
Abstract
The present work is a comparative study of the impact of Alfa fiber modifications on the Cereplast composites mechanical behavior. Various treatments have been employed, including mechanical, soda, saltwater-retting, hot-water treatments and enzymatic treatment using xylanase. Chemical and morphological analyses were carried out in order to determine the changes of the biochemical composition and the dimensions of fibers. Cereplast composites reinforced with Alfa fibers were fabricated using a twin-screw extrusion followed by an injection molding technique with a fiber load of 20 wt. %. Resulting materials were assessed by means of tensile, flexural and Charpy impact testing. Scanning Electron Microscopy analysis was carried out to investigate the interfacial properties of the composites. The results have shown a significant enhancement of mechanical strengths and rigidities for the xylanase-treated fiber composites, owing to the increase of cellulose content, the enhancement of defibrillation level and the improvement of matrix-fiber adhesion. The data proved that the technology of enzymes can be used as a powerful and eco-friendly approach to modify fiber surfaces and to increase their potential of reinforcement.
Keywords
Introduction
The world of composite materials is in a revolutionary variation toward the use of environmentally friendly fibers and polymer materials. Numerous researches have shown that synthetic fibers can be substituted by natural fibers in various products like consumer goods, automotive interiors and construction materials.1-3 There are many reasons for utilizing natural fibers instead of artificial fibers. Natural fibers (hemp, jute, flax and kenaf) and glass fibers have comparable specific mechanical properties.4-6 Furthermore, natural fibers are abundant, renewable, biodegradable and cheap. In addition, they are harmless and do not damage the processing equipment in contrast to glass fibers.
Despite these interesting specifications, natural fibers present some drawbacks limiting their wide-scale usage in composites. They are not uniform and their properties can vary batch-to-batch in regard to their origin, location in the plant, growing and harvesting conditions. They are sensitive to temperature and they degrade at about 200°C. Their hydrophilic character leads to high moisture absorption and subsequent degradation. Additionally, there are compatibility problems between hydrophobic polymers and hydrophilic fibers, which results in a poor matrix-fiber interface.
Researchers attempted to find solutions to the aforementioned problems and limitations in order to widen the use of natural fibers in composite applications. Most of them have dealt with the enhancement of the interface through fiber modification by physical or chemical treatments. These methods include sodium hydroxide treatment, acetylation, corona treatment and graft copolymerization.7-15
Enzymatic modification of fibers is an alternative eco-friendly strategy that can be implemented in place of physical and chemical strategies which are in many cases costly and harmful to the environment and human health.16,17 The action of the enzymes is targeted, attacking only the undesirable elements and preserving the structure of the important elements. Enzymatic treatments of natural fibers to improve the matrix-fiber interface of composite materials have been the subject of few works and require to be more investigated. Bledzki et al. 18 studied the influence of distinct methods of abaca fibers modification on the characteristics of the resulting polypropylene composites. They found that the rheological, mechanical and moisture absorption properties of composites embedded with enzyme-modified fibers are similar or even greater than that of composites made with industrial coupling agent (MA-PP) treated fibers. This certainly reveals the capacity of enzymes to enhance compatibility between fibers and matrix as coupling agent does. Saleem et al. 19 investigated the impact of pectinase modification of hemp fibers on the mechanical performances of hemp reinforced polypropylene. The enzymatic degradation of the pectin layer surrounding the fiber bundles resulted in a higher aspect ratio and a better matrix-fiber adhesion. These morphological changes translated into increase of flexural strength, tensile strength and tensile modulus.
Many researchers have dealt with the Alfa fiber composites using classic strategies of fibers modification20-22 and, to the best of our knowledge, this is one of the first researches highlighting the effect of enzyme treatment on the reinforcing potential of Alfa fibers.
Materials and methods
Materials
Alfa (Stipa tenacissima L.) plants were harvested in June 2014 in the Kasserine area of Tunisia. The information about the climate of Kasserine were collected: the region is semi-arid, its temperature ranges from 30°C to 40°C in summer and from 2°C to 12°C in winter and the annual rainfall is around 335 mm.
Cereplast (Hybrid 101) was provided as granules by Prospector, Germany. It is a hybrid matrix containing polypropylene and ecological sources such as starches from wheat, corn, potatoes and tapioca. Its melting temperature was 177°C, its melting index was 24 g/10 min at 190°C and its density was 1.05 g/cm3.
Fiber modifications
Different techniques of fiber extraction were carried out in order to evaluate the influence of each one on the fibers composition, morphology and their water resistance, as well as on the mechanical performances of the corresponding composites. For each type of treatment, 1 kg of Alfa fibers were prepared in order to obtain sufficient quantities for compounding. Five types of Alfa fibers were prepared to reinforce the polymer Cereplast. The diagram shown in Figure 1 recapitulates the different paths followed.
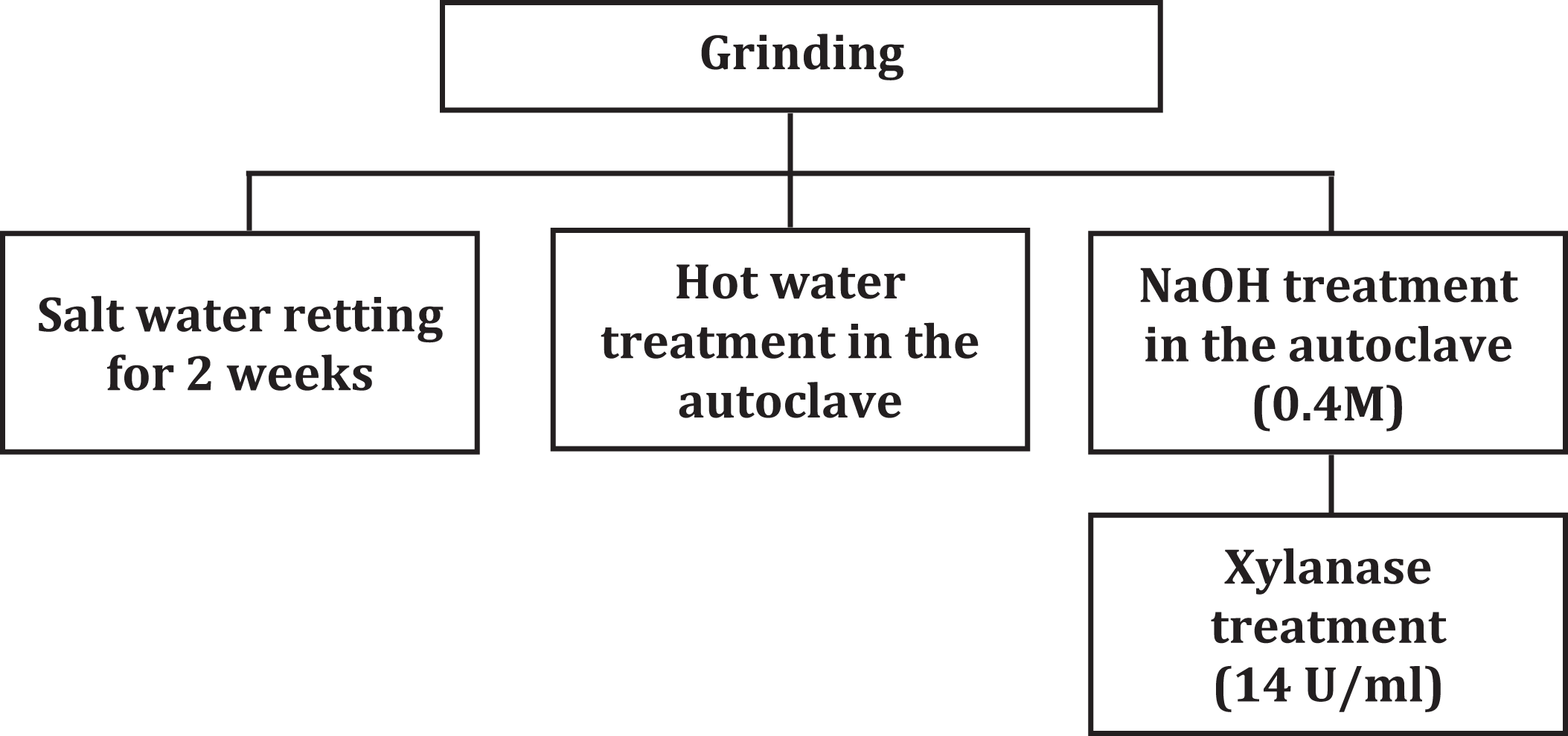
Representative diagram of methods utilized for the fibers modifications.
Mechanical treatment
The raw stems of Alfa fibers were cleaned, then chopped into small and thin stems in a densifier machine (fabricated in ENIS at Sfax, Tunisia). After that, they were ground into fine and short fibers by the use of a laboratory grinder (Retsch SK 100).
Retting in salt water
The retting process occurs naturally in the farm or in the saltwater by the action of microorganisms (bacteria and fungi). It is mostly an enzymatic process which dissolves or rots away the cellular tissues and waxes that protect plants against insects and unfavorable environmental conditions. It also eliminates pectin that surround fibers bundles and so it facilitates the separation of the fibers from the stems .The Alfa stems were retted in saltwater (35g/L) for a period of 2 weeks at the ambient temperature. Retted fibers were washed several times to take away the traces of fungi and dried outdoors for 2 days. Finally, the fibers were dried again in an oven for 24 h at 60°C.
Hot water treatment
Each 40 g of fibers was weighed into a 2 L Erlenmeyer flask filled with distilled water. The water (mL) to fiber (g) ratio was kept at 25:1. Then, the Erlenmeyer flasks were placed in a stainless steel autoclave. The autoclave process employed consists in the compression of samples under 1 bar at 120°C for 20 min, followed by a decompression of the system by reduction in temperature. All fibers were finally dried.
Chemical treatment
The strategy of alkaline treatment is outlined in an anterior publication. 23
Enzymatic treatment
Th procedure of enzymatic treatment with xylanase is the same mentioned in our previous work on PLA composites reinforced with Alfa fibers. 24
Composites manufacturing
Before being extruded, all the materials (fibers + polymer) were pre-dried at 60°C for 24 h in order to eliminate the absorbed humidity and to avoid voids formation. The blending of Cereplast and Alfa fibers were performed in a modular intermeshing co-rotating twin-screw extruder (Clextral BC21). For all the types of blends, the proportion of fibers was fixed at 20%.
The obtained pellets were then dried at 60°C for 24 h before the samples were manufactured by injection molding using a 50-tonne DK-CODIM injection molding machine.
More details about the parameters of extrusion and injection are listed in an antecedent work. 24
The composites specimens are denoted throughout the communication as “Cer,” “Cer/Unt,” “Cer/Ret,” “Cer/HW-tre,” “Cer/Alk-tre” and “Cer/Xyl-tre,” respectively, for pure Cereplast, untreated, retted, hot water-treated, Alkaline-treated and xylanase-treated fibers composites.
Characterization
Biochemical analysis
The methods outlined in our previous study 24 were adopted to estimate the hemicellulose, lignin and cellulose content in all the types of treated Alfa fibers.
The humidity content of all the types of Alfa fibers was estimated using a halogen moisture analyzer (Ohaus MB45) in order to examine the effect of each treatment on the moisture absorption characteristic. In fact, the humidity uptake of the vegetable fibers is considered as an important factor that has negative influence on the mechanical properties of the resulting bio-composites. About 6 g of fiber samples were weighted into the pre-weighed and dried pan of the device. The fiber specimens were then speedy heated by the integral halogen dryer unit. Finally, the result was displayed as % moisture content.
Morphological analysis
In the aim of controlling the dimensions of fibers after each type of treatment, a morphological study was carried out by the use of a Fiber Quality Analyzer (FQA). The FQA permits rapid determination of fibers dimensions (width and length). In this method, more than 5000 fibers were counted to determine the average size of fibers.
Scanning electron microscopy analysis
Interfacial analysis of the bio-composites was performed by the use of a JEOL-JSM 5400 scanning electron microscopy. Before observation, the fractured surfaces of the tensile test were coated with a very fine coating of gold in a JEOL-JFC 1000E ion-sputtering device, then the micrographs were collected.
Mechanical characterization
The measure of tensile properties was conducted according to EN ISO 527 with the aid a MTE DY35XL tensile device equipped with a 20 kN load cell at a crosshead speed of 10 mm/min.
Flexural tests were realized at a loading speed of 2 mm/min according to EN ISO 178 using an INSTRON 33R4204 machine equipped with a 1 kN load cell. Flexural strength (σf) and flexural modulus (Ef) were then calculated using the following expressions:


Where F is the maximum load (N), h is the thickness of the specimen (mm), b is the width of the specimen (mm), l is the support span (mm), and d is the maximum deflection (mm).
The determination of the Impact strength of the un-notched samples was carried out according to NF T 51-035 by the use of a JPS 330 Charpy impact testing device. The impact resistance (kJ.m−2) was calculated by dividing the registered absorbed energy by the cross-section area of the sample.
For all the mechanical tests, 10 samples were considered for each formulation.
Results and discussions
Fibers composition
The biochemical analysis of the main components and the moisture content of treated and untreated Alfa fibers are presented in Table 1.
Biochemical compositions and humidity contents of untreated and treated Alfa fibers.

In raw fibers, the fraction of cellulose, hemicellulose and lignin are 41.23%, 30.91% and 22.72% respectively. These values are in agreement with literature data.25–29
The percentages of cellulose, hemicellulose and lignin existing in retted fibers and untreated fibers were marginally different. The cellulose content has been increased slightly after the saltwater- retting treatment for 2 weeks. In addition, the hemicellulose and lignin content were a little bit lower when compared to untreated fibers. This indicated that the latter treatment removed extractable organic materials, like waxes, as well as some of the gummy matter (lignin and hemicellulose).
Concerning the fibers treated with hot water in autoclave, there are too small changes in the values of cellulose, hemicellulose and lignin contents. This proves that boiling fibers in water under high pressure might dissolve just the waxes and the oils.
The treatment with sodium hydroxide was found to be very powerful in the elimination of considerable amounts of lignin and hemicellulose, resulting in substantial increase in the cellulose content.
The xylanase-modified fibers experienced the best hemicellulose and lignin degradation. Xylanase is known to break down the hemicellulosic based matter which surrounds the cellulosic fiber bundles like pockets of the different linear and branched polysaccharides. 30 Xylanase degrades these pockets of polymers and breaks β-1,4 bonding found in xylan liberating monomers as glucoronic acid, ferulic acid and para couramic acid. As lignin itself is bond to cellulose via the hemicellulosic intermediate (especially ferulic and acetyl linkage), the xylanase action eliminates indirectly the lignin fraction.
Indeed the combination of chemical and enzymatic treatments led to the most significant elimination of non-cellulosic components and resulted in the greatest cellulose content as reported by Pietak et al. 31
The removal of the amorphous constituents (hemicellulose and lignin) would probably increase the effective surface area and the degree of defibrillation, in addition to the rise of the cellulose fraction. This could enhance the fiber-matrix interface and may translate into an enhancement in mechanical properties of the composite materials. 32
Regarding the humidity content, it is clear that the treatments decrease the moisture absorption propensity of fibers. One plausible explanation is the fact that the elimination of hemicellulosic materials reduces the surface polarity owing the decrease of hydroxyl groups present in the fibers surface. 33
As shown in Table 1, the enzyme-treated fibers were characterized by the lowest moisture content, which is a preferred property for fiber reinforced polymer composites.
Morphological properties
The examination of fibers sizes changes after treatments was carried out with the aid of the FQA technique. The results are displayed in Table 2.
Morphological properties of untreated and treated Alfa fibers.

The average fiber lengths are around 1150, 1090, 830, 810 and 705 respectively for untreated, retted, hot water-treated, alkaline-treated and xylanase-treated fibers. The mean values of diameters are found to be at 48.2, 31.95, 35.79, 29.3 and 20.8 respectively for untreated, retted, hot water-treated, alkaline-treated and xylanase-treated fibers. This diminution in fibers dimensions after treatments can be explained by the shrinking of fibers owing to the removing of extractible fractions, especially by the chemical and enzymatic treatment. These procedures may cause small damages to the fibers structure and result in more splitted and exposed cellulosic fibrils. In consequence, fibers converted to shorter and finer ones after treatments.34,35
The fiber aspect ratio (L/D) is also presented in Table 2. Belhassen et al. 36 reported that this property is regarded as one of the most influential factor on the mechanical performances of short fibers composites. Furthermore, he mentioned that a relatively high aspect ratio can contribute to enhance the mechanical resistance. In our case, the aspect ratio was found to be at around 23.9, 25.4, 23.2, 27.6 and 33.8 for untreated, retted, hot water-treated, alkaline-treated and xylanase-treated fibers, respectively. The xylanase treatment was found to be the best one to increase the aspect ratio of fibers and to decrease the dimensions of fibers, resulting in the enlargement of the effective surface area between matrix and fibers. Therefore, this treatment is assumed to be the most promising for the improvement of composites mechanical properties.
Interfacial properties
SEM analyzes were realized to investigate morphological patterns of materials fractured surfaces. As can be seen from Figure 2, the unmodified and the modified Alfa fibers were found to be well distributed throughout the polymer, denoting a good blending achieved by the applied process of fabrication. The untreated (Figure 2a), the retted (Figure 2b) and the hot water treated (Figure 2c) samples were characterized with large bundles of fibers, a significant degree of matrix-fiber debonding, wide void spaces between Alfa fibers and polymer resin, some damages and cracks. One plausible reason for these results may be the poor compatibility between the reinforcing agent and the polymer due to the presence of amorphous and hydrophilic polymers (pectin, lignin and hemicellulose) as demonstrated earlier. It is expected that this weak interface will adversely affect the mechanical performances of the bio-composite materials. Concerning NaOH-treated fiber composites (Figure 2d), when compared to the untreated specimens, relatively smaller fibers and better adhesion between matrix and fibers were observed, due to the elimination of significant quantities of unwanted materials. In Figure 2e, the xylanase-treated samples show signs of good fiber-resin integration and strong adhesion. In fact, fiber bundles appeared to be well separated, establishing a finer fiber dispersion and the surface of fibers were also successfully covered by the polymer resin. This demonstrate the efficiency of the treatment with enzymes in the enhancement of fiber-matrix compatibility. The xylanase removes residual quantities of disordered polymers, resulting in rougher fiber surfaces facilitating thereby matrix penetration into the fibers.

Microscopic observations of fractured surfaces of: (a) Cer/Unt, (b) Cer/Ret, (c) Cer/HW-tre, (d) Cer/Alk-tre and (e) Cer/Xyl-tre.
In summary, the SEM observations indicated that the unmodified fibers interact less with the polymer and the enzymatic modification seems to be the most powerful in the improvement of the interfacial properties as well as the mechanical properties of the resulting materials.
Mechanical properties
All mechanical test results of Cereplast and its composites are enumerated in Table 3.
Effect of treatments on the mechanical properties of Alfa fibers composites.

a Deform considerably but do not break.
Considering the tensile modulus values, it was found that the incorporation of only 20% of untreated Alfa fibers resulted in a strong enhancement of the virgin Cereplast Young’s modulus. Indeed the tensile modulus increased by about 49% as compared with pure resin. This proves the reinforcing effect imparted by the Alfa fibers to the matrix. Furthermore, a small difference between the Young’s moduli values of the different treated fibers composites was recorded. Therefore, the treatments, especially the enzymatic one, ameliorated the tensile modulus of the resulting composites.
The tensile strength of neat Cereplast underwent a significant improvement (15 MPa vs. 22 MPa) after the addition of raw fibers. As can be seen in Figure 3, there are no remarkable changes in tensile resistance for composites made with fibers extracted by the hot water treatment and the retting process, when compared to untreated fiber composites. This may be attributed to the insufficient removal of cementing materials leading to low cellulose level and weak adhesion between fibers and resin polymer. In contrast, the alkaline and xylanase-treated Alfa fibers reinforced composites showed greater tensile strength values than those of untreated samples. In particular, the xylanase-treated fibers appeared to be the most promising and efficient in the amelioration of the resulting composite strength. Due to enzyme treatment, this property was found to be superior by about 27% compared to untreated samples. This result was associated with the substantial removal of unwanted materials by the xylanase treatment, leading to a higher cellulose rate and a bigger aspect ratio as demonstrated in the previous sections. Cellulose is of great importance to the fiber stiffness and strength. The other polymers (lignin, hemicellulose and pectin) are inherently amorphous and they act as an adhesive matter that holds the fiber components together. These disordered and amorphous substances form pools between the chains of α-cellulose inhibiting them from unifying and positioning themselves parallel to the direction of load. In the absence of these undesirable materials, the macromolecules of α-cellulose become able to rearrange themselves in the loading direction. 32 As a consequence, the resistance of the composites increases. Furthermore, the enzyme treatment achieve a high degree of separation of cellulosic fibrils creating rougher fibers and increasing the accessible surface of fibers. As a result, an enhancement of the shear stress ability and the interfacial adhesion occur in the composites materials, as can be observed in Figure 2e.

Tensile properties of untreated and treated Alfa fibers composites.
The elongation at break (Table 3) of neat Cereplast was found to be 32% and decreased significantly to 5% with the incorporation of Alfa fibers. The untreated and treated composite samples showed nearly identical values of this property. The sharp drop of the matrix elongation at break is attributed to the stiffness effect of unmodified and modified Alfa fibers. In fact, the addition of fibers imparts rigidity and prevents the deformation of the resin polymer, leading to an inevitable reduction in the matrix ductility degree.
Flexural properties of modified and unmodified Alfa fiber composites are given in Figure 4. The same trend as tensile properties was observed here. The flexural modulus and strength of virgin matrix were improved by 53.5% and 31.7%, respectively, after the incorporation of untreated fibers. The flexural resistance of the composites embedded with xylanase-modified fibers showed 16.6% higher values than that of raw fiber composites. This is due to the improvement of the matrix-fiber interface quality and the enhancement of stress transfer between fibers and matrix.

Flexural properties of untreated and treated Alfa fiber composites.
The Charpy impact strengths are presented in Figure 5. The pure polymer deformed significantly but did not break under the test conditions previously specified. This behavior could be explained by the high degree of ductility of the Cereplast matrix. A drop of the Charpy impact strength was observed in the composites materials. This result is due to the improvement of stiffness which causes the crack formation and propagation. Once again, the retting and the hot water treatment of fibers had no remarkable effect on the Charpy impact strength of the resulting composites. However, the impact resistance of NaOH and xylanase treated specimens was found to increase when compared to untreated ones. This is a consequence of the sufficient matrix-fiber contact that gives a high-energy path for crack propagation.

Un-notched Charpy impact strengths of Cereplast composites.
In general, the mechanical testing results are consistent with the SEM observations, the biochemical compositions and the morphological properties of fibers, reported in precedent sections, proving that the mechanical properties of composites are predominantly affected by the extraction strategy of Alfa fibers.
Conclusion
This work inspected the effects of mechanical, chemical and biological treatments and the feasibility of employing treated Alfa fibers as reinforcement in composites materials. The salt water retting and the hot water treatment had no influence on the mechanical performances of the resulting composites due to the insufficient removing of the amorphous components. Specific degradation of Alfa fibers using the combination of alkaline and xylanase treatment produced fibers that were the best suited for reinforcing Cereplast resin, as evidenced by the highest mechanical strengths. These ameliorations likely resulted from the removal of the disordered and non-crystalline parts creating more sites for polymer impregnation and enhancing fiber-matrix interface. Furthermore, the latter treatment appeared to be the most efficient in the reduction of fibers moisture absorption owing to the removal of hydrophilic substances.
The present communication indicates that enzyme is an eco-friendly and promising modifying agent for natural fibers to be used in composites and it will become more economical as more intensive studies will be done.
Footnotes
Acknowledgments
The authors gratefully acknowledge the carrying out of the electron microscopical examinations by Mohamed Sguayer in “Entreprise tunisienne d’activités pétrolières” (ETAP). The authors are also thankful to Philippe Dony and Ahmed Koubaa for their technical support during the research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.