
Abstract
Enormous amounts of plastic wastes are generated worldwide and the approaches related to plastic recycling or reusing have become the research focus in the field of composite materials. In this study, green composites were prepared via melt-blending method using high-density polyethylene (HDPE) sourced from plastic bags as a matrix and sugarcane bagasse (SCB) fiber as reinforcing filler. The effects of fiber loading (5, 10 and 15 wt%) and fiber modification on the mechanical and dimensional stability (weight gain by water absorption) properties of the green composites were investigated. Results showed that the inclusion of SCB fiber into recycled HDPE matrix increased the composite stiffness but decreased the mechanical strength and resistance to water absorption. With the fiber modification through alkali treatment, the mechanical strength was remarkably improved, and the modulus and water absorption of the composites were found to be reduced. From the finding, it can be concluded that the prepared green composites free of coupling agent could add value to the plastic and agricultural wastes, and serve a potential candidate to replace some conventional petroleum-based composites.
Introduction
The interest of using natural fiber as reinforcing agent in composite materials has increased considerably due to the aspects of producing biodegradable and low-cost composites and also contributing in the reduction of waste accumulation. 1 Thus, research studies related to the development of eco-friendly composites being prepared from various recycled materials are being actively approached, with the intention to substitute the sintetic filler, that is, glass fiber. 2 Sugarcane bagasse (SCB) is the byproduct of sugarcane stalk after extracting juice during milling. 3 Bagasse accounts for 30% by mass of the stalk. 4 Due to the large availability and production of sugarcane in the world, that is approximately 1.7 × 103 million tons/year SCB, a lignocellulosic fiber has been receiving researcher’s attention in the last decades. 5 SCB possesses adequate tensile strength (170–290 MPa) and Young’s modulus (15–19 GPa), which creates its potentiality to be utilized as reinforcement in natural fiber composites. 6 Recently, numerous studies have reported the use of SCB fibers as reinforcing filler for thermoplastic matrices such as polyethylene (PE), polypropylene (PP), and polystyrene; plastics-based composites with superior mechanical properties at different extent were developed. 1 The development of green composites from postconsumer polymers as matrices and natural reinforcement phases as well as the better understanding of their physical, chemical, and mechanical interactions will escalate the aggregated values and expand the application in consumer goods. 7
The global production of plastics accounts for 0.15 billion tons per year, while the accumulation of worldwide plastic wastes in the environment is approximately 25 million tons per year. 8 For that reason, postconsumer recycled plastic (PCR) is established as a promising raw material source for polymeric matrices in the manufacture of composite materials, as a result of the plentiful production of plastics and cost-competitive factor. The use of PCR could be a potential approach to solve plastic waste pollution by minimizing or even eliminating the consumption of virgin plastic. 9 High-density polyethylene (HDPE) is one of the plastics that can be recycled because of the steady annual increase in HDPE production, which is commonly used for oil container, colored milk bottles, shampoo bottles, mineral water bottle caps, and many more.8,10,11 Although HDPE is a safe plastic material owing to its chemical resistance with packaged food or beverages, it is not recommended to be used repeatedly due to the increasing release of antimony trioxide compounds with time. 10 Good numbers of research articles are published related to PE bagasse1,7,12,13 and PP bagasse3,5,14,15 composites. Agunsoye and Aigbodion have carried out the investigation on the uncarbonized bagasse (UB) and carbonized bagasse (CB) particles (10–50 wt%) filled with recycled PE biocomposites, and their results showed that the increase of tensile and bending strength achieved the maximum extent at 20 wt% UB and 30 wt% CB. 12
It is established that poor adhesion between hydrophobic matrix and hydrophilic lignocellulosic fibers could be the main challenge for the natural fiber-reinforced polymer composites, yielding composites with inferior mechanical properties. 13 To improve the interaction and adhesion between polymeric matrices and fibers, the use of either compatibilizing agent or surface modification of natural fibers or both simultaneously has been carried out. El-Fattah et al. reported that the compatibility between recycled HDPE and SCB fiber was effectively improved with the addition of 1.5–4.5 wt% maleic anhydride grafted polyethylene (PE-g-MA) compatibilizing agent. This in turn led to an increase in tensile strength and modulus (due to better fiber/polymer interfacial bonding), and lower water absorption capacity (which induced by the reduced hydrophilicity of the lignocellulosic fiber). 7 De Carvalho Neto et al. 13 subjected the washed SCB fibers to mercerization using sodium hydroxide and acetylation using acetic anhydride, and found that the acetylated SCB fiber improved the tensile and flexural modulus of recycled HDPE composites as a consequence of better phase compatibility. 13 Alkali treatment is stated as a common and the most economical modification method applied to natural fibers, 9 which helps to increase surface roughness and consequently increase the matrix-fiber bonding via physical interlocking. The combination between chemical and gamma irradiation modification was noted to enhance the fiber/matrix adhesion and the consequent improvement in mechanical properties, water resistance, and thermal stability as irradiation treatment promoted the formation of crosslinked structure. 1
Literature showed that numerous studies are more likely to employ coupling agents,7,16,17 and single and combined chemical treatments,1,9,16,18–23 to improve the matrix-fiber interfacial adhesion, which in turn enhanced composite performance. To our best knowledge, the comparison of solely washed and simple alkali-treated fiber on the composites is yet limited. The main objective of this work was to prepare a fully green biocomposites which were made from the direct single-used plastic material and waste of sugarcane. All the cleaning processes on the waste materials were self-carried out and none of the coupling chemicals was used during the composite preparation. In this work, the effect of the presence of different amounts of raw, washed, and alkali-treated SCB fibers on the mechanical and physical properties of the resultant green composites was investigated. The water diffusion coefficient calculation was discussed.
Experimental
Materials
In this experiment, all raw materials were obtained from recycled sources. The high-density polyethylene (HDPE) used as the polymer matrix was from clean unused semi-transparent plastic bags. The sugarcane bagasse was used as reinforcing filler. The SCB wastes were collected from the local market. The HDPE plastic bags were self-processed to obtain the shredded HDPE (Figure 1(a)), whereas the raw SCB was washed and dried before treatment or use (Figure 1(b)).

Preparation of HDPE/SCB green composites: (a) Processing step to obtain the shredded HDPE from plastic bag, (b) Modification step to obtain the treated SCB fiber, and (c) Melt-blending and pressing steps to obtain composite panels for characterization. HDPE: high-density polyethylene; SCB: sugarcane bagasse.
Modification of sugarcane bagasse
Two types of modification were applied for SCB as presented in Figure 1(b). The first process was by soaking SCB in tap water for 3 days and the water was changed every 24 h. The soaked SCB was then taken out and oven-dried at 90°C for about 24 h. For the second modification, the rinsed raw SCB was alkali modified by using 0.4 mol sodium hydroxide (NaOH) solution at 120°C for 40 min. 24 The NaOH-treated SCB was then rinsed with water and oven-dried at 90°C for about 24 h. All the dried (raw, soaked, and NaOH treated) SCB fibers were grinded using a grinder and sifted through a 40-mesh sieve.
Preparation of green composites
The green composites of recycled HDPE and SCB fiber were prepared via extrusion and compression molding, as demonstrated in Figure 1(c). The melt-compounding of HDPE and SCB was done using Thermo Prisma TSE 16PC-twin-screw extruder (16 mm screw diameter and 24 length/diameter ratio) with temperature setups of 165, 175, 180, and 170°C, respectively, from feeding to die zones, at 25 rpm consistently. The investigated fiber loading was 5 wt%, 10 wt%, and 15 wt%. The extruded and granulated compounds were then compression molded in a hot/cold press in a 3 mm thickness mold (dumbbell mold for tensile samples and rectangular mold of 14 mm × 14 mm for flexural and water absorption samples) at 160°C. The hot pressing cycle was fixed with pre-heating of 3 min, venting of 1 min, and full pressing of 3 min, whereas the cooling cycle was fixed at 4 min.
Characterization
The tensile, impact, and flexural properties of compression molded specimens were determined in accordance with ASTM D638-03 (Type I), ASTM D 256 (sample dimension: 63.5 mm × 12.7 mm × 3 mm), and ASTM D790-03 (sample dimension: 127 mm × 12.7 mm × 3 mm), respectively. Both tensile and flexural mechanical tests were conducted in a Testometric M350-10CT with a crosshead speed of 5 mm/min. The impact test was performed using a Ray-Ran Impact tester operating with a 0.452 kg load, a velocity of 3.46 m/s, and a calibration energy of 2.765 J.
Water absorption test was performed on the oven-dried specimen (dimension: 76.2 mm × 25.4 mm × 3.2 mm) following the procedure of ASTM D 570-98 method. The weight of oven-dried specimen (W o ) was measured using a digital weighing balance with the precision of 0.01 g. The specimen was soaked in tap water at room temperature and removed periodically for weight measurement up to 28 days. The percentages of water absorption were calculated using the equation of water absorption (%) = (W t –W o )/W o x 100, where W o denotes the initial weight and W t denotes the specimen weight after water immersion at time t.
Results and discussion
Tensile properties
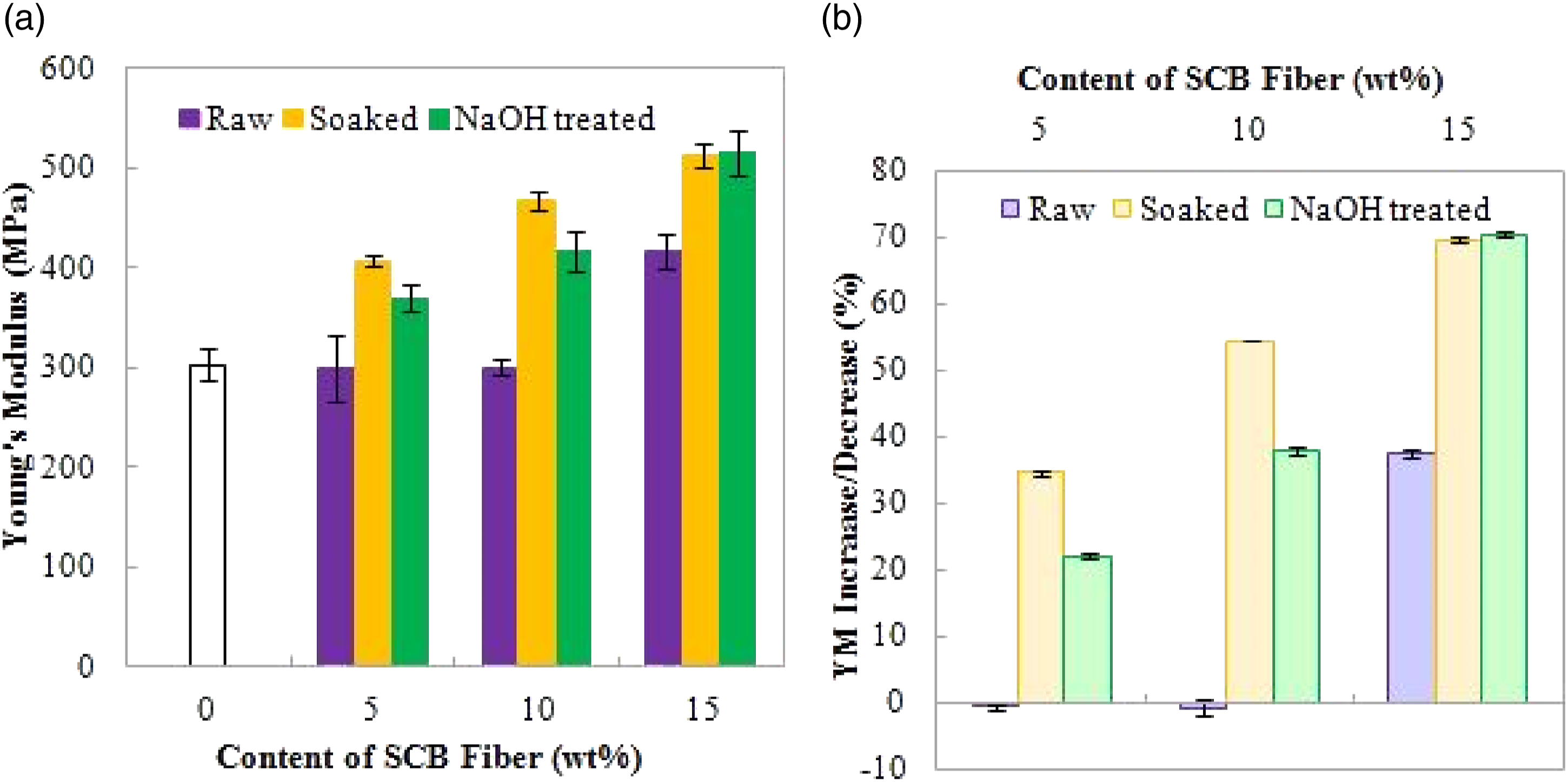
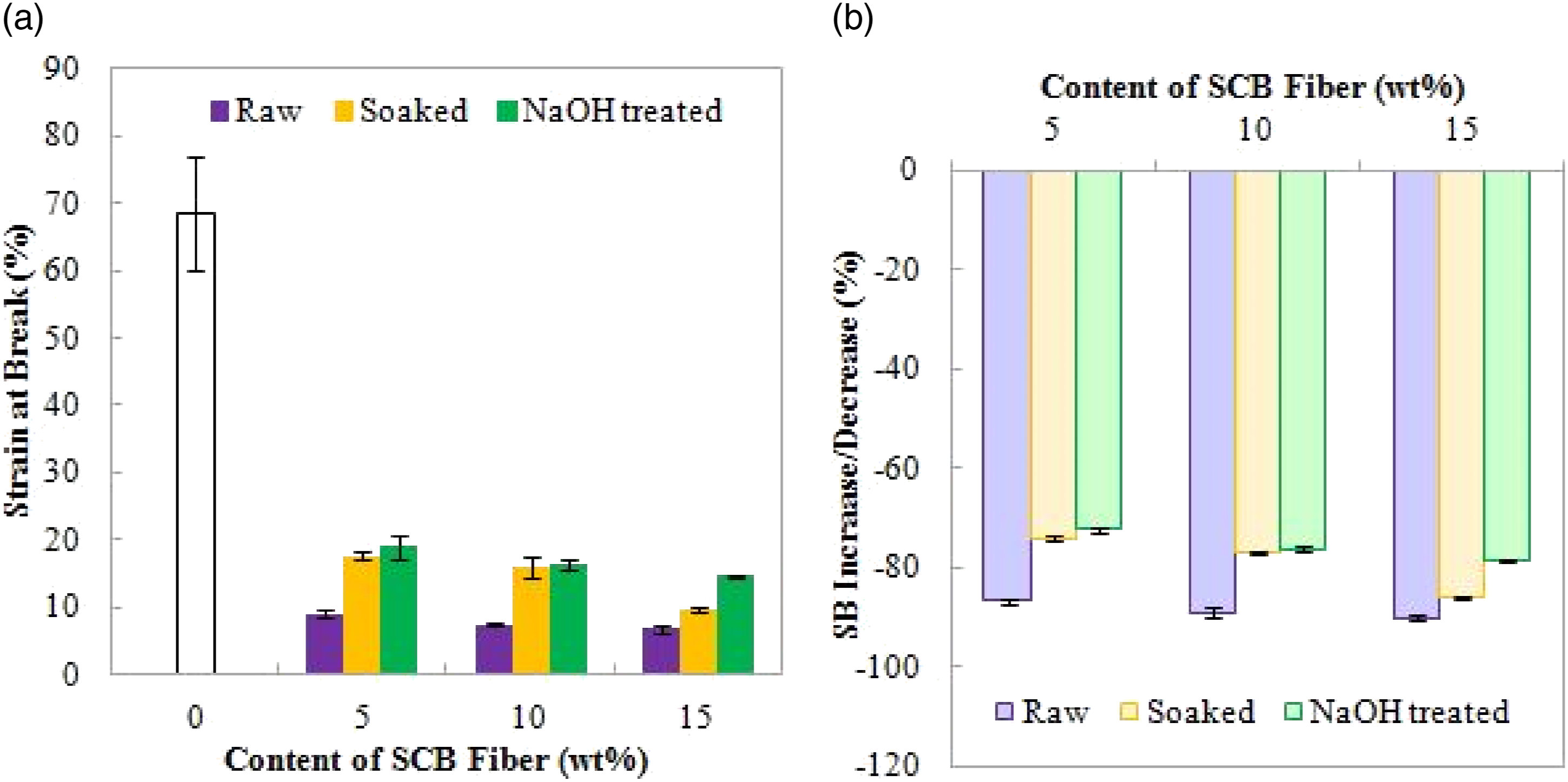
The tensile results such as tensile strength, Young’s modulus, and strain at break are displayed in Figures 2–4. From Figure 2(a), the pure HDPE exhibited the tensile strength of 13.9 MPa. In general, the inclusion of SCB fiber was found to deteriorate the composites’ tensile strength. It can be observed from Figure 2(b) that the same trend was revealed for three types of fibers where the tensile strength was declining with the fiber contents from 5 to 15 wt%. The tensile strength results were as follows: 10.8–12.6 MPa for 5 wt% SCB fiber, 10.0–12.0 MPa for 10 wt% SCB fiber, and 9.5–11.0 MPa for 15 wt% SCB fiber composites. The greatest decrement in tensile strength was obtained for the composites with raw SCB fiber (22–33%), followed by soaked fiber (13–24%) and NaOH-treated fiber (9–21%). (a) Tensile strength of recycled HDPE/SCB fiber green composites and (b) TS changes of investigated composites compared with pure recycled HDPE. HDPE: high-density polyethylene; SCB: sugarcane bagasse. (a) Young’s modulus of recycled HDPE/SCB fiber green composites and (b) YM changes of investigated composites compared with pure recycled HDPE. HDPE: high-density polyethylene; SCB: sugarcane bagasse. (a) Strain at break (SB) of recycled HDPE/SCB fiber green composites and (b) SB changes of investigated composites compared with pure recycled HDPE. HDPE: high-density polyethylene; SCB: sugarcane bagasse.
As reported earlier, tensile strength of a composite is more sensitive to interfacial interaction than tensile modulus where it is dependent upon many factors including the types of polymeric matrix and filler, the use of additives or modifiers such as coupling agent or compatibilizer, and the composites preparation method. 25 This reduction trend in tensile strength with the presence of SCB fiber was in agreement with de Carvalho Neto et al. 13 who prepared recycled PE composites reinforced with less than 20 wt% chemically modified (with NaOH and acetic anhydride) SCB fiber, which can be correlated to the dewetting effect 13 between polymer matrix and reinforcing filler. In Figure 2(a), the NaOH-treated fiber composites exhibited greater tensile strength than untreated (raw) fiber composites because the swollen fiber due to mercerization could give higher tensile strength when they are stretched, as stated by Ameer et al. 26 It is believed that the alkali treatment was shown to increase the surface roughness of natural fiber which consequently promote the mechanical interlocking or bonding with polymer matrix.9,15 However, the chemical interaction or bonding was lacking in the composites since the HDPE is hydrophobic and natural fiber (SCB in this study) is hydrophilic. 12 Although the tensile strength results showed an improvement for the modified fiber composites, however, the values were still lower than that of neat HDPE sample.
Young’s modulus in Figure 3 shows a different trend compared to that of the tensile strength. By adding SCB fibers, the Young’s modulus increased with the increasing fiber content. Young’s modulus is stated as the indication for rigidity and stiffness of a material where the higher values of Young’s modulus represent the increasing rigidity and stiffness. 1 It was established that the natural fibers (SCB fiber in this study) are high stiffness filler, while polymers are comparatively less stiff; therefore, the higher content of fibers is expected to contribute to higher stiffness property of composites.
On the other hand, fiber modification was found to positively affect the Young’s modulus of composites. The raw SCB fiber-reinforced composites exhibited the lowest Young’s modulus, regardless of fiber loading. The improved modulus via fiber surface modification was similarly reported in the previous study on recycled PE filled with washed and combined mercerized-acetylated SCB fiber. 13 Nevertheless, the rate of improvement in Young’s modulus affected by treatment types was varied with different fiber loading. In the case of lower SCB content of 5–10 wt%, the increment of composite modulus was optimum for soaked SCB fiber and closely followed by alkali-treated fiber, as observed in Figure 3(b). The higher tensile modulus for soaked SCB than NaOH-treated fiber at this content implies that soaking method is more efficient than alkali treatment. The soaking method of 3 days used in this study was anticipated to result in greater effect in fiber swelling as compared to NaOH treatment of 40 min, and consequently promoted better physical attachment with very little amount polymer matrix. However, when the fiber loading was higher, this effect seems insufficient to adherent with polymer as the distribution and compatibility of filler with polymer matrix could be the important factors to affect the composite stiffness. As stated by Serra-Parareda et al., 27 the cellulose content of the fibers will contribute to the stiffness if they are properly dispersed inside the composite. In this regard, surface treatment through chemical reaction such as mercerization would show better effect, as shown at higher SCB fiber content of 15 wt% where the greatest improvement of Young’s modulus was achieved for NaOH-treated fiber with an increment of 70.6%. This result is close to that of soaked fiber composites with 69.7% increment, as agreed by the previous study of PE/SCB composites with a combined surface treatment of mercerization and acetylation in comparison to washed SCB fiber. 13 This increment could be ascribed the improved adhesion between cellulosic fiber and polymeric matrix due to the removal of grassy and gummy layer from the fiber surface via mercerization, as well as the reduced hydrophilicity via acetylation. 1
Figure 4 shows that 5–15 wt% fiber incorporation led to decrease in the strain at break of 72–90% compared to that of the matrix. The large decrement in strain at break was similarly reported in the previous research on recycled polyolefin matrix reinforced with bagasse fibers.5,7 This implies that the bagasse fibers had imparted the brittleness and rigidity to the recycled HDPE matrix. 7 The loss of drawability for composites could be further explained by the increased number of defect points which were induced by the SCB fiber to initiate and propagate stress cracking in the HDPE matrix. 5 Nevertheless, by looking at the fiber modification, the NaOH-treated fiber improved the strain at break of composites the most (recorded for 14.7–19.0%) followed by soaked fiber (recorded for 9.7–17.7%) as compared to the raw fiber at 6.8–9.1%. This may be ascribed to the mercerization process which enhanced the fiber-matrix adhesion as a result of the elimination of impurities from the SCB surface. 1
Impact properties
The impact strength of recycled HDPE composites reinforced with SCB fiber is displayed in Figure 5(a). The impact strength results showed a similar trend with strain at break (Figure 4(a)). In Figure 5(b), a reduction of 61–78% was observed for raw SCB fiber composites, whereas 49–71% and 24–64% decrement in impact strength were shown for soaked and NaOH-treated SCB fiber composites, respectively. As the SCB fiber content increased, the ability of polymer matrix to absorb energy reduced and resulted in the consequent reduction of composite toughness.
12
Besides, the rigid interface between the fiber and the matrix could decrease deformability of the composite in the meantime to induce the micro-cracks occurrence with ease and its subsequent propagation in the composites at the impact point.7,12 Similar to strain at break, the impact strength trend showed the sequence of NaOH-treated SCB fiber > soaked SCB fiber > raw fiber composites, regardless of fiber contents. This might be explained by the improved fiber–polymer interaction (mechanical interlocking) via the removal of impurities during the washing and alkali treatment. Thus, this interaction can act to impede the propagation of cracks created during the impact tests. (a) Impact strength (IS) of recycled HDPE/SCB fiber green composites and (b) IS changes of investigated composites compared with pure recycled HDPE. HDPE: high-density polyethylene; SCB: sugarcane bagasse.
Flexural properties
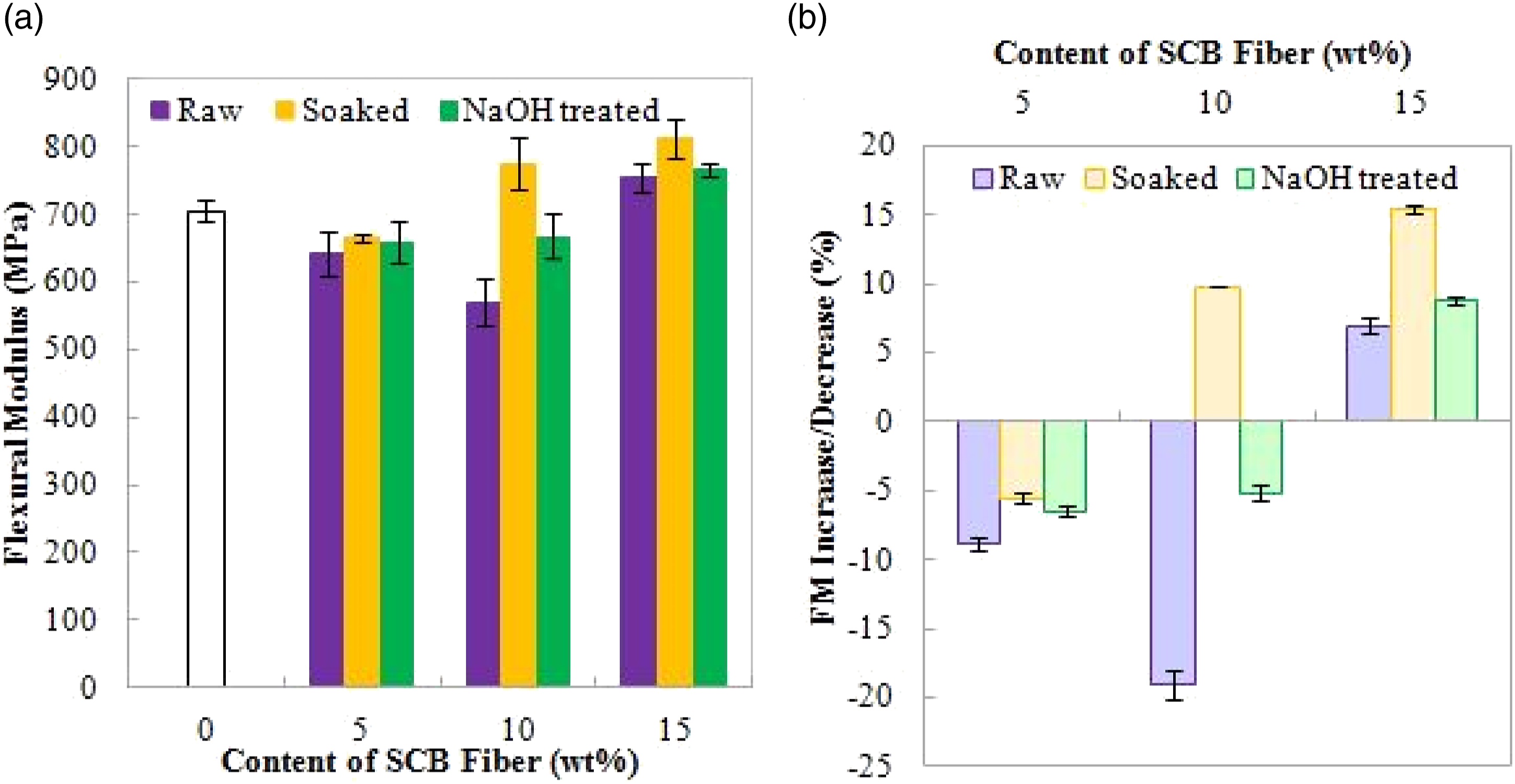
Figures 6 and 7 display the effect of fiber content and fiber type (modification) on the flexural properties of recycled HDPE-reinforced SCB fiber composites. As observed in Figure 6(a), the highest flexural strength obtained was 20.8 MPa which was recycled HDPE with 5 wt% of the NaOH-treated SCB fiber, whereas pure recycled HDPE had 18.5 MPa. Further addition of this fiber caused the decrease in flexural strength, which were 16.7 MPa and 12.8 MPa for 10 wt% and 15 wt% NaOH-treated fiber composites, respectively. The same reduction trends were shown for raw and soaked SCB fiber composites with different decreasing rates. The decreasing trend of flexural strength with filler content has been reported in literature
3
which investigated on PP incorporated with 10–40 wt% SCB fiber. The fiber modification with soaking and alkali treatment gave the similar (positive) effects as tensile strength, except for higher filler content of 15 wt% which showed the adverse effect. This is because the performance in bending stress was claimed to be different from the normal stress applied.
3
Flexural failure involves both extension and compression stresses which could be correlated to the homogeneity of the overall composites as well as the properties of the constituents and the interfacial interaction.
9
This could also explain the flexural modulus trend shown in Figure 7(a) where the addition of 5–10 wt% SCB fiber exhibited lower flexural modulus than that of pure recycled HDPE. The 15 wt% filler recovered the flexural modulus of pure polymer matrix, which correlated to the intrinsic high stiffness characteristic of natural fiber, as described in the result of Young’s modulus. Additionally, the soaked SCB fiber composite was the stiffest followed by composites with NaOH-treated fiber and raw fiber. (a) Flexural strength (FS) of recycled HDPE/SCB fiber green composites and (b) FS changes of investigated composites compared with pure recycled HDPE. HDPE: high-density polyethylene; SCB: sugarcane bagasse. (a) Flexural modulus (FM) of recycled HDPE/SCB fiber green composites and (b) FM changes of investigated composites compared with pure recycled HDPE. HDPE: high-density polyethylene; SCB: sugarcane bagasse.
Water absorption
Figure 8 illustrates the water absorption of recycled HDPE green composites reinforced with different types of SCB at 5, 10, and 15 wt%. The trend clearly shows that the presence of SCB fiber had greatly affected the water absorption of the composites. The weight gain caused by water uptake in composites showed a significant increment with increasing SCB fiber content from 5 to 15 wt%. This is anticipated for natural fiber composites as the polymer matrix absorbs very small quantity of moisture or water while the reinforcement phase absorbs majority of the water.
28
At the end of water immersion period (840 h), the maximum water absorption was achieved at 5.00%, 5.86%, and 10.30% for 5 wt%, 10 wt%, and 15 wt% SCB fiber composites, respectively. This remarkable increase in water absorption can be explained by three possible reasons. First, the inter- and intra-molecular hydrogen bondings are formed between the accessible hydroxyl groups of hydrophilic fibers and the water molecules. Second, water molecules diffuse into the matrix-fiber interface. Finally, there are large number of porous tubular fiber structures that expedite the water penetration via capillary action.7,29 Water absorption of recycled HDPE/SCB fiber green composites with different fiber types and contents. HDPE: high-density polyethylene; SCB: sugarcane bagasse.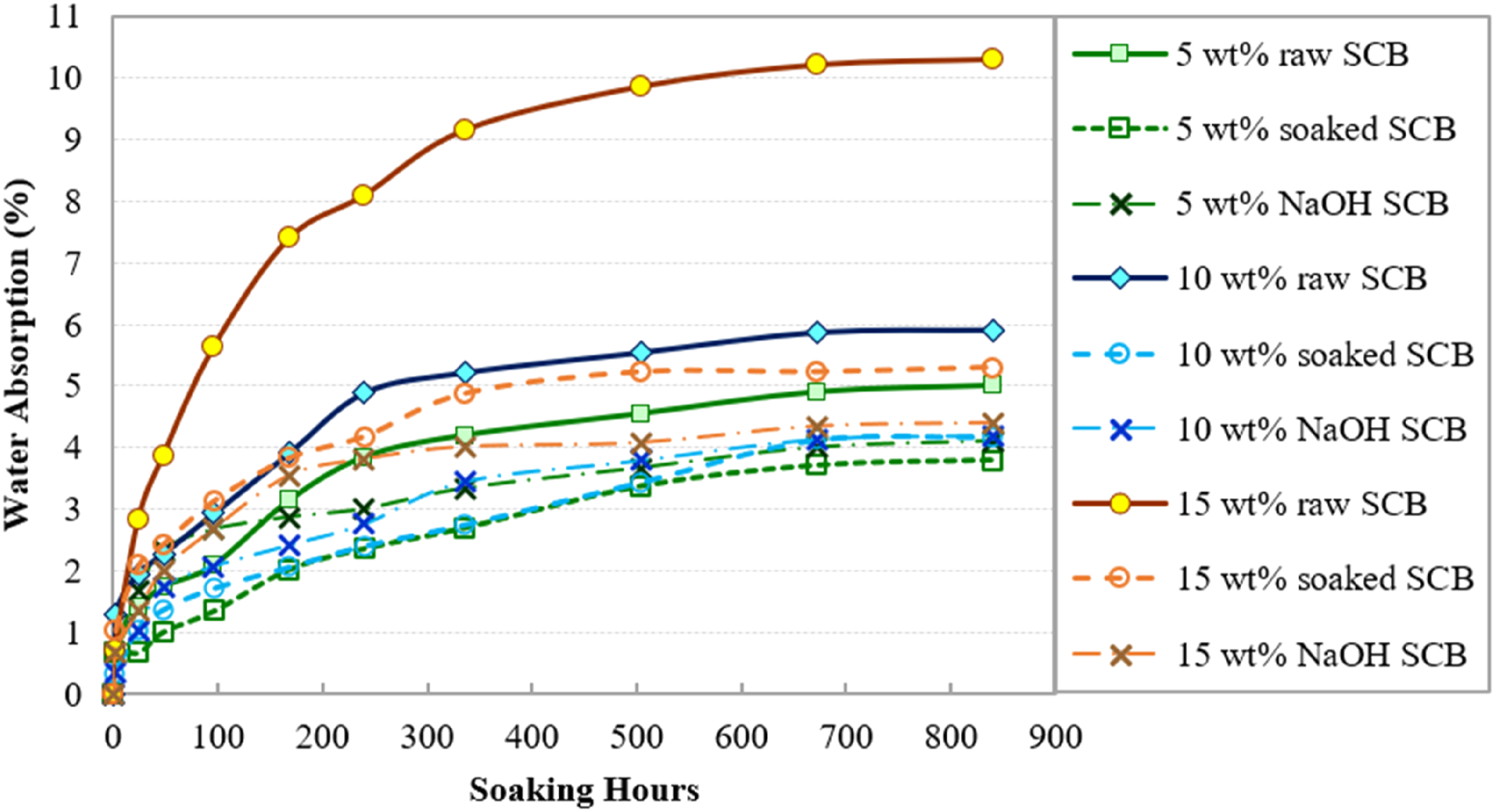
In Figure 8, the effect of fiber modification on water absorption of recycled HDPE green composites as compared to 5 wt% raw SCB fiber composite is presented. Generally, the water absorption of soaked and alkali-treated SCB fiber green composites, except for 15 wt% soaked SCB fiber composite, exhibited lower amount of weight gain than that of 5 wt% raw fiber. This could be explained by a possible reason that the washed and treated SCB fiber would promote better fiber-matrix interface adherence and reduced voids in the composites, thereby slowing down the water penetration. 18 It has been reported that alkali treatment aids in cleaning the surface of the bagasse fibers by eliminating hemicellulose and lignin, which consequently reduces fiber diameter (due to fibrillation) which turn in increases of the interface regions, resulting in the decrement in moisture content.14,30 As the number of hydrophilic hydroxyl groups reduced by NaOH, the hydrophilic nature of modified fiber had changed into a more hydrophobic nature.19,20 Furthermore, the removal of surface impurites is stated to increase the surface roughness which results in better mechanical interlocking (promoting adhesion) between the fiber and matrix. 9 The decreased water absorption has been similarly reported in epoxy/bagasse fiber composites by chemical treatment with 1% NaOH and 1% acrylic acid. 21 However, it should be mentioned that there are some cases where the water absorption of sugarcane bagasse fiber polymer composites increases after washing 6 or alkali treatment.4,31 This is due to the strong influence of treatment parameters such as concentration of alkali solution and treatment period on the water absorption characteristic of the resultant composites. 6 Moreover, the improvement in water absorption resistance was more obvious when the fiber content was higher (in this study was at 15 wt%). This is due to the increased amount of the fiber-matrix interface at higher fiber content, thus causing a greater extent of improvement in interfacial interaction.



Water absorption constants for raw and treated SCB fiber-recycled HDPE green composites.

HDPE: high-density polyethylene; SCB: sugarcane bagasse.
Conclusions
Three types of HDPE composites reinforced with 5–15 wt% SCB fibers of different fiber conditions were successfully fabricated by extrusion followed by compression molding. The SCB fibers were washed (by soaking) and treated with NaOH before incorporating with polymer matrix. The as-prepared green composites were characterized by tensile, impact, flexural, and water absorption tests. In the presence of stiff SCB fiber, the Young’s and flexural modulus of green composites increased with the fiber content. As the SCB fiber loading increased from 5 to 15 wt%, the mechanical strengths including tensile, impact, and flexural mode of fracture decreased accordingly. The hydrophilic SCB fiber had contributed to the increase in water absorption capacity. By modifying SCB fiber via washing and alkali treatment, the mechanical and water absorption resistance of the resultant composites were significantly enhanced.
Footnotes
Acknowledgments
The authors gratefully thank UCSI University for financial support and Universiti Kebangsaan Malaysia (research grant from the Ministry of Higher Education Malaysia, through a Fundamental Research Grant Scheme with code FRGS/1/2019/TK05/UKM/02/3) for the equipment services.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the Ministry of Higher Education Malaysia, through a Fundamental Research Grant Scheme (FRGS) with code FRGS/1/2019/TK05/UKM/02/3.