
Abstract
Owing to its biodegradability, durability, low cost and potential material to replace existing commercial products in the field of engineering applications, nowadays there is a lot of interest in the field of green composites. It is formed by a mixture of biodegradable polymers and natural fibers and has a potential to replace synthetic polymer based composites. In this research work flax fibers are used as reinforcement and Poly-lactic acid (PLA) as matrix material for the development of Flax/PLA composites. The effects of processing parameters such as fiber volume fraction ranging from 25% to 50% and molding temperature ranging from 160°C to 180°C on mechanical properties of flax/PLA composites were investigated. It is concluded from the results that maximum tensile and flexural strength are recorded at 35% fiber volume fraction of flax/PLA composites developed at 170°C molding temperature. SEM analysis validated the findings obtained from the mechanical characterization.
Introduction
Composites can be found everywhere and have become an integral part of our daily life e.g. bricks, rubber tier, spacecraft, etc. However there is a huge demand since 1950’s for the stronger and stiffer, yet lighter in weight composite material which can be used for different applications such as transportation, aerospace, medical applications etc. Due to high strength to weight ratio and comparable mechanical properties of composite materials with the traditional metals, a lot of interest has been gained to replace the conventional metals with composite materials. But still the major challenges in handling the synthetic composites are their reusability. 1 Apart from the manmade composites, nature also developed its own composites in the form of wood, teeth, bones and muscles tissues etc. In general, a composite material consists of matrix and reinforcing material and a thin interfacial layer between both the constituents. In a composite material, both physical and chemical properties of the constituents are retained and still provide the combination of properties which cannot be achieved by any one of the constituent in the composite material. Green composites are also the category of the composites in which one or both of the constituents are derived from the natural resource. 2 Green composites are further categorized into two categories depending upon the type of constituent it is derived from i.e. fully biodegradable composites or partially biodegradable green composites. Fully biodegradable green composites are the sustainable material in which both the constituents are derived from natural resource. In case of partially biodegradable green composites, one of the constituent is derived from natural resource. Lot of interest has been developed in the area of green composites to overcome the major issues such as non-biodegradability of petroleum based composites, global warming, depletion of fossil fuels etc. The major constituents of green composites are natural fibers and biodegradable polymers such as poly hydroxyl butyrate (PHB), poly hydroxyl valerate (PHV), poly hydroxyl alkanoates (PHA) and poly lactic acid (PLA). Natural fibers are further categorized into major three categories such as plant fibers, animal fibers and mineral fibers. 3 Lot of research has been done with the use of natural fibers and biodegradable polymers. Srinivasan et al. 4 evaluated the mechanical and thermal properties of banana-flax/epoxy composites and observed that the hybrid composites possess the better mechanical strength as compared to single fiber based composites. Xiao-Yun et al. 5 developed the flax/PLA composites and investigated its tensile and flexural properties. It was observed that 35% fiber volume fraction is a better choice for the concern of tensile and flexural properties. Fiber orientation also plays an important role in defining the mechanical behavior of the composite materials. Chabba and Netravali 6 developed the unidirectional composites using flax yarn and soy protein concentrate (SPC) and characterized their mechanical properties. It was observed that the composites with 45% fiber weight fraction exhibits the higher fracture stresses and Young’s Modulus as compared to the neat resin. Kong et al. 7 developed the flax/vinyl ester composites with the help of Vacuum Assisted Resin Transfer Molding (VARTM) and investigated its mechanical properties and analyzed the structural design by manufacturing the chemical storage tank. It was observed that the designed chemical storage tank using flax composites is acceptable for structural safety and stability. Smitthipong et al. 8 investigated the effect of pineapple leaf fiber reinforced thermoplastic starch/PLA blend based green composites on its mechanical properties and found that thermoplastic starch with pineapple leaf fiber reinforced/PLA based composites gives good mechanical properties and water resistance properties than TPS/PLA blend. Bajpai et al. 9 developed the nettle fiber reinforced polypropylene composites and exposed to river water, diesel oil, freezing conditions, sunlight and investigated its effect on their tensile strength. Results revealed that tensile strength was influenced in all the exposed conditions and maximum tensile strength is reduced in sunlight and river water environment. Jai Inder Preet et al. 10 studied the effect of curing temperature on mechanical properties of jute/epoxy composites and it was observed that 100°C curing temperature provides the maximum tensile strength and flexural strength as 32.3 MPa and 41.8 MPa, respectively.
After the development of green composites, efforts have been made by the researchers to enhance the mechanical properties by adopting the different methods of surface treatment of the fibers.11-15 Jai Inder Preet et al. 16 studied the effect of fiber volume fraction and curing temperature on the mechanical properties of Jute/PLA composites and it has been found that maximum mechanical properties has been obtained with 30% fiber volume fraction and 160°C curing temperature. Georgiopoulos et al. 17 developed the flax/PLA composites and studied the effect of three different surface treatments on the mechanical properties. It was observed that the composite with maleic anhydride fiber treatment results with highest Young’s Modulus increment and salinization treatment results in improved tensile and flexural properties.
Xian-Yun et al. 18 developed the flax/PLA composites and studied the effect of fiber volume fraction on its mechanical properties. Results revealed that the flax fibers with 35% fiber volume fraction show the maximum tensile and flexural strength of 23 MPa and 28 MPa respectively.
This research work is the extension of the study already conducted on Jute/PLA composites. 16 In this research work, woven flax fiber mat were used as reinforcement and PLA as matrix material. Development of flax/PLA composites were done with the help of compression molding technique and the effect of molding temperature ranging from 160°C to 180°C and fiber volume fraction ranging from 25% to 50% was studied on its mechanical properties. Water absorption test was conducted as per ASTM standards. Interfacial adhesion between the fiber and matrix was analyzed by the conducting the scanning electron microscopy (SEM) analysis of tensile fractured specimens.
Materials and methods
Materials
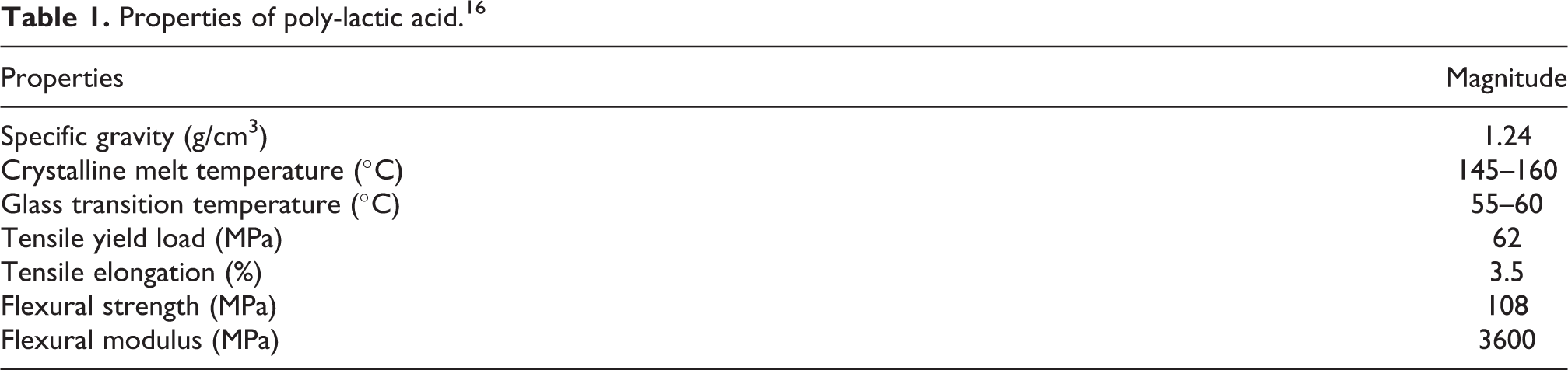
Woven flax mat was used as a reinforcement which was purchased from the ChanderPrakash Pvt Ltd, Jaipur, India. Poly-lactic acid (PLA) with grade of 3025D was purchased in the granular form from the Natur Tec India Pvt Ltd, Chennai. Table 1 represents the properties of poly-lactic acid 16
Properties of poly-lactic acid. 16
Processing of composites
Flax/PLA composites were developed with the help of compression molding technique in which woven Flax fiber mat was used as reinforcement and poly-lactic acid (PLA) was selected a matrix material. For the development of these composites, experimental setup consists of metallic die, heating roads, thermocouples, control panels, compression molding machine and Teflon sheets. Metallic die was designed and fabricated with two parts, lower die and upper die. It was designed in such a way that we get rectangular laminates of 320 mm X 120 mm X 4 mm thickness laminates.
Teflon sheets were used as a releasing agent to avoid the sticking of PLA with the metal. Heating rods were used to heat the metallic dies which further melt the PLA at the required set temperature. To control the temperature of both the dies, J type thermocouples were used which records the temperature and sends the feedback to control panel to regulate the temperature as per requirement. Initially, flax fiber mats were cut as per the dimension of the rectangular cavity. Both fiber mats and defined quality of PLA were placed in the oven to remove the moisture from it. After 4 h, flax fiber mats and PLA were measured for weight using the weighing machine. Teflon sheet was placed in the rectangular cavity and the required quality of PLA was poured in it and then first layer of flax mat was placed on it again a second layer of PLA was poured on it to make a sandwich structure.
Same procedure was adopted to finally make a sandwich structure with 5 layers of flax mat and 6 layers of poly-lactic acid. Finally Teflon sheet was placed at the top of sandwich structure and complete die was closed with the help of upper die and then placed in the compression molding machine. Initially 4 MPa of pressure was applied for 4 min and later it was increased to 6 MPa for further 2 min at a constant mold temperature. Total heating time given for the development of composites is 15 min. Developed composites were further air cooled under the load till 80°C. Finally, developed composites were kept out from the die for further testing purpose. Figure 1 represents the procedure for the development of flax /PLA composites.

Procedure for the development of Flax/PLA composite.
In this study, Flax/PLA composites were developed with different fiber volume fraction ranging from (25%, 30%, 35%, 40%, 45% and 50%), with different molding temperature ranging from (160°C, 170°C and 180°C). From the differential scanning calorimetry (DSC) test, it was observed that 160°C is the melting temperature of neat PLA. From the initial trials it was observed that fibers get burnt out at higher temperature of 190°C. So considering the results from the initial trials, it was decided to keep the molding temperature range from 160°C till 180°C.
The fiber reinforcement in the composites in terms of volume has been calculated using equation (1). 19

where Vf is fiber volume fraction, Wf is the weight of the fiber in composite, W is the weight of the developed composite, V is the volume of the developed composite, and pm is the density of matrix material.
Figure 2 shows the developed flax/PLA composite. Flax/PLA laminates were further cut as per the ASTM standard for the mechanical characterization.

Flax/PLA composite.
Mechanical characterization
Tensile testing
To understand the behavior of Flax/PLA under the axial loading for engineering applications, the tensile test was performed in accordance with standard ASTM D3039. 20 The test specimen size was 250 mm × 25 mm × 4 mm. The test was performed on a universal testing machine (UTM). The flat specimens of required size were fixed between the grips of each head of the testing machine in a way that the direction of force applied to the specimen is coincident with the longitudinal axis of the specimen. The upper end was fixed and axial load was applied on another end. The strain rate of 2 mm/min was selected during the tensile test.
Flexural testing
The cross breaking test was conducted as per ASTM standards D790-02. 21 The test was conducted on the universal testing machine. Two parallel V-shaped supports were used to fix the specimen in the machine. The size of the specimen was taken as 120 mm x 15 mm x 4 mm. The distance between the supports was kept equal to 16 times the measured thickness of the test specimen. A load was applied by the third V-block parallel to and between the supporting blocks across the width of the test specimen.
Hardness test
Barcol hardness tester was used to calculate the hardness of flax/PLA composites. Barcol hardness number represents the degree of cure of the developed composites. Hardness test was conducted on flax/PLA composites as per ASTM standards D2583. 22
Water absorption test
The water absorption test was conducted according to ASTM standard D570-98. 23 A square test specimen of 38 mm was cut from the laminate. The weight of the specimen was first measured in air (W1) and then the specimen was immersed in distilled water for a period of 24 ± 1 h. On removal from water, the specimen was wiped properly and was weighed within 2 min of its removal from water. This weight was recorded as W2. Amount of water absorption was recorded as per equation 2.

Scanning electron microscopy (SEM)
Scanning electron microscopy analysis was done on the tensile fractured surfaces to analyze the interfacial bonding between the matrix material (PLA) and reinforcement (Flax fiber). For this analysis, Flax/PLA composite samples were selected with lowest and highest tensile strength and were investigated to evaluate the influence of processing parameters (fiber volume fraction and molding temperature) on the interfacial bonding between Flax fiber and poly-lactic acid (PLA).
Results and discussions
Mechanical characterization of composites
Tensile strength
Figures 3 and 4 show the tensile strength and Young’s modulus of Flax/PLA composites respectively. The results depict the behavior of Flax/PLA composites with change in the fiber volume fraction and molding temperature. It is observed that the tensile strength of Flax/PLA composites increases with the incorporation of flax fibers until 35% of the fiber volume fraction subsequently decreases with an additional increase in fiber loading up to 50% of the fiber volume fraction. Maximum tensile strength of 35.581 MPa was recorded for flax/PLA composites with 35% fiber volume fraction developed at 170°C moulding temperature which is more than as mentioned in one of the literature study. 18

Tensile strength of Flax/PLA composite.

Young’s modulus of Flax/PLA composites.
It was analyzed during the tensile test that Flax/PLA based composites shows the brittle failure and clear chatter sound was observed during the fracture. As far as the mechanical behavior of the Flax/PLA composites, it has been reported that initially cracks were observed on the matrix which indicates that the matrix failure occurred first, afterwards fiber failure due to fiber fracture, fiber pullout etc. which leads to the composite failure. As soon as cracks are initiated, shear stress is concentrated at the fiber–matrix interface, causing rapid crack propagation in the matrix and bulk failure. Natural fibers are expected to serve as barriers, slowing the composite’s fracture phase and, as a result, lowering the probability of sudden failure.
Figure 4 represents the Young’s Modulus of flax/PLA composites. It is observed that the Young’s Modulus of flax/PLA composite increases with an increase in fiber loading up to a fraction of 35% of fiber volume subsequently decreases with an increase in fiber volume fraction. Maximum Young’s Modulus of 2.83 GPa is observed for flax/PLA composites with 35% fiber volume fraction developed at 170°C moulding temperature.
Figure 5 shows the SEM images of tensile fractured specimens of flax/PLA composites with 35% fiber volume fraction and developed at 160°C, 170°C and 180°C molding temperature respectively. SEM images of flax/PLA composites shows the clear difference in matrix fiber bonding. Weak interfacial bonding between the flax fiber and PLA matrix has been observed for the composites developed at 160°C molding temperature. Weak interfacial bonding may be because of less wettability of flax fiber with PLA matrix which signifies the fact that the matrix is more viscous at 160°C. Weak interfacial bonding leads to reduce the load bearing capacity of the fiber. Whereas composites developed at a 170°C molding temperature shows good fiber matrix bonding. No fiber pull out behavior was observed in the flax/PLA composite developed at 170°C. It is also observed that flax fibers are taken out of the PLA matrix. Fiber pull out may also be because of poor interfacial bonding due to the thermal degradation of fibers at higher temperatures.

SEM images of tensile fracture specimens of Flax/PLA composites with 35% fiber volume fraction at various molding temperatures (a) 160°C (b) 170°C (c) 180°C.
Figure 6 shows the SEM images of flax/PLA composite developed at 170°C moulding temperature having 35% and 50% fiber volume fraction respectively. It is observed that the fiber matrix bonding decreases with an increase in the fiber volume fraction. The modulus depends on rigidity and the dispersion of the fiber. The decrease of modulus may be attributed to the bad dispersion of the fiber into the matrix with the formation of aggregate at higher fiber loading.
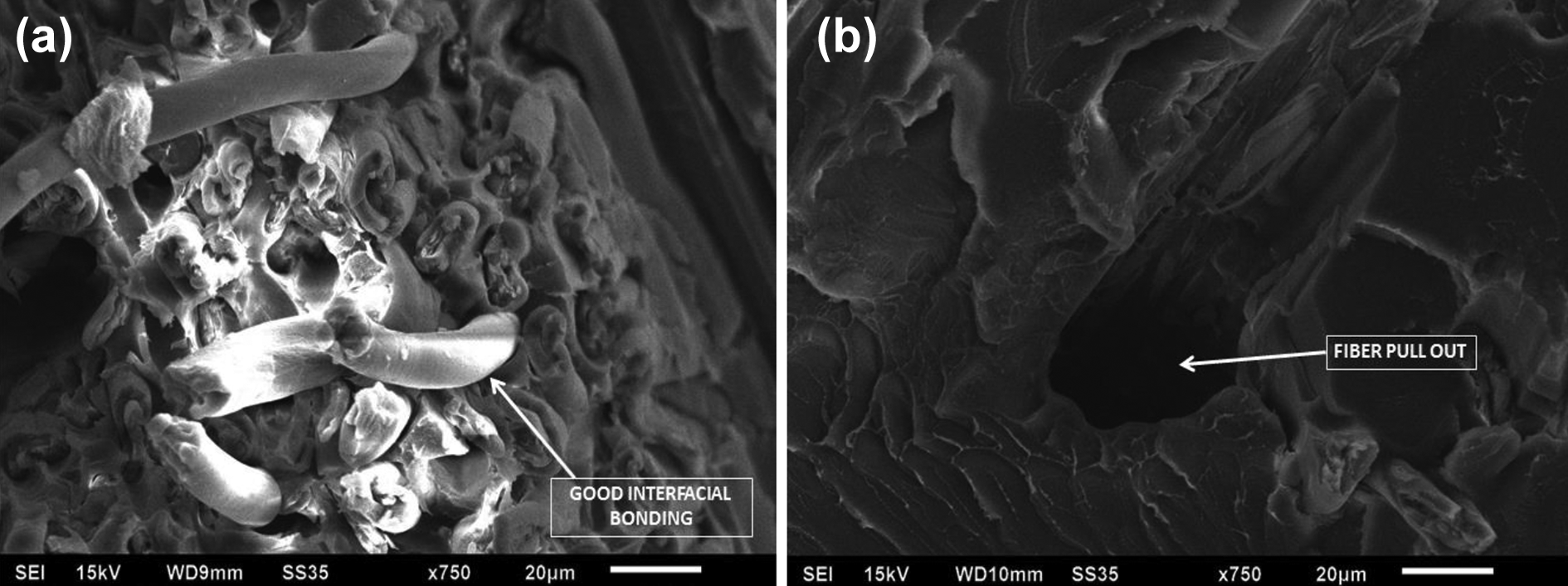
SEM images of tensile fracture specimens of Flax/PLA composites developed at 170°C molding temperature with fiber volume fraction (a) 35% (b) 50%.
Flexural strength
Figure 7 shows the flexural strength of Flax/PLA composites and it was observed that flexural strength increased by a fraction of the fiber volume to 35%. It decreases thereafter attaining the maximum of 47.18 MPa. Results also show that to get the maximum flexural strength, 170°C is the optimal molding temperature. Figure 8 show the Flexural Modulus of Flax/PLA composites. Similar trend has been observed in the Flexural Modulus with change in fiber loading and molding temperature. Maximum Flexural Modulus of 7.82 GPa was recorded for Flax/PLA composites with 35% fiber volume fraction developed at 170°C molding temperature.

Influence of fiber volume fraction and molding temperature on flexural strength of flax/PLA composite.

Effect of fiber volume fraction and molding temperature on flexural modulus of Flax/PLA composite.
Hardness
Figure 9 shows the hardness of Flax/PLA composites. The results show that Barcol hardness increases linearly with an increase in the fiber volume fraction and then decreases significantly after attaining the maximum value of 26.53 Barcol hardness number. It is observed that maximum Barcol hardness number is recorded for the composites with 35% fiber loading in terms of volume and developed at 170°C molding temperature.

Hardness of flax/PLA composite.
Water absorption
The percentage of water intake was measured at various molding temperatures for flax/PLA composites developed with different fiber volume fractions. Figure 10 shows the water absorption of flax/PLA composites. It is recorded that with increase in fiber loading, percentage of water absorbed increases. A drastic change in water absorption was found on increasing of fiber volume fraction from 45% to 50%. Maximum of 16.78% was recorded for flax/PLA composites with 50% fiber volume fraction.

Water absorption of Flax/PLA composites.
Matrix (PLA) surface is a hydrophobic nature and As natural fibers are hydrophilic in nature, So, As the fiber content is increased, more amount of water is absorbed by the Flax/PLA composites. As per the literature, 24 water seeps into the composite material is due to “Vacancy diffusion” mechanism, and comparatively low activation energy and surrounding temperature are sufficient for water penetration. The increasing water absorption is caused, among other factors, by the higher hydrophilic nature of alfa fiber, the matrix, and the greater interfacial area (capillary effect).
Conclusions
Following are the conclusion that can be drawn from the study Test results have shown that the mechanical properties of Flax fibers in the PLA matrix have increased. Flax/PLA composites with 35% fiber volume fraction, developed at 170°C moldingtemperature showed the maximum tensile and flexural strength. Flax/PLA composites with 35% fiber volume fraction developed at 170°C molding temperature showed the increase in tensile and flexural strength by 38.83% and 18.35% respectively as compared to neat PLA. Fiber content should not be more than 35% as exponential rise in water uptake till 50%. Scanning Electron Microscopy analysis indicate the complete fiber pullout at 50% fiber reinforcement in the matrix material. It results due to the poor interfacial bonding between the fiber and matrix material. Reduction in the mechanical properties of Flax/PLA composites at 180°C molding temperature results due to thermal degradation of Flax fiber at higher temperature. Optimum molding temperature for the development of Flax/PLA composites is 170°C in order to get maximum mechanical properties.
Footnotes
Acknowledgments
The authors gratefully acknowledge the Sophisticated Analytical Instrument Lab, Thapar University, Patiala for giving the services related to electron microscopy (SEM).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.