
Abstract
Integrated steel plants, in general, produce large amounts of solid wastes during the production of iron and steel. Linz–Donawitz sludge (LDS) is an industrial solid waste generated in huge quantities during steelmaking. These fine solid particles were recovered after wet cleaning of the gas emerging from LD converters. This work aims at processing, characterization, and wear response of a class of polypropylene composites utilizing LDS as a filler material. Mechanical properties of these thermoplastic composites were evaluated under standard test conditions. The actual and the theoretical density values of the polypropylene-LDS composites were measured using Archimedes’ principle and rule of mixture respectively. The micro-structural features of the worn surfaces of various particulate filled composite specimens were examined using scanning electron microscopy in order to ascertain the wear mechanisms. X-Ray Diffraction analysis was carried out to determine the phases and planes of the components present within a material. Sliding wear tests were conducted using Taguchi’s L25 orthogonal arrays over a range of sliding velocities (0.63–3.15 m/s), normal loads (5–25 N), sliding distances (500–2500 m), and LDS contents (0–20 wt.%). The sliding wear tests were performed on the prepared polypropylene-LDS composite specimens as per ASTM G99 using Taguchi’s Orthogonal Arrays followed by the parametric appraisal of the wear process by response surface methodology (RSM). Both Taguchi analysis and RSM suggest that the filler content and the sliding velocity are the most significant factors affecting the specific wear rate of the composite specimens. This work opens up a new avenue for the utilization of LD sludge as a potential filler material.
Keywords
Introduction
With the advent of the Industrial Revolution, huge quantities of wastes are being generated from various industries and hence utilization of such wastes is need of the hour. 1 Some of the industrial waste can be recycled to produce energy. Other types of wastes are either land filled or incinerated. Therefore, efforts are to be made for controlling pollution arising out of these unwanted wastes by their conversion into utilizable materials for various beneficial uses. 2 Over the past few decades, in-depth research efforts have been carried out to explore all possible waste utilization methods of a wide range of waste materials.
Heretofore, few industrial wastes generated from metallurgical industries such as iron and steel slag, fly ash, and redmud had been successfully reused as an alternative aggregates in agriculture, embankment, road, pavement, and building construction 3 and utilization of mixed pond ash for manufacturing superior quality bricks. 4
The Linz–Donawitz sludge (LDS) produced after the treatment was used as additives in sinter plants. Using the LD sludge in an amount up to 6% with the raw material in sinter plants greatly increases productivity. Although many reports are available on LD sludge, its utilization as a filler material in polymer matrix composites is not yet reported. This research is particularly targeted at the processing, characterization, and wear response of polypropylene matrix reinforced with micro sized LD sludge.
Polymer matrix composites (PMCs) reinforced with industrial wastes were noted for their unique combination of mechanical, physical, and tribological properties.5–8 Presence of such properties allow them to be suitably applied in the areas such as conveyer belt roller, sliding parts, automobiles, aircrafts, marine structures and facilities, defense assemblies, and sports. This has made PMCs reinforced with industrial wastes a strong competitor to metal matrix composites in terms of versatility for use in a wide range of engineering applications. 9
Experimental details materials
Matrix material
Polypropylene (PP) of homo-polymer M110 grade having density of 920 kg m−3 was used as a matrix material in this work.
Filler material
Linz–Donawitz (LD) sludge was collected from Rourkela Steel Plant in lump form. The detailed compositional analysis of LD sludge reveals that the major elements present are magnetite, hematite, wüstite, calcite, and silica.
Composite fabrication
Compression molding technique had been adopted to fabricate different proportions of PP-LDS composites. Rheomix OS 600 batch mixer was used to melt and mix polypropylene and LDS. During this batch mixing, temperature and time of mixing was set to 280°C and 10 min respectively. The mixing was done as per ASTM standard D-2538. After mixing, the small pieces were taken for compression molding. Compression molding was done as per ASTM D-256 standard. The materials were kept in a die which was used to make a composite sheet of thickness 3 mm and area 180 × 180 mm2. Composites of five different compositions with filler content ranging from 0 to 20 wt. % were prepared. Later different shape and size of samples were cut from the sheet for mechanical and sliding wear tests.
Characterization
The density was measured using Archimedes method as per ASTM D 792-91 and compared with the theoretical density of the composite materials. Micro-hardness measurement was done using a Vaiseshika micro-hardness tester. Hardness tests were done by using an indentation load of 0.05 kg for a dwell time of 10 s. To obtain the value of average micro-hardness, at least three readings were taken for each sample.
The ASTM standard test method for tensile properties of particulate filled polymer composites has the designation D 638 M91. The tensile test was performed in the universal testing machine Instron 1195 at a cross-head speed of 10 mm per minute.
The short beam shear (SBS) tests were performed on the composite samples at room temperature to evaluate the value of flexural strength. The SBS test was conducted as per ASTM D2344-84, using the Instron 1195 UTM.
Scanning electron microscopy
The microstructure and morphology of all the LD sludge powder samples and the composite samples before and after wear tests were studied using a JEOL JSM-6480LV Scanning Electron Microscope. A thin film of platinum is vacuum-evaporated onto the specimens before taking the images in order to improve the penetration of light and for better surface micrographs.
X-ray diffraction
X-Ray diffraction (WAXRD) analysis was carried out using BRUKER D8 ADVANCE X-RAY Diffractometer equipment in the 2θ range of 10–90° with a scan rate of 2°/min and step size of 0.02°. The powder samples of both LD sludge and composites were characterized and evaluated by this method.
Dry sliding wear test
The samples were subjected to sliding wear test using a pin-on-disc type friction and wear monitoring test rig as per ASTM G 99. The counter body against which the specimen slides was disc shaped and made up of stainless steel. Parameters, such as time of experiment, sliding distance, track radius, and speed of rotation had to be fixed physically prior to each experiment. The material loss from the surface of the sample was measured before and after each experiment by using a precision electronic balance with accuracy ± 0.1 mg and the specific wear rate (mm3/N-m) was expressed on a volume loss basis as
Taguchi experimental design
Control factors and their selected levels of dry sliding wear.

Design of experiment based on response surface methodology.
These experimental observations were again converted into signal-to-noise (S/N) ratios. The S/N ratio for minimum wear rate can be expressed as “smaller is better” which was calculated as the logarithmic transformation of loss function as shown below
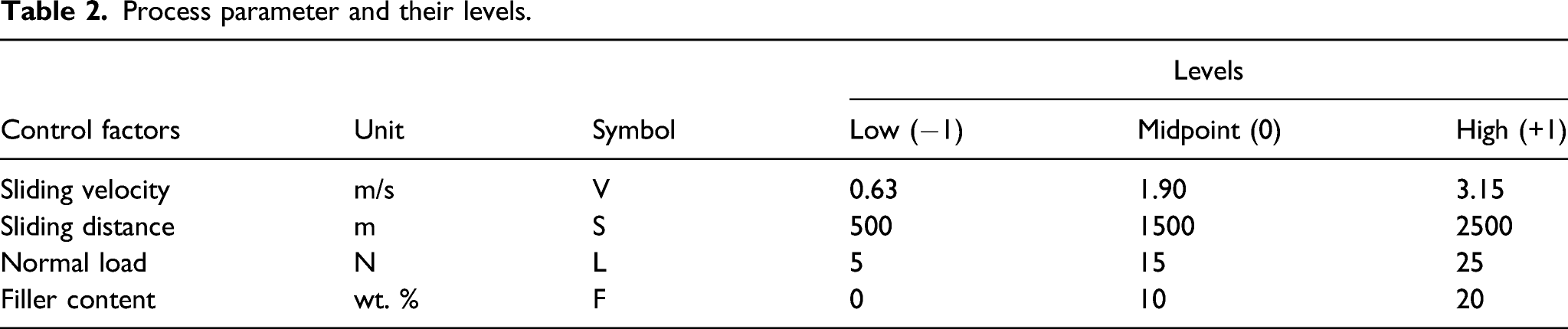
In order to investigate the influence of different process parameters on the specific wear rate (Ws) four major control factors such as the sliding velocity (v), sliding distance (s), normal load (l), and filler content (f) were taken. In the present work, these control factors were taken as independent input variables.
An analysis based on the response surface methodology was applied for analyzing the control factors in the wear process so as to obtain the specific wear rate of the composite samples. In the response surface methodology, the quantitative form of relationship between the independent input variables and desired output was expressed as follows



Where Q1, Q2, Q3, and Q4 are the coded values of control factors v, s, l, and f, respectively; whereas v0, s0, l0, and f0 are the values of v, s, l, and f at zero level, respectively. Δv, Δs, Δl, and Δf are the intervals of variation in v, s, l and f, respectively. The specific wear rate (Ws) indicated as PWs is studied as response.
Process parameter and their levels.
Results and discussion
Density
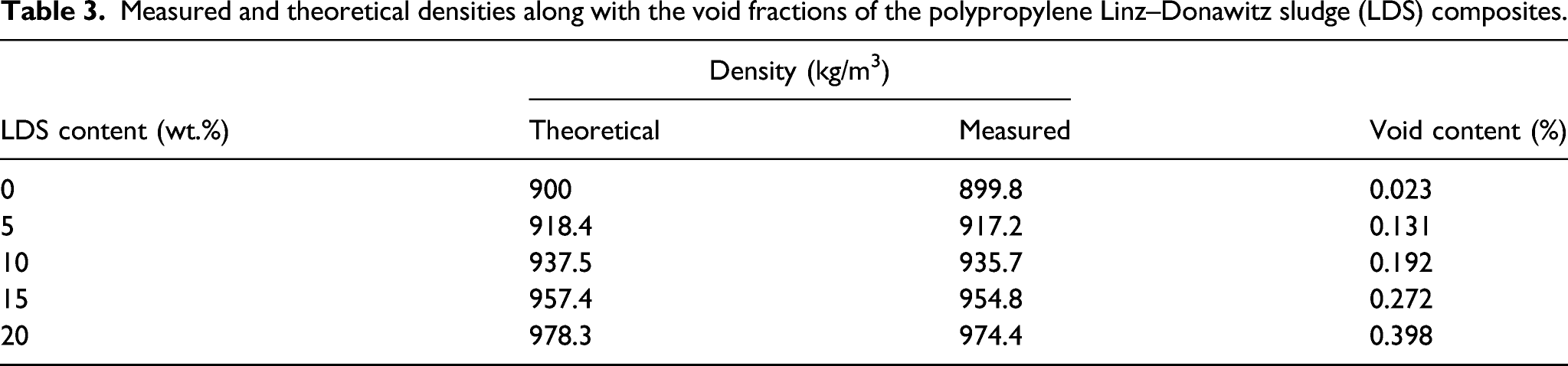
Measured and theoretical densities along with the void fractions of the polypropylene Linz–Donawitz sludge (LDS) composites.
Micro-hardness
The composite micro-hardness value increases as the percentage of LDS increase in the PP matrix (Figure 1). This may be due to high density of LD sludge as they are hard reinforcement and uniformly mixed with the PP and have resulted into strong bonding between the matrix and LDS particles, which in terms results into increase in hardness with increase in weight percentage of LDS particles.
12
Variation of micro‐hardness with weight percentage of LDS addition.
Tensile strength
The variation in tensile strength of the composites with varying weight percentage of LD sludge is shown in Figure 2. It is observed that the tensile strength of composite decreases gradually as the weight percentage of filler increases from 0 to 20 wt.% in PP matrix. Similar observation has been reported in published literature by many authors.13–16 This can be attributed to the fact that the reinforcing filler particles strongly restrain the deformation of the matrix of the polymer and also the irregular shaped LDS particles act as stress raisers in the PP matrix.17–19 Tensile strength of PP-LDS composites.
Flexural strength
The change in flexural strength of polypropylene composites reinforced with LD sludge is studied and shown in Figure 3. A continuous reduction in the flexural strength with the addition of LDS particles is observed in the composite samples.
20
Flexural strength of PP-LDS composites.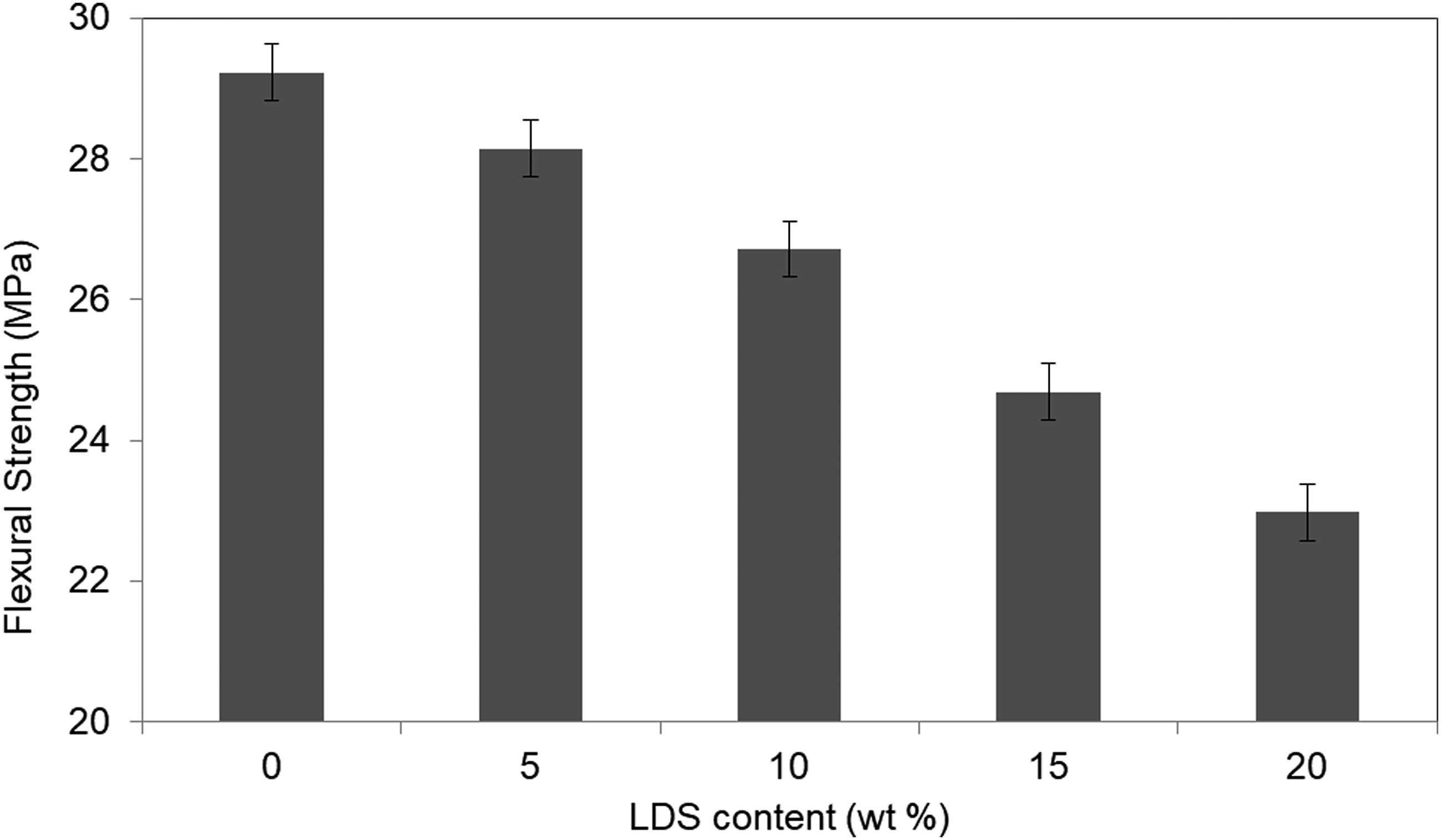
Surface morphology of the worn composites
In order to investigate the wear mechanism for polypropylene–LD sludge composites, the worn surfaces of composite specimens are examined using scanning electron microscopy in Figure 4. Figure 4(a) presents the SEM image of polypropylene-LD sludge composite before sliding wear test. The SEM of the worn surface of polypropylene composite filled with 20 wt. % LD sludge is illustrated in Figure 4(b). This micrograph is taken after 20 min of test duration with sliding velocity of 0.63 m/s under a normal load of 10 N. Microscopic observations, Figures 4(b) and (c), show that the worn surfaces do not appear to be smoothly polished as would be expected but some micro-fracture, crack and tribo-layers in both the matrix and particulates are observed. There is a plastic flow of the matrix material in the sliding direction which is indicated by the arrows in Figure 4(d). Worn surface morphology of LD sludge filled polypropylene composites.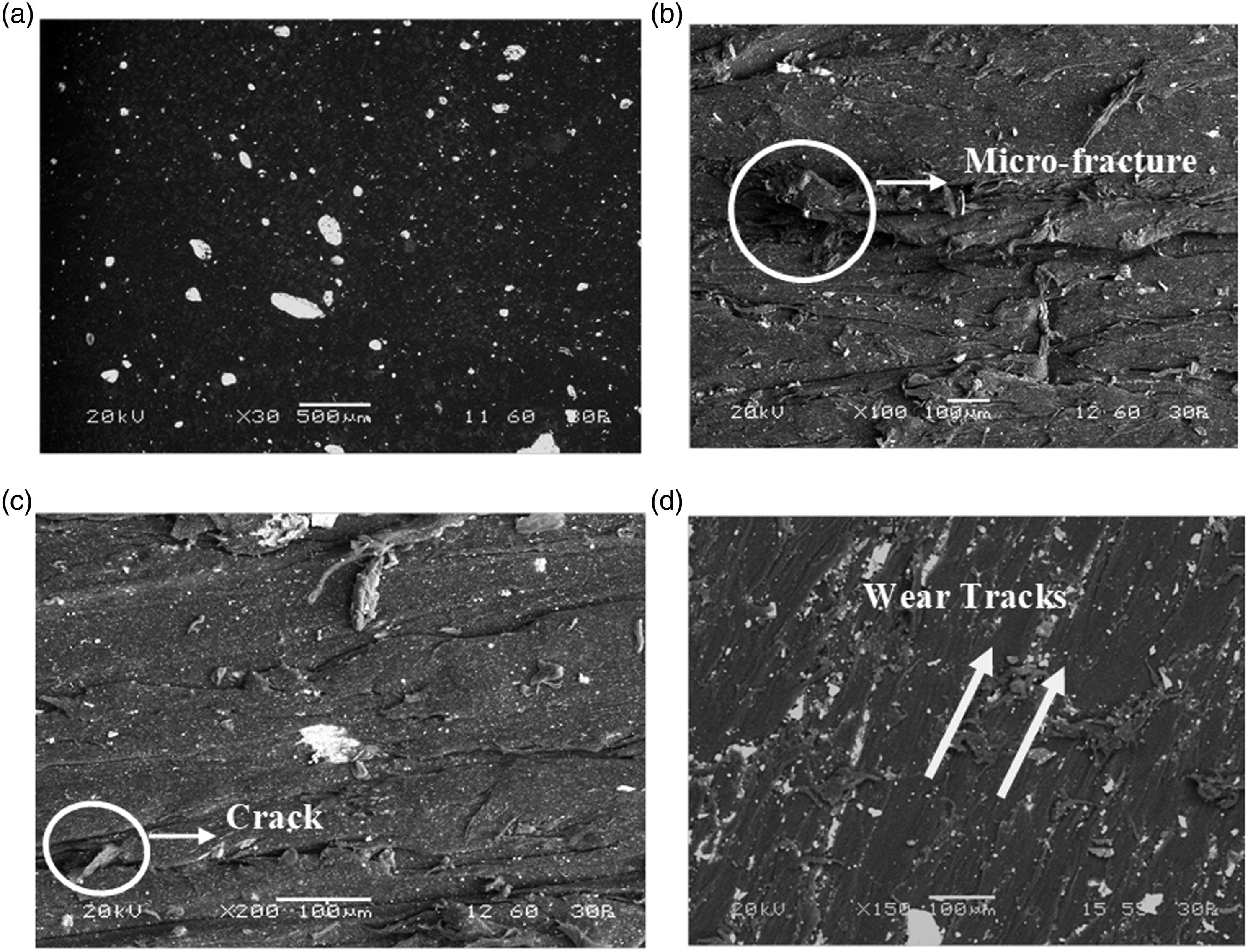
X-Ray diffraction analysis
Linz–Donawitz sludge
X-Ray diffraction analysis can potentially determine the phases and planes of the components present within a material. The X-ray diffraction study of the LD sludge sample is shown in Figure 5. The different mineral phases identified are magnetite, hematite, wüstite, calcite and silica. Peaks at position 21.329°, 41.587°, 50.45°, 55.834°, 57.051°, 62.984°, and 74.214° reflected the presence of magnetite (orthorhombic) and are assigned to the planes (011), (103), (004), (213), (114), (204), and (224), respectively.
2
Two weak peaks at 26.895°, 46.154° as well as a strong peak at 34.331° revealed the presence of calcite or CaCO3 phase (rhombohedral) and are designated as (012), (113), and (104) planes, respectively. Peaks at 35.189° and 38.429° which are assigned to (110) and (041) planes, respectively, indicate presence of silica (quartz). Two strong peaks at 42.379°, 49.409°, and a weak peak at 72.317° represent wüstite or FeO (cubic) and are assigned to the planes (111), (200), and (220), respectively. Similarly peaks at 52.478° and 67.499° represent the planes of (410) and (122), respectively, which revealed the presence of hematite or Fe2O3 (cubic). XRD pattern for LD sludge.
Polypropylene-LD sludge composite
The X-ray diffraction study of the polypropylene-LD sludge composite sample is shown in Figure 6. The different mineral phases identified are polypropylene, silica, magnetite, wüstite, and calcite. The peaks at 2θ position of 16.36°, 19.64°, and 24.64° correspond to the (111), (008), and (202) diffraction planes of the isotactic polypropylene phase, respectively.21,22 Peaks at position 21.59°, 41.41°, 67.42°, and 74.25° reflect the presence of magnetite (orthorhombic) and are assigned to the planes (011), (103), (321), and (224) respectively. The peaks at 49.24° and 72.25° ascribe to the planes of (200) and (220), respectively, indicating the presence of wüstite (FeO) with cubic structure. A peak at position 34.3° corresponds to the (104) plane
22
of calcite or CaCO3 (rhombohedral). Another peak at 25.53° which is assigned to (020) plane indicates presence of silica (quartz). XRD pattern for polypropylene-LD sludge composite.
Dry sliding wear analysis
Taguchi’s test results
Specific wear rates obtained for different test conditions with S/N ratios.

Response table for minimum sliding wear for composite with linz–donawitz sludge.

Response surface methodology test results.
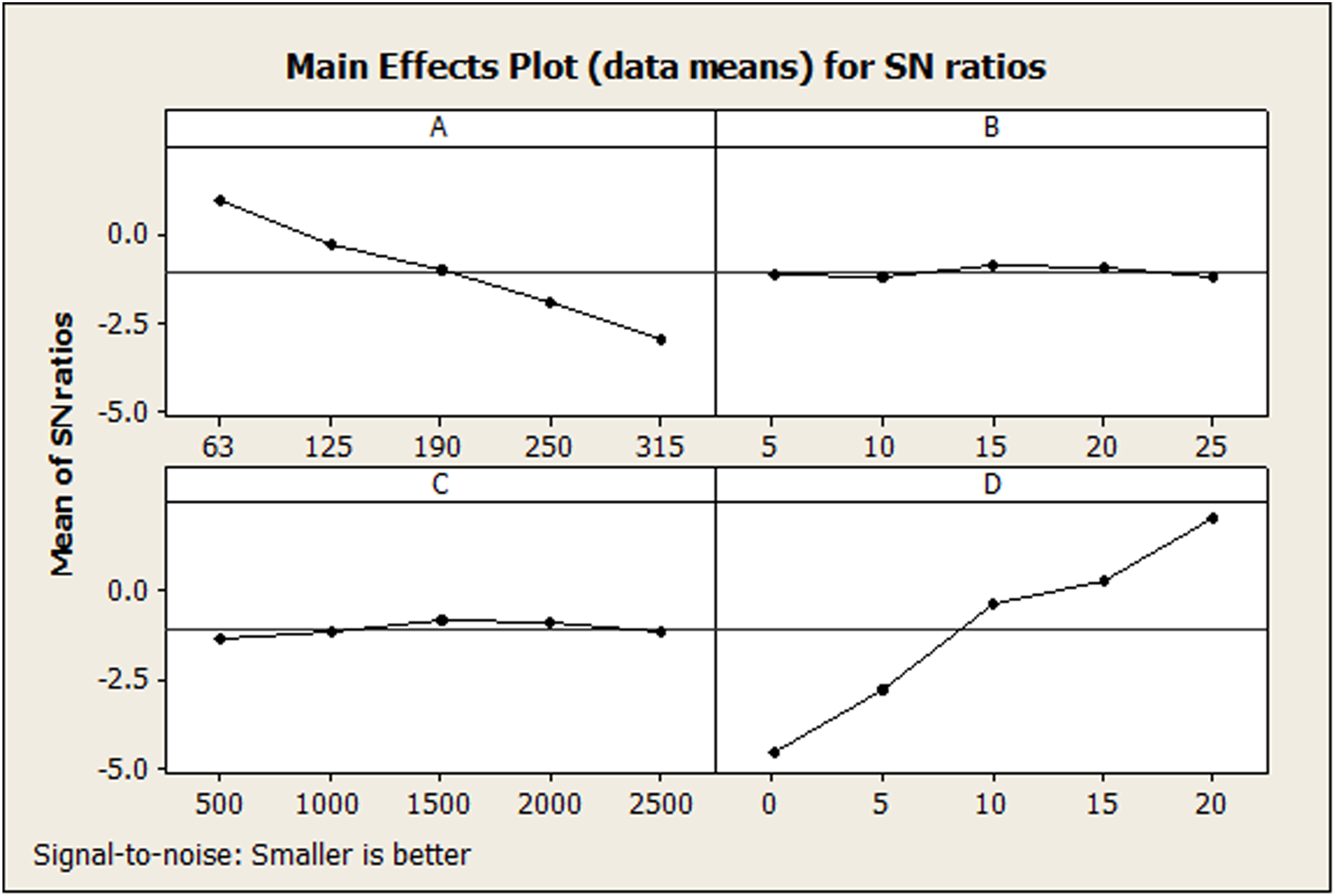
Effect of control factors on sliding wear rate of PP-LDS composites.
Response surface methodology test results
Design matrix with response (specific wear rate (W s ).

Mathematical modeling.
Mathematical modelling
Regression analysis of specific wear rate (Ws).
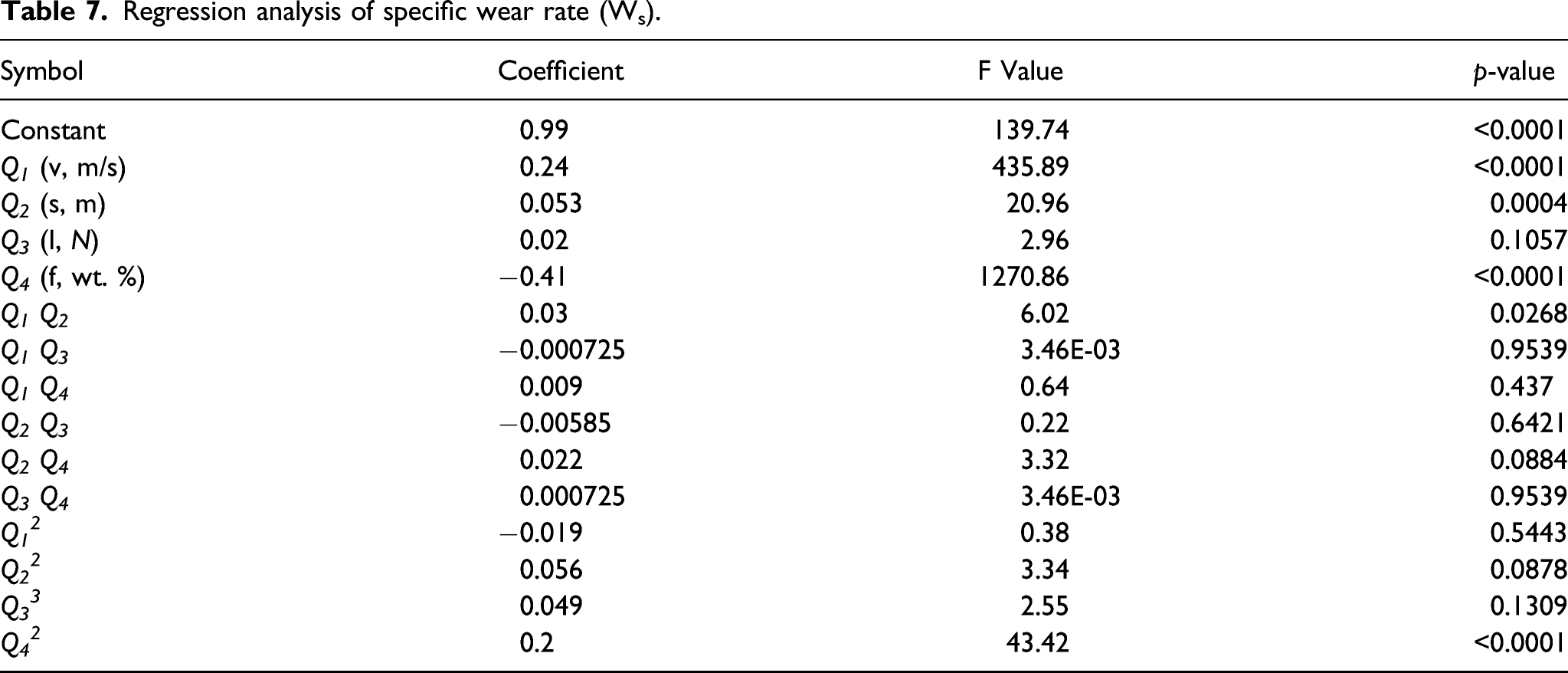
The p-value of regression analysis of specific wear rate in Table 7 indicates that sliding velocity (Q 1 ), sliding distance (Q 2 ), filler content (Q 4 ), interaction of sliding velocity and sliding distance (Q 1 Q 2 ), and square of filler content (Q 4 2 ) have significant effect. These significant effects, in descending order, are factor Q 4 (filler content), factor Q 1 (sliding velocity), second-order term of factor Q 4 (filler content), factor Q 2 (sliding distance) and finally, interaction effect of Q 1 (sliding velocity) with factor Q 2 (sliding distance).
Equation 1 represents the regression model equation for specific wear rate (Ws) in coded terms.
ANOVA for specific wear rate (W s ).

The response plot for interactions of sliding velocity (Q
1
) and filler content (Q
4
) is shown in Figure 8. From this figure, it can be seen, the specific wear rate (W
s
) tends to decrease, considerably with increase in filler content for any value of sliding velocity whereas increase in sliding velocity causes marginal increase in specific wear rate. Hence, maximum W
s
is achieved at high sliding velocity (3.15 m/s) and lower value of filler content (0 wt. %). Effect of filler content and sliding velocity on specific wear rate.
The effect of filler content (Q
4
) and sliding distance (Q
2
) on specific wear rate is shown in Figure 9. It can be observed that increase in filler content causes large variation in W
s
whereas change in sliding distance causes marginal change in specific wear rate. This may be due to increase in harder phases within the composite body with addition of filler. Effect of filler content and sliding distance on specific wear rate.
Figure 10 indicates that increase in sliding distance (Q
2
) marginally increases W
s
upto 1500 m but further increase of sliding distance increases Ws in a rapid manner. This is due to the increase in composite temperature with increase in sliding distance which softens the polymer matrix. However, minimum value of specific wear rate is obtained at sliding distance of 500 m and 0.63 m/s sliding velocity. Effect of sliding velocity and sliding distance on specific wear rate.
Conclusions
LD sludge, a solid waste generated during steelmaking can be gainfully used as a potential cost-effective filler material in a thermoplastic matrix like PP. Modified physical, mechanical, and wear properties are achieved by incorporating these LD sludge particles in (PP) resin. It is found that while the addition of LD sludge in PP resin has not resulted in any improvement in the ability to withstand bending (flexural strength) or in the load-bearing capacity (tensile strength) of the composites. Whereas, micro-hardness values increase with an increase in LD sludge content. The void fraction in the PP-based composites marginally increases with an increase in filler content. The fewer pores and voids in the polypropylene-based composites are attributed to the fabrication route, that is, compression molding technique.
This study reveals that LD sludge possesses good filler characteristics as it improves the sliding wear resistance of the polymeric resins. The sliding wear behavior of these composites can be analyzed using Taguchi experimental design. Significant control factors affecting the wear rate have been identified through the successful implementation of this technique. LDS content and sliding velocity in the declining sequence is found to be significant for minimizing the specific wear rate of these LDS-PP composites.
Mathematical relations are established between the independent process variables and response factor (specific wear rate) using the response surface method. The models are found to be fit at 95% confidence level within the levels considered. The analysis of variance revealed that filler content is the most influential parameter on specific wear rate followed by sliding velocity. Thus, the results obtained from Taguchi’s analysis and those from response surface methodology are in good agreement with each other.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.