
Abstract
Blast furnace slag (BFS) is a major solid waste in iron industries that results from the fusion of fluxing stone with coke and the siliceous and aluminous residues remaining after the reduction and separation of iron from the ore. Using this BFS in different proportions (0, 10, 20, and 30 wt%) in thermoplastic polypropylene matrix base, hybrid composites are prepared with and without 20 wt% short glass fiber reinforcement, by injection-molding route. The composites are characterized in regard to their physical and mechanical properties and their dry sliding wear characteristics are studied experimentally. For this, a standard pin on-disk test set-up and Taguchi’s orthogonal arrays are used. Taguchi’s experimental design method eliminates the need for repeated experiments and thus saves time, materials, and cost. It identifies the significant control factors predominantly influencing the wear rate. From the experimental findings, optimal combinations of control factors are obtained for minimum wear rate and on that basis, predictive correlations are proposed. The morphology of worn surfaces is then examined by scanning electron microscopy and possible wear mechanisms are discussed. Furthermore, a model based on artificial neural networks (ANN) for the prediction of sliding wear properties of these thermoplastic polymer composites is implemented. The ANN prediction profiles for the characteristic wear properties exhibit very good agreement with the measured results demonstrating that a well-trained network has been created. The simulated results explaining the effect of significant process variables on the wear rate indicate that the trained neural network possesses enough generalization capability of predicting wear rate even beyond the experimental range.
Introduction
Short glass fiber–polymer composites are futuristic new class of materials, which are now used increasingly in applications where friction and wear are important parameters. Examples range from gears, seals, and rollers to bearings, brakes, and artificial joints. These polymer matrix composites (PMCs) are often preferred over other materials because of their easy processability, high strength-to-density ratio, and chemical resistance. Furthermore, PMCs generally have a low coefficient of friction (μ) even under dry-sliding conditions. 1 This property can be utilized in applications, where the addition of lubricants such as oil or grease cannot be tolerated. 2 –9 Despite the increasing use of PMCs, the knowledge of their tribological behavior is limited and lacks predictability. Consequently, estimation of tribological properties based on known composite structures and system parameters is often a difficult task. Thus, there is a need for a better understanding of how and why different types of reinforcement and compositions influence the tribological properties under different conditions.
It has been observed that by incorporating hard filler particles into polymer-based composites, synergistic effects may be achieved in the form of higher modulus and reduced material cost. 10 –12 The inclusion of such particulate fillers into polymers for commercial applications is primarily aimed at the cost reduction and stiffness improvement. The study of the effects of filler addition is necessary to ensure that the mechanical properties of the composites are not affected adversely by such addition. For example, the hardness and compressive strength of a unidirectional E-glass fiber-reinforced epoxy composite are increased by adding the mica particles and so the tribological properties are found to be improved. 13,14 Investigation of the friction and wear behavior of polyamide-66 reinforced by randomly oriented glass fibers showed that the increase in the glass fiber content tends to raise the bulk composite hardness accompanied with limited increase in the friction coefficient. 15,16
Wear and friction originate from multiple sets of complex interactions on the microscopic scale between surfaces that are in mechanical contact and slide against each other. 17 These interactions depend on the materials, geometrical, and topological characteristics of the surfaces and overall conditions under which the surfaces are made to slide against each other, for example, loading, temperature, atmosphere, type of contact, and so on. 18 In the simulation of wear and friction tests, using artificial neural networks (ANN), known or estimated properties of the material are input to the model and the expected responses of the virtual tool to such variables as load cycles, deflections, temperature excursions, and so on are calculated. The principal benefit of this kind of modeling compared with other approaches is in its capability of accurate predictions when significant nonlinearity and hysteresis are present simultaneously. The latter is not easy to attain with conventional curve fits. Furthermore, the neural networks will readily handle irregular or random inputs. 19 Based on the aforesaid, artificial neural network approach seems to have good potential to save time and cut expenses in solving various friction and wear problems. A preliminary investigation of neural network techniques to predict tribological properties was carried out by Jones et al. 20 on metals. Some other works in the field of ANNs for wear prediction include: Umeda et al., 21 who characterized wear particles and their relation to the sliding conditions, Myshkin et al., 22 who classified wear debris by applying an ANN approach, Lin and Lin, 23 who used it for tool wear monitoring in face milling, Subrahmanyam and Sujatha, 24 who preformed ANN studies for the diagnosis of localized defects in ball bearings, and Das et al., 25 who evaluated wear of turning carbide inserts. With reference to polymer composites, Velten et al. 26 were the pioneers in exploring the application of ANN to these materials and used an ANN model to predict the wear volume of short fiber/particle-reinforced thermoplastics. Bajpai et al. 27,28 has clearly depicted the mechanical characteristics and wear behavior of natural fiber-reinforced polypropylene-based composites.
Though a good number of works have been carried out on particulate-filled polymers, the potential of blast furnace slag (BFS), a solid waste generated from pig iron production route, as a filler material in polypropylene (PP) matrix, has not been reported so far. In view of this, the present work explores the possibility of fabricating a new class of thermoplastic composites using PP as the matrix base and BFS as the particulate filler. To enhance the strength properties, SGFs of predetermined proportion are also reinforced in the thermoplastic resin during composite preparation. This work further investigates and analyses the dry sliding wear response of these PP-based composites filled with microsized BFS using a design-of-experiments approach. It implements the ANN too for the prediction and simulation purpose.
Experimental details
Composite fabrication
Injection molding machine (Texair 40T, Texair Plastics And Hydraulics, Coimbatore, India) is used for molding PP samples. Unfilled and 20 wt% short glass fiber (SGF)-reinforced PP materials are used as samples. The procedure for manufacturing both unfilled and SGF-filled PP samples is the same, except injection temperature. Both unreinforced and reinforced PP with 0, 10, 20, and 30 wt% proportions of BFS particulate filler is preheated to 80°C temperature for 3 h. Since PP material is hydrophobic (maximum absorption capacity is 0.01%), moisture will be on the surface only. During preheating process, moisture on the surface is evaporated. Polymer raw materials feed into the barrel through the hopper and this process is called as screw refilling. After screw refilling process, plunger moves linear backwards to maintain set back pressure in the barrel. Now, entire injection system is moved toward mold cavity by means of guide ways, injection nozzle is fed into the inlet of the mold. Screw plunger in the barrel moves forward and pushes the material through three heaters, which is maintained at a temperature of 225, 230, and 235°C in the mold cavity. Mold cavity is completely filled with PP (semisolid state), 40 ton of clamping force is applied, and held for some time till it completely solidifies. Mold is provided with a water cooling system. The mold is opened and the samples are ejected from the mold by ejection pin. Eight sets of composite samples of rectangular sizes (25 mm × 150 mm × 3 mm) are fabricated in this route. Short glass fibers (density 2590 kg m−3) are procured from M/s Saint Gobain (M/S Saint-Gobain India Limited, Chennai). BFS, a solid waste from hot metal production route, is collected from Rourkela Steel Plant (An integrated steel plant of SAIL, Steel Authority of India Limited, New Delhi, India) located in the eastern part of India. It mainly contains inorganic constituents such as silicon dioxide (30–37%), calcium oxide (28–37%), magnesium oxide (1–11%), aluminum oxide (10–12%), and iron oxide (1%). The slag lumps are dried, crushed by hammer, and sieved to obtain particles in the size range of about 100–110 µm. The color of the BFS particle is light gray and its specific density is 2.56, while the bulk density is 1580 kg m−3. A scanning electron micrograph (SEM) image of the as received BFS particles is illustrated in Figure 1.
Scanning electron micrographic image of the as-received BFS particles. BFS: blast furnace slag.
Mechanical characterization
Specimens of suitable dimension are cut using a diamond cutter for physical and mechanical characterization. Microhardness measurement is carried out using a Leitz microhardness tester (Leica Microsystems, Semiconductor GmbH, Germany). The tensile test is performed in the universal testing machine (Instron Industrial Products, USA) Instron 1195. A 3-point bend test is performed on these samples to evaluate the flexural strength as per ASTM standard (D2344-84). Low velocity instrumented impact tests were carried out on composite specimens. The tests were carried out as per ASTM D256 using an impact tester. The surfaces of the worn composite samples are examined directly using a scanning electron microscope (JEOL, JSM-6480LV, Tokyo, Japan). The composite samples are mounted on stubs with silver paste. To enhance the conductivity of the samples, a thin film of platinum was vacuum evaporated onto them before the photomicrographs were taken.
Sliding wear test
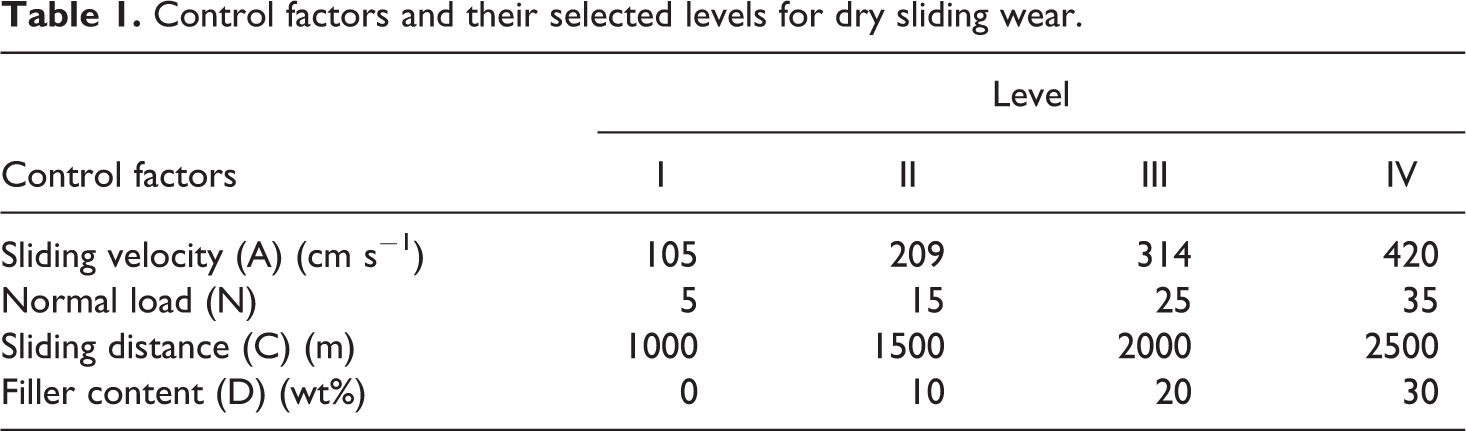
Two sets of composite samples (with and without 20 wt% of SGF reinforcement) from PP resin are prepared with different weight proportions (0, 10, 20, and 30 wt%) of BFS. This preparation is made by injection-molding route. All the cured samples are subjected to a series of dry sliding wear tests using a pin-on-disk type friction and wear monitoring test rig as per ASTM G 99. The counter body is a disk made of hardened ground steel (EN-32, hardness 72 HRC, surface roughness 0.6 μm Ra). The specimen is held stationary and the disk is rotated, while a normal force is applied through a lever mechanism. A series of tests are conducted with four sliding velocities of 105, 209, 314, and 420 cm s−1 under four different normal loads of 5, 15, 25, and 35 N (Table 1). The material loss from the composite surface is measured using a precision electronic balance with an accuracy of ±0.1 mg and the specific wear rate (mm3 Nm−1) is then expressed on “volume loss” basis as

Control factors and their selected levels for dry sliding wear.
where Δm is the mass loss of the composite in the test duration (g), ρ is the density of the composite (g mm−3), t is the test duration (s), V s is the sliding velocity (cm s−1), and F n is the average normal load (Newton). The specific wear rate is defined as the volume loss of the specimen per unit sliding distance per unit applied normal load.
Taguchi experimental design
Design of experiment is a powerful analysis tool for modeling and analyzing the influence of control factors on performance output. The most important stage in the design of experiment lies in the selection of the control factors. Therefore, a number of factors are included so that nonsignificant variables can be identified at the earliest opportunity. The wear tests on the composites are carried out under different operating conditions considering four parameters, namely sliding velocity, normal load, filler content, and sliding distance each at four levels as listed in Table 1 in accordance with Taguchi’s L16 (44) orthogonal array. The impacts of these four parameters are studied using this L16 array, and the tests are conducted as per this experimental design described in Table 2 at room temperature. In a conventional full factorial experiment design, it would require 44 = 256 runs to study four parameters each at four levels, whereas Taguchi’s factorial experiment approach reduces it to only 16 runs offering a great advantage in terms of experimental time and cost. The experimental observations are further transformed into signal-to-noise (S/N) ratios. The S/N ratio for minimum wear rate can be expressed as “smaller is better” characteristic, which is calculated as logarithmic transformation of loss function as shown below.
Mechanical properties of the composites.
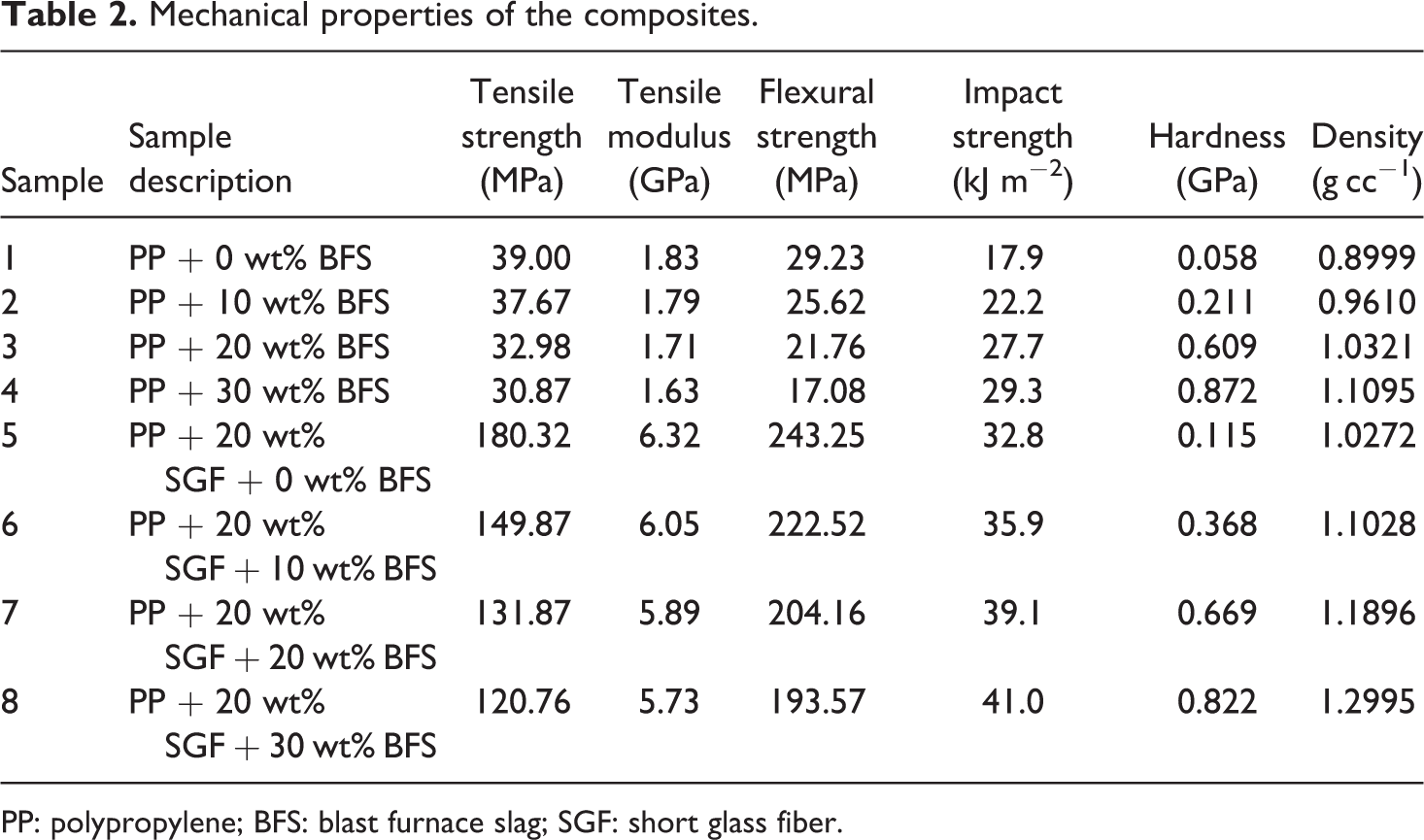
PP: polypropylene; BFS: blast furnace slag; SGF: short glass fiber.
where “n” is the number of observations and y is the observed data.
Results and discussion
Mechanical characterization
With inclusion of BFS particles in the PP matrix, the density of the composite is found to be increasing. The improvement in density is obvious as the true density of BFS is nearly three times that of neat PP. The composite microhardness is also found to be enhanced by about 15 times with BFS filling (with the hardness increasing from 0.058 to 0.872 GPa with the BFS content in the matrix varying from 0 to 30 wt%). The values for all other mechanical properties of these composites with and without SGF reinforcement are reported in Table 2.
Dry sliding wear test results
The specific wear rates obtained for all the 16 test runs for each set of composites along with the corresponding S/N ratios are presented in Table 3. From this table, the overall mean for the S/N ratios are found to be −0.6290 and −5.6908 dB for PP composites without and with SGF, respectively. This is performed using the software MINITAB 14 (Minitab Inc., USA), specifically designed for experiment applications. The S/N ratio response analysis shows that among all the factors, sliding velocity is the most significant factor followed by filler content and normal load, while the sliding distance has the least or almost no significance on wear rate of the particulate-filled composites under this investigation.
Specific wear rates obtained for different test conditions with S/N ratios.
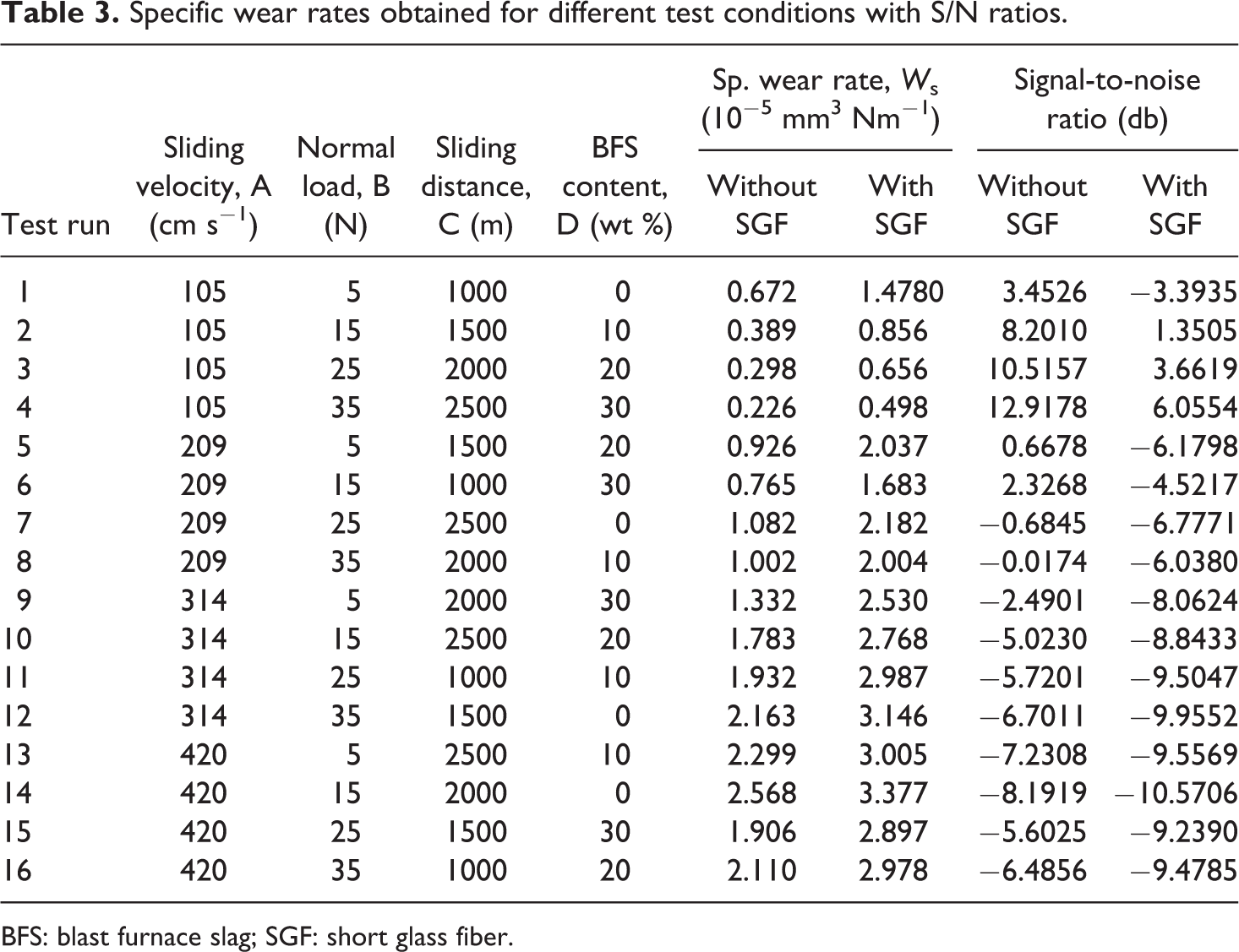
BFS: blast furnace slag; SGF: short glass fiber.
The analysis of the results leads to the conclusion that factor combination of A1, B3, C4, and D4 gives the minimum specific wear rate in both the cases (Figures 2 and 3). The response tables for S/N ratios for composites without and with SGF reinforcement are shown in Tables 4 and 5, respectively.
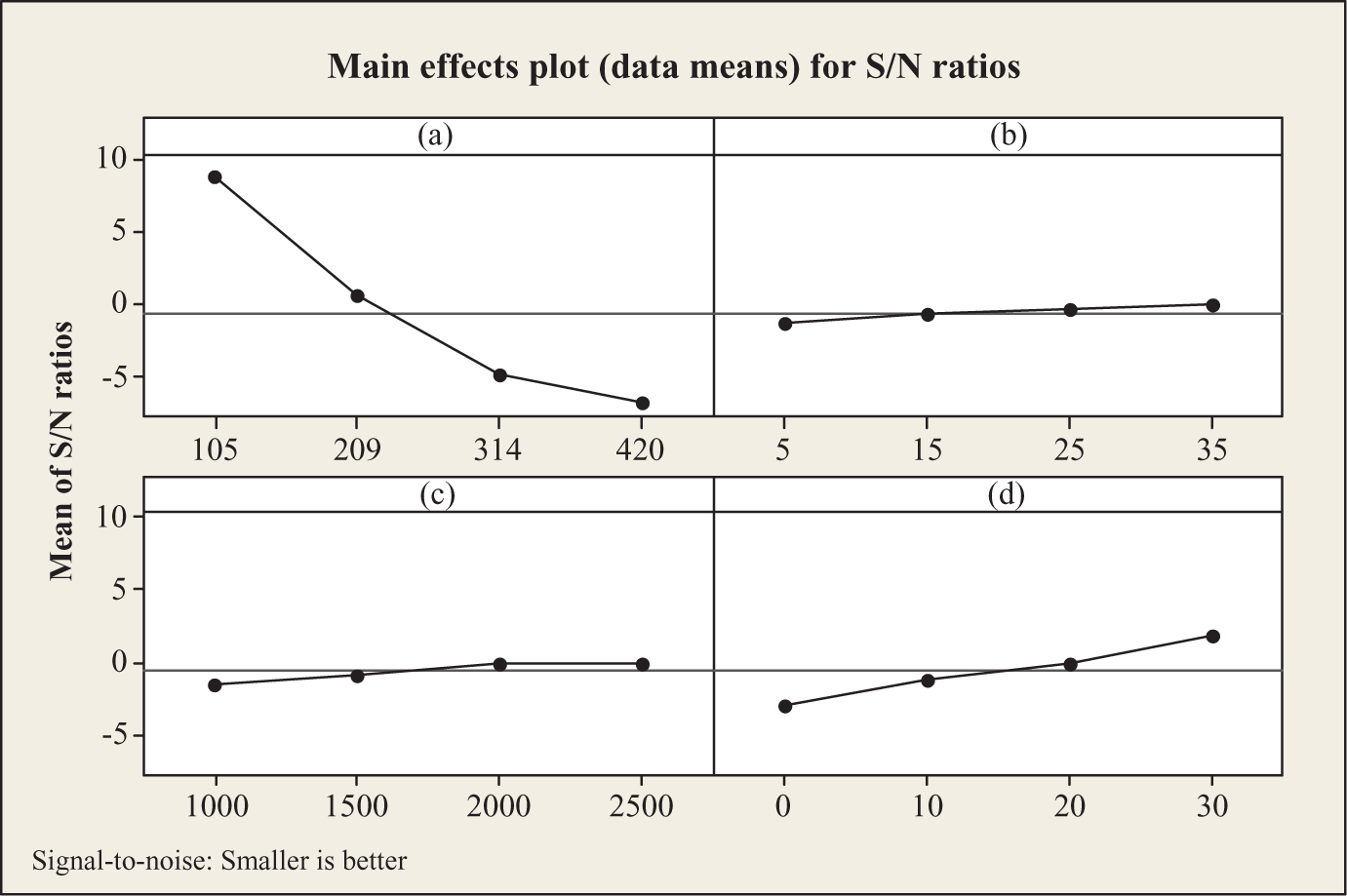
Main effects plot for composites without SGF. SGF: short glass fiber.
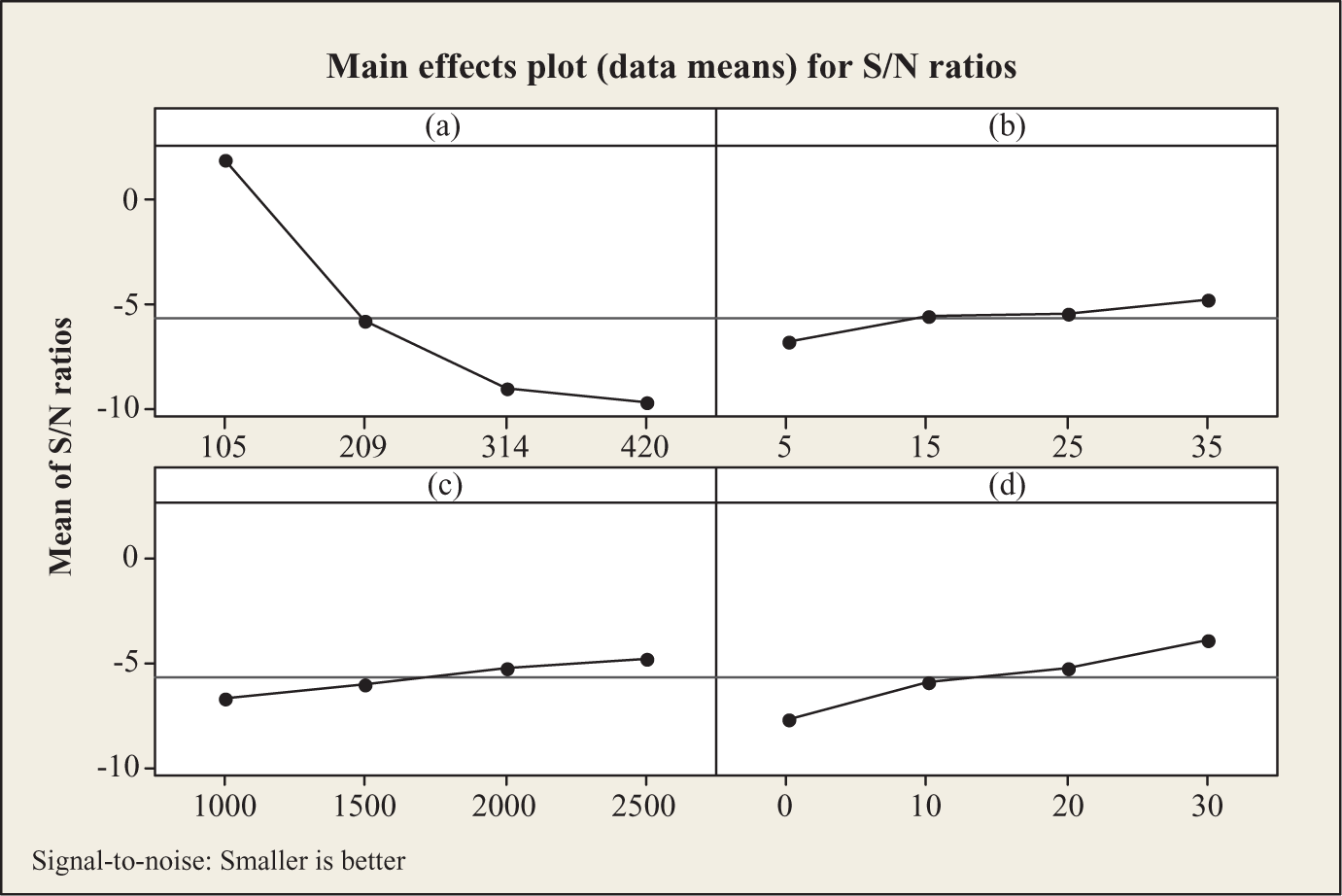
Main effects plot for composites with SGF. SGF: short glass fiber.
Response table for minimum sliding wear for composites without SGF.
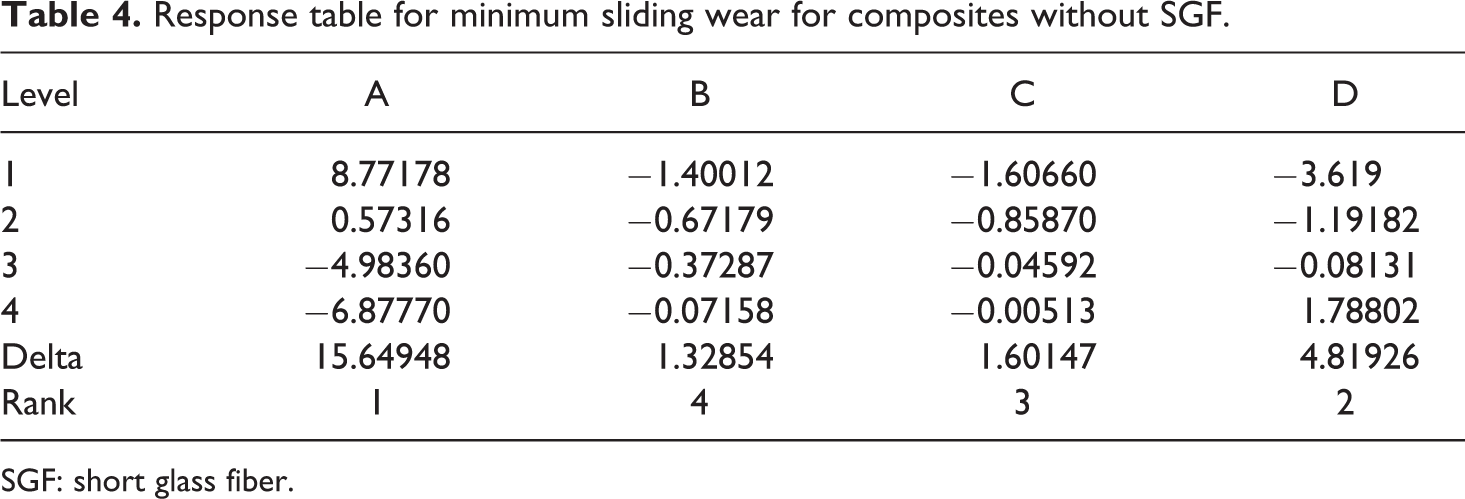
SGF: short glass fiber.
Response table for minimum sliding wear for composites with SGF.
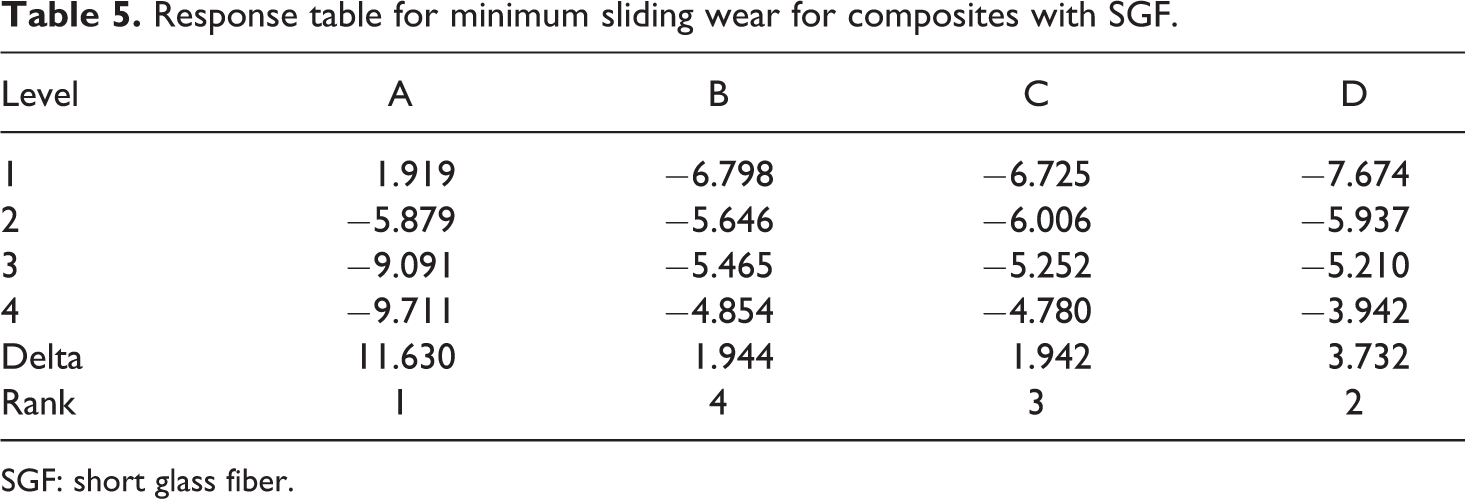
SGF: short glass fiber.
Neural computation for prediction
Sliding wear is considered as a nonlinear problem with respect to its variables: either materials or operating conditions. To obtain minimum specific wear rate, appropriate combinations of operating parameters have to be planned. In this work, a statistical method, responding to the constraints, is implemented to correlate the operating parameters. Neural computation based on ANN involves database training to predict input–output evolutions. Basically, this technology is suitable for some complex, nonlinear, and multidimensional problems because it is able to imitate the learning capability of human beings. This means the network can learn directly from the examples without any prior formulae about the nature of the problem and generalize by itself some knowledge, which could be applied for new cases. A neural network is a system composed of many cross-linked simple processing units called neurons. The network generally consists of three parts connected in series: input layer, hidden layer, and output layer. The coarse information is accepted by the input layer and processed in the hidden layer. Finally, the results are exported via the output layer. In the present analysis, the sliding velocity, filler content, normal load, and sliding distance are taken as the four input parameters. A software package NEURALNET (Visual Solutions, Inc., USA) for neural computation using the back propagation algorithm is used as the prediction tool for specific wear rate of the composite samples under various test conditions.
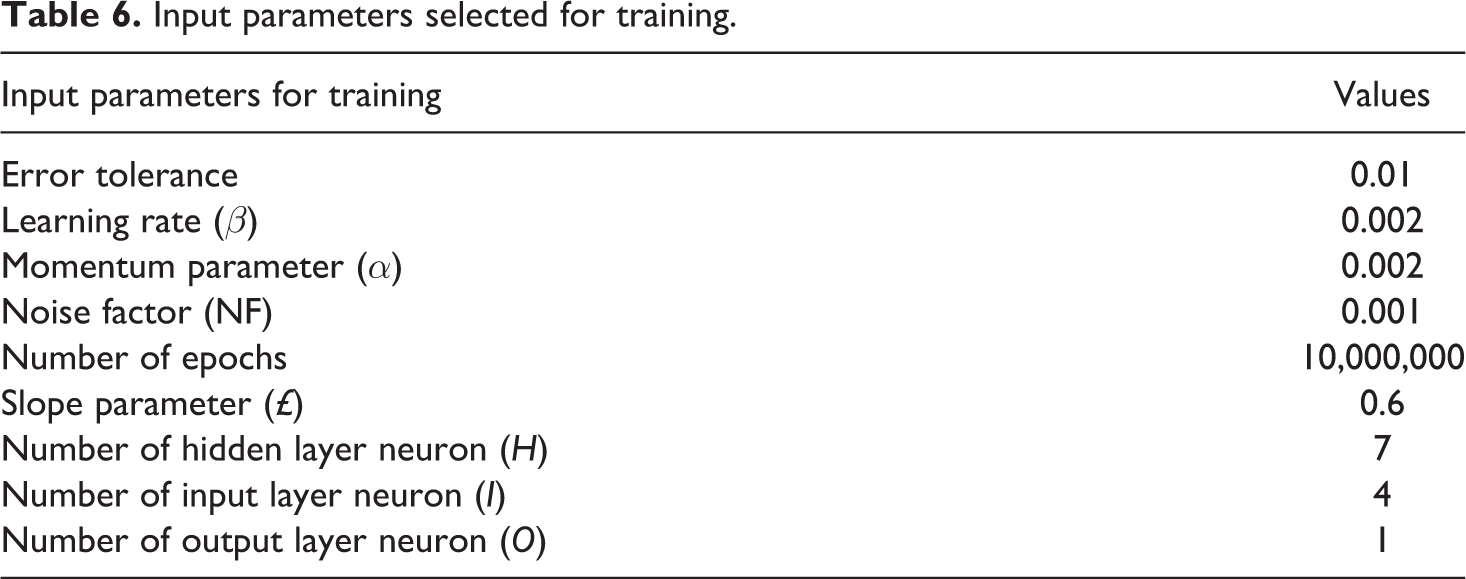
The input parameters for training protocol during the ANN implementation are listed in Table 6. The predicted values are compared with the experimental result and the comparison is shown in Tables 7 and 8. As shown in the tables, the percentage errors of the ANN-predicted results with regard to the experimental values are very low (in the range 0–6%) in the case of both BFS-PP with and without SGF and hence the ANN results are in good agreement with the experimental results. Furthermore, the predicted evolutions of specific wear rates as a function of sliding velocity and BFS content are shown in Figures 4 –7.
Input parameters selected for training.
Comparison of experimental results with ANN-predicted values (composites without SGF).
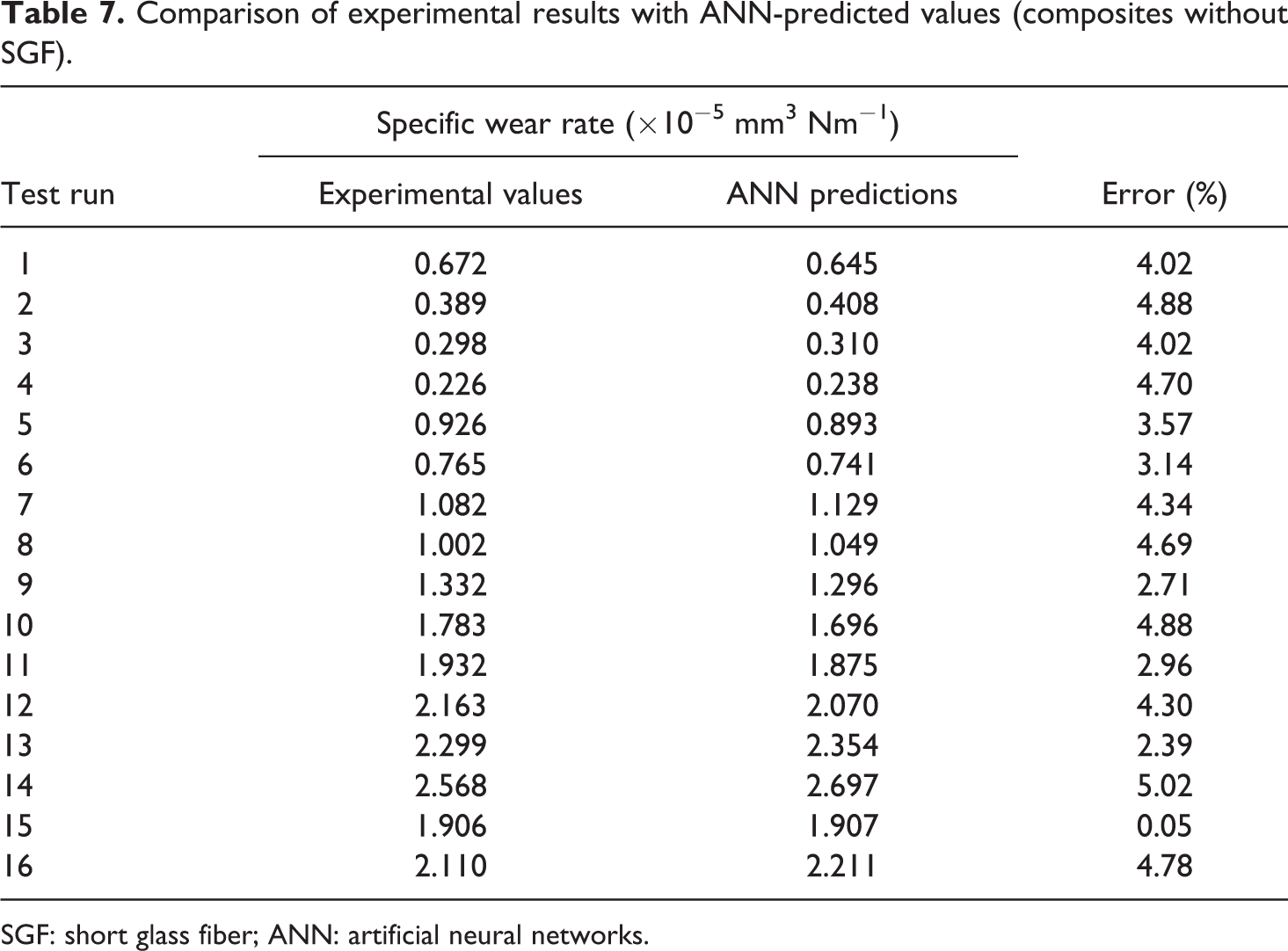
SGF: short glass fiber; ANN: artificial neural networks.
Comparison of experimental results with ANN predicted values (composites with SGF).
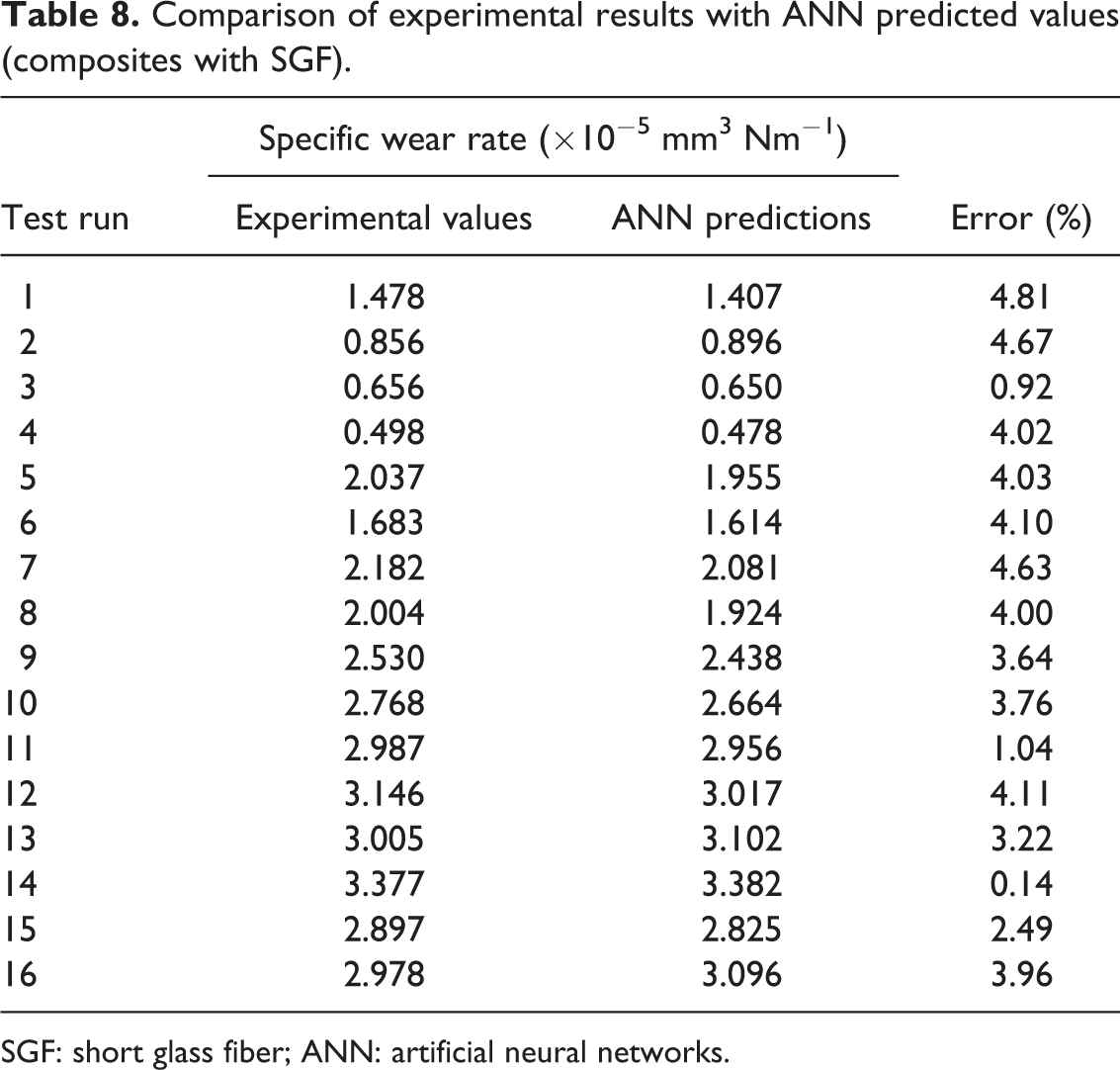
SGF: short glass fiber; ANN: artificial neural networks.
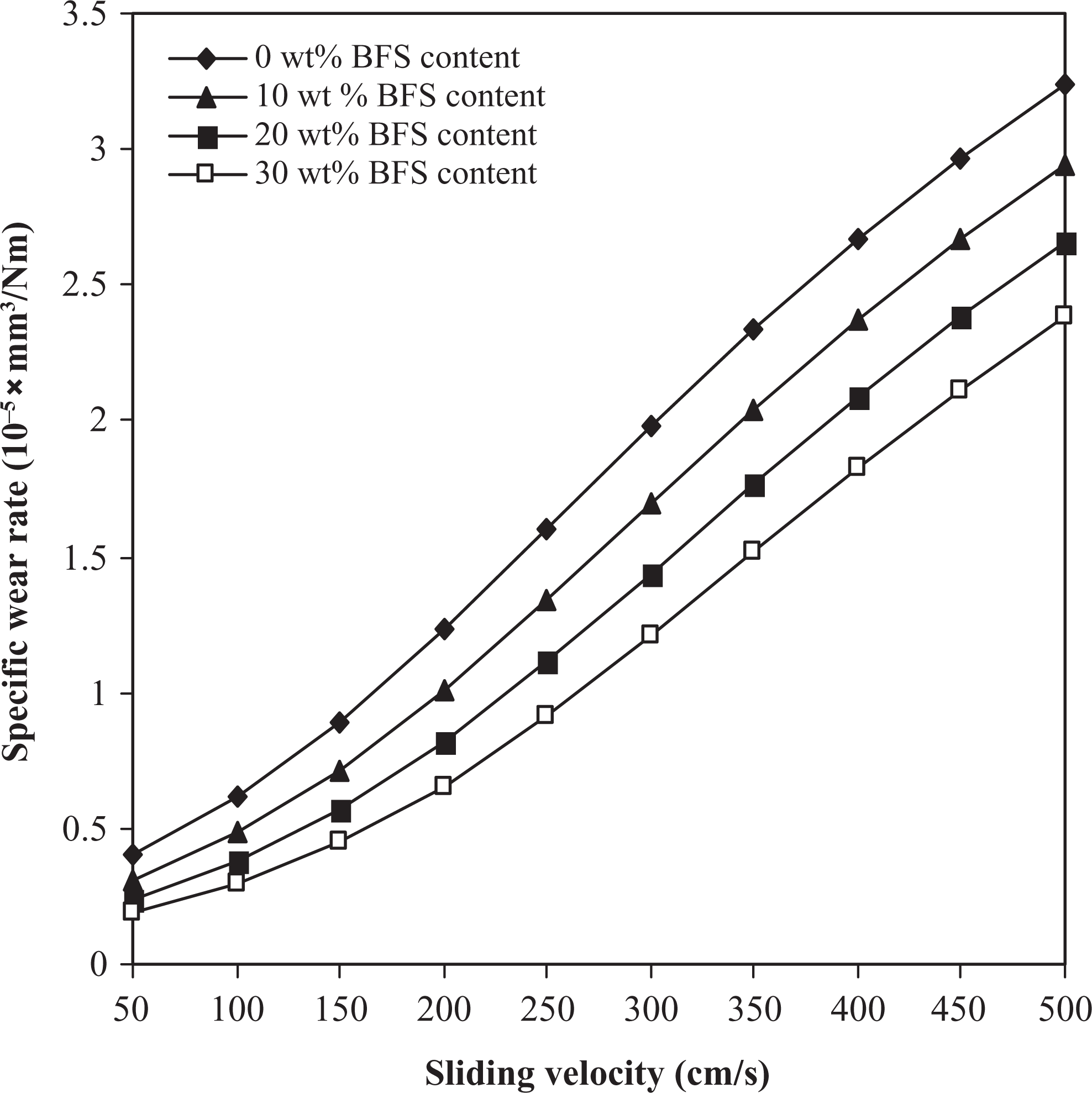
ANN prediction of variation in specific wear rate with sliding velocity for polypropylene-BFS composites without SGF. BFS: blast furnace slag; SGF: short glass fiber; ANN: artificial neural networks.
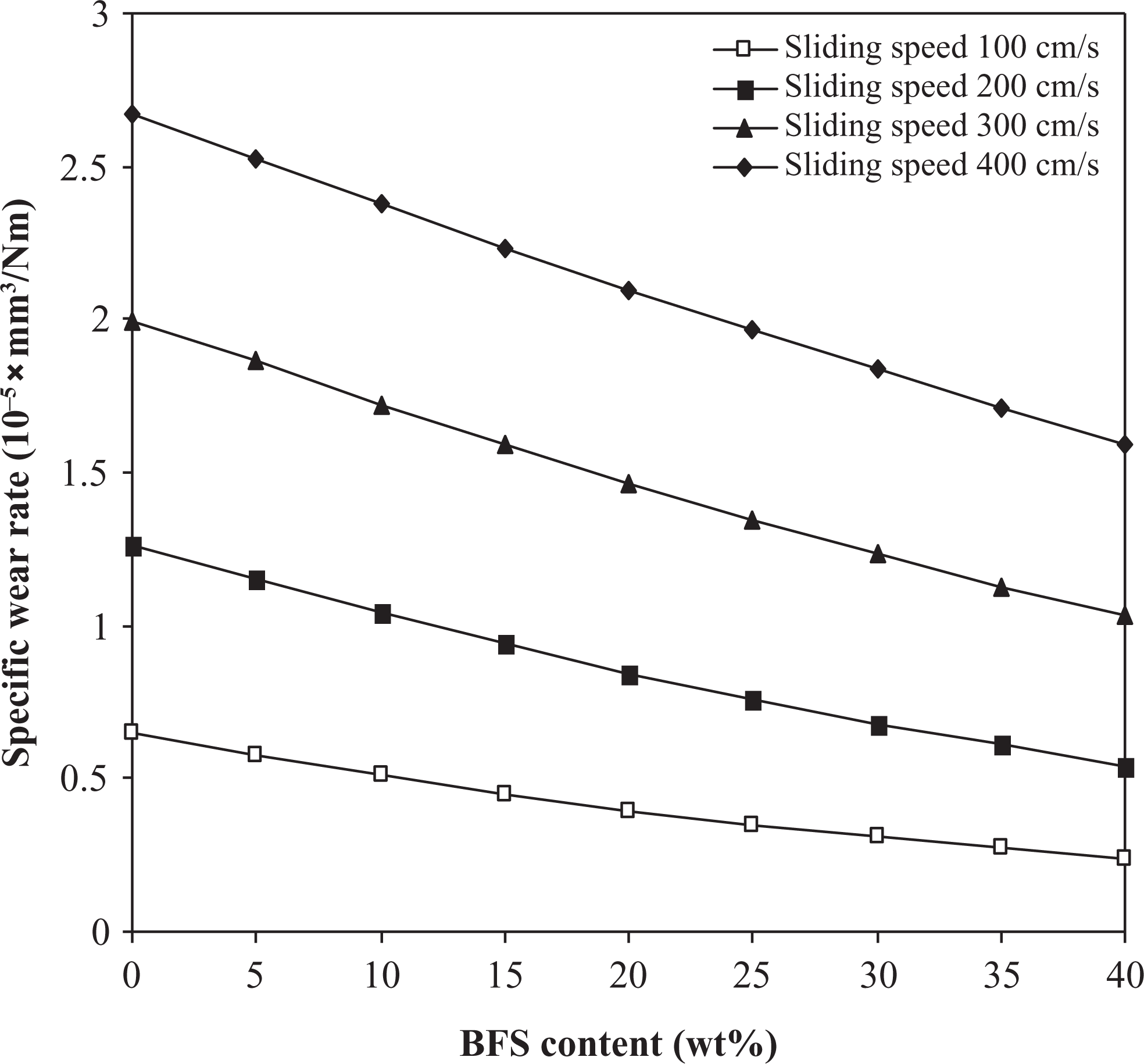
ANN prediction of variation in specific wear rate with BFS content for polypropylene-BFS composites without SGF. BFS: blast furnace slag; SGF: short glass fiber; ANN: artificial neural networks.
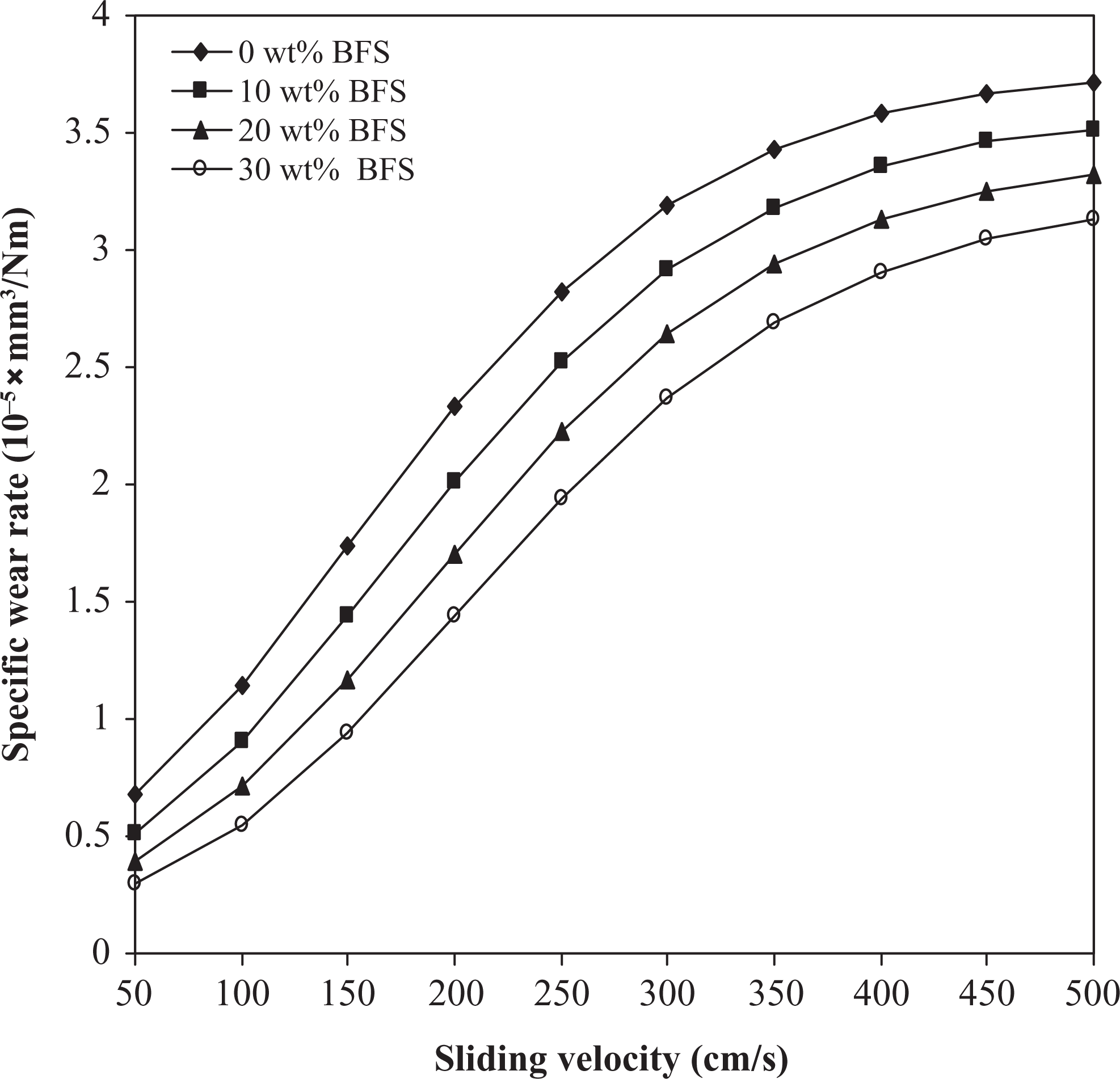
ANN prediction of variation in specific wear rate with sliding velocity for polypropylene-BFS composites with SGF. BFS: blast furnace slag; SGF: short glass fiber; ANN: artificial neural networks.
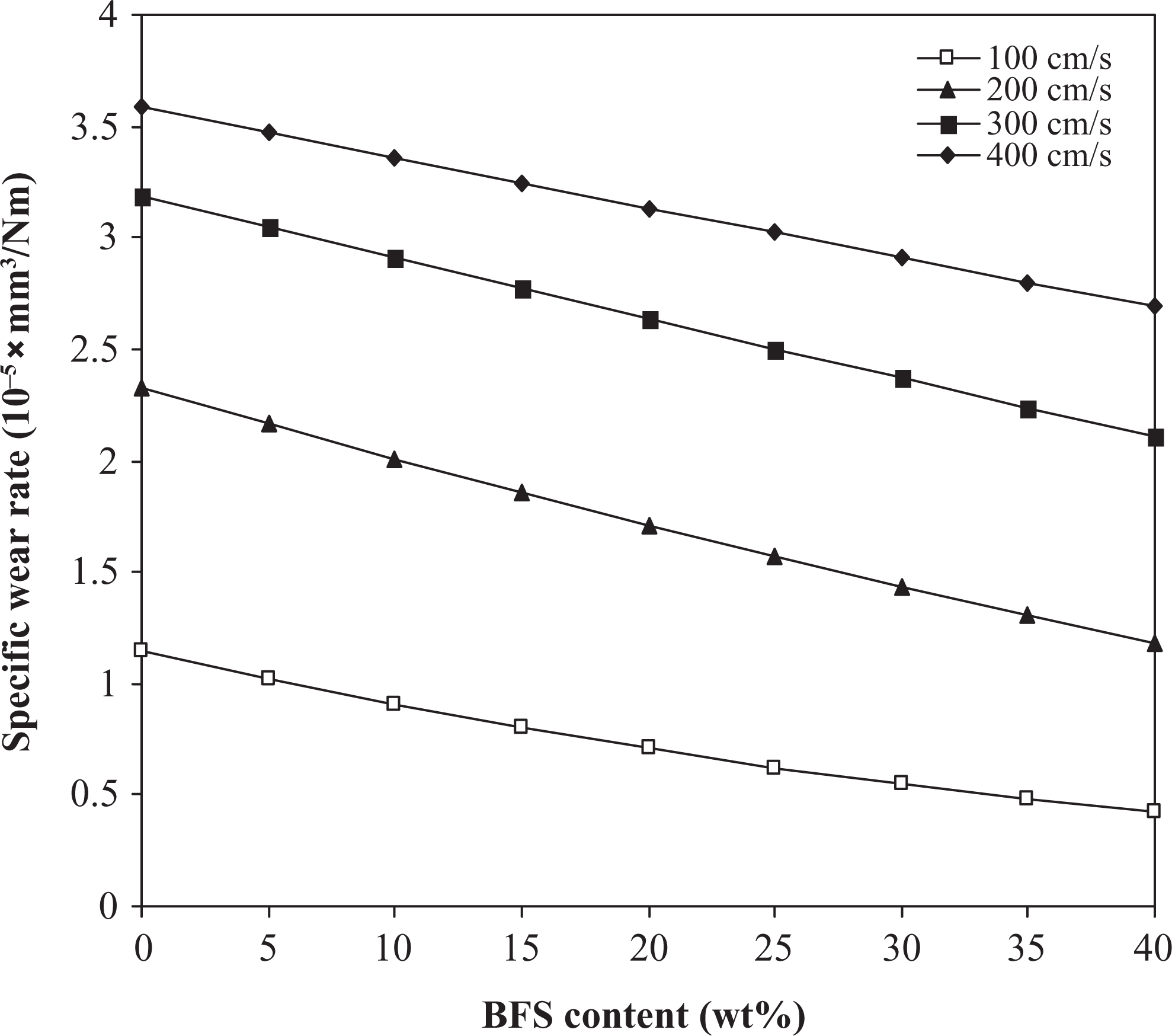
ANN prediction of variation in specific wear rate with BFS content for polypropylene-BFS composites with SGF. BFS: blast furnace slag; SGF: short glass fiber; ANN: artificial neural networks.
Morphology of worn samples
The SEM of the worn surface of PP composites without SGF are illustrated in Figure 8. These micrographs are taken after 20 min of test duration with sliding velocities of 105, 314, and 420 cm s−1, respectively, under a normal load of 15 N. The presence of BFS particles embedded in the matrix body is clearly seen in Figure 8(a) after the removal of upper layer of the resin as a result of sliding. Microscopy observations, Figure 8(b) and (c), show that the worn surfaces do not appear to be smoothly polished as would be expected but some microfracture, crack, and detachment features in both the matrix and particulates are observed. It seems that under this condition, the surface has been sensitive to internal and external cracks that are the direct result of stressing the worn surfaces. There is a plastic flow of the matrix material in the sliding direction, which is indicated by the arrow (Figure 8(b)). It is understandable that with increased sliding velocity and applied load, the polymeric resin softens due to frictional heat generation. As a result, the BFS particles having sharp edges easily tear the matrix and gradually get aligned along the sliding direction. These particles by virtue of their size, shape, and moderate hardness modify the wear behavior of the composites.
In the case of SGF-reinforced PP composites filled with 20 wt% BFS as in Figure 8(e), there is clear evidence of ductile matrix deformation, which is a result of the fiber debonding and pullout processes. The plastic flows of the matrix material along with the wear tracks in the sliding direction are clearly visible and randomly oriented discontinuous fibers are found in the observations (Figure 8(d)). On the other hand, a more irregular fracture surface is observed in the corresponding hybrid sample (Figure 8(e)). The fractured surface in Figure 8(e) shows more extensive plastic deformation when compared with Figure 8(d), where extensive yielding accompanied with microdeformation leading to delamination and peeling off the softer matrix has been observed. As BFS is added in the matrix, void formation around the filler particles takes place during the loading. Figure 8(e) and (f) shows the SEM photograph with larger magnification showing fracture surface at a surface where fiber has been pulled out. It can be seen that particles and voids may come in contact with fibers and thus, induce early stage debonding. Thus, it can be well comprehended that with an increase in the BFS content, the mechanism of wear failure of composites undergoes a shift from matrix-dominated plastic flow to shear-induced low intensity ductile chipping due to SGF reinforcement.
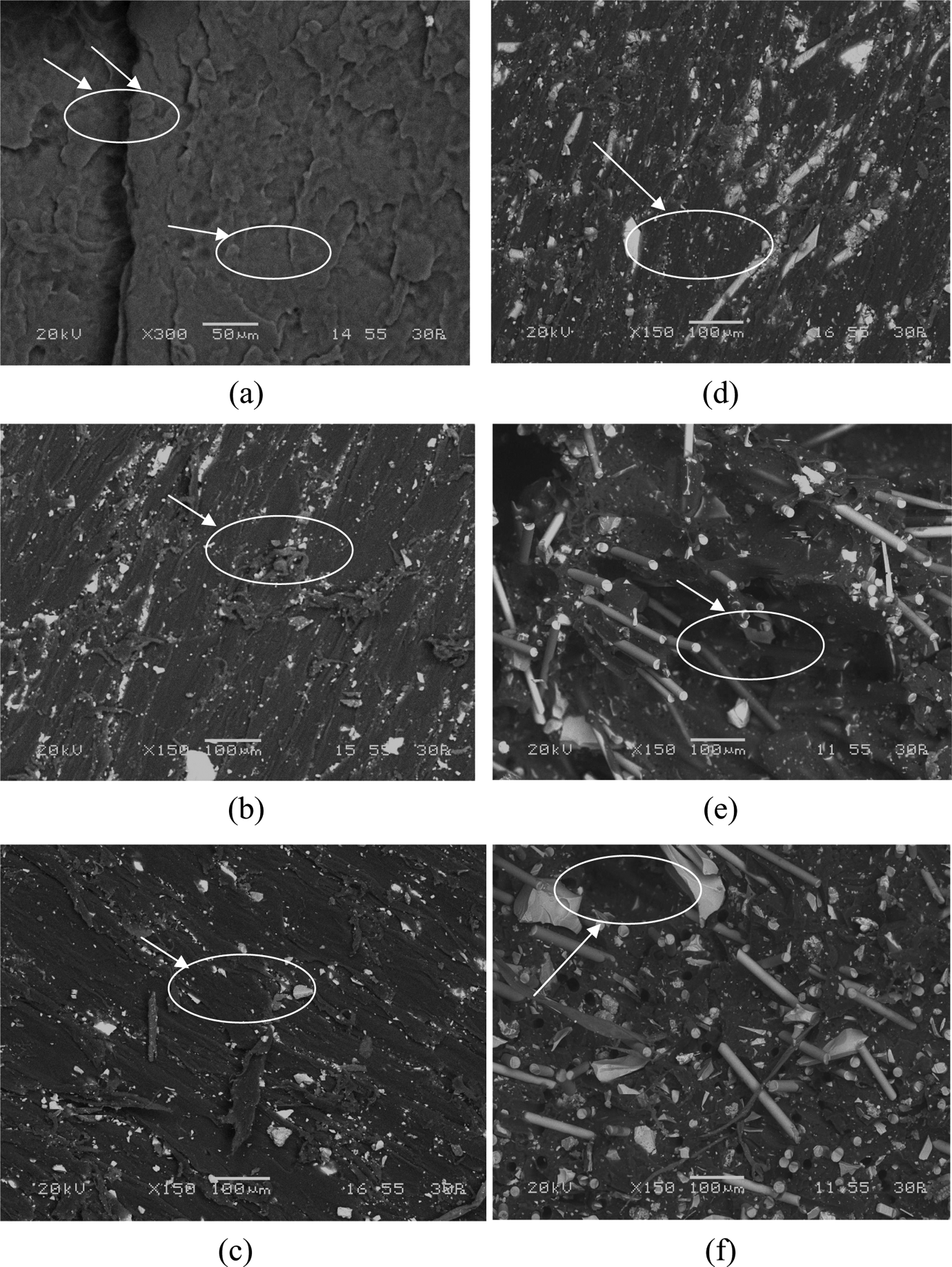
Scanning electron micrographs of the worn composite surfaces.
Conclusions
This experimental investigation into the sliding wear behavior of BFS-filled PP matrix composites leads to the following conclusions: BFS, an industrial waste, can be used as a potential filler material in PP matrix composites. Incorporation of BFS modifies the tensile, flexural, and impact strength of these thermoplastic composites. Composite microhardness is also greatly affected by the presence of hard BFS particles in the matrix body. SGF reinforcement contributes to the enhancement of strength properties. Factors like sliding velocity and filler content (wt% of BFS) are found to be significant to minimize the specific wear rate. BFS is found to possess good filler characteristics as it improves the sliding wear resistance of the composite. Scanning electron microscopy suggests that particle detachment due to the tearing of the thermoplastic matrix body by the sharp edges of the filler particles is the dominant wear mechanism occurring during the contact of composite with the counter body. In future, this study can be extended to PMCs using other filler materials.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.