
Abstract
The technology of epoxy tooling, at present under continuous development, is used for the rapid manufacture of cost-effective tools for small batch production. It is a valid alternative with no need for expensive investment in metallic moulds for the development of new products. Current investigations are focused on improvements to the production system, improved tool performance, the cost reduction of moulds and tool manufacturing sustainability. In this paper, both the advantages and the disadvantages of epoxy tooling in injection moulding, wax injection, metal stamping and hot embossing are compared with conventional techniques. Following a brief introduction of rapid tooling technologies, the latest advances of epoxy tooling and their implementation in different manufacturing processes are all analysed. These developments refer to the production of new ad-hoc epoxy composites, increased productivity using conformal cooling channels, the reduction of the tooling manufacturing costs through waste reuse and the emerging industry 4.0 technologies for smart manufacturing and tooling. The main objective is to identify both the challenges facing epoxy tooling techniques and future research directions.
Introduction
The need for the rapid release of new products on the market has led to a new trend in modern industry: The design of small series of products and their production. 1 Rapid Prototyping (RP) technology, developed in response to this new situation, uses a method for the manufacture of parts that adds layer upon layer of material. However, many RP methods currently in use cannot produce functional parts and are generally costly when manufacturing more than a few models. There is therefore a pressing need for complementary tools that can produce more than only a few parts. 2 The technology of Rapid Tooling (RT) applies RP technology to tool manufacturing. 3 So, RT can be used as an effective alternative for small batch production of parts 4 when their numbers are insufficient to justify a steel mould.
Using RT technology, products can incorporate improved design features, which were previously avoided due to cost and manufacturability considerations.5,6 Furthermore, depending on the batch production size, time and cost savings may be between 50 and 90% when compared with conventional methods.
7
These advantages have prompted the development of an extraordinary number of RT methods.
2
As shown in Figure 1, RT is usually divided into both soft and hard tools and direct and indirect tools. On the one hand, the indirect approach uses the RP master pattern to manufacture a mould by casting, while the direct method builds the mould itself.
8
On the other hand, the hardness of the tool refers to the tool material: Steels and other types of metallic alloys, among others, are used for hard tooling, whereas silicone rubber and epoxy resin moulds are examples of materials for soft tooling.
9
In fact, epoxy-based Polymer Matrix Composites (PMCs) are widely used in indirect soft tooling (hereafter called epoxy tooling), due to their sound mechanical properties, high temperature resistance, and easy and low-cost processing.10–12 Furthermore, epoxy moulds have other advantages, because they show good geometric accuracy and surface finishes and can produce parts with complex shapes.
9
Therefore, epoxy tooling is highly competitive when applied in the manufacture of low volume production parts.
13
Classification of rapid tooling.
1

Recent investigations of epoxy tooling
Implementation of epoxy tooling in manufacturing technologies
The broad advantages of epoxy tooling explain their recent implementation in various manufacturing technologies ranging from injection moulding to wax injection moulding for investment casting and from metal stamping to hot embossing.
Injection moulding
The injection moulding has become one of the most widely used process for manufacturing plastic products due to its high productivity, good stability and part performance. 14 In recent years, manufacturers of injection moulds have been under tremendous pressure to reduce time and manufacturing costs without affecting final product quality.15,16 Hence, the development of a low-cost alternative for conventional steel moulds to solve this issue is known as hybrid moulds. This tool construction method is based on a steel mould frame with a mould insert manufactured by casting or machining epoxy resin filled with metallic fillers.17–19 Among those fillers, aluminium particles are frequently used to improve mechanical and thermal properties, to reduce wear and to decrease the resin cost of the epoxy tool.20,21
The advantages and the disadvantages of epoxy tooling, selective laser sintering and the conventional method for injection moulding have been compared by numerous researchers. Pontes et al.
22
analysed the differences between parts injected in two types of moulds: epoxy resin moulds and selective laser sintering of stainless-steel–based moulds. Their study revealed a complex issue, which was later confirmed by Gonçalves et al.
18
relating to the release of the mouldings from the epoxy mould. This issue was solved by spraying a silicon-based release agent onto the mould surface. Unlike the epoxy mould, the ejection difficulties were not overcome in the selective laser sintering mould, due to its high roughness. Khushairi et al.
8
confirmed many of the previously mentioned observations on mould release problems. They also highlighted the design constraints of epoxy moulds relating to ribs and thin walls, which can break during injection moulding. Furthermore, their study revealed that the performance of moulded parts was affected due to the relatively low thermal conductivity of the mould. Therefore, improving mechanical and thermal properties will produce more robust moulds and better-moulded parts in terms of dimensional stability. Cheah et al.
23
compared the cost, delivery time and accuracy of epoxy and traditional tools in the production of moulded plastic parts. Compared with traditional tools, they found that epoxy tools (Figure 2) can reduce the cost and the delivery time for a mobile telephone front housing production by 25 and 50%, respectively. However, with regard to part accuracy and surface quality, considerable improvements are still needed, such as correcting shrinkage of the moulded parts and improving the surface quality of the RP master pattern. Ferreira and Mateus
24
also reached similar conclusions. Epoxy core and cavity mould halves of a mobile telephone front housing.
23

Low-pressure wax injection moulds
In general, metal parts with complicated geometries are manufactured by investment casting.
25
Here too, epoxy tooling is used for the rapid manufacture of cost-effective tools, and although cooling times are longer, wax injection moulds made of aluminium-filled epoxy are very competitive for small batch production of wax patterns, because they reduce the time-to-market delay compared to conventional steel machining methods.
26
Kuo et al.
27
also noted similar advantages when presenting a technique to manufacture wax injection moulds with complex geometrical cooling channels using epoxy resin and RP techniques, as shown in Figure 3. Compared with the traditional method, the principal advantages of this technology involve simple manufacturing processes, low production costs and short processing times. A further study was performed by Kuo and Wu,
28
where different epoxy-filler recipes were investigated to manufacture a low-cost wax injection mould with high cooling performance. Moulds made with the preferred recipes improved the cooling efficiency and material cost compared with the commercial aluminium-filled epoxy mould. In the same way, Kuo et al.
29
compared the epoxy tooling with fused deposition modelling technique when manufacturing wax injection moulds. Cheah et al.
30
revealed similar results where wax injection moulds were manufactured in approximately half the time compared to conventional methods. Process layouts for fabricating a wax injection mould with conformal cooling channels. (a) Master model; (b) Placing the master model in the mould frame; (c) Silicone casting; (d) Intermediate mould; (e) Designing a conformal cooling channel; (f) Placing the intermediate mould and master model into the mould frame; (g) Placing the conformal cooling channel into the mould frame; (h) Pouring of aluminium-filled epoxy into mould frame; (i) Demoulded core insert; (j) Placing the core and master model into the mould frame; (k) Placing the conformal cooling channel into the mould frame; (l) Pouring of aluminium-filled epoxy into mould frame; (m) Demoulded cavity insert; (n) Removal of conformal cooling for core and cavity inserts; (o) Aluminium-filled epoxy resin mould with conformal cooling channels; (p) Post heat treatment for aluminium-filled epoxy mould with conformal cooling channels.
27

Cost and lead time comparison for investment casting pattern manufacturing via different methods. Adapted from Vaezi et al. 32

Metal stamping
Steel and cast iron are often used for manufacturing sheet metal forming dies for sheet metal mass production.33,34 Nowadays, various methods can also be used to make sheet metal forming tools using low melting point alloys,35,36 electroforming
37
and thermal plasma spray coating.
38
However, some disadvantages of these techniques include high investment in machinery, high operating costs and time-consuming processes.
39
In this context, Kuo and Li
40
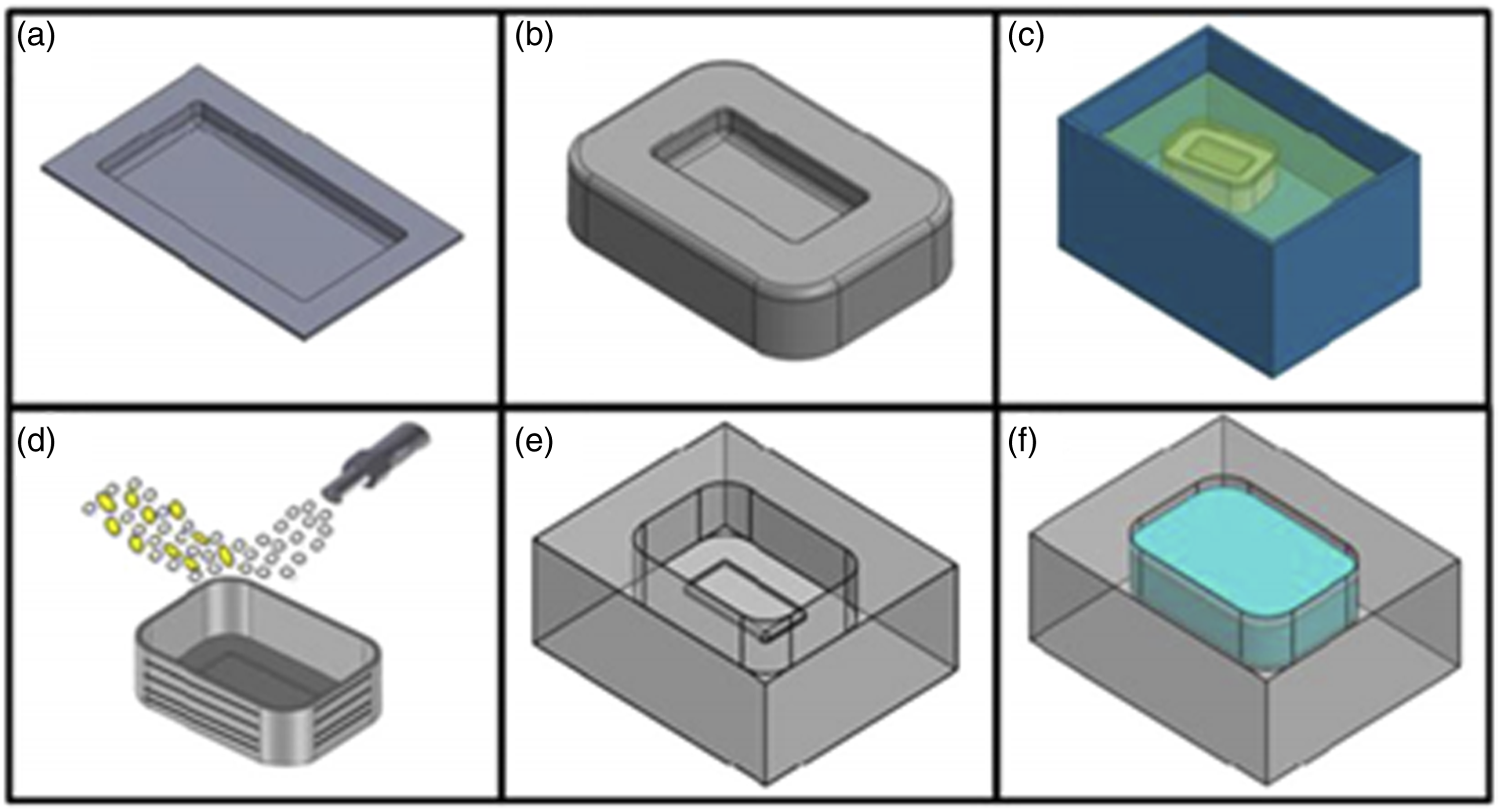
proposed a rapid method for fabricating epoxy forming dies, as shown in Figure 4, to produce small batches of Al–Mg alloy sheet components. This study revealed that compared with the traditional method, the manufacturing cost of the mould was reduced by 87.2%. In addition, the mould was made within 1 day. Schematic diagram of manufacturing sheet metal forming dies: (a) Designing the master model; (b) Manufacture of the master model; (c) Removal of prototype support materials; (d) Surface treatment of prototype by sandblasting; (e) Manufacture of the silicone rubber mould; (f) Manufacture of the sheet metal forming dies.
40
Kuo and Li
39
designed improvements to the performance of the aforementioned epoxy die and punch. They suggested improvements to both the hardness and the wear resistance of the tool by adding zirconia to the epoxy resin. It was experimentally proved by measuring the corner wear of the test samples as shown in Figure 5. Corner wear of sheet metal forming dies by test sample.
39

Hot embossing
The hot embossing process is a well-known production process used to manufacture consumer products.
41
As in the previous techniques, in the field of hot embossing, miscellaneous investigations have also been performed to develop hot embossing stamps in epoxy resin for short-run productions. For instance, Kuo and Chen
41
and Kuo and Lyu
42
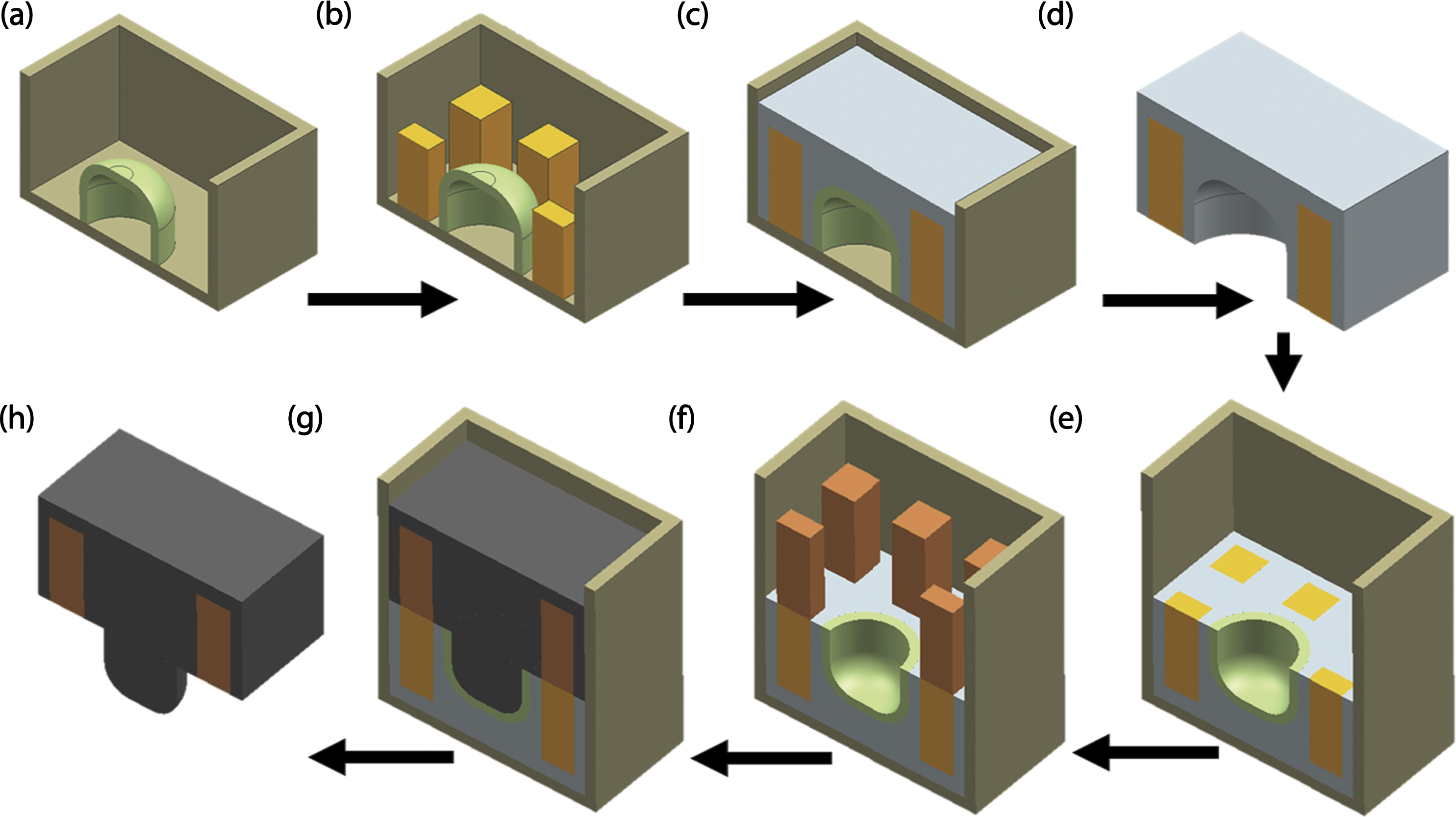
presented a method to fabricate a hot embossing stamp fabricated from aluminium-filled epoxy, as shown in Figure 6. Moreover, Kuo and Chiang43,44 investigated the effects of distinct backing materials on demoulding times during the hot embossing process. Likewise, Kuo and Wang45,46 proposed a plasma surface modification method to manufacture precision micro-hot embossing moulds with high surface finishes. Schematic diagrams of manufacturing hot embossing stamp: (a) Master model; (b) Designing cooling channels; (c) Pouring aluminium-filled epoxy resin; (d) Removal of mould frame; (e) Removal of master model; (f) Removal of cooling channels.
41

Liquid silicone rubber injection moulding
Liquid silicone rubber injection moulding’s (LSRIM) great processability and advantages for manufacturing complex parts make this technique an excellent alternative for its use in many industries. 47 The typical stainless-steel mould construction needs a relatively long time. Besides, the metal additive manufacturing techniques are not an attractive alternative due to their high production costs. Therefore, to shorten the product development cycle, Kuo and Lin 48 developed a cost-effective method for rapid manufacturing epoxy tools for LSRIM. In this research, the mechanical and thermal properties of different aluminium-filled epoxy recipes and commercially available aluminium-filled epoxy were obtained. The optimum mixing ratio recipe was selected for manufacturing an LSRIM epoxy mould to compare with a mould made with the commercially available material. The study demonstrated the feasibility of the epoxy tool in the LSRIM process. Furthermore, they revealed that the longevity of the LSR injection mould manufactured with the PMC developed in this research was similar to that fabricated by the commercially available material. However, the mould production costs (without the labour costs) with the developed material was considerably less than the commercial option.
Influence of the cooling channels on cycle times
Rapid manufacturing also refers to the manufacturing of functional moulds that have Conformal Cooling Channels (CCC)49,50 embedded beneath the surface. These cooling (or heating) channels are adapted to the contours of the moulding surface in order to achieve optimal thermal distribution. 9 On the contrary, conventional cooling channels are machined in straight lines. Unlike CCC, they cannot provide reliable cooling throughout the cavity, leading to longer cycle times and uneven cooling that can cause warpage of the part.51,52 As a result, compared with conventional cooling channels, CCC has proven to be more effective in terms of production speed and accuracy of moulded parts.53,54 Epoxy tools often integrate copper ducts as cooling channels, due to the advantages of CCCs.22,31,55 However, only simple shapes can be assembled, due to the geometric limitations of copper tubes. For that reason, RP technologies are recently being implemented in epoxy tooling, such as fusion deposition modelling, selective laser sintering, selective laser melting and diffusion bonding. As a result, the heat transfer mechanisms have been improved.56–59
Heat transfer analysis is often performed with Ansys and Abaqus, whereas Moldflow, C-Mold and Moldex-3D are used for flow analyses of CCC in tools.
53
In this sense, many simulation approaches of CCC have been accomplished.60–69 Kuo et al.
26
advanced a case study of how CCC affects epoxy mould cooling times. In their research, they reported the effects on cooling times of three kinds of cooling-channel layouts (Figure 7) of wax injection moulds. Compared with the wax injection moulds both with and without conventional cooling channels, the cooling times of the wax injection moulds with CCC were 50 and 87% shorter, respectively. Wax injection epoxy moulds: (a) Without cooling channels; (b) With conventional cooling channels; (c) With Conformal Cooling Channels (CCC).
26

Kuo and Chen 70 also corroborated the advantages of CCC, when used in silicone rubber moulds for wax injection moulding. According to their experimental results (which have a good correspondence with simulation outcomes), CCC embedded in silicone rubber moulds (filled with aluminium and graphite powder) reduce the cooling time up to 69.1% compared with the traditional silicone rubber moulds.
With the aim of improving previous methods, Kuo et al. 71 developed an approach to produce wax injection epoxy moulds with different cross-sectional cooling channels. These profiled CCCs provide uniform cooling after the material injection, thereby reducing the residual stress of the moulded parts. As a result, the product shows higher dimensional accuracy compared with its counterpart moulded in a mould with circular CCC, as Liu et al. 72 reported. Altaf also integrated these novel CCCs in moulds, 73 achieving a reduction of 18% in cycle time (and an increased heat flow of 14.6%) compared with the circular CCC. Likewise, Kuo CC et al. 71 developed another technique to improve the cooling effect of the epoxy mould. This approach is based on smoothing the surface of the CCCs built with fused deposition modelling by soaking them in acetone to reduce the stair-steps. Kuo et al. 26 also reported similar results when the cooling channels had been treated with water vapour. They concluded that the proposed methods had better surface quality than CCC fabricated with techniques such as selective laser sintering, 74 selective laser melting 75 and diffusion bonding technology.76,77 Finally, Altaf and Rani 78 developed a different method of improving the thermal conductivity of aluminium-filled epoxy moulds. They proposed to embed a ring-shaped aluminium insert into the aluminium-filled epoxy mould, reducing the cooling time by 56%.
Effects of added fillers on epoxy resin properties
Filler additions and their effects on epoxy resin mechanical properties.

Filler additions and their effects on epoxy resin physical properties.

Filler additions and their effects on epoxy resin thermal properties.

Sustainable moulds: Waste reuse for low-cost green epoxy tool construction
Locating suitable landfill sites is becoming increasingly difficult, and providing convenient and environmentally responsible landfill facilities involves high costs. 92 Waste generation rates in developed countries are very high and there are considerable differences in waste generation per capita between Europe (1.5 kg/cap/day) and the United States (2.2 kg/cap/day), in comparison with countries such as Vietnam (0.61 kg/cap/day), Thailand (0.64 kg/cap/day) and Cambodia (0.52 kg/cap/day).93–96 In an effort to minimize the amount of produced waste, Zero Waste Manufacturing (ZWM) theory advocates the production of parts through manufacturing systems that reduce waste. 97 One route to promote ZWM is through sustainable manufacturing that seeks to reduce, reuse, recycle, recover, redesign and remanufacture.98,99
Within this context, epoxy resins are presented as materials with a broad capacity to incorporate waste products. 100 In fact, waste encapsulation represents an emerging market for PMCs today 101 and numerous types of industrial wastes have successfully been used as fillers in thermoset matrices.100,102–107
In the field of epoxy tooling, several investigations have been focused on the reuse of epoxy-based composite waste. For instance, Kuo
108
and Kuo et al.
109
developed a green epoxy tooling technique, contributing to a novel method for producing green PMC moulds. The technology is based on placing obsolete epoxy parts in a mould box before pouring a new epoxy casting (Figure 8). The advantages of this approach involve reduced costs (raw material costs were saved by 52.5%), high mould production rates and its alignment with sustainable manufacturing through direct secondary reuse production method. This approach (shown in Figure 9) consists of reusing the product at the end of its life without destroying it.
110
Experimental procedure for manufacturing green epoxy moulds: (a) Placing 3D-printing master pattern into the mould frame; (b) and (f) Placing obsolete epoxy parts into the mould frame; (c) and (g) Pouring epoxy-based composite; (d) Demoulded cavity; (e) Placing cavity into mould frame; (h) Demoulded core. Adapted from Kuo and Kuo et al.108,109 Consideration of a product at the end of its lifecycle.
110

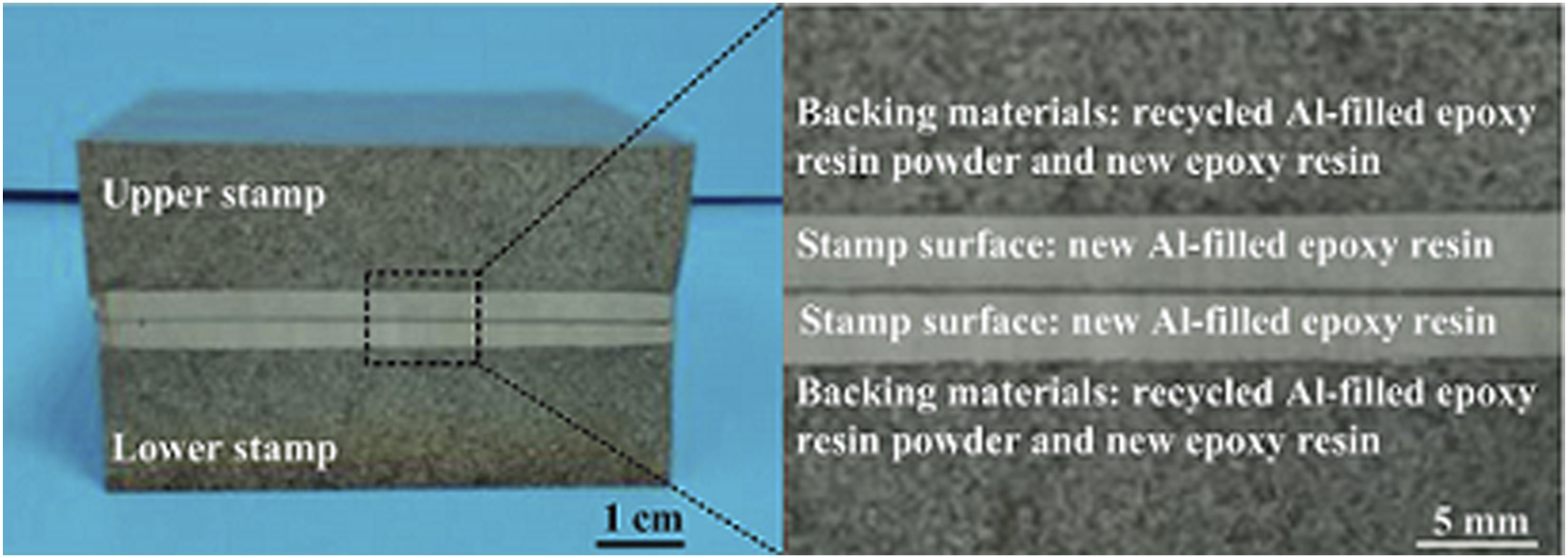
Another sustainable technique, presented by Kuo et al.26,27 and Kuo and Chen,
41
was based on grinding obsolete epoxy moulds or parts to obtain a powdered or granulated recycled composite and then mixing it with epoxy resin for use as a backing material (Figure 10). Kuo et al.
26
developed a low-pressure wax injection mould, demonstrating raw material cost savings of 63%. In addition, Kuo et al.
111
also developed a green CCC for epoxy tooling with additive manufacturing technology and Polyvinyl butyral filament. They revealed the best process parameters for manufacturing this wax filament and the method to remove it. A green hot embossing stamp manufactured with recycled aluminium-filled epoxy.
41
Industry 4.0 technologies for smart tooling and manufacturing
Industry 4.0 emphasizes automation and intelligence in future manufacturing technology where smart tools are an essential aspect. The first requisite of a smart tool comprises the use of particular sorts of sensors to monitor various physical quantities, which indicate the working status of the tool, and tool and part interactions. 112
In this regard, many investigations have been performed to monitor traditional tools. Kim et al.
113
studied the sources of moulding defects by monitoring high-pressure resin transfer moulding processes. Ageyeva et al.
114
outlined in-mould process monitoring tools used to measure pressure–viscosity coefficients, temperature, warpage and shrinkage. Griffiths and Leigh
115
introduced the idea of printing one conductive and another non-conductive thermoplastic to form interdigital sensors for polymer cure monitoring. Kuo and Chen
116
developed a smart monitoring system for silicone rubber moulds in the low-pressure wax injection moulding, by tracking overtime six process parameters. So, tool sensorization and monitoring provide information on the physical system, while smart technologies gather and process the data fed from sensors as feedback for the production process.117,118 In turn, it leads towards the second requirement, that is the design of tools that communicate to merge real and virtual realities (Figure 11). In this sense, numerous studies have been conducted in the widely known field of smart technologies: Internet of Things (IoT), Cloud Computing (CC), Big Data Analytics (BDA), Cyber-Physical Systems (CPS) and Digital Twins (DTs). For instance, Noor
119
used BDA to set up intelligent factories that manage information from different data sources. Prabhu
120
developed a CPS with device, event and time identification. Chaplin et al.
121
presented an integration of CNC controllers with context-awareness, decentralization and data distribution services. Liu and Jiang
122
designed a CPS for smart manufacturing through BDA acquisition, management and visualization. Schema of an ecosystem required to feed smart epoxy tools.
Likewise, BDA, CPS and DT technologies have recently been applied to improve energy efficiency (electrical consumption in industrial manufacturing represents 42.6% of worldwide consumption 123 ). In that area, Wang et al. 124 created a novel Intelligent Immune System based on CPS and BDA that can monitor, evaluate and optimize machining processes. Liang et al. 125 used CPS, BDA and intelligent learning algorithms to develop an energy model capable of scheduling, monitoring, learning and rescheduling. According to their results, certain companies saved approximately 40% of energy and increased their productivity by 30%. Hauf et al. 126 developed a DT for energy consumption where Functional Mock-up Units were used to perform an energy simulation of an automated production system. Kannan and Arunachalam 127 increased energy and resource efficiency by 14% with the implementation of DT. Similar energy savings in machining processes have been achieved, a field in which broad research has also been performed, using on the one hand, energy models,128–130 and on the other hand, optimization algorithms.131–134 It should be noted that many of these researchers agree upon the significance of precise metering of energy flows as a means of achieving an effective energy feedback. In this sense, Gahm et al. 135 reviewed the energy metering systems in manufacturing companies.
Summary and prospective view
Epoxy tooling has become an important rapid tooling technology that has enabled manufacturers to reduce product development timelines. It has been applied in many manufacturing processes. Injection moulding has been widely used in this field for a long time and many investigations within the field of investment casting, metal stamping, LSRIM and hot embossing have recently been completed with decisive advantages for lead times and tool costs compared with the conventional tooling manufacturing method. Numerous investigations have been performed to improve the thermal performance of epoxy moulds: CCCs manufactured with the latest array of techniques, methods to improve the flow of coolant into cooling channels, implementation of profiled CCCs and the introduction of metallic inserts into moulds. In addition, much research has been performed to improve epoxy moulds and their mechanical, physical and thermal properties by adding metal and non-metal fillers. Furthermore, investigations in epoxy tooling have also been directed towards sustainable manufacturing through material recycling and direct secondary reuse, obtaining considerable cost savings in raw material. Two techniques stand out as follows: The first is based on reusing obsolete epoxy-based composite parts and the second is based on grinding these parts for mixing with new epoxy resin. Finally, a brief description of new emerging technologies in the field of smart manufacturing has pointed towards new research paths that seek to achieve novel methods for the generation of smart epoxy tools.
Investigations on epoxy tooling, as reviewed in this article, are interdisciplinary, integrating manufacturing technology, engineering, sustainable technology and material science, with the additional focus on the new industry 4.0 technologies. The following is a summary of the conclusions and future research interests: • Epoxy tooling aims to achieve further characteristics from hard tooling. This objective involves improvements to the epoxy tool performance; it is therefore important to increase both mechanical and thermal properties, as well as wear resistance. In this review of the literature, numerous investigations were aimed at enhancing epoxy tool performance through the addition of fillers and the use of CCCs, because part accuracy, tendency to warp and part cycle time are among some of the characteristics that are directly influenced by the thermal properties of the tool. The robustness of the mould, which affects ribbed and thin wall designs, is influenced by the mechanical properties, while the increased wear resistance of the epoxy tool is seen as the key to extending mould life. • The successful application of epoxy tooling in numerous manufacturing processes leads us to think that it might be possible to extend this technique to other sorts of manufacture processes. The high cost of conventional steel moulds is a significant obstacle to certain manufacturing technologies, because it involves high risks in the product development phase. Manufacturing processes such as compression moulding of thermosets and thermoplastics are only two examples. In both processes, there is no cost-effective way to manufacture small batches due to the high cost of the metallic tool. The application of epoxy tooling in these manufacturing processes is advantageous, as it reduces the high cost of mould investment, making small size production batches a feasible option. • Epoxy tooling is presented as a manufacturing process capable of producing moulds in eco-friendly manners. While subtractive techniques produce scrap, the present technique is able to reuse and recycle epoxy-based components. This sustainable method of tooling construction should be a considerable extent to encourage manufacturers to tackle the worldwide problem of excess waste. Hence, future trends in this area should challenge manufacturers to investigate new solutions to control and treat significant volumes of waste generated within their facilities. So, one possible solution may be to reuse their industrial wastes in mixtures with epoxy resin, characterizing these mixtures and manufacture tools. • The improvement of manufacturing control, productivity and energy efficiency will depend on the design of smart tool sensorization connected to new information technologies (IoT, CC and BDA). Monitoring variables such as pressure and temperature at precise locations of epoxy-based moulds is possible, due to the possibilities of embedding sensors within the material itself. Future work is therefore also expected on sensorization and the monitoring of tools for production control in the field of industry 4.0, as well as the use of smart technologies such as Big Data Analytics (BDA) and Cyber-Physical Systems (CPS) for decision making. • Furthermore, the prediction of the compliance or otherwise of the parts prior to their manufacture can be achieved through the real-time recording of these process variables and the use of smart technologies, producing data where necessary for the analysis and the fine-tuning of the manufacturing process, thereby moving towards a smart production process system in the context of industry 4.0.
Footnotes
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.