
Abstract
The purpose of this work is to fabricate and analyse a light weight, recyclable, and non-toxic natural fiber reinforced industrial safety helmet. The fibers were extracted from agro-waste pseudostem of nendran variety banana plant. A facile needle punching technique was employed on banana fibers to produce a needle punched non-woven banana fiber fabric of enhanced mechanical properties without any chemical treatment. Subsequently, the needle punched banana fibers were impregnated with general purpose helmet grade polyester resin in an ISI (Indian standards Institute) endorsed mold to fabricate a needle punched banana fiber helmet (NPBFH). Similarly, 30 mm random banana fiber helmet (RBFH) and glass fiber reinforced helmets (RGFH) were fabricated. The fabricated helmets of 10–50 wt. % fiber content were tested as per ISI standards. The results show that the better properties were achieved at 40 wt. % of fiber content for all varieties of helmets. Significantly, the results revealed that the shock absorption, penetration resistance, and water absorption of NPBFH are 245 kgf, 4.75 mm, and 0.61%, respectively, which is much better than RBFH and comparable with RGFH. This study concluded that the NPBFH (40 wt. %) can be a potential replacement of synthetic fiber reinforced helmets for industrial applications.
Introduction
Materialists and technologists are on a rapid move to address the environmental and economic issues caused by ever depleting, non-biodegradable fossil fuels and its derived materials. 1 This has evoked persistent momentum in the usage of high performance natural sustainable fiber reinforced eco-friendly composites by mankind, as a prospective alternative for perilous synthetic fiber-based products.2–5 Over 315,000 tons of plant fibers were utilized for composite fabrication in 2010, it is predicted to reach over 830,000 tons by 2020.6,7 Sustainable technology gets impetus day by day due to copious accessibility and availability of plant fibers .8,9 Moreover, plant fibers exhibit superior characteristics such as low density, non-abrasive, appropriate stiffness, dimensional stability, recyclability, low cost, and CO2 sequestration.10–13
Plant fibers derived from bamboo, oil palm, sugar palm, coir, sisal, flax, areca, banana, kenaf, jute, rice husk, etc. were endorsed by various researchers as a potential reinforcement in bio-composite materials.14–20 However, intensive research work has been carried out on banana fiber as a potential reinforcement material due to its excellent strength and abundant availability.21–24 There are more than 300 varieties of banana plants existing in this world. 25 This emphasizes the need for exploiting all these varieties for reinforcement purpose to make a greener world by materials researchers. Banana fiber is much lignified and coarser than other fibers, which are extracted from pseudostem (agro-waste) of banana plants. India and Brazil alone contribute 60% (29.16 million tonnes) of total banana harvested in the world. 26 Such a huge quantity of yield is accompanied with almost similar quantum of agro-waste pseudo stem. The reinforcement fibers for bio-composite fabrication are extracted from this agro-waste without any additional cost.
The fiber used for this experimentation was extracted from Musa Sapientum (nendran) variety banana plant which is extensively cultivated in the southern tropical region of India, especially in Tamilnadu. Although, ligno-cellulosic fibers play ascendant role in green composite field, researchers are facing enormous challenges while working with plant fiber reinforced composites (PFRC) due to its complex variation. They also have few more hassles such as high moisture absorption, aggregate formation during processing, poor compatibility between the fiber and matrix, and highly susceptible to microbial attack. 27 Moreover, thermo-physical properties of PFRC are greatly influenced by its processing method, aspect ratio; constituents phase structure, environmental condition, age of the plant, and cultivation soil. 28 Significantly, the interface of the composite constituents should be strong enough to have effective transfer of stress from matrix to fiber.29,30 Various chemical treatments were preciously adopted to enhance the compatibility of the fiber matrix interface for superior mechanical properties.31–35 However, they all have their own limitations due to time consumption, toxicity, high cost, and environment pollution. This work obviates the above-mentioned limitations by employing a facile needle punching technique for producing non-woven banana fiber fabric as a reinforcement material, which is first of its kind for banana fiber.
Products developed in multitude forms by using plant fibers are seamlessly making it by road in the industrial arena.36–38 Based on the literature, it has been revealed, most of the developed NFRC are employed in automotive and aerospace field, where reduction in component weight plays predominant role.39,40 However, to the best of the literature, none of the products evolved are pertinent to human safety aspects, especially industrial safety helmets. Out of the total human causality which occurs in industry, 15.3% is due to crashing, falling, and stumbling of huge objects on the head.34,42 It is necessary to wear safety helmets while dealing with such hazardous work. However, majority of the fatal accidents were due to non-compliance of safety norms. Based on the views expressed by the industrial workers, it has been found that the feel of heaviness and inconvenience is the major reasons for non-wearing of helmets. The current pervasive helmets made up of Polypropylene (PP), Acrylonitrile Butadiene Styrene (ABS), Polycarbon (PC), Expanded Poly-styrene (EPS) is an encumbrance to the personnel at the industries. They are noticeably heavy, impeding the personnel’s activities, thereby resulting in non-compliance of safety norms leading to frequent accidents at work places.43,44 Some of the industrial workers are even hesitant to wear helmets, due to the nexus between currently used fiber-glass and insalubrious diseases such as cancer, allergic reactions, and dermatitis, putting their own lives on the line.
Realizing the need for improvement and to eliminate the health hazards involved with the existing industrial safety helmets. This study aims to fabricate and synthesize a novel needle punched banana fiber (NPBF) reinforced polyester for industrial safety helmet which would provide the user with greater comfort and hazardous-free, while adhering to the current ISI industrial safety helmet standards. This study also elucidates and compares the synthesized NPBF helmet of 30 mm random banana fiber and commercially used glass fiber reinforced industrial safety helmet. The novelty of this work is the use of NPBFH without any toxic chemical treatment of fibers in the place of existing carcinogenic glass fiber reinforced industrial safety helmet. It is pertinent to punctuate once again the material’s light weight, recyclability, and non-toxic nature which translates to a congenial welcome by the work force, promoting a safer and unabated working.
Materials and methods
Banana fiber extraction
Bio-chemical and physical properties of raw banana fiber.
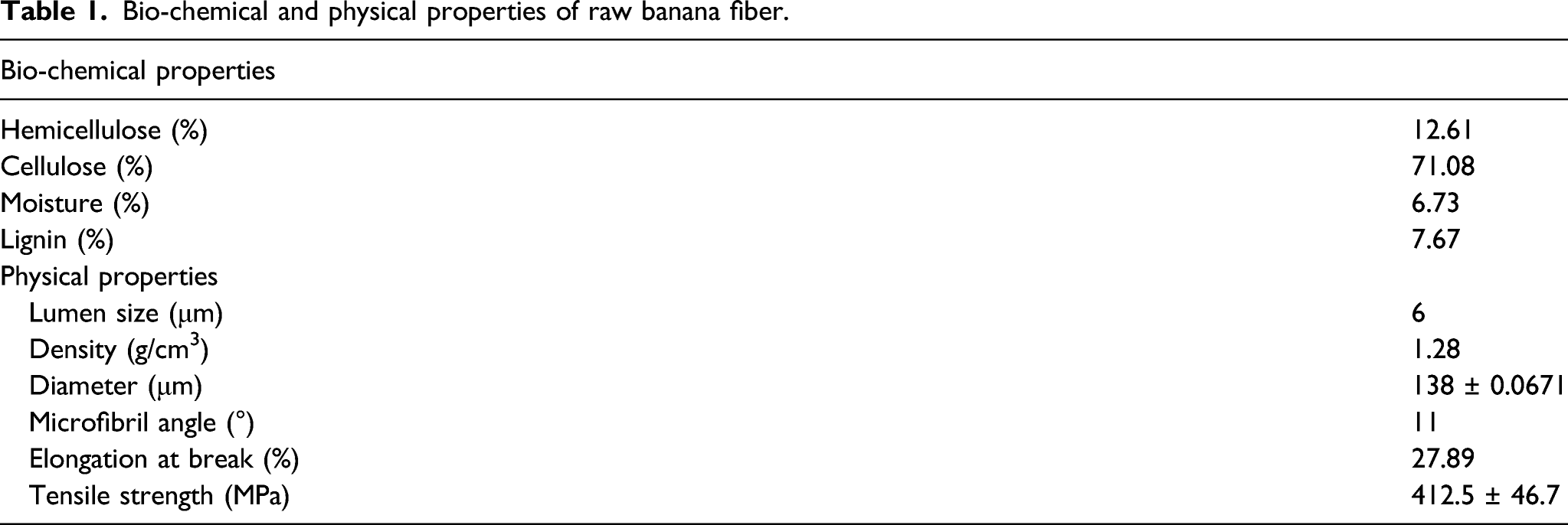
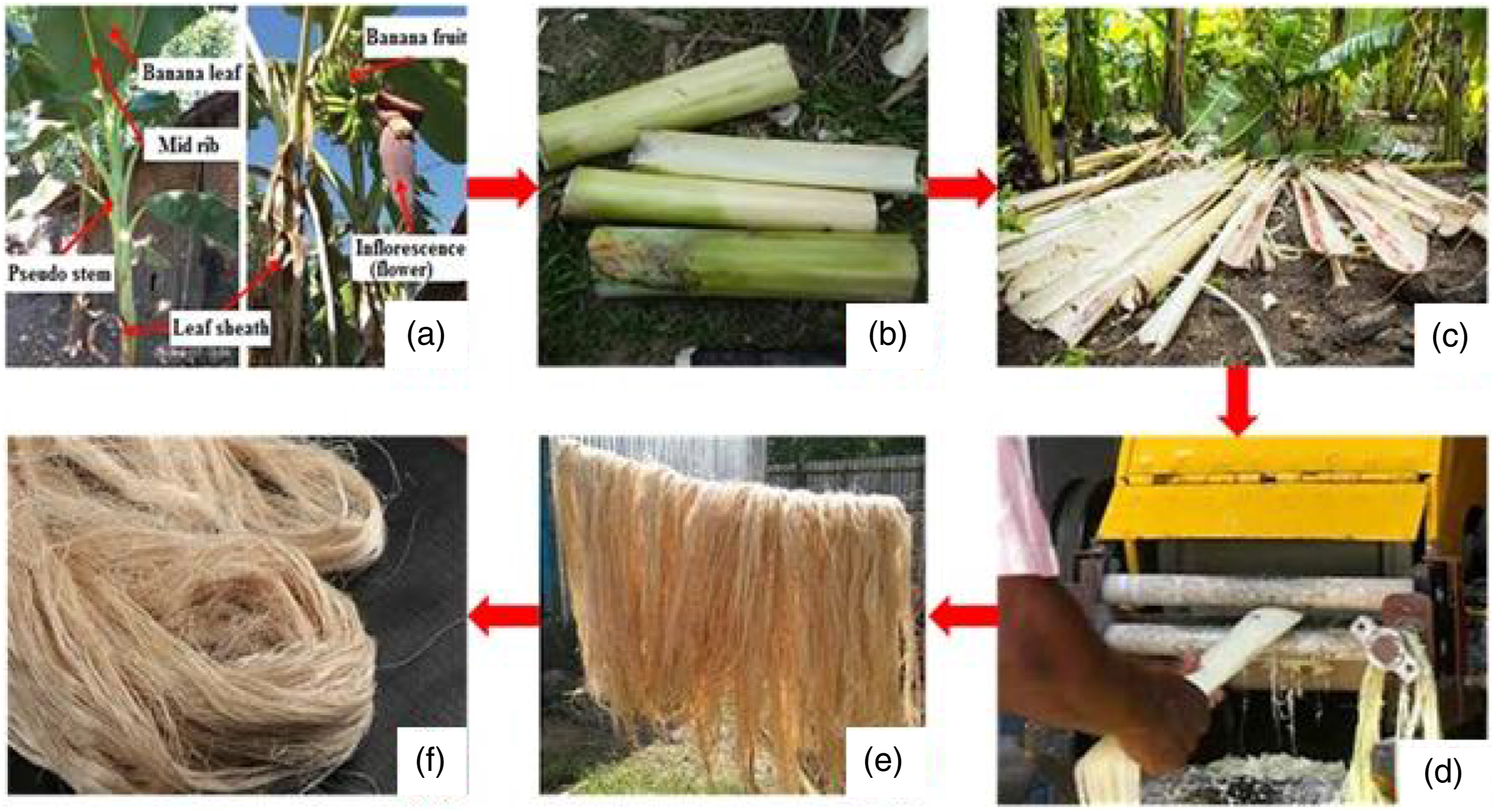
Extraction of banana fiber
E-glass fiber
Continuous type glass fibers of electrical grade were purchased from Vruksha composites & services, Chennai, Tamilnadu. The fibers were cut into 30 mm length (approximately) short fibers and were used in helmet fabrication as reinforcement.
Matrix preparation
Chemical properties of polyester resin.

Needle punching process
Needle punching technique
Banana fibers were needle punched using Dilo NFZ 22 needle punching machine made in Germany. This is a unique technique in which batts or webs of raw banana fibers (30 mm long) are entangled mechanically by thousands of reciprocating felting needles through the upward and downward movements to form a non-woven fabric. The produced non-woven fabric maintains its integrity by inter-fiber friction. Figure 2 shows the schematic representation of various processes involved in needle punching technique. Schematic representation of various processes involved in needle punching technique.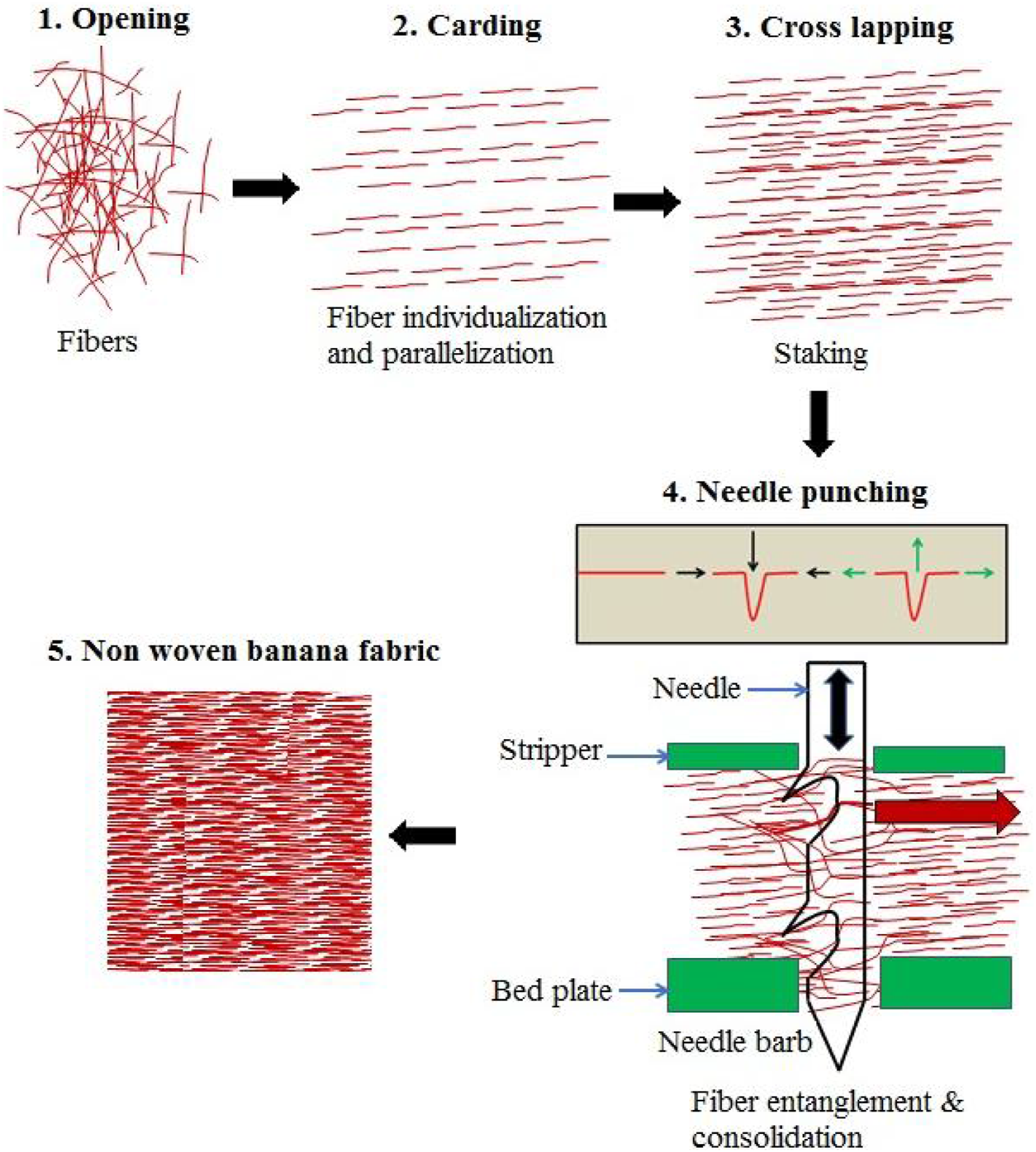
Selection of needling parameters
Needle Action
Properties of the produced needle punched banana fiber fabric depend greatly on the type of needle, its thickness, length, cross-section along with the number of projections, spacing, and dimensions of the barbs. A triangular barbed needle of double reduction type was employed for fabricating the needle punched banana fiber (NPBF) fabric due to the soft nature of the fiber. 47 Regular barb (RB) spacing was selected for this study, and hence, it implied an evenly spacing of 9 barbs on a blade of ≈ 30 mm in length. The number of fibers that could be collected in the barbs of a needle can be calculated by using the formula (1)
Number of fibers
Penetration depth
It is the distance between the tip of the needle and the upper surface of the bed plate when the needles are located at the bottom dead center. The level of fiber entanglement, linear speed, and the advance per stroke can be evidenced by this parameter as it determines the number of barbs penetrating the batt or fabric on each stroke. In this study, an optimum value of 8 mm depth was employed. When tested for higher depths, visible damages to the fibers were observed due to severe action of barbs. On the other hand, a lower depth resulted in a poorly entangled puffy fabric.
Punch density
It is the number of needles penetrating per unit area (punch/cm2). Punch density affects the mechanical properties, volumetric density, and fabric thickness. It is calculated by employing the formula (2)
Punch density


In this study, punch density of 100 punches/cm2 was found to be optimum and operating above the optimum level resulted in breakage of fibers leading to fabric of poor strength. In contrast, a lower punch density resulted in non-entanglement of fibers.
Industrial safety helmet fabrication
Needle punched banana fiber reinforced helmet (NPBFH), random banana fiber reinforced helmet (RBFH), and random glass fiber reinforced helmet (RGFH) of 10–50 wt. % of fiber were fabricated using ISI endorsed mold as shown in Figure 3. Prior to fabrication, the mold was cleaned with cloth and a releasing agent of silicon was applied inside the mold by a soft brush to ensure the easy removal of fabricated helmets. Needle punched banana fibers, were cut and preformed as per existing ISI standard helmet size. The preform was laid inside the mold with a minute preloading and the prepared matrix solution was gently poured over the preform. The mold was hydraulically pressed at 150°C and 90 bar. After 2–3 min of pressing, the fabricated helmet was removed from the mold and kept under an ambient condition of 30°C and RH of 65 % for 5–6 days before testing. To fabricate RBFH and RGFH, the preforms of respective fibers were used, followed by similar procedure as that of NPBFH. Figure 3 shows the flow process of fabrication of ISI standard industrial safety helmet. Fabrication of industrial safety helmet 
Testing of industrial safety helmet
The following tests were carried out on each fabricated helmet as per IS 2925 standard. In each case, five specimens were tested and standard deviation values were considered for the analysis.
Shock absorption test
Prior to testing, helmets of each fiber wt. % (10–50) of all varieties were treated in hot, cold, and wet condition. In hot condition, the helmets were kept in a hot oven with a prevailing temperature of 49°C–50°C for 4 h. In cold condition, the helmets were placed in a cold freezer at −10°C
Shock absorption test equipment has a strong monolithic base (height 1 m, length 1 m, width 0.6 m, and mass 1 ton) on which the entire mechanical stand is located. It consists of wooden head foam, 3 kg rectangular striker (horizontal striking face of 180 mm × 180 mm), lifting handle, release lever, load cell, and a digital indicator system as shown in Figure 4. The conditioned helmet was placed over the head foam in accordance with the IS 2925 standard. The test helmet was maintained with required tension by adjusting the chin strap of the helmet. The striker was raised to the height of 1.5 m by rotating the striker lifting handle. Care has been taken to keep the striker in a stable position (without any oscillation). Finally, the striker was released with the help of release lever. As soon as the striker hits the helmet, a load cell was used to compute the shock absorption which was displayed in the digital indicator. Table 3 indicates the BIS standard for shock absorption test. Shock absorption test rig. BIS standard for shock absorption test.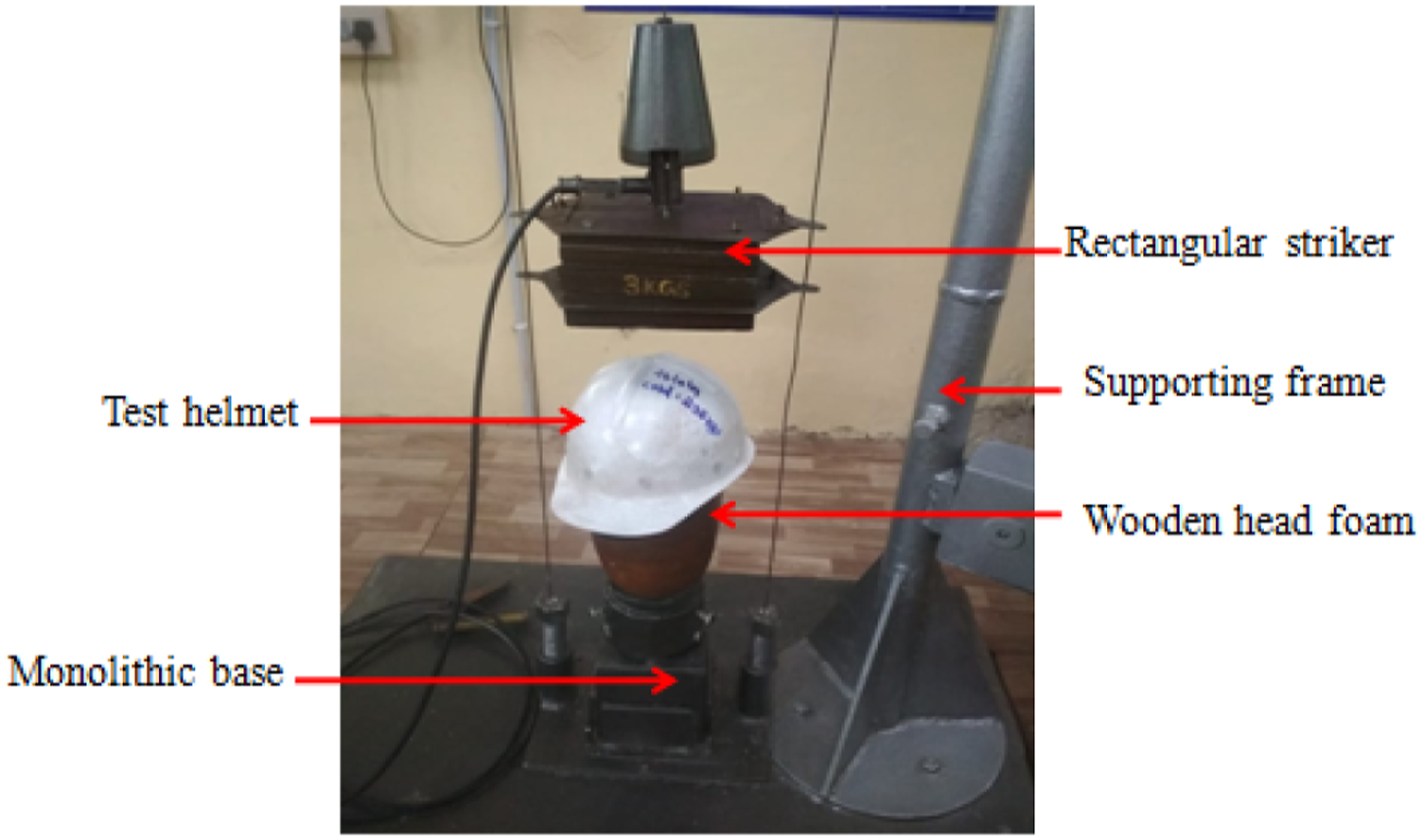

Penetration test
The conditioned helmets which produced worst results in the shock absorption test were selected for penetration test as per IS 2925 standard. The helmet was mounted on an appropriate head foam. A plumb bob of conical shape weighing 0.5 kg made up of steel having an included angle of 36° with a spherical pointed radius of 0.5 mm was used. With the help of a nylon cord, the bob was positioned at an appropriate height of 3 m in accordance to IS 2925 standard. The position of the plumb bob was aligned such that it hits the center of the crown of the helmet. The plumb bob was released to fall freely, as soon as the bob hits the helmet, it penetrates on the crown of the helmet as shown in Figure 5. The penetration depth was measured with a digital depth gauge. A careful visual investigation was done on the tested helmet for separation of material, denting, and damage of any other part of the helmet due to the plumb bob hit. Table 4 indicates the BIS standard for penetration test. Penetration at the crown of the helmet. BIS standard for penetration test.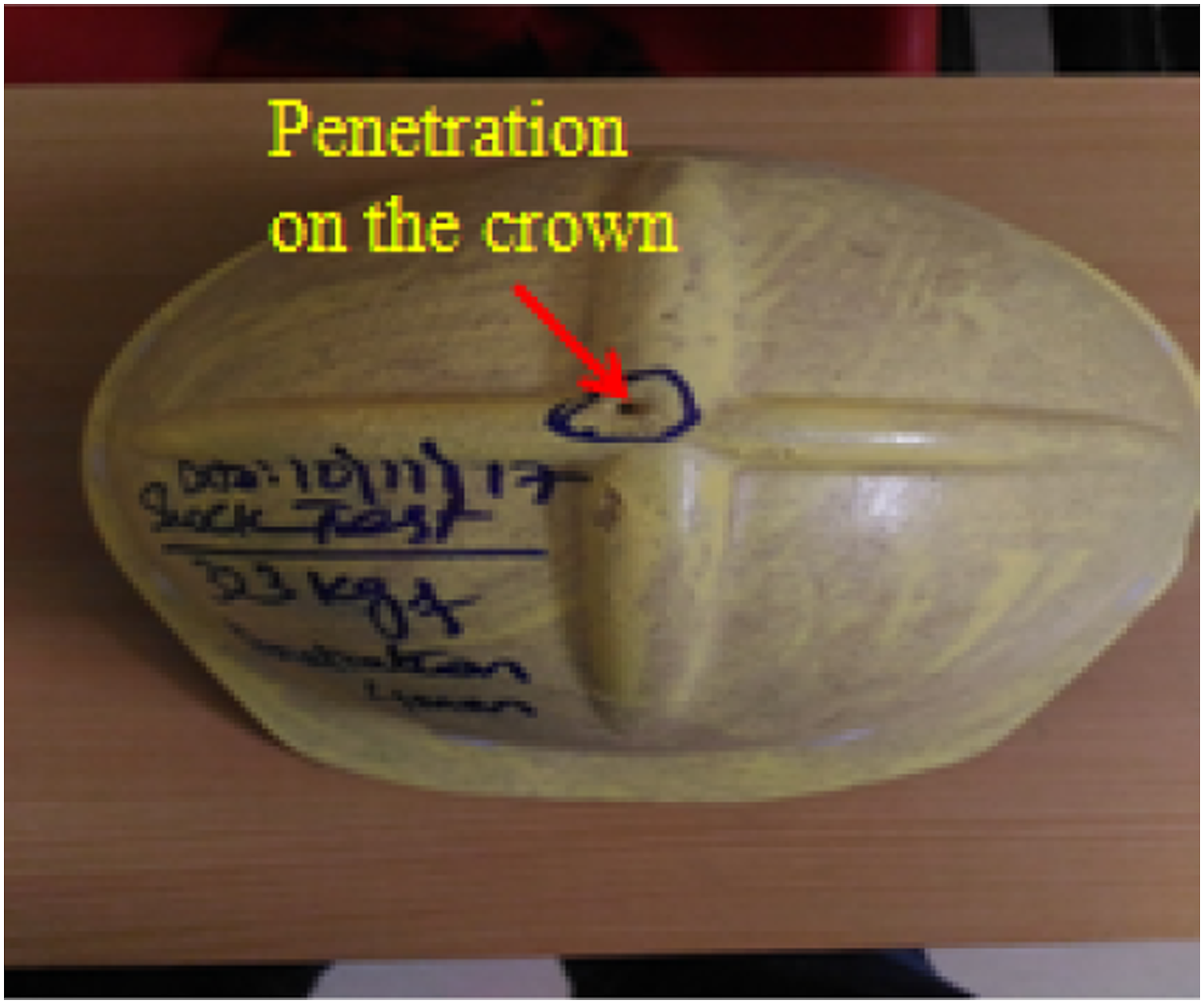

Flammability resistance test
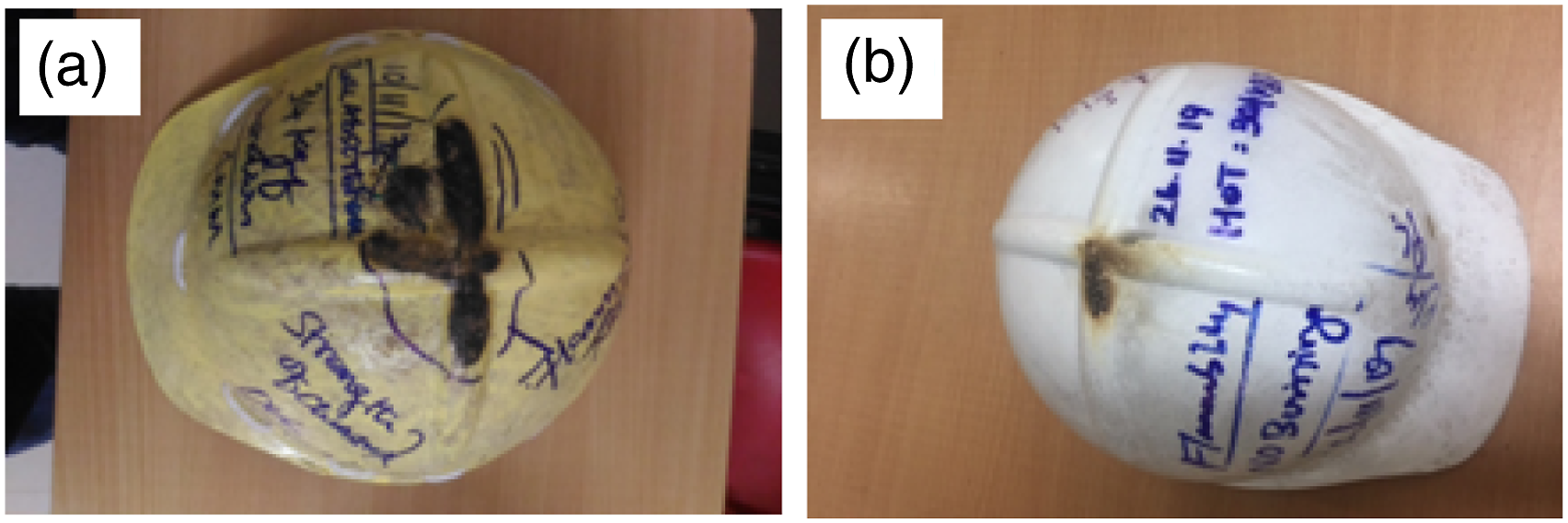
The helmets were placed on a steel table for inducing flame by a burner at the top of the helmet crown at an angle of 45o vertically. The experimental set up is shown in Figure 6. The end of flame distance was maintained between 50 and 100 mm from the crown. The flame was induced for a period of 10 s. After removal of the flame, burning with emission of the helmet shell was monitored. Table 5 indicates the BIS standard for flammability resistance. Flammability test set up. BIS standard for flammability test.

Electrical resistance test
BIS standard for electrical resistance test.

Water absorption and corrosion resistance test

BIS standard for water absorption test.

Heat resistance test
BIS standard for heat resistance test.

Chin strap strength test
BIS standard for chin strap strength test.

Results and discussion
Evaluation of shock absorption energy
The magnitude of shock absorption of fabricated RBFH, NPBFH, and RGFH under shock load is shown in Figure 7. The obtained result inferred that as the fiber wt. % of the helmet is increased from 10 to 40 wt. %, the shock absorption keeps on decreasing. However, beyond 40 wt. % (i.e., at 50 wt. %), a sudden rise in shock absorption was noticed. Also, it was observed that 10 and 20 wt. % of fiber content of RBFH were completely failed. Similar case was noticed in 10 wt. % of fiber content of NPBFH. Hence, their quantity of shock absorption is not indicated in the Figure 7. The best properties of all varieties of helmets were achieved at 40 wt. % of fiber content. Shock absorption of RBFH, NPBFH, and RGFH.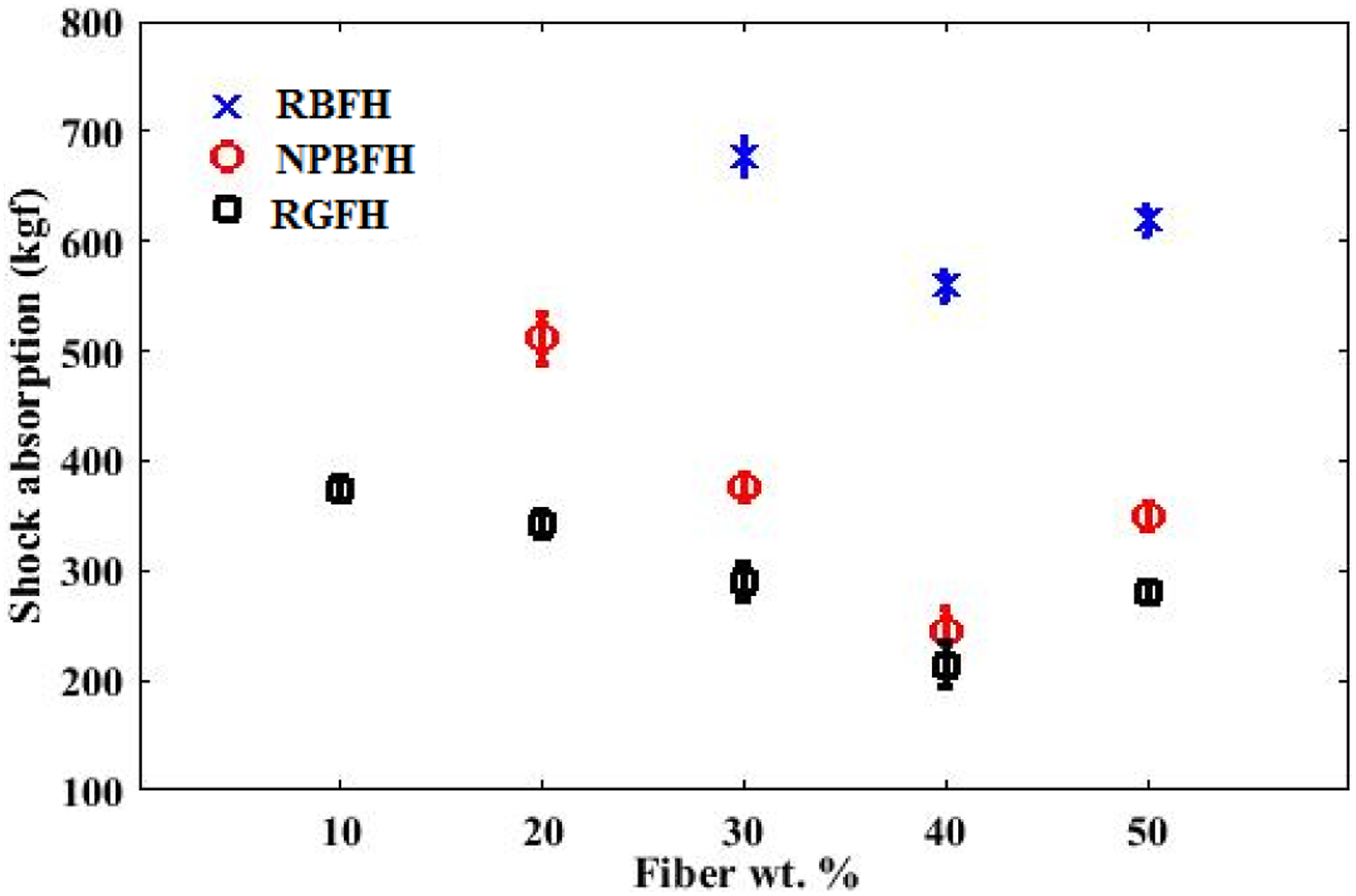
Shock absorption is an indication of extent of damages of a material. 48 Higher the shock absorption, higher is the extent of damage and vice versa. For 10–20 wt. %, fiber content of RBFH was completely failed due to predominant brittle nature of resin material. A similar phenomenon occurred in NPBFH of 10 wt. % fiber content. However, when the fiber content is increased to 30 wt. % due to minimal increase in the interfacial bonding between the composite constituents, the helmets exhibit enhanced resistance to applied shock load. Thus, the shock absorption of 30 wt. % helmets was lower than 20 wt. % as shown in Figure 7. Significantly, when the fiber content is increased to 40 wt. % due to better interfacial bonding, 28 a maximum resistance to shock42,43 was obtained for RBFH, NPBFH, and RGFH. Hence, the lowest shock absorption among all other wt. % was experienced. Interestingly, beyond 40 wt. % fiber loading, a sudden rise in shock absorption was noticed due to agglomeration factor in which fiber-to-fiber contact becomes more dominant due to inadequate resin. 33 This phenomenon resulted in poor interfacial bonding and stress transfer among the composite constituents.
The better properties of NPBFH over RBFH and almost on par with RGFH are due to the effect of needle punching. Initially, the glassy layer of wax which was adhering with the fiber’s exterior surface might have been removed due to the felting action of needles. As a result, the fibers outer surface has been roughened to have enhanced micro mechanical interlocking between composite constituents. 49 Secondly, the homogeneous way of laying the fibers during the needle punching process led to a constant mass per unit area (GSM) at all wt. % imparts smooth transfer of stress from matrix to fiber over the entire helmet. Hence, the load bearing capacity of the NPBFH is increased drastically than RBFH and comparable with RGFH. Finally, the best punch density of 100 punches/cm2and 8 mm penetration depth produces the fabric of better peg formation due to which higher resin uptake was noticed. 50 This phenomenon enhanced the strength of the NPBFH than RBFH and almost equivalent with RGFH. However, when the fiber content is increased beyond 40 wt. % due to highly cramped packing factor, the penetration of matrix into the fiber was hindered, resulting in poor resin uptake and poor interfacial bonding. 51 Hence, at 50 wt. %, the helmet strength got reduced drastically.
Analysis of Penetration depth
The penetration depth of RBFH, NPBFH, and RGFH is shown in Figure 8. Since the RBFH of 10–20 wt. % and NPBFH of 10 wt. % fiber content were completely broken during the shock absorption test, their penetration test results are not indicated in the Figure 8. It can be observed that when the fiber content of the helmet is increased from 10 to 40 wt. %, the penetration depth keeps on reducing. The lowest penetration depth was obtained at 40 wt. % for all varieties of helmets. However, beyond 40 wt. %, the penetration depth abruptly increased. The penetration resistance of NPBFH is much better than RGFH and almost equivalent with RGFH. Penetration depth of RBFH, NPBFH, and RGFH.
The lower wt. % (10–20) fiber content of RBFH, NPBFH, and RGFH consists of a higher amount of resin material which produced low toughness due to brittle nature of the matrix. When the fiber content is increased, the toughness also increases. Hence, the penetration resistance also increases. At 40 wt. %, due to better interfacial bonding between the composite constituents, the helmets exhibited maximum toughness resulting in a very meagre penetration depth. 49 However, beyond 40 wt. %, the toughness of the helmets decreases suddenly due to the agglomeration factor. Hence, the penetration depth increases. Significantly, the toughness of NPBFH is much higher than RBFH and comparable with RGFH. This is attributed due to the homogenous laying pattern of fibers, enhanced wettability, increase in resin uptake, and better peg formation as an effect of suitable punch density and penetration depth of needles. The increase in the penetration depth of helmets beyond 40 wt. % is the result of inadequate resin for better bonding, cramped packing factor, and poor wettability.
Flammability Analysis
Flammability test results of RBFH, NPBFH, and RGFH.

Helmet of
Electrical resistance test
Electrical resistance test results of RBFH, NPBFH, and RGFH.


Helmet of 50 wt. % fiber content.
Water absorption and corrosion characteristics
Water absorption characteristics of RBFH, NPBFH, and RGFH are shown in Figure 11. It can be observed that the water absorption % of RGFH is very meagre in comparison to RBFH and NPBFH. As the fiber wt. % is increased, the water absorption capacity of RBFH and NPBFH keeps on increasing due to hydrophilic tendency of banana fiber. However, the rate of water absorption is very less in RGFH due to hydrophobic tendency of glass fibers. The water absorption in banana fiber-based helmets is due to the presence of OH group in the ligno-cellulosic fiber. As the fiber wt. % is increased, the amount of OH group also increases which makes the composite more hydrophilic to have higher percentage of water absorption.24,31 Since the glass fiber has high resistance to water absorption (hydrophobic) even after the addition of fibers from 10 to 40 wt. %. The glass fiber-based helmets have very less percentage of water absorption than banana fiber reinforced helmets. Interestingly, the percentage of water absorption of all varieties of helmets is well within the permissible limit. The corrosion test results are listed in Table 12. Significantly, no sign of corrosion was found in all varieties of helmets. Since the corrosion test is particularly conducted for the aluminium buckle of the helmet, the buckles were keenly examined. After careful examination, it is was found all the buckles were free from corrosion. Water absorption of RBFH, NPBFH, and RGFH. Corrosion test results of RBFH, NPBFH, and RGFH.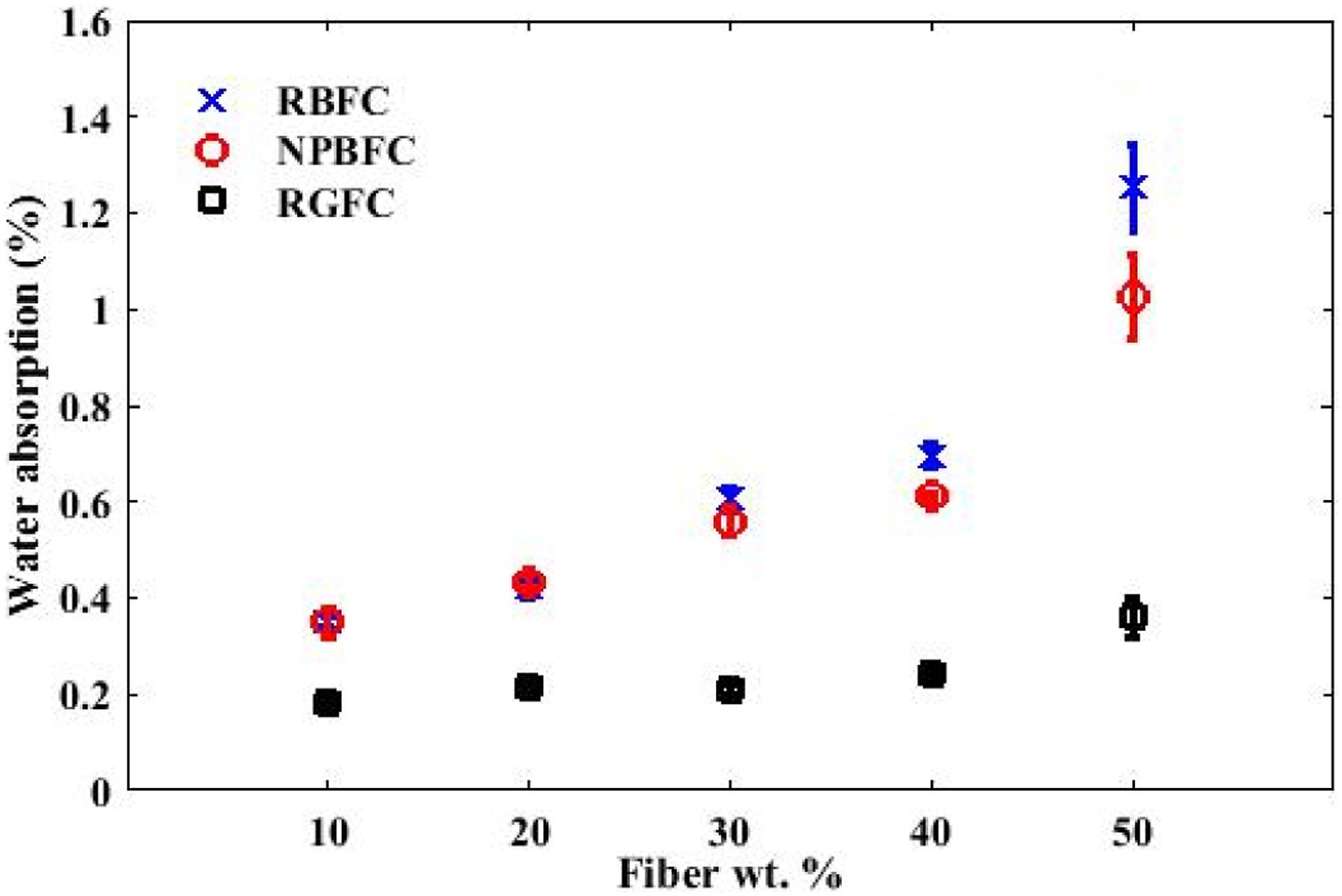

Heat resistance test
Heat resistance test results of RBFH, NPBFH, and RGFH.

Chin strap strength test
Chin strap test results of RBFH, NPBFH, and RGFH.

Conclusion
In this work, three varieties of helmets, namely, NPBFH, RBFH, and RGFH were fabricated and tested as per ISI standards using needle punched banana fiber and 30 mm random banana and glass fiber, respectively. Scientifically, it proves, needle punched banana fiber imparts better mechanical properties when reinforced with matrix material. All the fabricated varieties of helmets exhibited optimal properties at 40 wt. % of fiber content. However, the dynamic response of NPBFH is much better to RBFH and almost comparable with commercially used RGFH. The results revealed that the shock absorption, penetration resistance, and water absorption of NPBFH are 245 kgf, 4.75 mm and 0.61%, respectively, which is much better than RBFH and comparable with RGFH. The synthesized NPBFH is light in weight, recyclable, and non-toxic and comply with all the test standards and well within the permissible limit of ISI norms. Hence, this work endorses, NPBFH of 40 wt. % fiber content can be used by industrial workers as an ISI compliant industrial safety helmet. To accentuate the use of this alternative superior helmet in industries would be the inceptive step for our country’s prized industries taking a turn for the better.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.