
Abstract
Some composites of alkali treated jute fibers and vinylester-isocyanate/urethane hybrid resin were fabricated. The mechanical, thermo-mechanical, fractographic and aging behavior of these composites were studied and compared with the parent vinylester resin (VER) matrix composites. Using hybrid resin matrix, the impact strength of jute composites was increased by ∼20% over the VER matrix composites. It was, however, accompanied by the marginal improvement in their tensile and flexural properties. Dynamic mechanical analysis showed increased storage modulus and broadened tan δ peak when VER-isocyanate hybrid resin was used as a matrix material compared with the parent VER matrix in jute composites showing its superior stiffness and flexibility. In humid environment, a decrease in the weight gain and swelling thickness was observed for VER-isocyanate hybrid matrix jute composites after 60 days exposure when compared with the parent VER matrix composites. Under accelerated water aging, the drop of 12–24% in the tensile strength was noticed for VER-isocyanate hybrid matrix jute composites as compared to ∼29% for VER matrix composites. The changes in the mechanical response of all composites can be well co-related with their fractographic evidences existed onto the tensile fracture surfaces in both dry and wet conditions.
Keywords
Introduction
Jute fiber-reinforced polyester composites find wide acceptance in developing countries for producing alternate building materials especially wood substitutes such as panels, profiles, frames, door shutters etc. in low cost housing applications.1-5 One difficulty that has prevented a more extensive utilization of jute fibers & allied fibers in the composites is their lack of good adhesion with unsaturated polyester resin.6-11 Under wet environment, these jute composites fail due to the fiber swelling. 12 The specific strength and specific modulus of these composites also diminish by their tendency to delaminate because of the poor toughness and undesirable high volume shrinkage during the curing of unsaturated polyester resins and the inter-laminar stresses existed around discontinuities in the composites.13-15 To overcome some of these shortcomings, several attempts16-20 have been made to use hybrid polymer networks of unsaturated polyester resins and polyisocyanates as matrix materials for composite manufacturing. The cross-linked structures in hybrid polymer networks can be formed by a combination of free-radical polymerization (via styrene linkage on the double bonds of unsaturated polyester resin) and polyaddition reaction (between the -OH group of unsaturated polyester and –NCO group of polyisocyanates). 21 Such hybrid networks are found to exhibit adequate viscosity during maturation to carry fiber mat to the mold filling stage and also provide good mechanical and thermal properties to the resultant composites.22,23
In the present study, we aimed at evaluating vinylester-isocyanate hybrid resin as a matrix material for the manufacturing of jute fiber-reinforced composites. The reaction of secondary –OH groups of vinylester resin with –NCO groups of the polyisocynates gives a hybrid resin of low viscosity.24,25 The said hybrid resin has mechanical strength and thermal stability of epoxy resin besides low temperature performance of polyurethane and ease of cure due to presence of double bonds at the chain end that is comparable to unsaturated polyester. 26 It is expected that the terminal –NCO groups of VER-isocyanate hybrid resin would react with the surface –OH groups of jute fibers to form a satisfactory fiber-matrix interface in the composites and thus, avoiding the known necessity of pretreatment of jute fibers with the coupling agents, polymer coatings and so on. Previously,27-31 a number of researchers examined the suitability of vinylester resin as a matrix material for jute fiber-reinforced composites due to its superior hydrolytic stability, low water absorption and low cure shrinkage compared with the unsaturated polyester resins. Ray et al.27,28 studied the physico-mechanical, visco-elastic and impact fatigue behavior of untreated and alkali-treated jute/VER composites (∼35 wt% jute). They found that the maximum improvement in composite properties was observed for 4 h alkali treated jute (5 wt% NaOH). The flexural strength and flexural modulus were improved by 20% and 23% respectively with respect to untreated ones. On the contrary, the composites reinforced with untreated and 8 h alkali treated jute displayed superior impact fatigue resistance due to catastrophic fracture of fibers with microfibrills pull-out at some places. Alvarez et al. 29 concluded that the addition of jute fibers resulted in marginal decrease of thermal stability of the VER matrix composites (30 vol% jute). The apparent activation energy of decomposition as estimated by thermo-gravimetric method decreased when treated jute fibers were used in the composites. Khan and Bhattacharia 30 used 2-hydrxyethyl methacrylate (HEMA) as a coupling agent for the surface treatment of jute fibers in producing jute/VER composites. They reported that bending strength and bending modulus of HEMA treated jute/VER composites were increased by 70% and 45% respectively compared to untreated ones. The storage modulus and loss modulus of composites were increased by 72% and 65% respectively with respect to the untreated jute composites. Alhuthali and Low 31 observed a gradual increase in water uptake, tensile modulus and flexural strength when cellulose content was increased in the VER matrix composites. In prior art, most of the work have been centered on VER matrix composites, there has been no report cited in the literature on using VER-isocyanate hybrid as a matrix material for jute composites manufacturing.
In this paper, we report the physico-mechanical and fractographic characterization of alkali treated jute fiber-reinforced composites using various resin matrices such as VER-isocyanate hybrid resin, VER-urethane hybrid resin and VER. Dimensional stability of these composites is assessed under different relative humidity and immersed water condition. All composite samples are subjected for an accelerated aging in boiling water to know their strength retention properties. Evidences of fracture modes in the jute composites such as fiber pull-out, fiber fracture and matrix cracking as observed in scanning electron microscopy are used to establish the microstructure-property relationships.
Experimental
Materials
Jute fibers (needle punched non-woven fabric, weight, ∼0.35 kg/m2: needling density, 250 punches/sq.m: thickness, ∼2 mm:) were procured from M/s National Institute of Jute and Allied Fiber Technology, Kolkata (India). Vinylester resin (viscosity, 430 cps; acid value, 10 mg KOH/g; hydroxyl value, 150 mg KOH/g; styrene content, 33%:) along with its ancillaries such as methyl ethyl ketone peroxide, and N, N dimethylaniline were purchased from M/s Naptha Resins and Chemicals, Bangalore (India). The 4,4′diphenyl methane diisocyanate (MDI-Empeyonate CR 100, NCO content, 31%; viscosity, 150 cps:) was received from M/s Huntsman International Pvt. Ltd., Mumbai (India). Polyethylene glycol—400 (molecular weight, 380–420; hydroxyl content, 8.33%: and 1,4-butanediol (Sigma-Aldrich, Mumbai (India) were used as received. Dibutyl tin dilaurate (Air Products, Allentown, USA) was used as a catalyst for polyurethane reaction. Commercial grade sodium hydroxide was used for the treatment of jute fibers. Poly (vinyl acetate) mat forming grade emulsion was obtained from M/s Pidilite industries Ltd., Mumbai (India).
Preparation of samples
VER-isocyanate hybrid matrix
The dehydration of vinylester resin was carried out under a vacuum to remove its entrapped air and moisture. Thereafter, MDI was added into it at different NCO/OH ratios under nitrogen atmosphere. The resulting blends were stirred for ∼2 min and the reaction was accelerated with the help of N, N dimethylaniline (1.2%) and methyl ethyl ketone peroxide (1.2%). Dibutyltin dilaurate (0.2 wt%) was used for catalyzing the polyurethane reaction. The prepared resins were cast on a brass mould (20 mm × 20 mm × 5 mm). The curing of these cast sheets was done at room temperature for 24 h and then post-cured at 130°C for 60 min to complete the cross-linking reaction of resin. In another attempt, the hybrid resin was prepared by adding 1,4 butanediol as a chain extender to the vinylester resin prior to the addition of MDI into it and thereafter followed the above described procedure.
VER-urethane hybrid matrix
The synthesis of polyurethane prepolymer was carried out using polyether polyol and MDI (1:2 molar ratio) in a resin kettle at 80°C for 2 h under a nitrogen atmosphere as described earlier. 32 The resulting prepolymer was blended with vinylester resin at different NCO/OH ratios. The blends were thoroughly stirred and degassed for ∼3 min. Thereafter, acceleration of reaction, casting and curing of resin were carried out as described above.
Jute composite fabrication
The jute fabrics were pretreated with aqueous NaOH solution (∼5 wt% of jute) for 2 h at room temperature 32 The resulting fabrics were washed with the running water to remove their water soluble extractives and residual alkali. For making moulding grade mats, these non-woven jute fabrics were sprayed with poly (vinyl acetate) mat forming grade emulsion (∼6 wt% of jute fabric), dried them to a harden state at 80°C for 30 min and then compressed under 1 MPa pressure at 80°C for 2 min. This helps to improve fiber wetting and reduce resin consumption during laminate preparation. The said mats were then wetted with catalyzed vinylester resin and hybrid resin, stacked between the moulds (6 mats) and compressed it for 30 min at a pressure of 2 MPa at 120°C on a hydraulic press (2 ton capacity, Techno-Scient, Model TSHP). The demoulded samples (∼50 wt% jute) were cured at room temperature for 24 h and then post-cured at 100°C for 2 h under contact pressure. Schematic diagram of composite fabrication process is shown in Figure 1.

Schematic diagram for the fabrication process of jute composites.
Methods
Fourier transform infrared spectroscopy (FTIR)
FTIR Spectrophotometer (Perkin Elmer, GX Spectrum) was employed to collect the spectra of vinylester and hybrid resins. The cured resins were ground and ratioed against KBr to make their pellets. The spectra of these resins were recorded in the frequency range between 4000 cm−1 and 400 cm−1 at a resolution of 4 cm−1 with accumulation of 64 scans.
Thermogravimetric analysis (TGA)
The thermal stability of vinylester and hybrid resins was evaluated with the help of Simultaneous thermal analyzer (Perkin Elmer, 6300). The samples were run from 30°C to 600°C at a heating rate of 10°C/min under a nitrogen atmosphere. The derivative thermogravimetric (DTG) curve for each sample was recorded.
Dynamic mechanical analysis (DMA)
The visco-elastic response of composite samples was assessed by the Dynamic mechanical analyzer (Model 2980, TA Instruments Inc.) under a three point bend mode. The specimen of size 35 mm × 12 mm × 3 mm was mounted between the arms and a thermal run was recorded between 30°C and 200°C at a heating rate of 5°C/min at 1 Hz. The storage modulus and tan δ of these samples were recorded.
Atomic force microscopy (AFM)
AFM (NTEGRA, NT-MDT) was used to measure the surface morphology of jute composites made from both vinylester and hybrid resin matrices. The sample of size 12.50 mm × 8 mm × 5 mm was mounted on a metal disk which was then held magnetically under a probe. A 100 × microscope was used to view phase contrast in the samples.
Field emission scanning electron microscopy (FESEM)
The fractography of fresh and aged tensile fractured surfaces of jute composites was studied on a Scanning electron microscope (Model Zeiss ultra plus). Prior to examination, the fractured surfaces of samples were vacuum coated with a thin film of Au/Pd to render them conductive. Energy dispersive microscopy (EDAX) was used for elemental mapping of pulled-out jute fiber surfaces.
Physico-mechanical tests
Density and water absorption of the molded resins and their jute composites were determined in accordance with ASTM D 570-05 and ASTM D 792-08, respectively. The tensile properties of samples were measured according to ASTM D 638-08 on a Universal testing machine (Testometric, M500-50AT) at a cross head speed of 5 mm/min. The flexural test of samples was conducted as per ASTM D 790-02 at a cross head speed of 5 mm/min and span-to-depth ratio of 16:1. The Izod impact strength of the V-shaped notched specimens was measured in accordance with ASTM D 256 using 25 J pendulum (Dynisco API). All results were the average value of five measurements.
Dimensional stability test
All composite samples (75 mm × 25 mm × 3.5 mm) were subjected to various relative humidity (85%, 95% and 95% at 50°C) and also in an immersed water condition for 60 days. Prior to introduction of specimens in the humid/wet environment, these were dried up to the constant moisture content. The relative humidity was maintained at different levels in a desiccator according to ASTM C 427-58T. The exposed samples were drawn out periodically to monitor the moisture absorption behavior.
Accelerated water resistance test
The accelerated aging test was conducted as per the procedure mentioned in IS 2380-81. 33 The samples were immersed into the cold water and then water was brought to the boiling. The samples were kept at boiling temperature for 2 h followed by it cooling in water. The aged samples were examined for their dimensional changes and tensile properties. All results were the average value of five measurements.
Results and discussion
VER hybrid matrix properties
Figure 2 shows FTIR spectra of vinylester and VER-isocyanate/urethane hybrid resins. It was observed that the intensity of -OH peak assigned at ∼3450 cm−1 reduced significantly when isocyante/polyurethane prepolymer was added into the vinylester. As would be expected, the secondary –OH groups of vinylester reacted with ∼NCO groups of MDI leading to the formation of a hybrid networks. 34 The emergence of split peak assigned at around 1710 cm−1 was due to the hydrogen bonding between the –OH groups at 3450 cm−1 and the –C=O groups assigned at 1717 cm−1. The lack of –NCO peak at characteristic position (2270 cm−1) in the spectra of hybrid resins indicated its complete participation during urethane reaction. Thus, the chemical bonds existed between the two networks can influence the mechanical properties and microstructure of hybrid resins. 35 As shown in DTG curves, two decomposition peaks were appeared in the thermograms (Figure 3). The first one was at around 368–379°C corresponding to the soft segment of the resin and the second one at around 417–421°C corresponding to the hard segment of resin which showed considerable weight loss in the samples at this temperature. The addition of MDI into vinylester resulted in increase of initial decomposition temperature by 5–18°C probably due to the cross-linked structures composed of styrenic and –NHCOO moieties. 26 Contrary to this, there was marginal difference in the main decomposition temperature between the vinylester and the VER-isocyanate hybrid. It was observed that VER-isocyanate hybrid was relatively more thermally stable than the vinylester resin.

FTIR spectra of resin matrices (a) vinylester resin (b) VER-isocyanate hybrid (c) VER-urethane hybrid.

DTG thermograms of VER-isocyanate hybrid at different NCO/OH ratios.
The mechanical properties of vinylester and hybrid resins are given in Table 1. The tensile strength and elongation at break of VER-isocyanate hybrid increased up to NCO/OH ratio of 0.64 (∼3 wt% MDI content) and then decreased with increasing NCO/OH ratio. An increase of ∼16.86% in the tensile strength and ∼21.59% in the elongation was observed over the parent VER. The existence of chemical cross-linked networks in the hybrid could be considered responsible for such increase. 35 The tensile modulus decreased continuously as the isocyanate content was increased in the hybrid resin probably due to the formation of soft hybrid polymer networks and separated phase domains. The impact strength of VER-isocyanate hybrid was increased by ∼32% at the optimum isocyanate level when compared with parent vinylester resin. Above this level, the excess of isocyanates may not contribute in the chain extension process 17 and remained in the form of polyisocyanurate as a separate phase. 36 As a consequence, the mechanical properties became poor and lead to the products with higher rigidity and worse impact. In the case of VER-urethane hybrid, the maximum tensile strength and elongation were obtained at NCO/OH ratio of 0.64 (∼5 wt% polyurethane prepolymer). An increase of ∼31% in the tensile strength and ∼89% in the elongation was noticed over the parent vinylester resin. About 88% improvement in the impact strength was obtained at this level over the parent vinylester. As expected, the tensile modulus decreased continuously with increasing prepolymer content. It was noted that the mechanical properties of VER-urethane hybrid was superior to VER-isocyanate hybrid and parent vinylester. The efficacy of these hybrid resins was further assessed as composite matrices in producing jute composites.
Mechanical properties of VER-isocyanate/urethane hybrid resins at different NCO/OH ratios.

Standard deviation given in parentheses.
Composite properties
AFM images on the surfaces of vinylester matrix and hybrid matrix jute composites are shown in Figure 4. The dark-bright contrast was viewed in the morphology due to difference in modulus of the constituent phases. The morphology of VER matrix composites was heterogeneous wherein black spherical particles of polystyrene were distributed throughout the microstructure (Figure 4(a)).The total roughness of morphology was ∼14.5 nm. Contrary to this, the morphology of VER-isocyanate/urethane hybrid matrix composites was inter-mixed wherein the urethane phase and vinylester phase co-existed (Figure 4(b) and (c)). Because of this, the total roughness of morphology for VER-isocyanate/urethane hybrid matrix composites (17.4–19.6 nm) was higher than the VER matrix composites (∼14.5 nm). The existence of such morphology may contribute to toughness of the hybrid matrix jute composites. 37

Atomic force microscopic images of jute composites (a) vinylester matrix (b) VER-isocyanate hybrid matrix (c) VER-urethane hybrid matrix.
Figure 5(a) shows tensile stress-strain curves of jute composites made with vinylester and hybrid resin matrices. The nature of all curves was almost similar. The slope of curves (modulus) altered slightly with respect to the type of matrix resins and their bonding with the jute fibers. The existence of non-linearity in the curves before fracture was due to the matrix cracking and the failure of critically stressed first jute mat ply possibly as a result of the lower fracture strain of jute fibers to the resin matrix. 38 In flexure, the knee points (non-linearity) in the curves were clearly visible in comparison to tension due to difference in the failure mode (Figure 5(b)). It was noted that the onset of non-linearity in the curve for chain extended VER-isocyanate hybrid matrix composites was higher than those composites made with other matrices. It is due to the fact that the high adhesion between the jute fibers and the hybrid resin in composites and greater cross-linked structure of the VER-isocyanate hybrid resin may possibly exist compared to other systems.
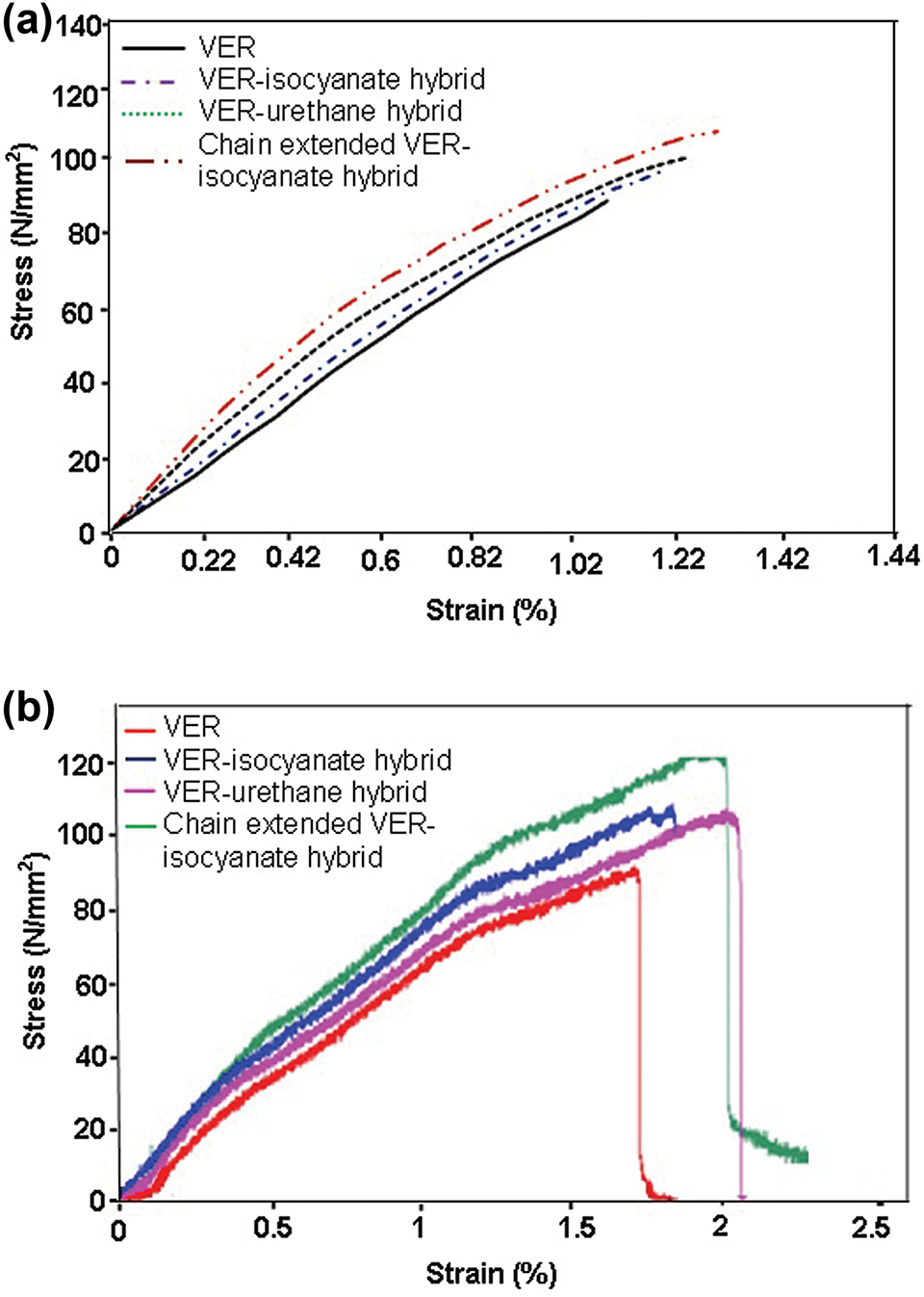
Stress–strain curves of jute composites made with VER matrix and VER-isocyanate/urethane hybrid matrix (a) tension (b) flexure.
The physico-mechanical properties of VER matrix and hybrid matrix jute composites are given in Table 2. The difference in density between the VER-isocyanate/urethane hybrid matrix composites and VER composites was insignificant (1220–1260 kg/m3). Upon 24 h immersion in water, the VER-isocyanate hybrid matrix composites had ∼36% less weight gain than the VER matrix composites. Their thickness swelling was reduced by ∼76%. This can be interpreted as the existence of hydrophobic matrix interphase around the surface of jute fiber. The tensile and flexural strengths of VER-isocyanate matrix composites (chain extended) were higher than those composites made with other polymer matrices. Because of low viscosity in comparison to VER-urethane hybrid matrix, its wetting with jute fibers was adequate which, in turn, helped in the formation of relatively better interfacial bonding with the jute fibers. The elongation at break of chain extended VER-isocyanate matrix composites also increased due to the predominant extensional deformation of networks and also the existence of slipping deformation between the networks. 39 The area under the load-deflection curve was increased by ∼16% over the VER matrix composites showing their superior toughness. About 20% improvement in the impact strength was observed over the VER matrix composites. This could be only due to the fiber breakage with pulled-out of fibrils from the jute fibers during fracture and also the phase separation existed in hybrid resin matrix as the soft segment separated from the hard segments favoring for absorption of high impact energy.
Physico-mechanical properties of jute composites using different polymer matrices.

Standard deviation given in parentheses.
The improved mechanical properties of these composites can be explained in terms of their fracture surface morphology. FESEM images on the tensile fracture surfaces of VER matrix composites and hybrid matrix jute composites are shown in Figure 6(a) to (d). In the case of VER matrix composites, the fracture surface was dominated by the fiber pull-out (Figure 6(a)). Evidence of debonding at the fiber-matrix interface was seen. A region of closely spaced striations between two fibers was observed probably due to the shear tearing of matrix 40 which are the results of micro-cracking perpendicular to the principal tensile stresses. The lack of matrix shear yielding in the microstructure affected the toughness of jute composites. In the case of VER-isocyanate hybrid matrix composites, the fractured surfaces showed less fiber pull-out when compared with VER matrix composites (Figure 6(b)). Most of the fibers were well bonded to the resin. The embedded fibers showed a fracture line in the fiber and fiber breakage during tensile loading because of higher frictional force caused by the matrix stiffness. The fracture surfaces of chain extended VER-isocyanate hybrid matrix composites showed pull-out of microfibrils from the jute fibers along with fiber fracture (Figure 6(c)). The snatching of matrix near the fiber surface was also observed showing the shifting of fracture mode from the interfacial controlled to fibers and matrix in the composites. The furrows observed in the fiber-matrix boundary are thought to be formed by the break-up of the crack front as the crack grows through the plastic zone which is under constraint from the fibers. In the case of VER-urethane hybrid matrix composites, the fracture surfaces exhibited fiber pull-out and cavitations in the matrix (Figure 6(d)). The cavitations caused by the triaxial tension ahead of the crack tip increases the size of the plastic zone in the matrix and that plastic flow contributes to the toughness. 40 While comparing, it is concluded that adherence of resin matrix onto the fiber surfaces and fiber fracture were dominant in the microstructures of VER-isocyanate hybrid matrix composites supporting their superior mechanical properties.

SEM images on the tensile fracture surfaces of jute composites (a) vinylester matrix (b) VER-isocyanate hybrid matrix (c) chain extended VER-isocyanate hybrid matrix (d) VER-urethane hybrid matrix.
Dynamic mechanical properties
Figure 7(a) and (b) shows dynamic mechanical properties of VER matrix and hybrid matrix jute composites in the temperature between 30°C and 200°C. One can see that storage modulus decreased up to ∼140°C and then remained almost constant with the further increase of temperature for all samples (Figure 7(a)). It was noted that chain extended VER-isocyanate hybrid matrix composites showed the highest storage modulus. About 112% and 680% increase in the storage modulus were observed over the VER matrix composites in the glassy (∼40°C) as well as terminal regions (∼190°C) of DMA spectra. The superior stiffness behavior (storage modulus) could be resulted from the relatively better interfacial bonding between the jute fiber and the isocyanated vinylester matrix in the composites and also the cross-linked matrix composed of styrenic and –NHCOO–. 26

Dynamic mechanical analysis of vinylester and VER-isocyanate/urethane hybrid matrix composites (a) storage modulus curve (b) Tan δ curve.
As shown in Figure 7(b), the tan δ peak of VER-isocyanate/urethane hybrid matrix composites shifted to the lower temperature (137°C, 123.8°C and 118.4°C) as compared to the VER matrix composites (142.6°C) attributable to the more mobility of polymer chains in the networks due to the existence of soft domains. The inter-mixing of vinylester phase and urethane phase in the hybrid matrix could be responsible for broadening of tan δ peak with respect to VER matrix composites. The incipient shoulder peak below the glass transition temperature was also noticed supporting the existence of interphase between the polyurethane and the vinylester in the matrix. The –NCO groups of isocyanate (MDI) reacted with secondary –OH groups of VER and surface –OH groups of jute fibers resulting in network structures of varying crosslink density. 26 The highest tan δ value (ratio of loss modulus to storage modulus) and peak shift toward lower temperature were observed for the chain extended VER-isocyanate hybrid matrix composites showing their better damping behavior over other composite systems.
Dimensional stability
Figure 8 shows moisture absorption behavior of the jute composites exposed at different humidity and immersed water condition for 60 days. The absorption curves exhibited an initial straight rise followed by their stabilization after attaining the equilibrium (∼20 days) between the environmental humidity and absorbed water by the samples. As expected, the equilibrium moisture content of jute composites increased with increasing humidity levels. It was noted that VER-isocyanate/urethane hybrid matrix jute composites absorbed less moisture/water than the VER matrix composites probably due to the existence of a relatively more hydrophobic matrix interphase regions. At lower humidity (85% RH), the maximum weight gain in the samples was 2–3% only whereas at higher humidity (95% RH), the samples absorbed upto ∼9% moisture. When samples were exposed to hygro-thermal condition (95% RH at 50°C), the weight gain in the samples was more than the samples exposed at 95% RH. This is attributed mainly due to the plasticization of matrix interphase caused by the combined action of water and temperature. Under immersed water condition, the maximum weight gain in the samples was ∼22%. It was noted that samples gained more weight in the immersed water than the samples exposed at 95% RH and 95% RH/50°C.
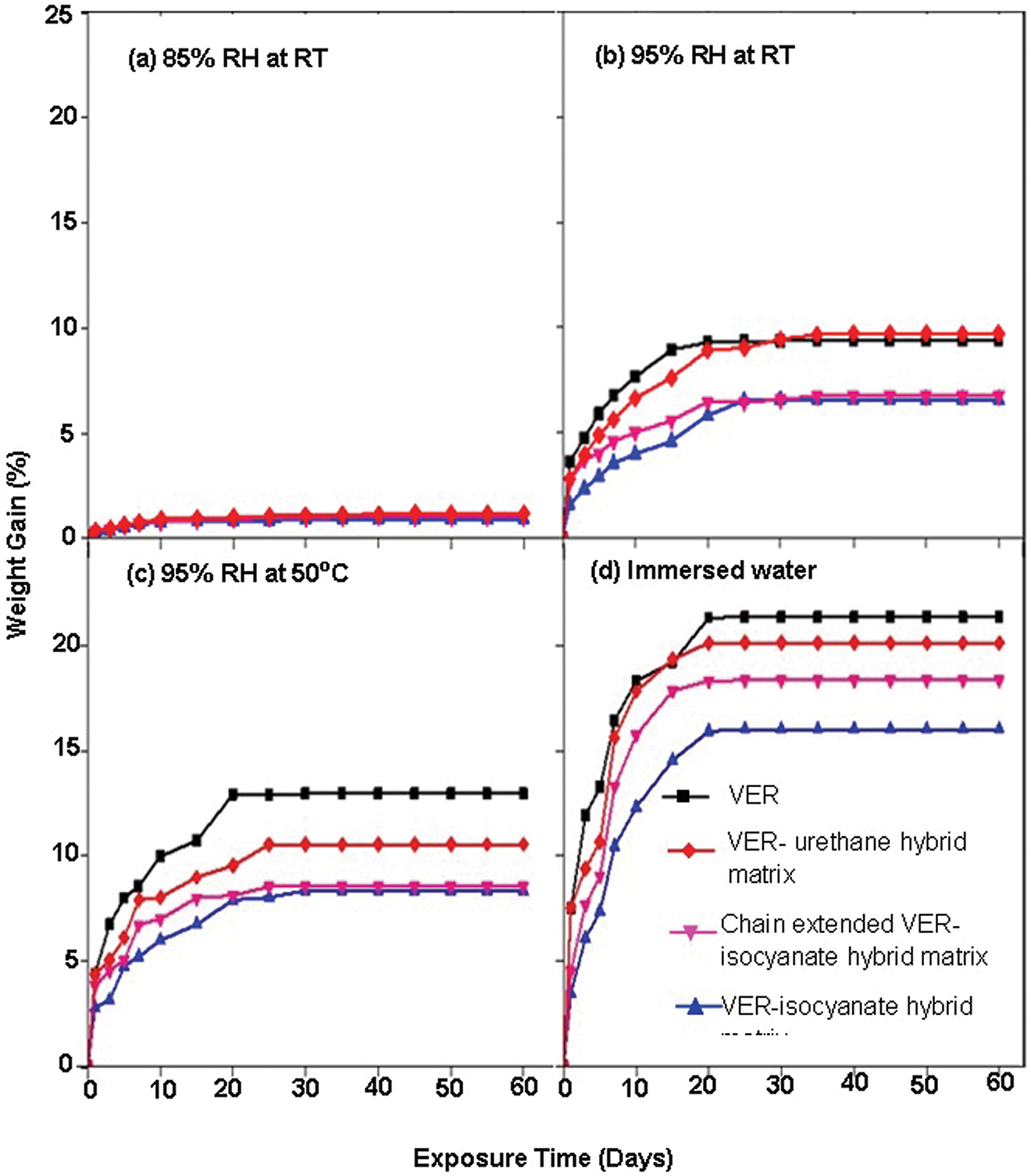
Moisture absorption behavior of jute composites exposed to different humidity and immersed water condition for 60 days (a) 85% RH (b) 95% RH (c) 95% RH at 50°C (d) Immersed water.
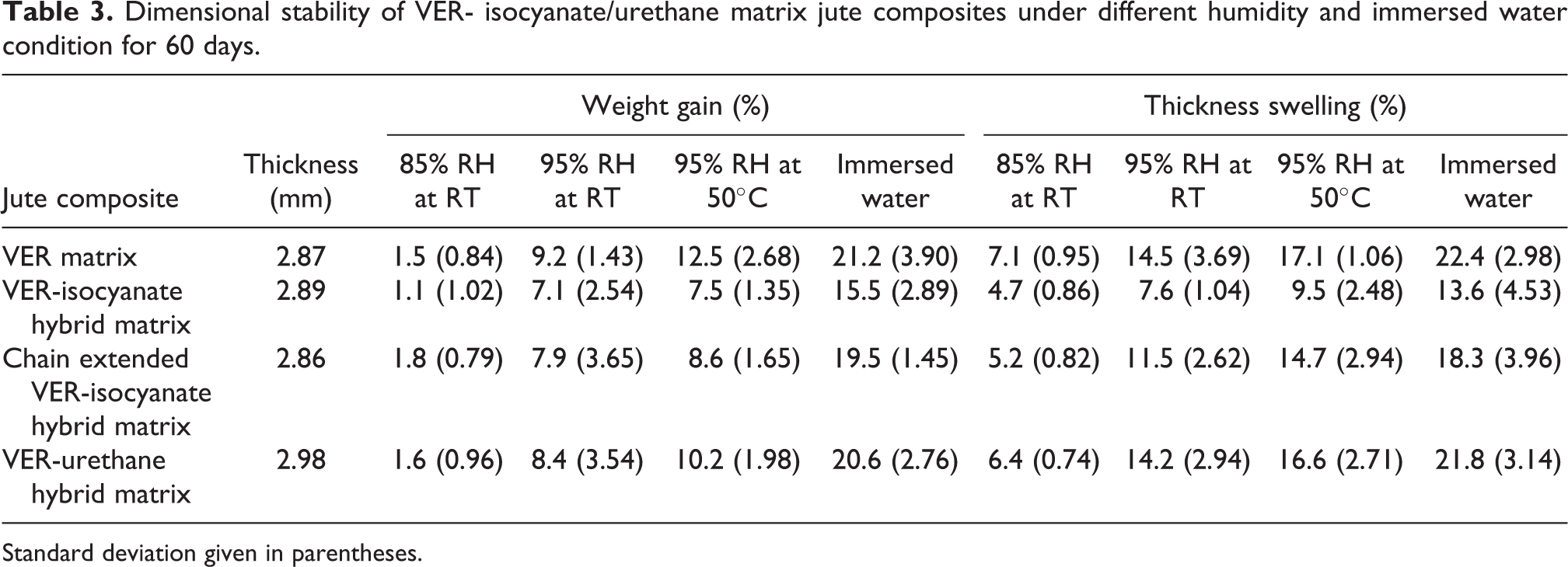
As similar to weight gain, the thickness swelling of jute composites increased with increasing exposure time (Table 3). The time to reach maximum thickness swelling in the samples was ∼20 days (equilibrium moisture content). At lower humidity (85% RH), the thickness swelling in the samples occurred in the range of 5–7% whereas at higher humidity (95% RH), the samples swelled in the range of 7–14%. An increase in the thickness swelling was further noticed (over samples at 95% RH) when samples were subjected to hygro-thermal aging at 95% RH at 50°C. Under immersed water, the thickness swelling in the samples was in the range of 14–23% which was higher than the samples exposed at 95% RH and 95% RH/50°C. It was observed that VER-isocyanate matrix composites exhibited superior dimensional stability than those of VER-urethane hybrid matrix and VER matrix composites due to availability of more –NCO groups in the matrix to bond with the surface –OH groups of jute fibers. These improvements can be explained on the basis of the formation of stable fiber-matrix bonds.
Dimensional stability of VER- isocyanate/urethane matrix jute composites under different humidity and immersed water condition for 60 days.
Standard deviation given in parentheses.
Accelerated water aging
Figure 9(a) and (b) shows the effect of accelerated water aging on the tensile properties of jute composites. In all cases, a decrease of 12–29% in the tensile strength of aged samples was observed over the parent ones. It was noted that the drop in tensile strength of VER-isocyanate hybrid matrix composites was ∼12% only as compared to ∼29% for the VER matrix composites. The chain extended VER-isocyanate matrix composites and VER-urethane matrix composites showed a drop in the tensile strength of ∼24.60% and ∼27% respectively. The decrease in strength of jute composites is induced by the water/temperature attack. The absorbed water would act like a plasticizer influencing fiber, resin matrix and their interface simultaneously and affecting mechanical integrity of the jute composites.41-43 The elongation at break of composites was reduced by 44–56% after accelerated aging (Figure 9(b)). However, the extent of reduction for the VER-urethane hybrid matrix composites was lower than those of other systems. The simultaneous action of water and temperature may reduce the strength of interface and thus, enhance the ductility of the matrix. The increase in tensile modulus of the composites (69–104%) was also observed after aging. It was noted that VER-isocyanate hybrid matrix composites showed highest modulus after aging.
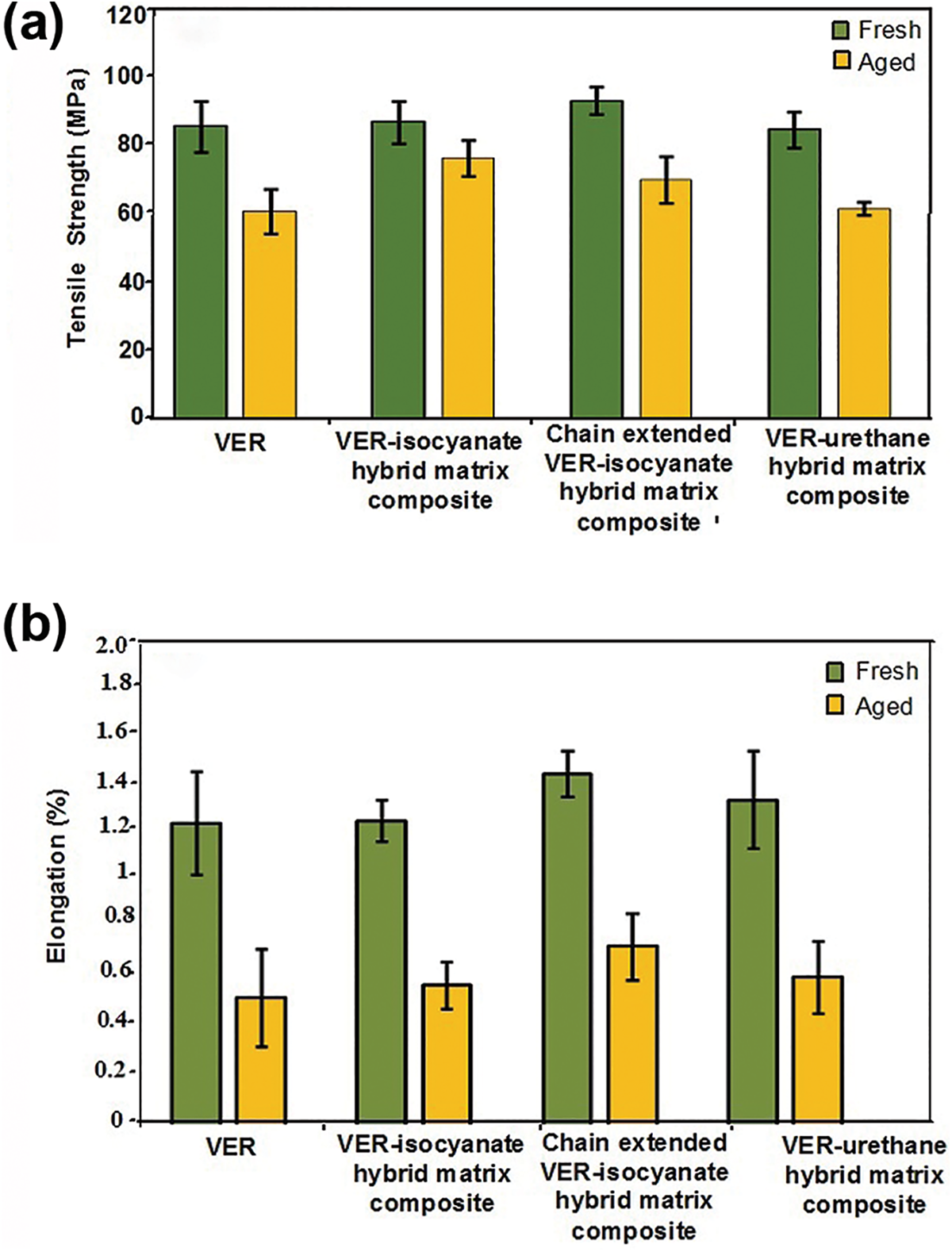
Effect of accelerated water aging on the tensile properties of jute composites using different polymer matrices (a) tensile strength (b) elongation.
Figure 10(a) to (d) shows the SEM micrographs on the tensile fracture surfaces of VER matrix and hybrid matrix jute composites exposed to accelerated water aging. In the case of aged VER matrix composites, the pulled-out fibers appeared to be swelled due to the absorption of water (Figure 10(a)). The fibers were fibrillated and their amorphous portion was snatched away which affected the strength of jute composites. EDAX spectra indicated that the elemental composition of pulled-out jute fiber surface (C = 53.40% and O = 46.60%) was different from the resin matrix (C = 63.94% and O = 36.06%) indicating the lack of resin layer onto the fiber surfaces. Contrary to this, the aged VER-isocyanate hybrid composites showed less swelled jute fibers on their fracture surfaces (Figure 10(b)). The voids were nucleated within the matrix at some places. The embedded fibers were seen on the fracture surfaces. As observed in EDAX, the existence of nitrogen onto the pulled-out fiber surface clearly indicated that jute fibers were coated with the hybrid resin matrix (C = 59.81%, N = 10.08% and O = 30.11%). This suggests that surface –OH group of alkali treated jute reacted with terminal ∼NCO group of hybrid resin to form a chemical bond. The stability of these bonds against hydro-thermal aging could be considered responsible for insignificant decrease in the strength of these composites. When chain extender was used in the VER-isocyanate hybrid matrix resin, the composites exhibited more pulled-out fibers probably due to the low frictional resistance of urethanized matrix (Figure 10(c)). The jute fibers appeared to be fibrillated and also swelled. As observed in EDAX, the existence of nitrogen content (4.12 wt%) onto the pulled-out fiber surfaces was considerably less than the nitrogen content onto the pulled-out fiber surface of the VER-isocyanate hybrid matrix composites (10.08 wt%). It is believed that matrix was less tightly bonded with the jute fibers compared with the VER-isocyanate hybrid system due to the lesser number of urethane bonds. Consequently, the more reduction in strength of composites was noticed. In the case of aged VER-urethane hybrid matrix composites, the swelled fibers onto the fracture surfaces were comparatively more than the VER-isocyanate matrix composites (Figure 10(d)).The pull-out fibers were coated with hybrid resin as observed in EDAX (C = 65.6 wt%, N = 4.65 wt% and O = 29.75 wt%). Because of high molecular weight of polyurethane prepolymer in comparison to MDI, the adhesion between the jute fiber and matrix in composites was comparatively less than the VER-isocyanate matrix composites. After aging, the yield strength of the matrix near the fiber was reduced, which allowed the fibers to shear through the matrix before the fiber fracture during the application of the load. 44 On comparing, it was observed that decrease in the strength for VER-urethane matrix composites was more than that of VER-isocyanate hybrid matrix jute composites after exposure to accelerated aging.

SEM images on the tensile fracture surfaces of aged jute composites (a) vinylester matrix (b) VER- isocyanate hybrid matrix (c) chain extended VER-isocyanate hybrid matrix (d) VER-urethane hybrid matrix.
Conclusions
The results indicate that jute composites made from hybrid resin matrix exhibited superior impact, thermo-mechanical and dimensional stability characteristics to VER matrix composites. The enhancement in these properties is attributed mainly due to the formation of cross-linked hybrid networks composed of styrenic and –NHCOO moieties. The highest value of tan δ and its shifting toward lower temperature with respect to VER matrix composites supported superior damping behavior of VER-isocyanate/urethane matrix composites. The inter-mixed phase existed in the VER-isocyanate matrix morphology as viewed in the AFM images was responsible for the broadening of tan δ peaks. The existence of fiber breakage/fibrils and matrix deformation on the tensile fracture surfaces supported a shift of fracture mode from the fiber-matrix interface to the matrix and fibers in the composites. These composites are hygro-thermally stable attributable to the existence of hydrophobic matrix interphase around the surface of jute fibers and also the formation of stable chemical bonds between the surface –OH groups of jute fibers and the terminal –NCO groups of VER- isocyanate hybrid matrix. It is, therefore, desirable to use such kind of matrix with jute fibers for the development of hygro-thermally stable and tougher composite products for semi-structural applications. These composites can be considered for use as an alternative to plywood for building applications.
Footnotes
Acknowledgements
This article forms part of a Supra Institutional Project of CSIR R & D programme (Govt. of India) and is published with the permission of the Director, CSIR-Central Building Research Institute, Roorkee (India). The support provided by the Uttrakhand Technical University, Dehradun for registering one of the authors as a PhD candidate is thankfully acknowledged.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.