell particle.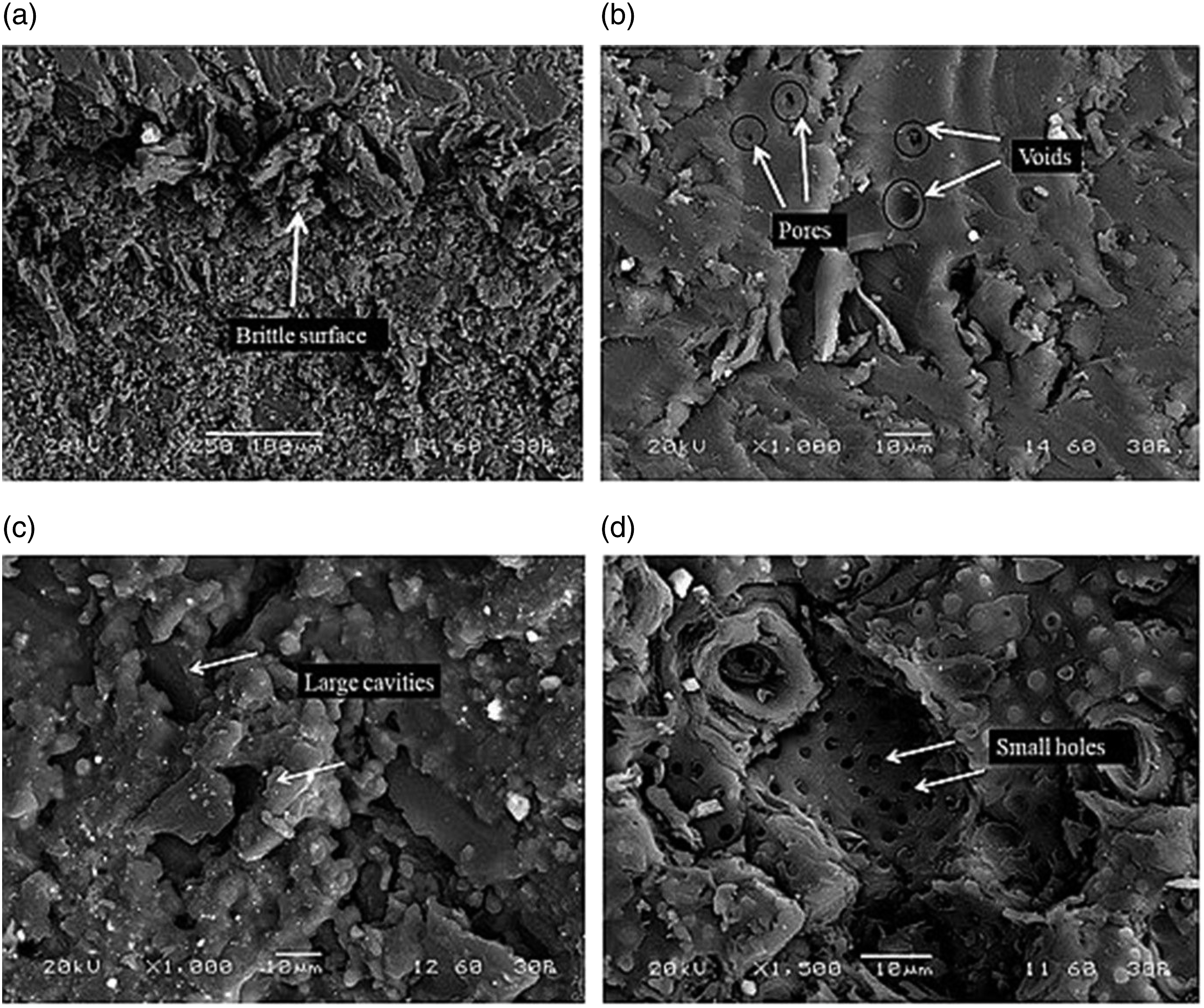
Tensile strength
The variation in tensile strength of the WSP-polyester composites with different filler content is presented in Figure 4(b). It can be seen from the figure that with the addition of filler particles, composite becomes gradually weaker in tension. While the tensile strength of unfilled hardened polyester is 62.5MPa, the test results show that this value drops as the filler content in the composite keeps increasing and finally attains a value of 55.6 MPa with 20 wt.% filler loading. This reduction in tensile strength may occur due to the presence of a natural reinforcing element like the walnut shell particle is explained as follows. The walnut shell contains a lower amount of hygroscopic material like cellulose/hemicellulose and higher amount of hydrophilic material such as lignin. 23 Zhang et al. reported that composite tensile strength is greatly influenced by lignin and decreases with higher lignin percentage although the tensile modulus of composites increases. 24 As WSP contains high amount of lignin this may be the reason behind the decrease in tensile strength of the composites. The XRD analysis reveals that walnut shell powder is an amorphous material whose crystallinity index (CI) is around 30%. CI is an important factor which influences the reinforcing capacity, thermal and mechanical behavior of the material. When walnut shell powder is added to the polyester resin, it decreases the rigidity and lowers the crystallinity index of the polyester, due to which tensile strength of the composite materials may be reduced. The SEM image of the tensile fractured surface of WSP-polyester composites with 20 wt. % filler content is presented in Figure 5(a). The image in Figure 5(a) indicates the brittleness of the composite material. Description regarding similar reduction in tensile strength of epoxy composites with 30 wt. % WSP filler can be found in the available literature. 18 As shown in Figure 4(c), the tensile modulus for the composite with 0 wt.% WSP is found to be 1.13 GPa whereas that for the composite with 20 wt. %WSP is recorded as 2.53 GPa showing a monotonically increasing trend with the addition of filler content. It is suggested that the inclusion of walnut shell powder with rich hydroxyl –OH may have created an additional catalyst effect which builds additional segments of curing impact in polyester resin. 25 Therefore, improved stiffness is observed at higher filler content of WSP-polyester composites.
Flexural strength
The flexural strength of composite material is an important property for structural applications which prevents it from bending failure. As shown in Figure 4(d), the flexural strength of the WSP-polyester composites reduces from 82.94 MPa to almost 37.12 MPa with the increase in filler content from 0 to 20 wt. %. Though, the flexural strength of the composites decreases with the inclusion of walnut shell particles, but these values are found higher than composites filled with other agricultural wastage such as pine cone, rice husk, and nutshell. 19 This reduction in flexural strength of composite shows the inability of the filler material to transfer the stress to the polymer network created due to bending force. This behavior is also ascribed to the agglomeration of WSP at higher filler loading. Same kind of behavior is reported by Alsaadi et al. during their investigation on pistachio shell filled polyester composites. 26 The flexural modulus of the neat polyester is about 4.13 GPa which increases to 4.35, 4.68, 5.75 GPa with 4, 8, 12 wt. % of WSP filler content respectively. But after 12 wt. % the tensile modulus of the composite reduces slightly to 4. 93, 4.76 GPa with 16 and 20 wt. % filler content. Recently in 2020, Nayak and Satapathy observed similar kind of trend for flexural strength of polyester/marble dust composites for different size of filler content. 17
Compressive strength
The variation in the compressive strength of the WSP-polyester composites with different filler loading is presented in Figure 4(e) which exhibits that the compressive strength of virgin polyester is about 96 MPa, which improves about 38% with the incorporation of 20 wt. % of WSP in to it. In compressive loading, the inclusion of fillers improves the load-bearing capability of the composites. During compression loading, all the crack, voids generated due to the induction of filler get reconciled unlike the crack opening mechanism created during tensile testing. This may be the reason behind the improvement in compression strength of the WSP-polyester composites. Singh also reported that the compressive strength of the WSP/epoxy composite increases at higher filler content. 27
Impact strength
The effect of filler content on the impact strength of WSP-polyester composites is shown in Figure 4(f). The impact strength of the composites is decreased monotonically with the inclusion of WSP filler content compared to the neat polyester. It can be observed that the impact strength of virgin polyester decreases from 3.3 J/cm2 to 0.886 J/cm2 when the WSP filler loading is increased from 0 to 20 wt. %. The increase in WSP filler content leads to improper wetting which creates poor interfacial adhesion between polymer matrix and filler. This leads to the generation of microcracks at the interfacial region and subsequently to a drop in the impact strength of the composite. 23 Further, the residual moisture present in the filler gets incorporated into the composite during fabrication. This moisture, which converts into cavities as shown in Figure 5(c) behaves like a notch during experiments. So when load impacts on the specimen, failure occur at these points. Salasinska et al. also found decrease in impact strength of WSP/epoxy composites at higher filler concentration. 25
Thermal characterization
Thermo-gravimetric Analysis
The thermo-gravimetric analysis is conducted to obtain information regarding phase change, absorption, desorption, and thermal decomposition of the WSP-polyester composites. Figure 6(a) shows the TGA graph of WSP-polyester composites. TGA is also used to determine the thermal stability of the material. If the material is thermally stable, no change in mass occurs during the increase in temperature. But beyond a certain point, the material starts degrading which gives an idea up to which temperature, this composite can be used. It can be observed from the TGA graph that decomposition of WSP-polyester composites takes place in three stages such as dehydration stage (50–150°C), active pyrolysis stage (200–400°C), and passive pyrolysis stage(400–600°C). During the first stage when the temperature of the composites is increased, no change in mass occurs up to 130°C and beyond that very low degradation takes place. It is found that despite drying, some moisture remains in the shell material which evaporates at 130°C and reduces the mass of the material. This moisture remains in the WSP filler due to its hydrophilic nature. While in the second stage, mass loss occurs at around 261°C which may be due to the decomposition of polymeric material. The maximum decomposition is observed between 309°C and 400°C in the third stage which may be attributed to the degradation of cellulose present in the composite. The TGA curve obtained in the present study incidentally is very much similar to thermo-gravimetric curves for walnut shell powder reinforced epoxy composites as reported by Salasinska et al.
25
Kar reports that walnut shell primarily constitutes hemicellulose (22.45%), lignin (42.68%) and cellulose (26.87%); whereas degradation temperature range of hemicellulose, cellulose, lignin is in the temperature range of (220–325°C), (310–400°C), and (160–500°C), respectively.
23
Due to this, maximum organic elements (70% of total mass) present in the composites are released between the temperature range 350 and 400°C which can be seen in DTG graph. As lignin is the major element in walnut shell powder, complete degradation of composites completes at near about 500°C. In the passive pyrolysis stage, the carbonaceous matter is decomposed slowly over a large temperature range. The DTA graph of WSP-polyester composites in Figure 6(c) shows that it primarily contains two exothermic reactions. The first exothermic reaction illustrates the crystalline temperature of the composites, whereas the maximum decomposition temperature (Td max) of the composite is obtained as 200°C from the second exothermic reaction which is very similar to the data available in the literature survey.
25
The WSP-polyester composites with 20 wt. % filler content shows the highest degradation temperature whereas polyester resin has the lowest degradation temperature which signals that the inclusion of walnut shell powder improves the thermal stability of the polyester resin. The DTG graph in Figure 6(b) also illustrates that the decomposition of WSP-polyester composites is lower compared to neat polyester because the maximum intensity temperature of composite thermal degradation decreases with the addition of WSP filler. (a) TG, (b) DTG, and (c) DTA curves for WSP-polyester composites.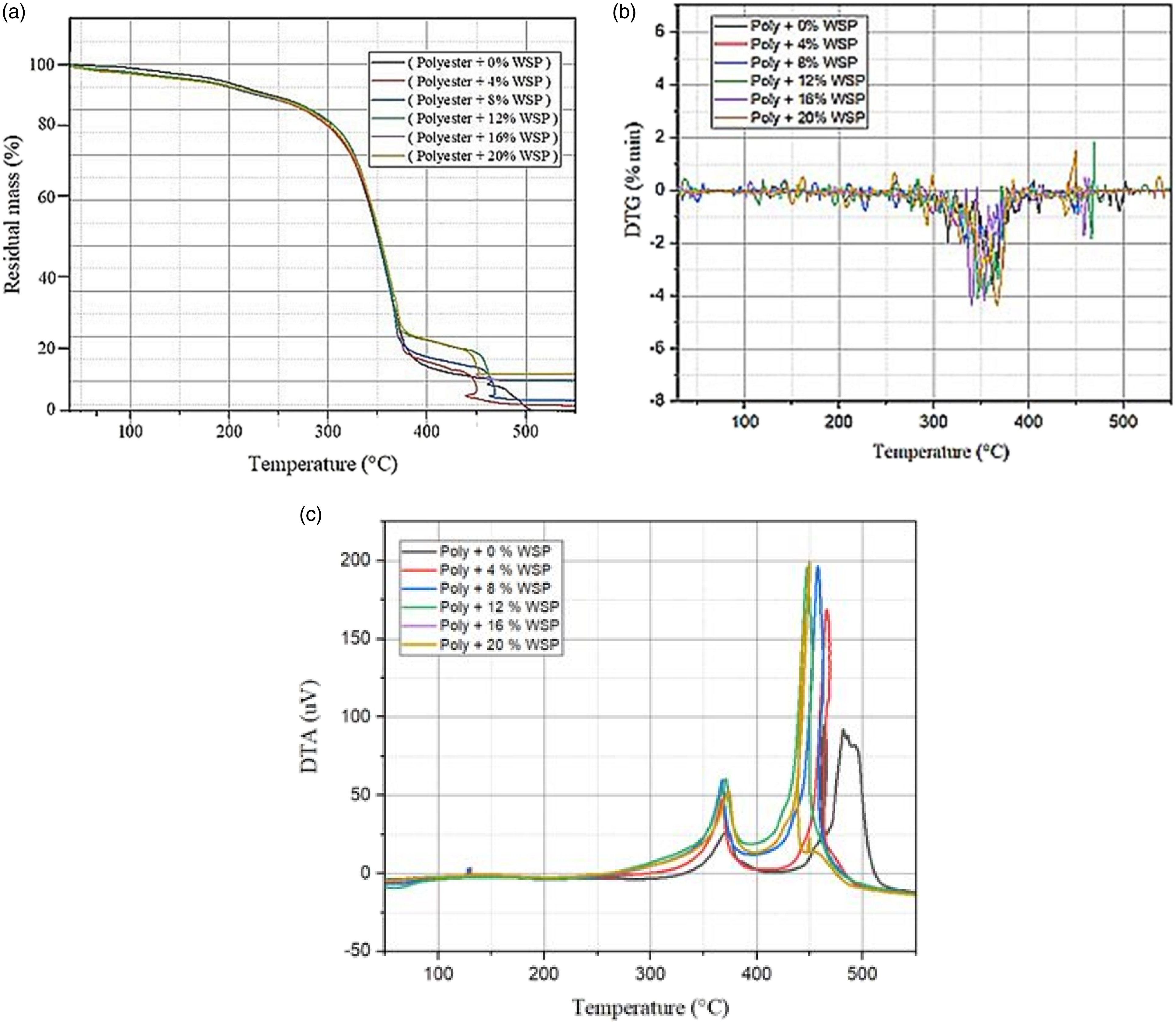
Glass transition temperature
The glass transition temperature (Tg) may be defined as the temperature above which amorphous or polymeric material converts into a rubbery state from a hard state. The change in Tg of the WSP-polyester composites at different filler loading is illustrated in Figure 7(a). It can be observed from Figure 7(a) that the glass transition temperature of polyester gradually improves with the inclusion of walnut shell particles. This confirms that the heat resistance capability of polyester resin is enhanced by the addition of walnut shell particles. A network structure is created between filler and polymer matrix due to induction of this foreign element and the molecular movement in the polymer chain is restricted. The Tg of pure polyester is measured as 80°C which improves to 85°C when WSP filler content increases from 0 to 20 wt.%. The Tg is influenced significantly by the free volume of the polymer. The free volume decreases when the polyester resin is absorbed on the surface of walnut shell particles and the interaction between WSP and polyester restricts the mobility of the polymer chain leads to improvement in glass transition temperature of the composite material.
24
Effect of WSP particle on (a) glass transition temperature, (b) effective thermal conductivity, and (c) coefficient of thermal expansion of the polyester composites.
Thermal conductivity
It can be seen from Figure 7(b) that the incorporation of micro-sized WSP particles into polyester enhances its heat insulation capability. It is concluded from the experimental result that the addition of 20 wt.% walnut shell particles reduces the thermal conductivity of the polyester (from 0.342 to 0.198 W/m-K) which is about 42%. With the addition of filler content, the thermal conductivity of WSP-polyester composite can be reduced further, but it is not possible to reinforce particulates more than 20 wt. % due to percolation. To improve the insulation properties, further investigation may be carried out on composites prepared by compression molding or injection molding in which 5–10 wt. % amounts of more filler can be inducted into the polymer. This reduction in thermal conductivity attributed to mainly two reasons. First, the relatively lower heat conductivity of WSP (0.05 W/m-K) particle and second, thermal contact resistance offered by the interfacial region of WSP-polyester combination. These results indicate that WSP composites have reasonably better thermal insulating properties. SEM image of the walnut particle presented in Figure 5(d) shows that the core of the filler is porous and the air is entrapped between these small holes. Air being a bad conductor of heat, this might be another reason behind the superior heat insulation properties of the composites. Subsequently, potential applications of these materials may be found suitable as building components where heat leakage may be reduced in conditioned areas, due to which a large amount of energy can be saved. 28
Coefficient of Thermal Expansion
A thermal mechanical analyzer is used to measure the coefficient of thermal expansion of WSP-polyester composites with different weight fractions of WSP. The variation in CTE with filler concentration is presented in Figure 7(c) which shows a monotonically decreasing trend. The intrinsic CTE value of polyester is 104.2× 10−6/°C whereas that of walnut shell is 3.8 × 10−6/°C. There is a large difference exists between CTE values of polymer and fillers due to which elongation of the polymer will be more than the filler after the application of heat. Though the interfaces can transfer stress, due to the low CTE value of filler, expansion of the polymer is possibly restricted which in turn reduces the CTE value of the composites. The CTE of neat polyester decreases from 104.2 ×10−6/°C to 89.3 × 10−6/°C with the addition of 20 wt. % filler. A similar kind of observation has also been reported by Agrawal and Satapathy. 29
Conclusions
The incorporation of WSP filler is found to be significantly affecting the physical, mechanical and thermal properties of the polyester resin. While the microhardness and compressive strength of the composite improves with the addition of WSP, the tensile and flexural strength marginally reduce. This work reveals that WSP improves the heat insulation capability of polyester to a reasonable extent. With the addition of 20 wt. % of WSP, the thermal conductivity of polyester is found to have dropped by about 42%. Similarly, lowering of coefficient of thermal expansion and improvement in glass transition temperature of polyester with the incorporation of WSP indicate improved thermal stability. It can also be observed from the above study that the inclusion of walnut shell powder is not improving mechanical properties but enhances the thermal properties of composites with 20 wt. % of filler content. Hence with low weight, lowered thermal expansion coefficient and improved insulation capability, these walnut shell powder filled composites with 20 wt.% of filler content can have potential applications such as insulation boards, food containers, thermo flask, refrigeration industry, building materials, interiors of air-crafts, and automobiles
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.