
Abstract
The machining behavior of polymers is substantially different from metal and their alloys due to non-homogeneity and anisotropy. This article describes a hybrid optimization method during machining (milling) of epoxy nanocomposites reinforced by graphene oxide/carbon fiber (G/CF). The milling experimentation was staged according to the L9 orthogonal array of the Taguchi theory. The control of process constraints, namely, cutting speed (Vc), feed (F), depth of cut (D), and G weight % (G) have been appraised to acquired the desired machining response such as material removal rate (MRR), cutting force (F c ), and surface roughness (R a ). Grey-coupled principal component analysis (grey-PCA) effectively tackled the response priority weight during aggregation of conflicting responses. The optimal condition secured by the grey-PCA module are found as Vc = 25.12 m/min, F = 240 mm/min, D = 0.5 mm, and G = 1 %. The supplement of graphene enhances the machining characteristics of the nanocomposites, which in turn, minimizes the damages that occur during the milling process. Scanning electron microscopy (SEM) analysis was conducted for microstructure investigation of the machined component. The findings of confirmatory experiments show good agreement with the actual ones. The preferred solution values of grey-PCA are observed as 1.027, which confirms the proposed technique’s higher practicability.
Introduction
In the 21st century, hybrid polymeric materials play a primary function in the production sector due to improved properties like high strength-to-load proportion, anti-corrosive features, dimensional tolerances, high elasticity, and damping coefficient, etc. The development of novel lightweight composites with improved mechanical features leads to the synthesis of a new generation of composites; sometimes, their improved engineering properties may create critical problems during machining processes. In this series, epoxy-based composites are widely used due to their higher cross-linked nature, which possesses a high aspect ratio. 1 Graphene oxide is considered a potential filler material that creates a tremendous change in epoxy matrix features such as stiffness, strength, shock-absorbing capacity, and fracture toughness of the composites. 2 The stability of graphene is due to its densely packed carbon atoms and an orbital sp 2 hybridization. Graphene oxide improved the aspect ratio and dispersion between the matrix and reinforcement. 3 In recent decades, manufacturing industries have acknowledged the satisfaction of customers with various polymer composites’ material to obtain sustainable machining performance of graphene oxide/carbon-modified polymers through the control of process constraints. The multi-criteria optimization modules consider technical and economic aspects and environmental requirements to be simultaneously optimized. Optimization of multiple machine constraints plays a vivacious role in enhancing the quality and productivity indices of machining procedures. 4 The manufacturing industries of aerospace, automotive, marine, and construction generally use fiber-reinforced polymers (FRP) to design problems requiring weight savings, accuracy, close tolerances, and production simplification, as well as the precise component assembly. 5 During the machining of epoxy composites, the manufacturers face critical issues such as matrix debonding; fiber pull out, delamination, plastic deformation, etc. 6 It creates a complicated situation during the manufacturing and final assembly of epoxy composites. Machining aspects of epoxy composites significantly differ from metal and their alloys due to non-homogeneity and anisotropic performance. The proposed works investigate the machining aspects of epoxy composites modified by G/CF in this context. An effort has been proposed to overcome the limitations for conflicting response optimization. The control of constraints through the optimization tool has been one of the remarkable concerns in the industrial and manufacturing technology, wherever the productive and cost-effective machining procedures offer a vital role in the marketplace. 7 Kumar et al. 8 proposed a mathematical model to predict the milling indices of Al-6061. The grey concept was aggregated, and the multiple conflicting indices obtained through the Taguchi L18 orthogonal array design. The PCA theory evaluates the real weight of the milling indices and the correlation between them. The findings of the validation test reveal the practicality of the intended model in the manufacturing environment. Lin 9 explored the Taguchi theory for optimization of machining performance during milling test of stainless steel. But, the appropriate application of any composites is not possible without understanding its machinability aspects and machining performance optimization. Hence, machining these novel composites becomes a latent research area for industry, research organizations, and academia.
During polymer machining, various complex issues are encountered by manufacturers like circularity error, roughness, burr, fiber pull, matrix debonding, etc.10,11 The machined samples’ surface roughness plays a critical role in affecting the quality and productivity indices. It acts as a primary concern during polymers’ machining because various aesthetic requirements are dependent upon the surface quality. Various distinguished researchers explored the different tools and techniques to control the machined surface roughness. However, still, polymer trades and manufacturing segments are too concerned about the quality of machined surfaces. In the case of proposed graphene-modified fiber polymers, it is highly required to control the process constraints to minimize these complex milling issues through statistical tools and robust optimization techniques. During milling, cutting force is the most critical response to maintain as it depends upon different process constraints such as feed rate, cutting speed, etc. It is also strongly correlated with other cutting performances such as surface finishing, tool wear, and interface temperature.11,12 Besides this, the carbon fiber/epoxy composites are anisotropic and non-homogeneous; in turn, the machining concept completely differs from other polymers and metals. The reinforcing fiber and cutting tool contact area develop a deformation zone for the cutting of material. The hardness of matrix-fiber and cutting tool alters the cutting force intermittently. Hence, the control of cutting force depends on the various cutting conditions, and simultaneous control is highly required in fiber-polymer machining.10,13 The commercialization of G/CF is highly required to develop a cost-effective and durable product. From an exhaustive literature survey, it has been observed that machining aspects of polymer composites reinforced by macro fiber (carbon/glass/aramid) were fruitfully explored. Also, parametric optimization was performed using different statistical modules. Still, the multiple exceptional features of these fiber/polymer can be expanded by adding graphene oxide. Hence, this article’s objective is to identify the effect of graphene on the improvement of machining performance. The control of process constraints can significantly enhance machining indices using a hybrid optimization tool for parametric appraisal. For smooth machining of the hybrid polymer and modified nanocomposites, it is highly desired to control the conflicting machining response such as cutting force, MRR, and surface roughness.
The grey concept staged the aggregation of all the conflicting indices. The evaluation of real weight through a statistically proven approach is evaluated using PCA theory, and accordingly, importance is given to each response. The process constraints, namely, cutting speed (S), feed (F), depth of cut (D), and wt. % of graphene (G) is varied at three different levels, and milling was performed with a silicon carbide–coated titanium-aluminum nitride (SiC-TiAlN) tool. The Taguchi theory was used to design the milling experimentations and the grey-PCA hybrid module, to estimate the favorable milling environment machining indices. In this article, these machining characteristics are explored in a detailed way with compelling process parameter studies. An effort has been proposed to reduce the limitations of existing modules, modify the conventional optimization tools, and present an efficient method to control the contradictory milling characteristics.
Experimentation
Materials and the nanocomposite fabrication method
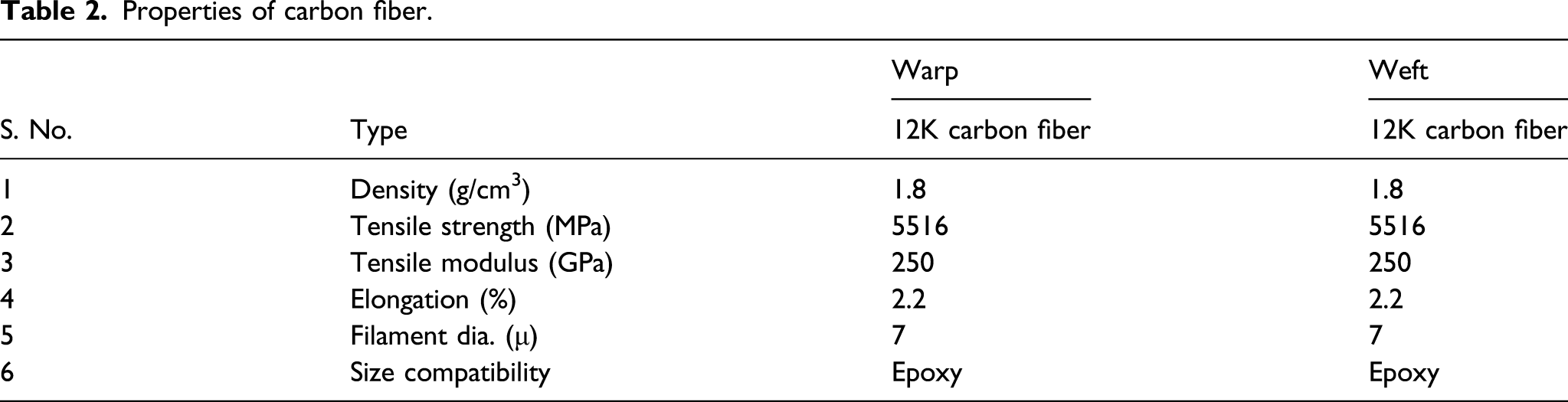
For the development of the graphene/carbon/polymer nanocomposite, 400 GSM plain woven carbon fabrics were used and epoxy resin-520 in the form of the matrix material. The graphene oxide (G)–reinforcing material was used in three weight ratios (1, 2, and 3%) and is stirred for up to 30 min at a temperature of 60°C. After 30 min stirred modified epoxy mixture at 27 C, the hardener-D introduced with the ratio of 10:1 into the solution. Lastly, the combination was poured and laid up on the carbon fibers into a mold die Nanocomposites fabrication process. Physical properties of graphene oxide. Properties of carbon fiber. Properties of epoxy resin 520 and hardener. CNC milling setup. Process parameters. Taguchi design and corresponding observed data.





The surface roughness was evaluated by the Taylor Hobson Surtronic S-128 surface tester, as shown in Figure 3(a). It is surface unevenness–assessing equipment with a stylus traversed within the surface; its vertical motion can be converted into an electrical signal. The arithmetic means of the roughness value at three distinct locations on the machined surface estimates the final R
a
value.
14
For calculation of MRR, the initial weight and final weight are obtained through digital weighing balance, as displayed in Figure 3(b). The MRR was computed by applying the expression
15
: (a) Digital balancing meter and (b) cutting force measurement setup.

The computerized dynamometer was used to acquire the online data for thrust force, radial force, and torque. The achieved signals are moved to the data acquisition system through the analog–digital converter. 16
Cutting force was computed by using the expression
Methodology
The Taguchi experimental design computed the effect of the input parameters and responses. 17 This system is utilized for the statistical scale for the single function/performance data used to calculate the signal-to-noise ratio (S/N ratio) and then predict the S/N ratio.18,19 Finally, the S/N ratio provides the optimal condition from the graph. In this case study, the MRR was considered as maximization function, that is, higher the better, using the expression:
Higher the better (HB)
The cutting force (F
c
) and surface roughness (R
a
) desired values correspond to the minimization function, lower the better (LB), using the expression 
Results and Discussion


Normalized data and deviation sequence for each response.

However, the deviation value is estimated through equation (7)

Eigenvalues and proportions for PCs.


Eigenvectors for PCs and contributions.

Computation of GRC, grey-PCA, and corresponding rank.

ANOVA for grey-PCA.

The grey procedure calculated the significance between the two structures and systems; next, the GRC 
Finally, we assigned the real weight priority vector into the GRC-PCA to calculate the grey-PCA using the following equation and tabulated the results in Table 9:
Finally, the grey-PCA function calculation and their respective ranks are evaluated, as revealed in Table 9. A larger grey-PCA value is highly desired, indicating that results are closer to the optimal value and demonstrating the optimization module’s efficacy for enhancing the quality and productivity indices.
23
A larger grey-PCA value is highly desired to achieve the parametric combination for favorable milling conditions. The main effect plot of the S/N ratio (Figure 4) shows that Vc (25.12 m/min, Level 2), F (240 mm/min, Level 3), D (0.5 mm, Level 1), and G weight % (1 wt.%, Level 1) are the efficient process constraints. The most critical machining constraints are calculated through the variance among the highest and lowest value of the mean grey-PCA. Table 9 shows the initial value of grey-PCA observed as 0.670, which relates to the initial setting as Vc = 12.56 m/min, F = 80 mm/min, D = 0.5 mm, and G = 1%. The experimental and predicted value shows the grey-PCA function in Figure 5. Optimal setting by grey-PCA. Response graph for grey-PCA.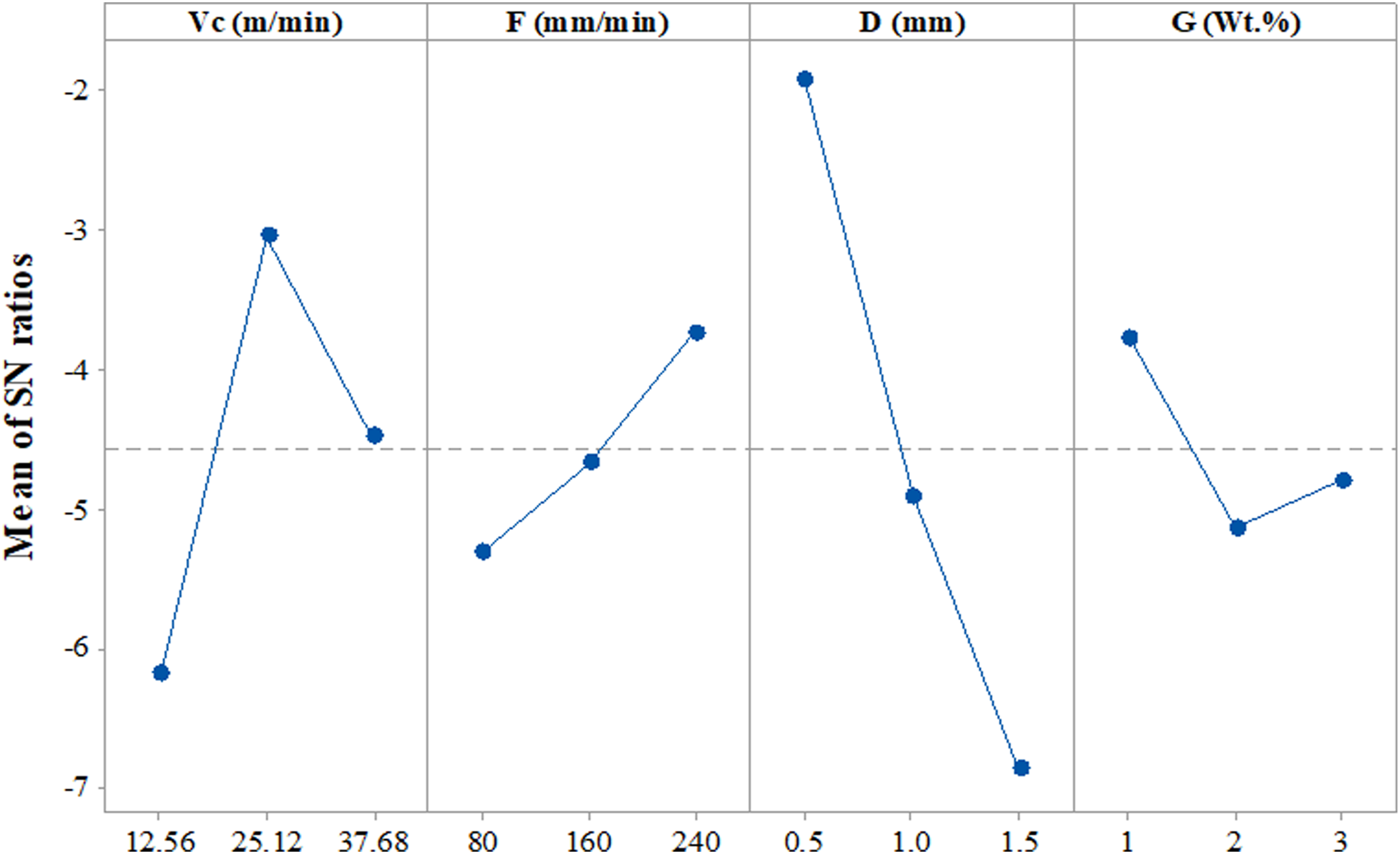

ANOVA test for grey-PCA
ANOVA is implemented to calculate the model prediction correctness and appraise the substantial parameter. All the tests have been presented with the 95% confidence level supposition to get the preferred output. 24 It is a statistical procedure employed to investigate information about parameters and their effects on responses. Table 10 illustrates that the depth of cut is the most significant process parameter. Also, it shows that the error calculation using the regression equation is in good agreement among predictions through the linear model and experimental data.
Regression equation
Average grey-PCA values of process parameters.

Surface plot
The surface plot for the grey-PCA function is described in Figure 6 with the varying constraints of cutting speed, feed, and wt.% of G. It has been remarked from Figure 6(a) to (e) that the grey-PCA value increases considerably with an increase in cutting speed and feed, and lowers with decreasing depth of cut and wt.% of G. It is possible due to their dominant control over the input parameters. Thus, the depth of cut and cutting speed are significant parameters for milling operation. The depth of cut is noticed as the most significant interaction effect, followed by cutting speed, feed and wt.% of graphene oxide. Figure 6(a) to (e) displays the contour diagram between these parameter interactions. From analysis of these 3-D surface plots of interaction it was found that the optimal machining parameters lead to maximize the grey-PCA value. Two parameters for each graph are varied, whereas the two other parameters are retained at their constant value.
25
The depth of cut and feed effect on grey-PCA values are displayed in Figure 6(a) to (e). When cutting speed is 25.12 m/min and feed is 240 mm/min, it is observed that the highest grey-PCA can be reached. It is also detected that the depth of cut effect on the module is higher than that of the feed, cutting speed, and wt.% of G. Depth of cut is the most influencing factor for affecting the machining quality; it was confirmed by Jogi et al.
26
Furthermore, a combination of cutting speed and feed increases has a slight reducing effect on the surface roughness function during milling. (a)-(f) 3-D surface plot for grey-PCA versus cutting speed, feed, depth of cut, and wt.% GAuthor agree with this edited sentence.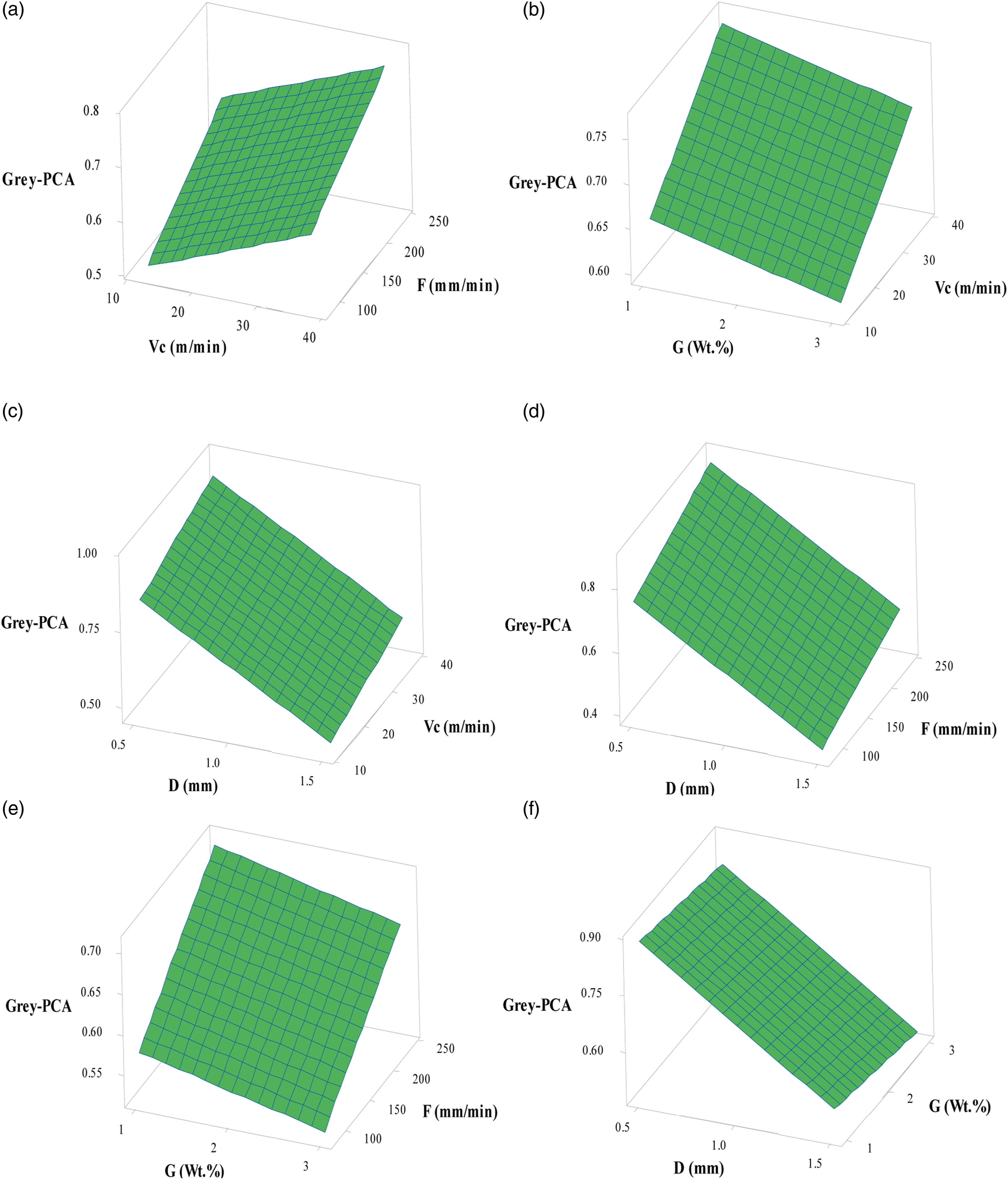
Confirmatory test and comparative study
Prediction and confirmation of the optimal results obtained from G/CF epoxy nanocomposite machining was done through a confirmatory test. The predicted grey-PCA was computed using the optimum milling condition as
Confirmatory test.

Comparative analysis has been done to examine the feasibility of proposed approaches. From Table 12, it is remarked that machining performance results for MRR, F c , and R a improved from 3.793 to 17.64 mm3/min, 15.78 to 4.65 N, and 1.120 to 0.750 μm. Consequently, these test outcomes inferred that the hybridization approach of grey-PCA is more effective and efficient for solving the multicriteria decision-making (MCDM) machining problem. The proposed module shows an improvement in responses compared to the initial machining condition, which confirms the grey-PCA hybrid module’s higher application potential and robustness in real practice.
Microstructure analysis: SEM test
Microstructure analysis of the machined samples was performed by a scanning electron microscopy (SEM) test at the optimal machining conditions. The machined component’s quality and productivity based upon the product surface features and morphology have been significantly affected by the process parameters, namely, Vc, F, D, and G%. ANOVA and means analysis were used to perform statistical analysis of factorial effects. Figure 7(a) and (b) show red marks that show cavity, damages, and poor surface finish due to fiber breakage and fiber pull out in the machined composites. Figure 7(a) indicates more defects, while Figure 7(b) shows the satisfactory surface quality due to fewer cracks and damages during machining of G/CF epoxy nanocomposites.
27
Table 12 shows that the optimal combination for the proposed modules differed in cutting speed and feed only. At the grey-PCA machined sample’s optimal condition, a combination of higher cutting speed and feed value provides an improved surface finish and reduced generation of defect and cracks.28,29 Figure 7(b) shows evidence of fiber breakage, pull out, and protrusion of epoxy and fibers, which result in fewer values of surface roughness (R
a
) in grey-PCA’s optimal condition (Vc = 25.12, F = 240, D = 0.5, and G = 1%). The higher value of cutting speed and feed shows a significant role in the machined component’s surface features.30,31 (a) SEM analysis at GR-PCA initial setting (at the scale of 2 mm, 200 μm, and 20 μm). (b) SEM analysis at GR-PCA optimal setting (at the scale of 2 mm, 200 μm, and 20 μm).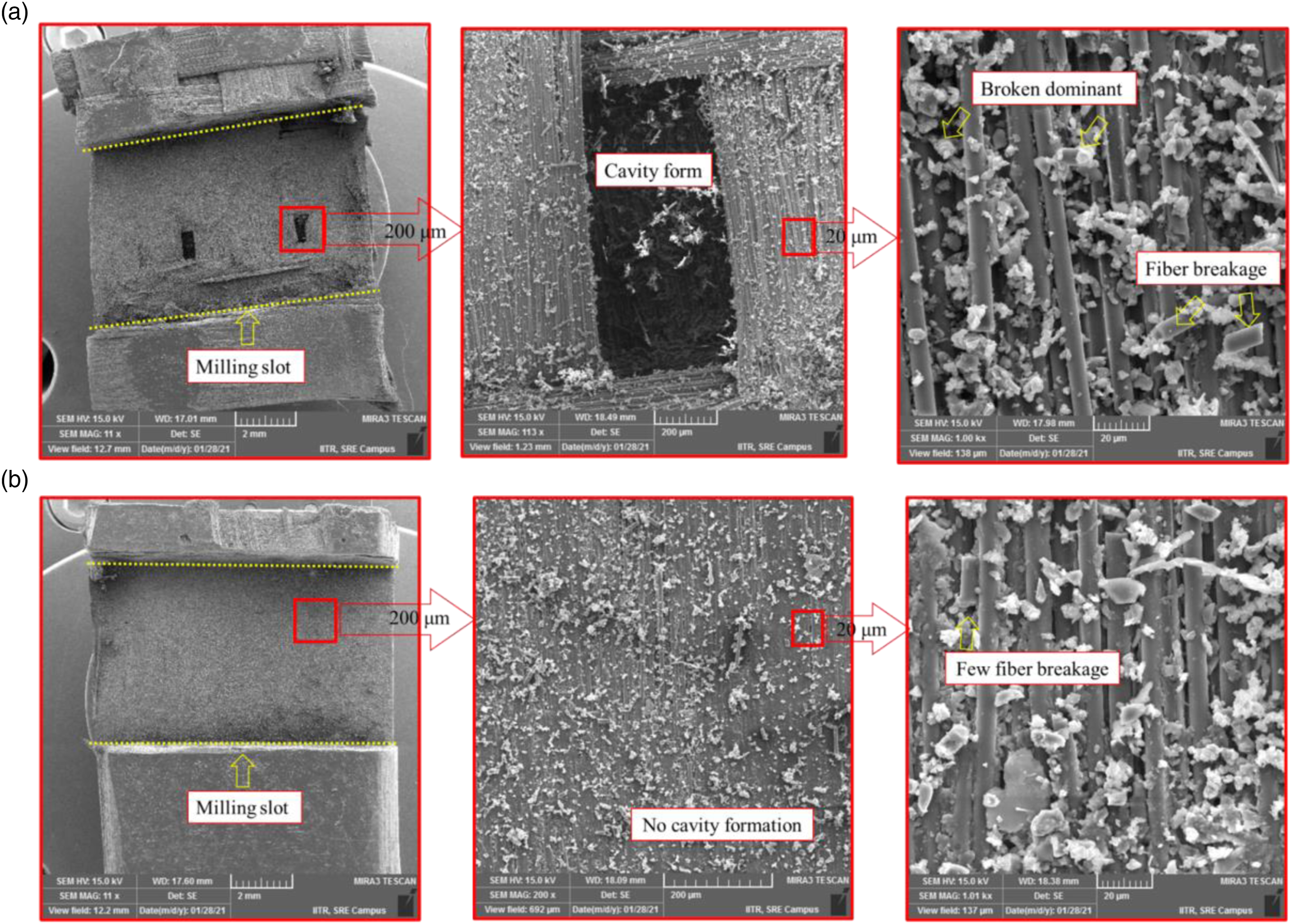
Conclusions
The current research deals with the machining (milling) aspects of G/CF epoxy nanocomposites. Multicriteria optimization of machining attributes such as MRR, F c , and R a have been efficaciously tackled by the grey-PCA hybridization method. With the microstructure and morphology study of the machined component done by SEM analysis to examine the proposed methodology’s outcomes, the following point may be concluded from this research:
1. The optimization module, the grey-PCA hybrid method, successfully combined the multiple conflicting responses into a single function, which is not viable by the customary Taguchi method.
2. Exploring the PCA technique with the Grey approach has effectively tackled the critical tasks of calculating weight among conflicting machining responses.
3. The optimal setting from the proposed hybrid grey-PCA module, found as Vc = 25.12 m/min, F = 240 mm/min, D = 0.5 mm, and G = 1%, shows the good improvement in MRR, F c , and R a from 3.793 to 17.64 mm3/min, 15.78 to 4.65 N, and 1.120 to 0.750 μm, respectively.
4. The cutting speed and feed perform a critical role for surface roughness because, at a higher cutting speed and feed, the defect and cracks’ growth is found less, which has been further validated by the SEM test.
5. The grey-PCA method significantly improved the overall assessment value, which shows the robustness of the proposed module. Also, grey-PCA is a comprehensive optimization module that may be adapted for other manufacturing processes.
The developed hybridization module (grey-PCA) shows higher efficiency during the optimization of conflicting machining performance. The contribution of other aspects such as distinct types of tool material, tool wear, mechanism of chip growth, and health and safety issues can further enhance the quality and productivity of the machining process. In the future, the machinability aspects can also be attempted by varying the CFRP fiber orientation, weaves, matrix properties, etc. Grey-PCA can be used for the drilling, turning, etc. of G/CF nanocomposites.
Footnotes
Acknowledgments
The authors are very grateful to the National Project Implementation Unit (NPIU), Ministry of Education (MoE), Govt. of India for the sanctioned project (ID-1-5755587331) under the CRS scheme.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This research is supported under the CRS project scheme of the National Project Implementation Unit (NPIU), Ministry of Education (MoE), Govt. of India for the sanctioned project (ID-1-5755587331).