
Abstract
In this study, HDPE-based flat-pressed WPCs were reinforced with glass fibre and carbon fibre woven fabrics, which could be used where high strength and stiffness are required. The effect of reinforcement on some physical, mechanical, and thermal properties and fire performance was investigated. According to the results, the increase in woven fabric density resulted in holding much water in the microvoids in the fabric, which increased water absorption up to 32.96%. Reinforcement also resulted in increased hardness. In general, continuous filaments in the fabric significantly increased mechanical properties. The improvement exceeded over 400% for tensile strength compared to unreinforced control samples, while the increases were 129% and 115% for the flexural strength and MOE, respectively. The interlocking of matrix and woven fabrics is an important factor that affects load transfer. The strong interaction between wood-polymer and the wood-polymer-woven fabric was observed from the SEM investigation. The thermal stability of composites was also improved, possibly due to the homogeneous distribution of heat within fibres. Glass and carbon fibres presumably acted as a buffer against increasing heat, increasing the onset temperature. Moreover, according to the LOI test, the need for oxygen increased from 24.72 to 26.01 with the effect of wood flour and reinforcement.
Introduction
Wood–plastic composites (WPCs) have offered superior properties compared to their components. For example, wood interacts with water molecules and results in dimensional instability, while UV lights induce discolouration on the surface of plastic due to oxidative reactions.1–3 However, the combination of components eliminates such disadvantages and adds a unique feature to the new composite material. While WPCs’ recognition has started as decking material, today, they have continued with different products in various sectors such as furniture, construction and landscape. 2 The improvement of properties such as physical, mechanical and thermal even expands WPCs’ usage area.
Wood is influenced by humidity in the environment though being a renewable, recyclable and natural resource. Because of hydroxyl groups within wood fibres, water molecules chemically bond with them quickly.4–6 This phenomenon subsequently causes the weak linkage between wood and polymer to be weaker. In contrast, the adhesion between components is vital to obtain strong mechanical properties. 7 Herein, compatibilizers play an important role in facilitating the interaction between plastic and wood fibres.2,3 The better the adhesion, the more effective the load transfer between components. As a result of this, the excellent properties of fibres have been combined within the matrix. Therefore, reinforcement provides extra resistance, stiffness and creep resistance. 8
Glass, carbon and aramid fibres have become superior reinforcement materials in the construction industry, where high strength and stiffness are required. 9 There are many studies about the reinforcement of thermoplastics with synthetic fibres, especially short (chopped) or long fibre (unidirectional), which have added excellent properties 10 to composites with natural fibre. Mechanical properties, especially flexural and tensile strength, are significantly improved. Botelho et al. 11 stated an increase in the tensile strength to 410 MPa with carbon fibres. The increase of over 100% was achieved with glass fibre reinforcement as well as a noteworthy enhancement in flexural strength. 12 Rezaei et al. 13 increased flexural strength up to 79 MPa while it reached up to 154 MPa in another study. 14 Moreover, Li 15 reported an increase of over 900% in flexural strength.
Moreover, woven fabrics are mostly recognized as reinforcement agents for thermosetting resins16,17 and provide more improvements than short (chopped) or long fibre (unidirectional) reinforcement. 18 Recent research indicates that thermoplastic polymers have been reinforced with woven fabrics.19–22 Filaments at different directions within the fabric provide high strength and flexural or tensile modulus. In previous studies, the increase in tensile strength reaches up to 500%. 20 Despite the extensive research studies on the thermoplastic or thermosetting resins reinforcement with woven fabric, there is only limited research relating to woven fabric/wood flour-reinforced composites. In a previous study, the increase in the screw withdrawal strength reached 83% with glass and carbon fibre woven fabric. 23 Some preliminary tests showed that the flexural and tensile strength could increase up to 162% and 325%, respectively.
The thermal stability of the composite helps the resistance against degradation at high temperatures, which should be considered in applications. Thermal as well as mechanical properties have also been improved by synthetic fibre reinforcement due to homogeneous heat distribution. Rasana et al. 24 stated that degradation was inhibited by glass fibre which provided a thermal shield. Carbon fibre reinforcement also improved thermal stability and decomposition temperature as well.25,26 Eibl 27 reported that the mass loss starts above 600°C for carbon fibres, contributing to composites’ thermal stability.
The main objective of this study was to improve some technological properties of HDPE (High-Density Polyethylene) based flat-pressed WPCs by reinforcement with woven fabrics. As explained above, glass and carbon fibre woven fabrics provide superior properties compared to short or long fibre reinforcement, which is the main reason for preference as reinforcement agents. The flat-pressed method was also used to have a high production rate, in large size production, and inexpensive compared to extrusion. 28 The effect of reinforcement on the physical, mechanical and thermal properties was investigated to characterize the new hybrid composites. Physical properties such as water absorption (WA), thickness swelling (TS) and Janka hardness were determined. Flexural strength, modulus of elasticity and tensile strength were examined for mechanical properties. Thermal stability was investigated by thermogravimetric analysis (TGA). The fire performance of WPCs was also examined with the limiting oxygen index (LOI) test. Moreover, the morphological examination of WPCs was carried out with a scanning electron microscope (SEM).
Experimental
Materials
As a lignocellulosic filler, coniferous wood (Pinus Sylvestris L.) flour with a size of 40–60 mesh was purchased from a commercial supplier (Marmara Wood Shaving, Istanbul, Turkey).
The powder form of high-density polyethylene (HDPE) (Ucar Plastic, Izmir, Turkey) was selected as a thermoplastic component, which has a melt flow index (MFI) of 5.5 g/10 min (190°C/2.16 kg). The density of HDPE is 0.965 gr/cm3. The maleic anhydride grafted polyethylene (MAPE) was used as a coupling agent, with MFI and density of 3 g/10 min (190°C/2.16 kg) and 0.92 g/cm3, respectively.
Two different types of woven fabric (glass and carbon) were purchased from a commercial supplier (SPM Composites, Ankara, Turkey) for reinforcement. A twin weave type glass fibre (GF) woven fabric had a density of 195 gr/m2 and 390 gr/m2, while a twin weave type carbon fibre (CF) woven fabric had a density of 200 gr/m2 and 400 gr/m2.
Production of Panels
Wood flour was oven-dried until the moisture content was under 2%. MAPE at 3% was used as a coupling agent for all groups. The mixture (wood flour/HDPE) ratio was adjusted to 40:60%, 50:50% and 60:40%. The wood flour and HDPE were mixed dry with a mechanical mixer (1200 rev/min) and then with a rotary drum blender (30–40 rev/min) for 5 min.
23
The first layer of woven fabric was placed on 20% of the mixture. Then, 60% of the mixture was laid out, and the second woven fabric was placed on top of it. The draft was formed as the rest of the mass (20%) was laid out (Figure 1). Wax papers were used to prevent the draft from sticking to an aluminium caul plate. The draft was hot-pressed for 15 min, at 170°C (CemilUsta SSP 125, Istanbul, Turkey). The pressure was 24–26 kg/cm2. The target density of the draft was 1 gr/cm.
3
The reinforced panels were produced with dimensions of 500 × 500 × 4 mm. After hot-pressing, panels were conditioned according to ASTM D618. The density of WPCs varied between 0.971 and 1.019 gr/cm3. The variation in the density was due to the flat-pressed method. The increase in the wood content decreased the density because of the wood fibre’s viscoelastic behaviour.
29
Position of woven fabrics in the reinforced composites.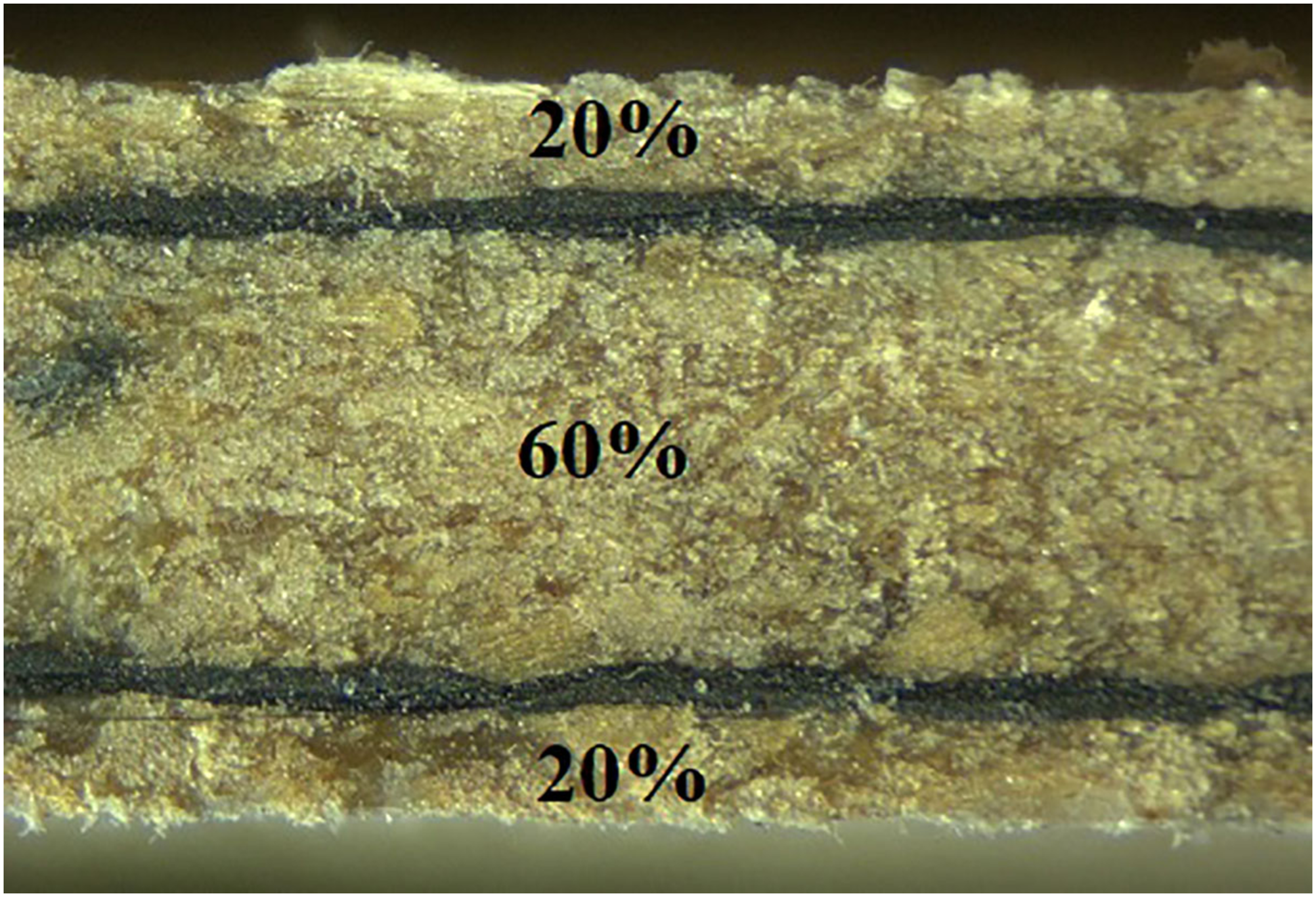
Determination of water absorption and thickness swelling
The WA and TS were determined according to ASTM D570. The samples with dimensions of 50 × 50 × 4 mm were entirely soaked in the water at 20 ± 1°C. The measurements were taken after 24 h, 72 h, 168 h, 336 h and 720 h. Every measure was taken from clean and dry samples. Twelve samples were used for each group.
Determination of Janka hardness
Janka hardness of specimens was determined according to ASTM D1037-06a. Samples with dimensions of 50 × 50 × 4 mm were cut from the panels. A steel ball with a diameter of 11.28 cm was continuously inserted in the samples until a penetration depth of 2.82 mm (a quarter of diameter) was reached. The resistance against the ball was measured and multiplied by 4/3. 30 The determination of penetration depth of 2.82 mm was due to the thickness of the panels. Six samples were measured for each group.
Determination of mechanical properties
The flexural strength and modulus of elasticity (MOE) tests were carried out in a three-point bending test according to ASTM D790. The twenty-four samples with dimensions of 127 × 12.7 × 4 mm were tested for each group. The tensile strength tests were carried out according to ASTM D 638. The 20 samples were tested for tensile strength. The flexural and tensile tests were conducted with a universal test machine (Marestek, Istanbul, Turkey).
Determination of thermal stability
The thermal stability of reinforced WPCs was determined with Perkin–Elmer thermogravimetric analyzer 4000 (USA). Samples were heated from 30°C to 600°C with a heating rate of 10°C/min under nitrogen gases.
Limiting oxygen index test
The limiting oxygen index shows the minimum amount of oxygen required for samples to continue to flaming combustion. The LOI test was carried out with Dynisco LOI analyzer instrument (Franklin, USA) according to ASTM D 2863-19. The oxygen/nitrogen gas mixture was used for combustion. Five samples with dimensions of 127 × 12.7 × 5 mm were used for each group.
Morphological examination by SEM
Samples were oven-dried and then gold-coated (Emitech, K550X, Kent, UK). The SEM investigation was conducted with Jeol (JSM-7600F, USA) instrument. The samples were examined by 100x magnification with 15.0 kV.
Statistical analysis
The results were evaluated statistically according to the analysis of variance (ANOVA). The differences between the groups were determined using the Duncan test (p < 0.05).
Results and discussion
Water absorption and thickness swelling of WPCs
Water absorption, thickness swelling and Janka hardness of specimens.

Note: Letters indicate the differences (p < 0.05) between groups depending on the Duncan test.
Moreover, the reinforcement with carbon and glass fibre also has an effect on the WA and TS. The thermoplastic content that decreases with the increasing wood flour content causes the microvoids in the structure. Therefore, the WA rate was negatively influenced while it was not significantly affected by TS for reinforced WPCs than control specimens. Composites reinforced with glass fibre absorbed less water than carbon fibre. The increase in fabric density has also influenced the WA rate significantly with carbon fibre reinforced specimens. The highest WA rate was obtained from carbon fibre (400 gr/m2) reinforced WPCs. The increase in the density increases the fabric’s thickness, making it challenging to penetrate plastic, which caused much more microvoids. Therefore, the increase in the WA rate was inevitable.
Janka hardness of WPCs
The hardness of thermoplastics is low compared to metal, glass, carbon, etc. 8 Therefore, it is expected that the reinforcement of thermoplastic with fibres and minerals increases hardness. The results for the effect of reinforcement on the hardness are given in Table 1. The reinforcement with carbon and glass fibre woven fabric improved the hardness of WPCs.
The glass fibre reinforcement increased the hardness, while carbon fibre did not positively affect hardness. The density of carbon and glass fibre was different, which influences the woven fabrics’ warp count. In this study, the warp count of carbon fibre was more than that of glass fibre, influencing the matrix’s penetration. The microvoids in the structure of composites negatively affect the hardness of WPCs. Therefore, the increase in the density of carbon fibre woven fabric significantly decreased hardness. Moreover, the increase in the wood flour content also encouraged a decrease in the hardness due to the incompatibility between wood and thermoplastic.
Morphological examination
The improvement in the properties of WPCs with reinforcement is related to coherency between the matrix and woven fabric. The structure of carbon and glass fibre woven fabric in the matrix was investigated by SEM (Figure 2). White arrows show the woven fabric in the matrix. The images showed that matrix and woven fabrics were well bonded. It was observed that the polymer (HDPE) penetrated into the fabric even at higher wood flour contents. Moreover, penetration was also achieved even though the increase in fabric density increases the thickness of the fabric. The integrity of the matrix and woven fabric influences the load transfer. The well-penetrated polymer also increased the stability of composites, which corresponded to high mechanical properties. The load is transferred from the matrix to fabric much more effectively via strong linkage. However, SEM images also indicated some microvoids on the fabric’s centre, especially carbon fibre ones. Therefore, the microvoids are likely to explain the decrease in the Janka hardness. SEM images of (a) 390 gr/m2 GF (40% WF), (b) 390 gr/m2 GF (50% WF), (c) 200 gr/m2 CF (40% WF), and (d) 200 gr/m2 CF (50% WF).
Flexural strength and modulus of elasticity
Mechanical properties of reinforced composites.

Note: Values in the parentheses are standard deviations; letters indicate the differences (p < 0.05) between groups depending on the Duncan test.
The increase in the wood content negatively influenced the flexural strength, which complies with previous studies.31,32 The incompatibility between wood and polymers affects load transfer which results in low mechanical properties.
The main impact on the modulus of elasticity is a woven fabric, likewise flexural strength. Similarly, the highest modulus of elasticity was obtained from carbon fibre (200 gr/m2) reinforced WPCs. The increase in the MOE was up to 115%. Moreover, wood content positively affects the MOE of WPCs in contrast to flexural strength. In accordance with previous studies, the increase in the wood content increased MOE.33,34
Tensile strength
The effect of woven fabric reinforcement on WPCs’ tensile strength was investigated, as seen in Table 2. The woven fabric was produced by infinite yarn, perpendicularly laid on top of each other. Unlike short fibre reinforcement, woven fabric reinforcement has made a considerable contribution to increasing WPCs’ tensile strength. The increase in the tensile strength was found over 400% as compared to control samples. Like flexural properties, woven fabric has the foremost impact on tensile strength. Glass fibre (390 gr/m2) was found to improve tensile strength the most. Tensile strength increased with an increase in the density of glass fabric. However, the increase in carbon fibre density did not have a significant effect on the tensile strength.
Wood flour content had an adverse effect on tensile strength. The increase in the wood flour content caused incompatibility between the components, which bring down the mechanical properties.31,35,36 The most increase in tensile strength was found in samples containing the least wood flour (40%). The tensile strength loss reached up to 37% as wood flour content increased from 40% to 60%.
Thermogravimetric analysis
The effect of reinforcement on thermal degradation was investigated, as seen in Figure 3. The degradation was followed by a gradual temperature increase (10°C/min). The onset temperature and weight loss values are given in Table 3. As seen in Figure 3, the degradation occurred in two stages. The onset temperatures varied between 213 and 233°C at the first stage. According to previous studies, the first stage represents the degradation of cell wall components.37,38 The ignition of the primary cell wall components resulting from pyrolysis reactions has begun at different temperatures. Hemicellulose, cellulose and lignin have started to degrade, respectively, with increasing temperatures.
39
The weight loss at the end of the first stage increased up to 40%, consisting of hemicellulose and part of cellulose. TGA analysis of reinforced WPCs. Results of TGA analysis and the LOI test. Note: Values in the parentheses are standard deviations; letters indicate the differences (p < 0.05) between groups depending on the Duncan test.
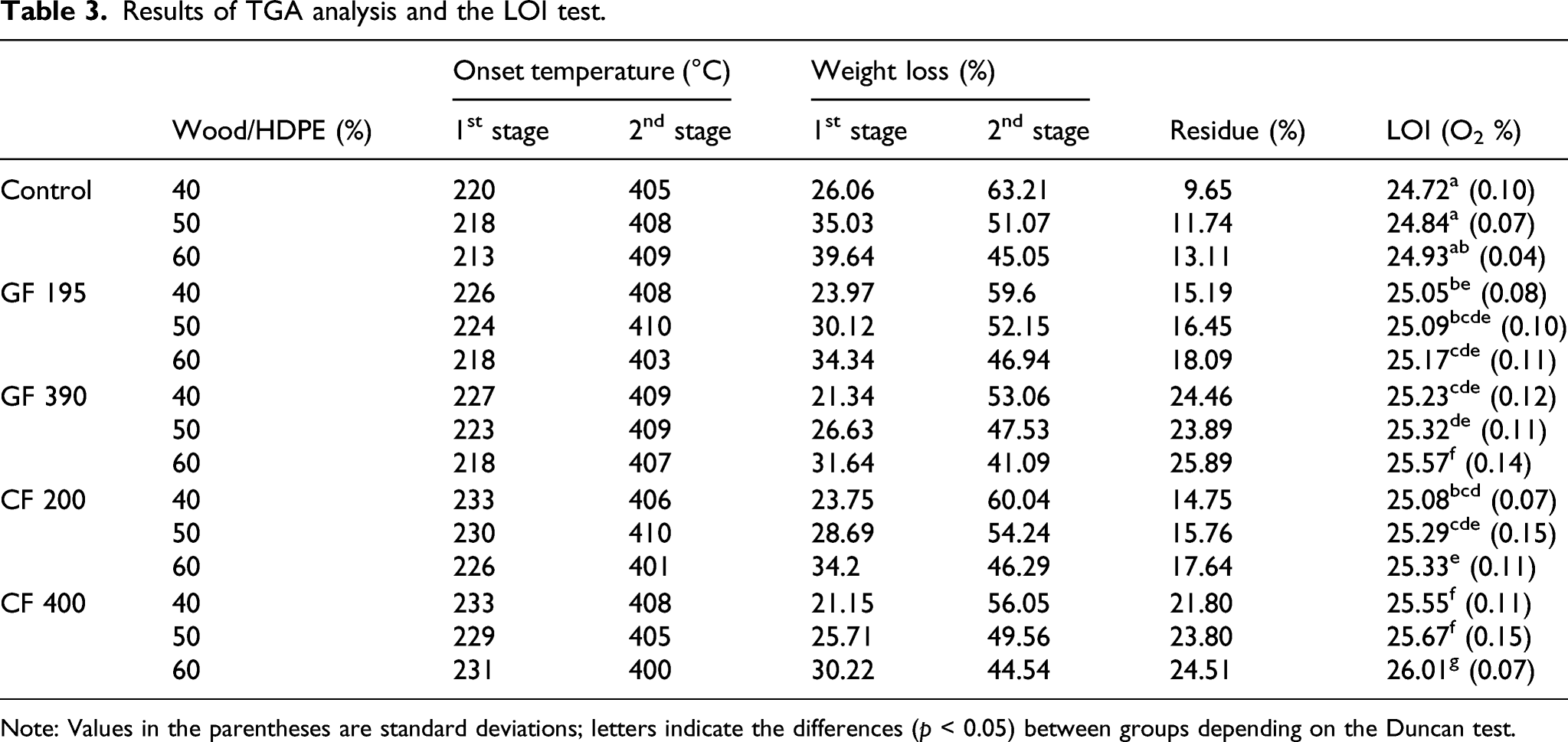
The onset temperature at the second stage was 389–393°C, as seen in Table 3. This temperature range is recognized as the beginning point of the degradation of HDPE. 37 Although HDPE is known to be degraded at a much higher temperature, the free radicals in the degradation of wood at high temperatures reduce its degradation temperature. 40 The high temperature initiates the degradation reaction, which breaks down the molecular chains between fibres and polymer. 13 The paraffinic and olefinic compounds appeared as a result of the decomposition of polyethylene. 41 The weight loss rose to 61% at the end of the second stage. Reinforcement with woven fabric improved onset temperature, especially with carbon fibre reinforced specimens. Carbon and glass fibre is known to decompose at a high temperature, resulting in a higher residue ratio.
LOI test
The limiting oxygen index is an important factor that gives information about the flammability of the material. The LOI values of wood-plastic composites vary between 24.72 and 26.01, comparable with previous studies,42,43 as shown in Table 3. The highest LOI values were obtained from reinforced WPCs. The reinforcement with carbon and glass fibre woven fabrics improved the flame retardancy to WPCs. WPCs reinforced with carbon fibre increased the oxygen content much more for flaming combustion than glass fibre. The wood content also affected LOI values. The heat release rate of composites decreased with the addition of lignocellulosic material to the polymer. 44 Therefore, the increase in the wood content increased the flame retardancy of WPCs. However, the effect of reinforcement on flame retardancy has been limited, because all WPCs are classified as the limited fire retardant of fire-resistant material according to ISO 4589-1. The reinforcement could not upgrade the WPCs to a higher fire class due to a limited improvement.
Conclusions
In this study, some physical, mechanical and thermal properties of WPCs were investigated to determine the effect of reinforcement with glass and carbon fibre woven fabrics. It should be noted that all the conclusions are valid only for the given composition, processing parameters and test conditions outlined in detail.
In general, it can be concluded that the reinforcement affects water absorption. The water trapped within the fabrics slightly increased water absorption, while it also increased considerably with increased wood flour content. Reinforcement increased Janka hardness of WPCs. However, SEM images showed the microvoids in fabrics’ structure, negatively affecting WPCs’ hardness, especially with carbon fibre reinforced specimens. On the other hand, images also indicated that the matrix and woven fabric were well-integrated, corresponding to high mechanical properties. The stress transfer to fibre improved the tensile strength significantly, in some cases over 400%. Moreover, the increase in the flexural strength and MOE was 129% and 115%, respectively. The thermal stability of reinforced WPCs was found to be much better compared to control specimens. TGA analysis indicated that the onset temperature increased with carbon and glass fibre’s high heat absorption ability, which degrades at much higher temperatures than wood flour and HDPE. The LOI test also showed that the oxygen needs for flaming consumption increased with the reinforcement of WPCs.
In general, the reinforcement with woven fabric improved some properties of WPCs. However, properties of WPCs could be further increased by producing woven fabric types, which are more suitable for thermoplastics rather than thermoset resins. It could be stated that woven fabric reinforcement could create new utilization areas for WPCs where high strength, hardness and thermal stability are required.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by The Scientific and Technological Council of Turkey (TUBITAK) (Project No: 118O756).