
Abstract
Differences in the properties of poly(vinyl alcohol) (PVA) and poly (lactic acid) (PLA) polymers have attracted much attention today. In this research, the aim is to produce PVA/PLA nanofibers with hydrophilicity and good mechanical properties using a mutual solvent. In this regard, the ability to produce PVA/PLA nanofibers using a mutual solvent was evaluated. The effect of electrospinning parameters on the morphology of nanofibers, hydrophilicity of nanofibers produced by measuring water absorption and contact angle as well as mechanical properties of nanofibers were considered. The results obtained from scanning electron microscopy analyses of the structure of these fibers showed that PVA had the highest viscosity of 5.64 Pa.s and the highest diameter of 260 nm, which decreased the thickness of the nanofibers with increasing PLA. And pure PLA had the lowest mean diameter of 76 nm. In the consideration of the mechanical properties of the prepared nanofibers, it was found that the combination of PLA and PVA nanofibers will lead to overlap the properties of each other and the creation of desirable mechanical properties. Moreover, in the investigation of water absorption and contact angle, it was concluded that the PVA/PLA was fully absorbed in less than 200 seconds and the samples have a contact angle of less than 52°. Finally, it was found that the average diameter of the produced nanofibers was decreased by increasing the voltage and the needle tip to collector distance by considering the PVA/PLA samples with a ratio of 50:50.
Introduction
In the last few years, one-dimensional nanomaterials such as nanofibers, nano-belts, nanoribbons, nanowires, and nanorods have been attracting the great interest of researchers due to their unique optical, thermal, electrical, magnetic, acoustic, and mechanical properties and they have been used in many applications such as catalysis, energy storage, and conversion, biomedical engineering, nano-reactors and gas sensors.1,2 The main advantage of one-dimensional structures is their high surface area, which provides many special properties and functionalities. 3 The electrospinning technique is a simple, convenient, low-cost, and versatile method that has been used to produce one-dimensional nanostructured materials. 4 Most soluble polymers with appropriate molecular weight can be electrospun. Polymeric nanofibers have been used in many applications including filters, reinforcing agents, biomedical materials, tissue engineering, catalysis, sensing, and fabrication of composite materials, supercapacitors, fiber templates to prepare nanotubes, and wound dressing.5-7 Also, this technique can produce a three-dimensional nanofibrous membrane with a large surface area. 8 Poly(vinyl alcohol) (PVA) is a water-soluble polymer as well as a nontoxic, biocompatible, and biodegradable synthetic polymer. Therefore, PVA has been studied widely in biomedical, plastics, and textile fields. The electrospinning of PVA has been investigated extensively due to the use of water-based solvents.9-11 Thus, PVA was chosen as a suitable base polymer to construct an electrospun nanofibrous structure. PVA is a polymer that has been studied extensively because of its good film-forming and physical properties, high hydrophilicity, process-ability, biocompatibility, and good chemical resistance. These properties have led to its broad industrial use and the PVA properties can be improved or modified by importing other composites. 12 Consequently, the PVA is a water-soluble polymer, nontoxic and free of danger, and so it can be safely used in medical fields. 13 Generally, water has been used as a sole solvent of PVA for electrospinning. However, unadulterated water is not a preferable solvent for electrospinning because of its high surface tension, low vapor pressure, and high boiling point. Sawada et al. used a mixture of water and Dimethylformamide (DMF) to enhance the production efficiency of electrospinning PVA nanofibers and to investigate the effect of using DMF with lower surface tension, low vapor pressure, and higher boiling point than water. 14 Poly)lactic acid ((PLA) is known to be one of the prominent biopolymers, which has been used for its immense biomedical applications 15 due to its biodegrading and biocompatible properties. PLA is an excellent biopolymer for drug delivery, gene transfer, fabrication of surgical sutures, tissue engineering, and regenerative medicine applications due to its excellent biocompatibility and biodegradability.16,17 PLA is the most widely used synthetic polymer for electrospinning applications as a copolymer, blending with other synthetic biocompatible polymers such as poly (glycolic acid) (PGA), poly (ε-caprolactone) (PCL), and its copolymers. 18 Besides, PLA nanofibers dressings have potential use in regenerative medicine.19,20 PLA/Curcumin nanofibers have shown good blood compatibility 21 and wound healing properties. 22 So far, extensive research has been conducted on the parameters of the electrospinning process, which shows that these parameters have a great impact on the shape and diameter of nanofibers. Lee et al. considered the effect of different solvent systems on poly (ε-caprolactone) (PCL) nanofibers. Only methylene chloride (MC) was able to dissolve the polymer. However, electrospinning of the solution often stopped due to the low boiling point of MC. The addition of DMF to MC enhanced the electrospinning process and allowed the production of smaller nanofibers. It was suggested that nanofibers could be collected because DMF decreased the viscosity and increased the electrical conductivity of the PCL solution. 23 Regarding the production of PLA nanofibers, the effects of polymer concentration and process parameters, such as electric field, feed rate, and the distance between needle and collector, on nanofiber morphology have been considered. Gu and Ren dissolved amorphous PLA (PDLA) in a mixture of chloroform (CHL) and acetone (AC) (2/1 v/v). An experimental design (DOE) was done for optimizing and predicting the morphology and mean diameter of PLA nanofibers. They concluded that polymer concentration plays a major role in determining nanofiber diameter. Fibers with a more uniform diameter were obtained at higher concentrations and higher applied voltage. 24 Also, several studies have been performed to modify the properties of PVA and PLA polymer. Wang et al. 25 used a poly (γ-Benzyl-L-glutamate) (PBLG) to modify PLA by blending and improved its surface wettability. Maleki et al. 26 produced polyvinyl alcohol (PVA)-poly (lactic acid) (PLA) nanofibers by incorporating AgNO3 nanoparticles by coaxial electrospinning. Hongyan Bi et al. 27 developed PLA and PLA/ PVA/SA nanofiber membranes through an electrospinning process to create a very large, highly porous surface that can heal wounds. Today, the use of PLA polymer is very suitable for various applications, (e.g. medical application), due to its non-toxicity, excellent biocompatibility, and degradability. But there are limitations such as fragility and its hydrophobic nature, which can be overcome by using hydrophilic and biocompatibility polymers such as PVA.
In the present study, the ability to produce the PVA/PLA nanofibers with a mutual solvent was investigated by electrospinning technique. For this purpose, five samples of PVA/PLA nanofibers in the ratio of 100:0, 75:25, 50:50, 25:75, 0:100 (v/v) were fabricated with a mutual DMF/AC solvent. The effect of electrospinning parameters on the morphology of nanofibers, surface wetting, and mechanical performance for each of these nanofibers was determined using scanning electron microscopy, contact angle measurements, and tensile tests, respectively.
Experimental section
Preparation of PVA/PLA electrospun nanofibers
PVA (Mw = 89,000, Sigma-Aldrich, USA) solution was prepared by dissolving 5 wt% PVA N, N-Dimethylformamide (DMF, Sigma-Aldrich)/Acetone (AC, Sigma-Aldrich) (with the ratio 8:2) mixture solvent for 4 h at 85°C. PLA (Mw = 60,000, Sigma-Aldrich, USA) solution was prepared by dissolving 2 wt% PLA in DMF/AC (with the ratio 8:2) mixture solvent for 2 h at 40°C. Finally, PVA and PLA solutions were mixed to prepare a spinning solution with the concentration ratio of 100:0, 75:25, 50:50, 25:75, and 0:100 (v/v) (PVA/PLA). The mixtures were stirred on a magnetic stirrer for 1 h to obtain homogenous solutions. Prepared solutions with different amounts of PVA/PLA, were placed on a syringe pump. The collector was a rotating cylindrical drum was placed at distances from the needle (18G; Terumo, Belgium). The electrospinning process was performed at room conditions, at a flow rate of 0.3 ml/h, at an applied voltage of 20 kV and 12 cm from tip to the collector. The electrospinning apparatus was a Fanavaran nano-meghyas Co. (Iran) and nanofibers were collected onto the aluminum sheet. Furthermore, to investigate the effect of voltage changes and tip distance from a collector on the morphology and diameter of prepared nanofibers, PVA/PLA solution with 50:50 ratios was used.
Characterization
The spinning solution viscosity was measured through rheology (MCR300 Rheometer, Physica, Anton Paar). The viscosity (η) (vertical axis, in Pascal-second units) was measured at shear rates varying from 0.01 s−1 to 1000 s−1 (horizontal axis). All measurements were performed at 25 ± 1°C. The FTIR spectra of nanofibers were examined by the FTIR spectroscopy (Thermo Nicolet Nexus 870 FTIR from Nicolet Instrument Corp., USA). The surface morphology of the nanofibers was investigated using a Field-emission Scanning Electron Microscope (FE–SEM, Sigma, and Zeiss Germany) and SEM, LEO1455VP, England. The mean diameter and diameter distribution of the composite nanofibers were calculated by measuring the different parts of the nanofibers using ImageJ software (n ≥ 100). The conductivity was measured using a Multi-meter (Fluke-289/FVF True-rms Logging Multi-Meter Combo Kit with Trend-Capture).
Measurement of mechanical properties
The mechanical properties of the electrospun nanofibers were measured by a tensile strength device model DY30/31 made in France. Firstly, the samples were cut in sizes 10 × 50 mm. The two ends of the specimens were placed in the upper and lower jaws, respectively, and the distance between the jaws was fixed at 30 mm. The jaws are spaced at a speed of 10 mm/min until rupture occurs. The maximum elongation during rupture, the tensile strength of the specimens was recorded. 28
Water absorption measurement
Flat mats were used to evaluate the hydrophilicity of PVA/PLA nanofibers with ratios of 0:100, 25:75, 50:50, 75:25, and 100:0 (v/v) by considering absorption time with observation. The flat mats were cut into 30 × 30 mm2 pieces. Then, 3 µl of distilled water was applied and water absorption time was measured using a chronometer.
Contact angle
Water contact angle measurement was used to evaluate the scaffold hydrophilicity of PVA/PLA 75:25, PVA/PLA 50:50, and PVA/PLA 25:75(v/v). To determine the contact angle, a drop of water was poured on the surface of each nanofiber. The drop was shot with a Canon Eos 400D camera using a standard 18–55 mm lens under standard conditions. The contact angle was measured on the printed result with square geometry. 29
Results and discussion
Morphology analysis of the produced nanofibers
Since viscosity is one of the important factors of the polymer solution in electrospinning, there is a critical viscosity for each polymer solution; which chain engagement is not enough to overcome the colonic repulsion less than the viscosity and hence causes the formation of separate droplets instead of forming a continuous filament. 30 Solutions with low viscosity, in the electroporation process, mainly create spindle-shaped seeds instead of fiber. The electrospun of these solutions is discontinuous and does not proceed. As the viscosity increases, nanofibers are formed and the number of spindle-shaped seeds is reduced. When the viscosity is still increasing, spindle-shaped seeds reappear and fibers with different thicknesses are formed, which is probably due to the splitting of the flow thrown from the needle to the collector. If the viscosity continues to increase, there will be no fiber, because the solution with high viscosity does not have the power to leave the syringe. 31 The results of measuring the viscosity of the solutions in terms of shear rates are shown in Figure 1. As can be seen, the viscosity of polymer solutions decreases with increasing shear rates, which ultimately reaches a constant rate. It is also observed that the PLA solution has a lower viscosity than PVA, due to its lower molecular weight as compared with PVA.32,33 As the PVA ratio is reduced in solutions, its viscosity also decreases.

Measuring the viscosity of the solutions in terms of shear rates.
The electron microscope images of the soluble PVA and PLA and their mixtures are shown in Figure 2. According to the results obtained in Table 1 and Figure 2, pure PVA and PLA electrospun nanofibers have a smooth surface with a relatively uniform diameter. PVA nanofibers with an average diameter of 260 nm and PLA with an average diameter of 76 nm have the highest and lowest average diameters, respectively. By increasing the PLA ratio, the average diameter of nanofibers was decreased, which is due to the reduction in the viscosity of polymer solution by increasing PLA, because the viscosity of the polymer solution reduces the viscoelastic force in the electrospinning process.34,35 Also, it can be observed from microscopic images that in PLA, PVA/PLA nanofibers, cracks are observed in small areas due to the fragility of PLA and related to the hydrolysis of aliphatic polyesters. 36 Also, it was observed that with the increment of PLA, the electrical conductivity of polymer solutions raised, which led to the formation of finer, bead-free fibers.37,38

The electron microscope images of the soluble polyvinyl alcohol and polylactic acid and their mixture (a) PVA, (b) PVA/PLA 75:25, (c) PVA/PLA 50:50, (d) PVA/PLA 25:75, (e) PLA.
Viscosity and conductivity of polymeric solution PVA/PLA.

Mechanical properties
Figure 3 indicates tensile strength, elongation at break of PVA/PLA nanofibers with ratios of 0:100, 25:75, 50:50, 75:25, and 100:0 (v/v). As it can be seen, pure PVA nanofibers have the greatest elongation compared to pure PLA nanofibers. The lower the ratio of PLA in the PVA/PLA nanofibers, the longer the elongation to rupture. 39 Pure PVA and PLA nanofibers have demonstrated almost the same mechanical strength40,41; while the tensile strength of PVA/PLA nanofibers has been raised by increasing the amount of PVA. 36 In general, it was observed that due to the good elasticity of PVA and the brittleness of PLA, 34 the combination of two PVA/PLA polymers creates an overlap in the properties of each other, which leads to the production of nanofibers with ideal mechanical properties.

Mechanical properties of PVA/PLA nanofibers with ratios of 0:100, 25:75, 50:50, 75:25, and 100:0 (v/v).
Water absorption
Figure 4 illustrates the water absorption of PVA/PLA nanofibers. As it can be seen, 60 min after applying a water droplet on the PLA nanofiber surface, it did not show an absorption capability, which was due to its hydrophobic nature. 42 Also, according to the previous studies, 43 PVA is highly hydrophilic which absorbed water in less than 10 s. The absorption time of PVA/PLA nanofibers with the ratios of 25:75, 50:50, and 75:25 was increased with the increase of PLA ratio, which was attributed to reduced hydrophilicity compared to pure PVA. According to British Standard 4554:1970 (Method of Test for Wettability of 3D Fabrics), fabrics giving times greater than 200 s with water are considered to be unwettable. 34 Also, with eye observations as shown in Figure 5, it was concluded that after the water droplets were deposited on nanofibers, they were converted to gel and creating a thin film after they were dried. This property can be used for wound healing because PVA/PLA nanofibers absorb wound secretions as gel and protect the wound by creating a thin film. This thin film formation is observed in PVA/PLA with a ratio of 75:25 (v/v) more than other samples.
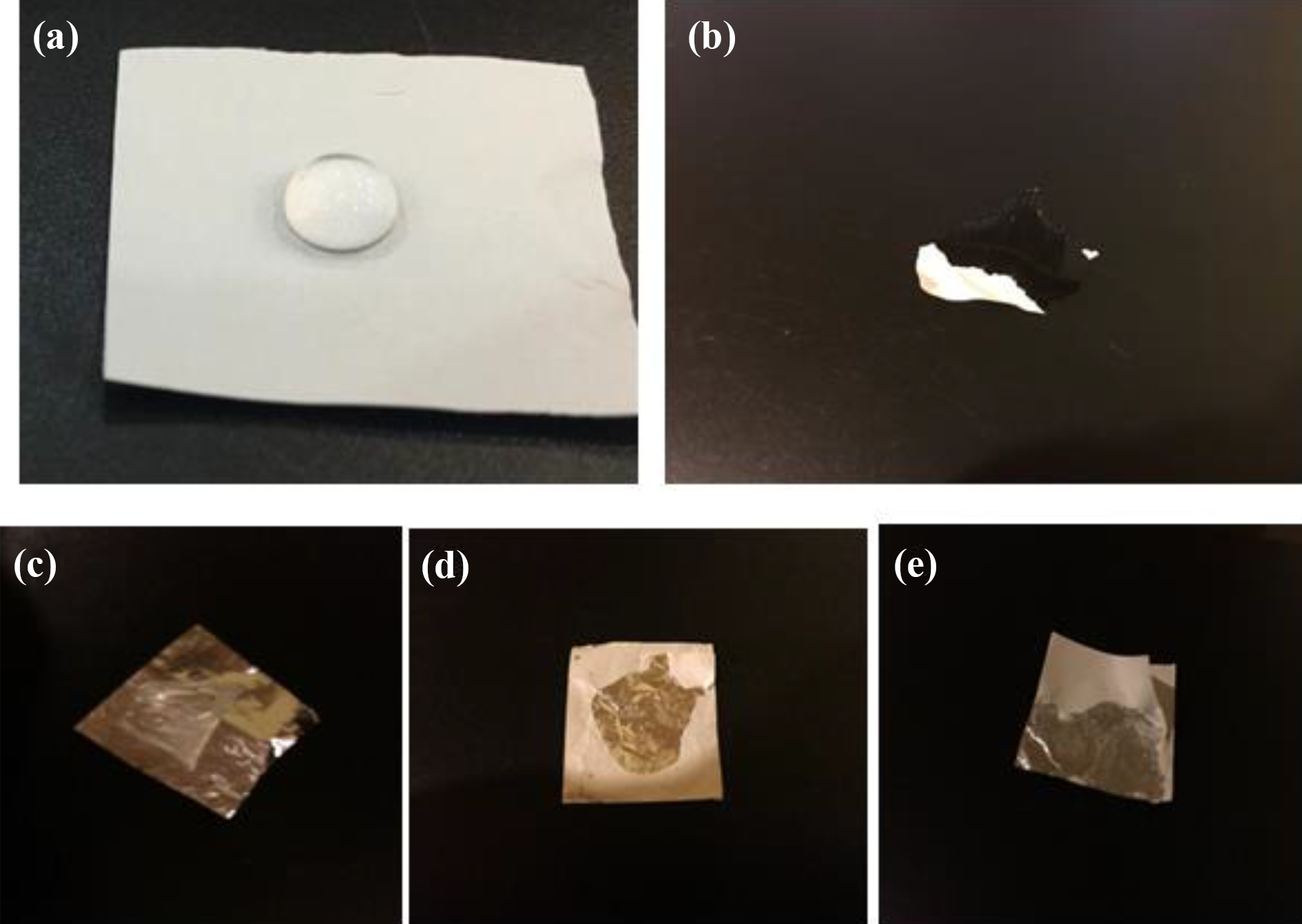
Water absorption of nanofibers: (a) PLA, (b) PVA, (c) PVA/PLA 75:25, (d) PVA/PLA 50:50, (e) PVA/PLA 25:75.
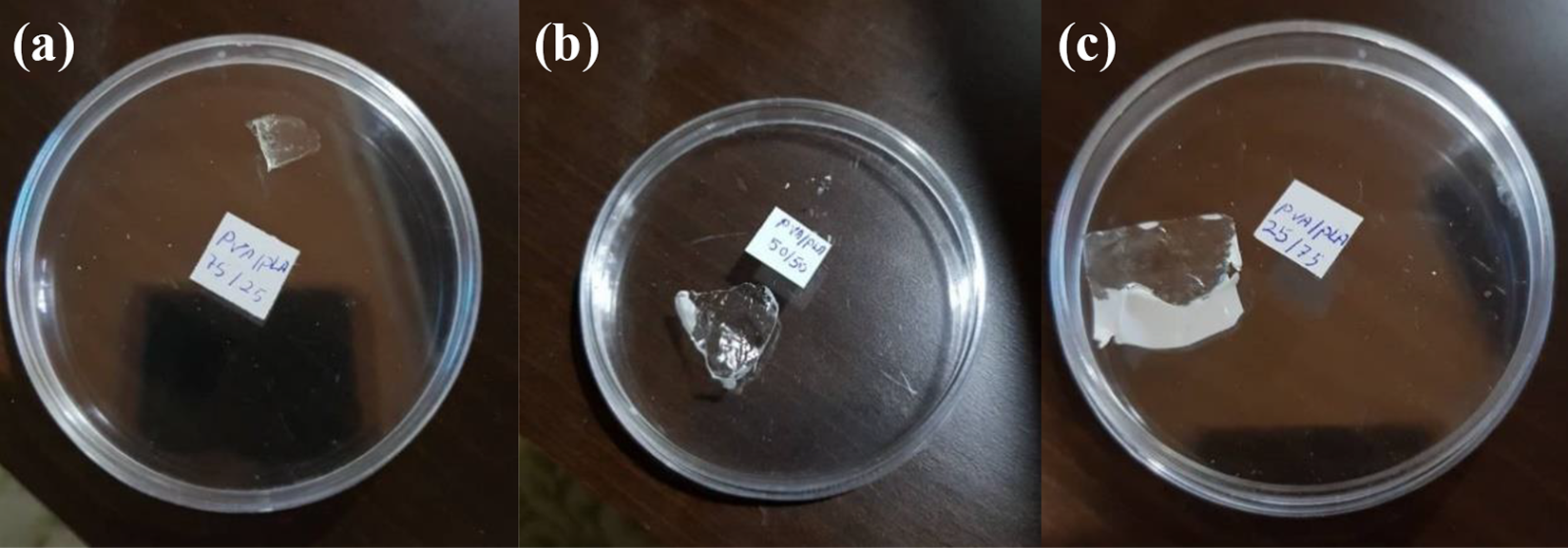
Deposition of thin film after absorption of water droplet: (a) PVA/PLA 75:25, (b) PVA/PLA 50:50, (c) PVA/PLA 25:75.
Contact angle
Hydrophilicity is one of the most substantial factors that affect the cellular compatibility of biological materials. Measuring the contact angle with water is the most common method for determining the hydrophilicity of materials. If the solid surface is hydrophilic, the contact angle will be less than 90°. 44 Water contact angles were measured to evaluate the hydrophilicity of PVA/PLA scaffolds with a ratio of 75:25, 50:50, 25:75. As it can be seen in Figure 6, the 75:25 PVA/PLA scaffold has the lowest contact angle which is equal to 13°, indicating the highest hydrophilic properties compared to the other samples. It was also observed that with the increment of PLA, the contact angle increased, which is due to the hydrophobic property of PLA. The contact angles of 31°, 52° related to PVA/PLA 50:50 and PVA/PLA 25:75 scaffolds, respectively, which have less hydrophilic properties. In general, all scaffolds have good hydrophilic properties, which promote cell proliferation and migration. 45

Water contact angles of electrospun nanofibers from (a) PVA/PLA 75:25, (b) PVA/PLA 50:50, (c) PVA/PLA 25:75.
The FTIR spectrum of nanofibers
Figure 7 shows the FTIR spectrum for the PVA, PLA nanofibers, and the mixture of PVA/PLA with three ratios of 75:25, 50:50, and 25:75, respectively. The PVA spectrum shows the bands at 2923 cm−1 (CH2 stretching), 2960 cm−1 (CH3 stretching),46,47 1634 cm−1 (–C=O stretching) 48 and 852 cm−1 (CH2 rocking). 49 Another related band at 1096 cm − 1 is the stretching of CO 47 and bending at 3443 cm−1 is assigned to the stretching of the hydroxyl group. 46 In the FTIR spectrum of PLA, the characteristic peaks appeared at 2999 cm−1 (–CH asymmetric stretching), 1760 cm−1 (–C–O stretching), 1458 cm−1 (–CH bending in –CH3), 1362 cm−1 (−CH3 symmetric deformation), 1187 and 1095 cm−1 (–C–O stretching) and 870 cm−1 (–C–C stretching).50,51 PLA/PVA nanofiber spectra depicted different intensities of peaks in both PLA and PVA, indicating the presence of both materials in composite nanofibers. The high intensity of the hydroxyl group is seen in the spectrum of PVA/PLA nanofibers, indicating the presence of PVA in the fibers. 36 Also, the stretching of the carbonyl group from the PLA crystal sequence corresponds to the band at 1185 cm − 1 and 1756 cm − 1.51,52

FTIR spectrum of nanofibers obtained from a solution of polyvinyl alcohol and polylactic acid and their mixture (a) polyvinyl alcohol, (b) PVA/PLA 75:25, (c) PVA/PLA 50:50, (d) PVA/PLA 25:75, (e) polylactic acid.
Effect of working parameters
The distance between the collector and the needle tip
It has been proven that the distance between the collector and the needle tip can also affect the fiber diameter and morphologies. In brief, if the distance is too short, the fiber will not have enough time to solidify before reaching the collector, whereas if the distance is too long, bead fiber can be obtained. It is widely known that one important physical aspect of the electrospun fiber is the dryness from the solvent, and hence optimum distance is recommended. 53 As shown in Figure 8, changes in needle tip to collector have no significant effect on the morphology of the produced nanofibers. However, according to Table 2, the diameter of the produced nanofibers is reduced with increasing the distance of the needle tip to the collector, which is due to an increase in the solvent evaporation time in the jet with increasing distance. This is similar to the results of McCullen et al., who investigated the effect of distance and found that the smaller fiber polymer was produced by increasing the distance from 10 cm to 15 cm due to the extension of the polishing distance from the jet. 54 Yuan et al. also showed that the diameter of the nanofibers will be thinner as the distance is increased. 55

Effect of a tip-to-collector distance on morphology of PVA/PLA electrospun nanofibers using an injection rate of 0.3 ml/h and voltage of 18 kV. (a) 8 cm; (b) 10 cm; (c) 12 cm; (d) 14 cm; (e) 16 cm; (f) 18 cm.
The effect of changes in the distance of needle tip to collector and voltage on the diameter of fibers.

Voltage
The voltage applied in the electrospinning process is an important factor, and its effect on the diameter of the electrospun nanofibers is controversial. 53 For example, Rodoplu and Mutlu 56 found that the increment of voltage causes droplets and jets to accelerate more quickly toward the collector, and thus larger seeds are formed and the diameter of the produced nanofibers is reduced by increasing the voltage. Also, Medeiros et al. 57 concluded that the number of grains significantly increased by increasing the voltage from 12 kV to 25 kV, while the diameter of the nanofibers was applied as a function of the voltage which had the smallest diameter both at the lowest voltage and at the highest voltage. Nevertheless, according to the SEM micrographs of electrospun nanofibers at 16, 18, 20, and 22 kV which is illustrated in Figure 9, and due to the average fiber diameter which is presented in Table 2, the diameter of the produced nanofibers decreased by increasing voltage. This is due to the creation of a stronger electric field and consequently more elasticity of the solution in the electrospinning process.58,59

Effect of voltage on the morphology of PVA/PLA electrospun nanofibers using an injection rate of 0.3 ml/h and a tip-to-collector distance of 12 cm. (a) 16 kV; (b) 18 kV; (c) 20 kV and (d) 22 kV.
Comparison with other works
The production method of nanofibers, solvent used to prepare the polymer solution, the average diameter of nanofibers, contact angle, and mechanical properties of PVA/PLA nanofibers were compared with PVA/PLA nanofibers produced in other studies in Table 3. As it can be seen, the nanofibers produced in the present study have a small fiber diameter, good mechanical properties, and good hydrophilic properties. Mechanical and hydrophilic properties are important in biomedicine and tissue regeneration. The results showed that by combining two hydrophilic and hydrophobic polymers, PVA and PLA, the surface properties and limitations of each polymer can be improved so that it can be used in tissue engineering.
Comparison the results of present study with other works.

Conclusions
In this study, the ability to produce PVA/PLA nanofibers with a mutual solvent was considered through an electrospinning method. Hence, five samples of PVA/PLA nanofibers in the ratio of 100:0, 75:25, 50:50, 25:75, 0:100 were fabricated with a mutual DMF/acetone solvent. The results of the present study demonstrated that PVA/PLA nanofibers were prepared using a common solvent to eliminate the hydrophobic property of PLA. The shear rate affected the viscosity of the polymer solutions and the viscosity of the solutions had a significant effect on the diameter of PVA/PLA nanofibers. Moreover, the change in the distance between the tip of the needle to the collector and changes in voltage affect the diameter of the electrospinning nanofibers. The PVA/PLA scaffolds have acceptable mechanical and tensile properties. Also, PVA/PLA scaffolds have good hydrophilic properties, whereby they have proper cellular activities including cell proliferation and cell migration as well as rapid absorption of wound secretions. Consequently, these properties can be used for tissue engineering applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.