
Abstract
Multiwalled carbon nanotubes (MWCNT) reinforced NR-NBR blend nanocomposite membranes were prepared and potentially employed for the pervaporation separation of aliphatic – aromatic mixtures. For a 50 wt% benzene feed, the blend nanocomposite membranes had a total flux of 1.265 kgm−2h−1 and separation factor of 1.59 at room temperature. The blend membranes exhibited aromatic selectivity for the separation of aromatic – aliphatic mixtures. 2 phr MWCNT/blend nanocomposite membranes exhibited similar trend for the separation of 10 wt% feed toluene mixture. Trasmission electron microscopy (TEM) images of the blend nanocomposites revealed the well dispersion and distribution of MWCNT in the polymer matrix. The well dispersed MWCNT/blend membranes selectively separate aromatic components from aliphatic – aromatic mixtures.
Introduction
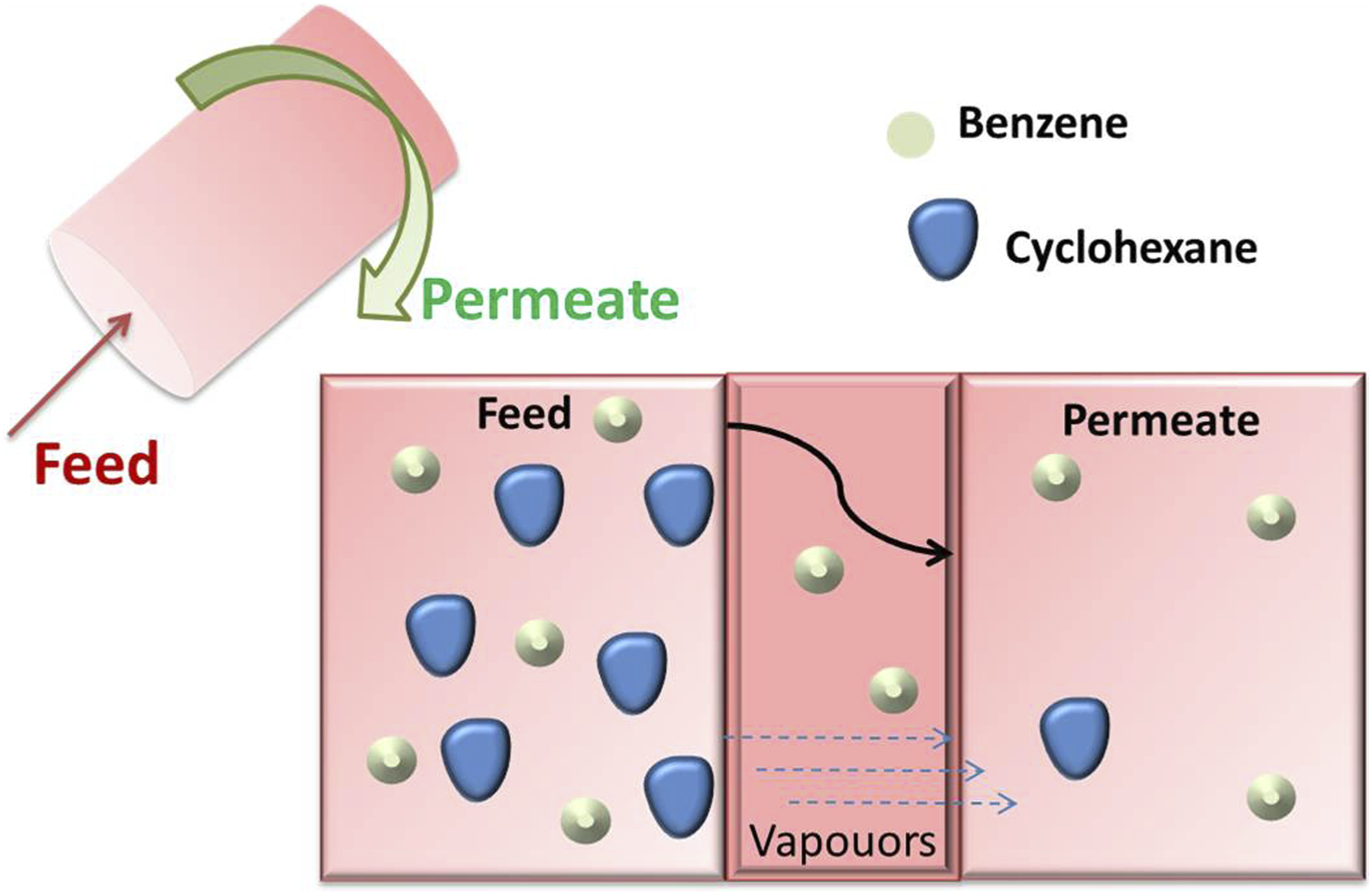
Nowadays, industrial separation of aliphatic–aromatic mixtures has crucial importance because of their close boiling points and azeotrope formation. Cyclohexane is synthesised by the hydrogenation of benzene in presence of Ni or Pt catalyst and the separation of unreacted benzene is crucially important for the successful production of cyclohexane. But the separation of these two solvents is very difficult because of the closeness between their boiling points (0.6 K difference) and kinetic diameter (0.08 nm).1,2 Therefore, the solubility difference should be a key to obtain higher selectivity. Most of the distillation process involves the addition of a third component to the mixture and it is required to remove the third component. Therefore, it is very necessary to use an economically feasible process for the separation of these kinds of solvents. Separation of toluene from heptane is another example for aromatic-aliphatic separation. Manufacture of aromatic-lean motor fuels is the major application for this separation. During the production toluene by the pyrolysis and reforming of different naphtha, these aromatics should be separated from the remaining aromatic/aliphatic hydrocarbon mixtures. 3
Separation of aromatic-saturated hydrocarbon is a complicated process. Several strategies like conventional distillation, extractive distillation and adsorption have been developed for the separation of these close boiling mixtures.4,5,6 However, these techniques are complicated, very tedious, time consuming, require much energy, and demand a high capital asset. To overcome these problems researchers have tried membrane-based separation technologies. Pervaporation is a promising membrane-based technology for the separation of two close boiling mixtures with the help of non-porous membrane7,8. The driving force behind pervaporation technique is the selective sorption and diffusion of preferred components through the polymeric membranes. Pervaporation has got significant preference over other techniques because of its novelty, low energy consumption, environmental-friendly nature and efficiency. 9
Several types of polymeric membranes have been used for pervaporation. Success of pervaporation lies on the development of suitable membrane. Rubber blend membranes are used for the separation of close boiling liquids. By blending there is a synergistic effect of properties of both polymers. But these membranes have disadvantages like poor mechanical strength excess swelling in solvents and moreover blending faces the challenges of immiscibility between polymers. 10 To overcome these challenges nanomaterials are incorporated in the blends. MWCNT can be considered as an ideal reinforcing agent for polymer nanocomposites. 11
In literature, several studies have been reported on the separation of cyclohexane-benzene mixture and toluene-heptane mixture. 12 Highly benzene selective membrane may be fabricated from polymer having high affinity for benzene. It is reasonable to consider a benzene selective membrane since the kinetic diameter of benzene is less than that of cyclohexane. Based on these membranes made from several organophilic polymers like polypropylene, low density polyethylene, polyvinyledene fluoride (PVDF), blend of polyvinyl chloride and ethylene vinyl acetate, cellulose-based polymers, various copolymers, that is, copolymers of acrylonitrile, polyacrylonitrile–polymethyl acrylate block polymer, various elastomers were tried for separation of low concentration of benzene from its mixtures with cyclohexane. Poly vinyl chloride membrane has been used for the fabrication of benzene selective membranes and it also reported that introduction of functional groups which have affinity towards benzene can further improve the benzene preference of the composite membranes. 13 Kuila et al. 14 blend fabricated a membrane of carboxymethyl cellulose and sodium alginate for the separation of benzene from its mixture with cyclohexane. Results indicated that filled membranes showed much improved benzene selectivity than unfilled membrane without much reduction in flux values. 14 Functionalized multiwalled carbon nanotubes incorporated chitosan membrane for separation of benzene/cyclohexane mixtures was fabricated by Shenet al. 15 Iravaninia and co-workers developed a MSE-modified composite polymeric membrane for the pervaporation separation of toluene and heptane. 16 Kononova et al. 17 designed highly efficient PBG/PAI-SO2 composite membranes for separation of mixtures aromatic and aliphatic hydrocarbons by pervaporation. Abraham et al. 18 investigated mechanics and pervaporation performance of ionic liquid modified MWCNT based SBR membranes for the separation of toluene/heptane mixtures.
The present study focuses on the fabrication and characterisation of MWCNT incorporated NR/NBR blends, and applied for the pervaporation separation of aromatic-aliphatic mixtures. Addition of MWCNT to the blends has following advantages: it tunes the free volume characteristics of the membrane and it acts as compatibilising agent between two immiscible blends. The effect of MWCNT loading on the pervaporation characteristics is investigated using two different aromatic-aliphatic systems such as benzene/cyclohexane, and toluene/heptane.
Materials and methods
Materials
NR of grade ISNR-5 was supplied by Rubber Research Institute of India, Kerala, India. N-684 acrylonitrile butadiene rubber (NBR) was supplied by chemigum. The formulation and detailed experimental methods for the preparation of NR/NBR blend nanocomposite membranes is described elsewhere. 19 The membranes were denoted as BLT1, BLT2, BLT3, BLT4, and BLT5 for 0, 0.5, 1, 2 and 4 phr MWCNT, respectively.
Pervaporation
Pervaporation (PV) separation of benzene (50%)–cyclohexane (50%) mixture and Toluene (10%)–Heptane (90%) was carried out using NR/NBR blend membranes at room temperature. Pre-treatment of the NR/NBR blend composite membrane in the solvent mixture is essential for successful pervaporation process because swelling of the membrane in the solvent mixture paves the way for diffusive transport of the penetrant through the membrane. The pre-treated membranes further installed in the permeation cell. The feed was circulated through the pervaporation cell from a feed reservoir kept at room temperature. The permeation side of the membrane was evacuated by a vacuum pump and the downstream pressure was lower than 2–4 mm Hg. Permeate was collected in the liquid nitrogen glass trap. Pervaporation flux was determined using weighing penetrant collected in the liquid nitrogen trap.
Flux (J), separation factor (α), and pervaporation separation index are the main parameters which determine the efficiency of pervaporation technique. From the quantity of permeate collected after a time interval t using the membrane of area A, it is possible to find out the flux values as follows

Separation factor can be calculated by the equation given below


Results and discussion
Effect filler loading
In order to evaluate the pervaporation characteristics of fabricated membranes, the separation of benzene/cyclohexane mixture through MWCNT reinforced NR/NBR blend nanocomposites were investigated for different loadings of MWCNT. Figure 1 displays variation in both flux and separation factor for nanocomposites with MWCNT loading. With the loading of MWCNT from 0.5 to 2 phr, both separation factor and flux of the hybrid membrane increased initially and then decreased. That is, the flux increases from 0.55 to 1.265 kgm−2h−1 and separation factor increases from 1.44 to 1.59. However, when the loading was higher than 2 phr, the selectivity of the membrane decreased. At low filler loading MWCNT would enhance the interaction between aromatics compounds and membrane material, so both permeation flux and separation factor were increased. According to solution – diffusion mechanism, the preferential affinity of the membranes toward selective component would increases the rate of permeation. The MWCNT in the polymer matrix is act as reinforcing bridges which reduces the free spaces for the selective permeation of the components.20,21 However, if the loading was excessive, the particles would aggregate with each other, leading to form some defects and the rigidity of polymer chains increases at higher filler loading. Therefore, both flux and separation factor declined with a high loading. Variation in flux and separation factor with multiwalled carbon nanotube loading for the separation of benzene/cyclohexane mixture.
Figure 2 presents the behaviour of enrichment factor as a function of MWCNT loading. Enrichment factor is maximum for blend nanocomposites containing 2 phr MWCNT and it decreased upon higher filler loading. This might be because of the decrease in free volume within the matrix upon the addition of MWCNT. Thus, the blend nanocomposite with 2 phr MWCNT shows optimum pervaporation characteristics. Enrichment factor as a function of multiwalled carbon nanotube loading for the separation of cyclohexane/benzene mixture.
Total flux and component flux as a function of multiwalled carbon nanotube loading for the separation of cyclohexane/benzene mixture.

Schematic representation for selective permeation.
Due to the close kinetic diameter of benzene (0.585 nm) and cyclohexane (0.60 nm), it was determined that the sorption selectivity was more effectual than diffusion selectivity. The difference between diffusion rates of the components becomes more important, and the size of penetrant plays a prominent role. Hence, the diffusion rate of benzene is higher than cyclohexane and so benzene selectively permeates through the membranes. The membrane structure is also significant for the selective permeation of the penetrant. By the incorporation of MWCNT, selective permeation paths were created in the matrix leading to the increased selectivity with filler loading. The dispersion of the MWCNT in the blend membranes is clearly obtained from the trasmission electron microscopy (TEM) images (Figure 4). Trasmission electron microscopy (TEM) images of 70NR/30NBR/CNT nanocomposite membranes, (a) BLT2, (b) BLT4, (c) BLT5.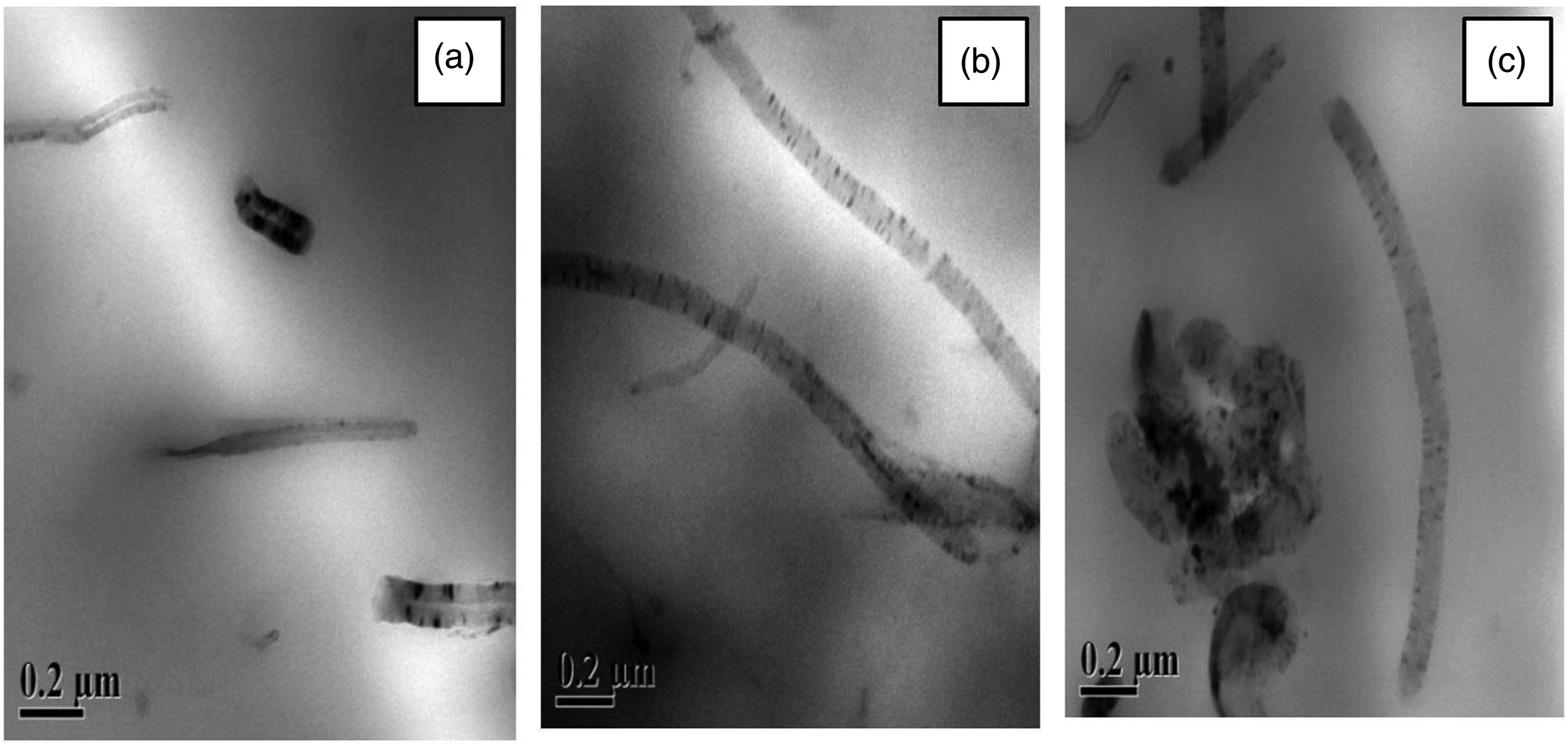
Performance parameters of pervaporation of toluene-heptanes system (10/90 composition).

The solvent/filler interaction is studied based on the crosslink density of the sample with filler loading and described elsewhere.
22
The crosslink density BLT1 sample was 0.28 × 10−4 g mol/cc and it increased upon filler loading. BLT4 sample showed a crosslink density of 0.87 × 10−4 g mol/cc. The increment in crosslink density with aromatic solvent toluene was due to the better reinforcing action of MWCNT in the polymer matrix. Toluene causes a plasticising effect on the membrane which in turn improved the movement of polymer chains and thus facilitated the sorption of heptane through it. Separation factor values of membranes enhanced by the presence of reinforcing MWCNT because of the improvement in crosslink density in presence of MWCNT. The nano-level dispersion of MWCNT in rubber blends and the improved filler polymer interactions are also responsible for the improved pervaporation separation. A schematic diagram for the dispersion of MWCNT in the blend matrix is given in Figure 5. The dispersion of MWCNT increases with filler loading and so, the separation efficiency increased with filler loading. At higher filler loading, the fine dispersion of the nanotube is not observed due to formation of MWNCT aggregate. But, there is no much reduction in free volume available for diffusive transport of penetrants thorough the polymer matrix. Thus, the maximum separation factor is obtained for the blend composite with 2 phr MWCNT loading. Schematic diagram for the dispersion of multiwalled carbon nanotube in the blend matrix.
Intrinsic membrane properties
Figure depicts the effect of concentration of filler on the intrinsic membrane properties such as permeance, permeability and selectivity.
23
The membrane is exclusively selective towards aromatic components and its selectivity increases with filler loading upto 2 phr, and then decreased (Figure 6). Aromatic molecules contain π electrons which may have strong interaction with Carbon Nano Tubes (CNT) in the blend nanocomposite membranes. The nanotubes present in blend membrane are act as a selective diffusive path for the permeating aromatic molecules. High filler loading may destroy the intensity and integrity of the membranes and hence the selectivity drops.
15
The aromatic permeance of the CNT loaded blend membranes is higher than aliphatic component. At 2 phr loading, the benzene permeance is 3436 gpu, but cyclohexane permeance is 1636 gpu only. The permeance of toluene and heptanes is also follows the same trend. Thus, the CNT loaded blend membrane is selectivity permeate the aromatic component through the membranes. Thus, its intrinsic selectivity towards aromatic component increases with filler loading. Intrinsic membrane properties for the pervaporation separation of aromatic–aliphatic mixtures.
The hexagonal carbon ring present in the filler is similar to the structure of benzene molecule and so the π and π bond interaction increases between aromatic molecules and CNT. Due to this π-π stacking interaction, the adsorption and diffusion of benzene and toluene molecules are increased upon filler loading. Hence, the selective permeation of aromatic component increases with filler loading. Thus, the CNT filled blend membranes is a potential candidate of the selective separation of aromatic components from aromatic – aliphatic mixtures.
Conclusion
Effect of MWCNT loading the PV separation of aromatic – aliphatic mixtures through blend membranes is studied. The MWCNT loaded blend membranes showed selective permeation towards aromatic counterparts than aliphatic. The separation performance increases with filler loading and exhibited better separation at 2 phr MWCNT loading. In toluene-heptane system, the blend membrane is more selective towards toluene than heptanes. Thus, the NR-NBR blend nanocomposite membrane is a potential membrane for the selective separation of aromatic components from organic mixtures. This reflects the industrial relevance of the present blend membranes in industrial waste water treatment.
Footnotes
Acknowledgements
We would like to thank Prof. Yuan-Ron Ma, Department of Physics, National Dong Hwa University, Taiwan for the analysis support carried out in his research lab.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.