
Abstract
In this study, the change of mechanical properties by adding iron scales of different sizes into polypropylene (PP) was investigated. The iron scale was obtained from a steel production plant and adjusted to 30, 50, 90, 120, and 150 µm grain sizes. These iron scales were then added to the polymer material at a rate of 5% by weight. Wear and tensile strength tests were applied to the samples, which were formed in two different types. According to the results obtained, the wear and tensile strength of polymer material in all grain sizes were improved with an added iron scale. It was observed that the wear resistance of the composite material formed with the addition of fine-grained reinforcing element was the highest. Although grain size increased with increasing tensile strength, wear resistance did not increase. Besides, the friction coefficient was measured to be lower at increasing load. While the effective wear mechanism in pure polymer material is plastic deformation, this wear mechanism has not been found in composite materials with different grain sizes. In this study, it has been shown that iron scales have a positive effect on the mechanical properties of polymer composites.
Introduction
Researchers are continually working to make human life more comfortable and to increase the life of the materials they use. Therefore, existing materials are continuously being developed and replaced with intelligent and innovative ones. Because of their low cost, ease of production, and lightweight, polymeric composites replace conventional materials such as metals and ceramics. 1 For this purpose, a wide variety of polymer matrix composite materials are being developed. In this way, innovative materials are established by making use of the synergistic effect of the contents of the composite material. 2 Different filler materials can be used in the manufacture of polymer composite materials. The properties of these fillers affect the mechanical and physical properties of the final product. For example, hardness, thermal expansion, long-term mechanical properties can be improved. 3 The use of polymer composite materials is continuously expanding due to their superior tribological properties such as self-lubricity, high wear, vibration, and corrosion resistance. Besides these properties, they are preferred because of their recyclability, ease of manufacture, and low costs. 4
Tribological behaviour of different polymers in their application areas varies. Pure polymer materials are generally not used in the manufacture of machine parts. The resistance of these materials to friction and wear at the places of use can be changed using different elements added to the content.5–8 Polymer composite materials contain fillers and fibres, and their types, quantities, and sizes have a significant impact on tribological properties.9,10 Padhi et al. 11 investigated the physical and mechanical properties of thermoplastic polypropylene composite matrix-based material added by blast furnace slag and glass fibre. As the proportion of blast furnace slag added to the content increased, microhardness and wear resistance of the material increased. The microhardness and wear resistance of the material increased due to the increase of blast furnace slag content added to the composite material. Purohit et al. 12 produced polymer matrix composite materials using the remnants of metal production technology. In this study, wear resistance and mechanical strength of composite materials were increased at different slag rates. In another study, Mudradi 13 added to cast iron powder into the polymeric material and examined the dry sliding wear resistance of this composite material. According to the results, wear resistance increased with increasing iron powder amount. Tamayo et al. 14 investigated the production of gold and silver added polymer composites and their use in different industrial areas such as textile industry, food packaging application, sensors, medical devices. Alavian et al. 15 investigated the transmission factor change of tungsten element reinforced polymer composite materials. They stated that as the amount of tungsten element added increases, the transmission factor decreases. Although metallic materials are used in the polymer matrix in the production of polymer composites, no polymer composite material has been produced using iron scale.
In today’s world, the elimination of the wastes produced in production or the conversion of them into useful products is essential due to their environmental effects. One of these wastes is iron scales during steel production. During the production of steel, iron scale occurs at the rate of 2% of the steel produced.16–18 The amount of steel produced in the world in 2016 is around 1628.5 million tons. Accordingly, approximately 32.6 million tons of scale was also released. 23.4 million tons of this scale is composed of iron elements. In addition to the negative impact on the environment, this scale is also immense in terms of raw material loss. 19
In this study, different grain sizes of iron scales were added to polymer material in order to change mechanical and wear properties. In the literature review, no studies related to the addition of iron scales to polymer matrix material were found.
Materials and methods
Materials
The PP pellets used for the polymer matrix were obtained from Petkim AS, and their properties are shown in Table 1.
Some properties of PP pellets.

Iron scales were purchased from a local company. Iron scales, whose grain size was initially supplied as 600 µm, were then ground in a ball mill and separated into 30 µm, 60 µm, 90 µm, 120 µm, 150 µm sizes using different sized sieves. The chemical composition of the iron scale is shown in Table 2. In determining Table 2, the XRF Spectrometer device was used.
Chemical composition of iron scale.

Before preparing the mixture, PP and iron scales were stored in an oven at 70°C for 24 hours to ensure dryness. PP matrix iron scale-doped polymer composites were prepared with the help of a twin-screw extruder as melt blending. Iron scales were added into the PP in different grain sizes and with a five ratio. During the production of rod-like filaments, the extruder temperatures were set at 50–205°C, respectively, from the feed area to the heating area. The filaments exiting the extruder were cooled in a water bath at room temperature and then pelletized. Some properties of the extruder are given in Table 3. The pellets were then dried in an 80°C oven for 24 hours. The test samples were moulded from the dried pellets with the aid of an injection mould. The injection pressure was set at 7 bar, the mould temperature was 25°C, and the barrel temperature was 205°C. Iron scales formed in different grain sizes were added to polypropylene at a rate of 5%. Different types of test specimens were formed for wear and tensile strength tests.
Properties of extruder.

Methods
The tensile test was performed using a Shimadzu AG-X device with 100 kN capacity in ASTM-D-638 IV standards. According to ASTM D638 and ISO 527 test methods, the pulling speed was 10 mm / min, and the measuring length was 12 mm. Each tensile test was performed in triplicate for different samples, and the mean values of the obtained values were plotted.
Wear performance tests of iron particle samples with different grain sizes that were carried out under dry conditions at 5 and 10 N loads at room temperature with the ball-on-disk device. Al2O3 abrasive ball with a 6 mm diameter was used in tests. The sliding speed is 12 cm/sec, and the sliding distance is 200 m (ASTM-G99). Previous studies have been taken into account in determining the wear load and speed. In addition, due to the decrease in the stability of the ball-on-disk device at high loads, wear tests were not carried out at high loads. In order to obtain healthy results from wear tests, the surface of the specimens was sanded using fine SiC abrasives. After each test, the abrasive ball contact surface was cleaned using an acetone cloth. All tests were performed in three replicates, and averages of the obtained results were used. Wear trace widths were measured using optical profilometer at 10 different points. A scanning electron microscope (MAIA3 TESCAN) was used to determine the wear mechanisms that occur in the wear trace.
Result and discussion
Mechanical properties
After this section, pure polymer, 30 µm, 60 µm, 90 µm, 120 µm, 150 µm iron scale reinforced composite are coded as S1, S2, S3, S4, S5, and S6. The stress–strain diagram of the composite materials with different scale sizes obtained as a result of the tensile test is shown in Figure 1. The tensile strength of the doped polymer materials was obtained at values ranging from 33 MPa to 36 MPa. With the addition of the iron scale in all grain sizes, tensile strength was increased, and the maximum increase in the tensile strength value was obtained in S5. This was followed by S6. As a result, the change in the grain size of the reinforcing material affects the tensile strength. Generally, the tensile strength is further increased by the massive particle size-reinforcing element. The increase in tensile strength can be explained by the fact that the bond between the matrix and the reinforcing element in the composite material carries the load. Similar to the results obtained herein, Sufian et al. 20 used Al2O3 as a reinforcing material in the polymer matrix and obtained an increase in tensile strength values.
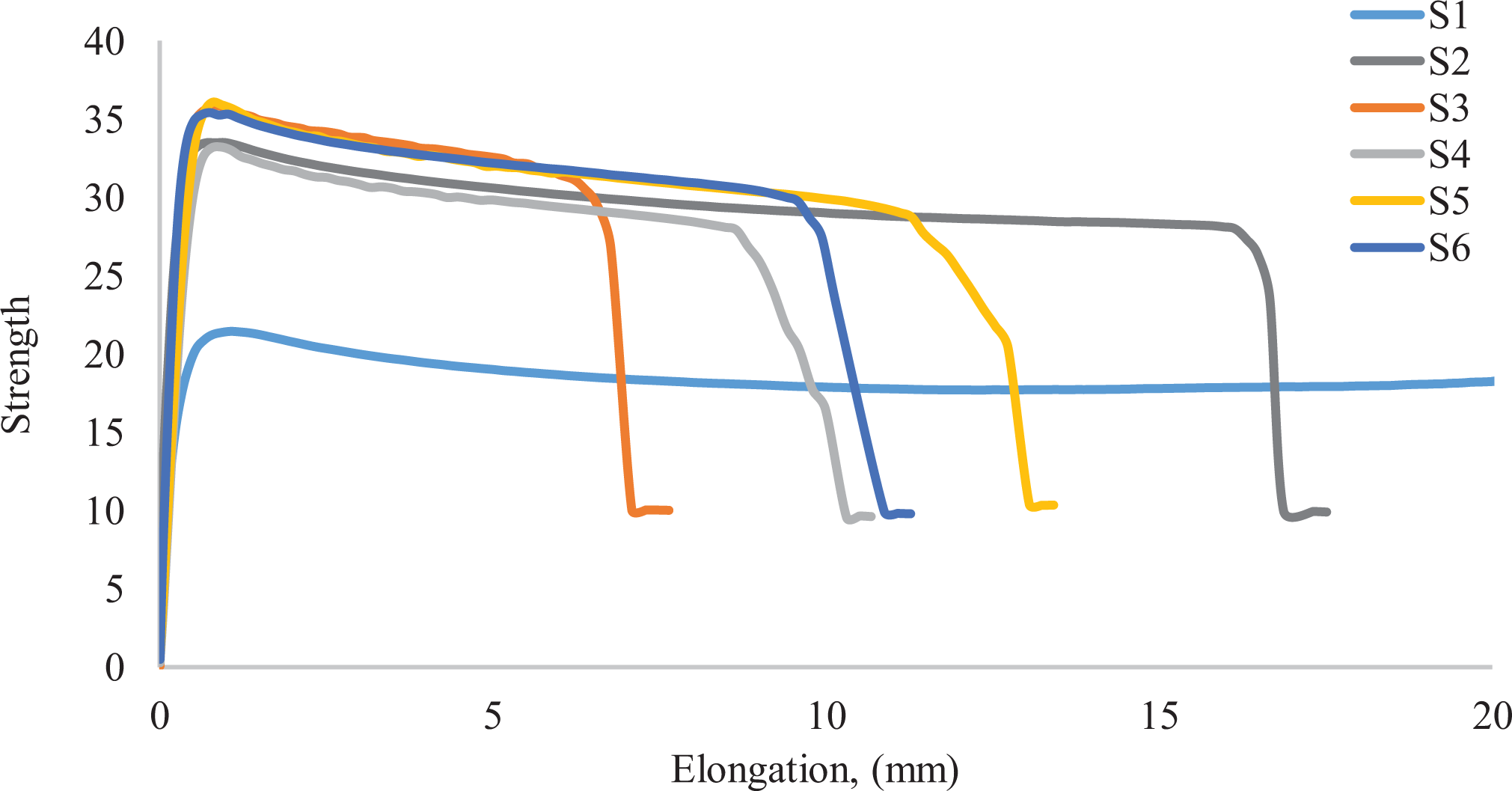
Stress–elongation curves of samples.
Table 4 shows the Shore-D hardness values of the samples. Accordingly, the hardness values vary between 58.9 and 60.2 Shore-D. It was observed that the hardness values of polymer composite materials increased with the addition of reinforcement material. The hardness value of the S2 sample with the highest wear resistance was measured higher than other samples. Hardness values of other samples were measured close to each other.
Hardness values of samples.

Tribological properties
Figures 2 (a) and (b) show graphs of variation of the friction coefficient obtained during the dry sliding wear test applied at loads of 5 and 10 N, respectively. At 5 N load, friction coefficient value increased in all dimensions of iron scale additive. At the beginning of the wear test, a higher friction coefficient was obtained at a load of 10 N compared to a load of 5 N. In the later stages of the wear test, the friction coefficient at a load of 10 N was lower than that of a 5 N load. This was observed in all samples except pure PP (S1). In S1, the lower friction coefficient was obtained at a high load. As it is known, the friction coefficient decreases with increasing wear resistance in polymer materials. A similar situation was observed in the studies of Zuo et al. 21 The friction coefficient at 5 N load did not show significant differences with the change of grain size of the iron scale. At the load of 10 N, friction coefficient value differed with the change of iron scale particle size. Besides, the friction coefficient showed greater fluctuations in the composite material with a broad particle size additive at the same load. This is believed to occur because large reinforcing particles break away and leave larger voids on the material wear surface.

Curves of friction coefficients were obtained at different loads. (a) 5 N, (b) 10 N.
Figure 3 shows the wear volume loss values obtained after the wear test for all samples. Wear values are increased in all samples due to increased load. This is because the increased normal force causes the abrasive ball to sink further into the bottom surface. The increased load had a small effect on the wear volume loss value at S1, and the close volume loss values at both different loads were measured. This situation can be explained by the fact that the abraded pure polymer material adheres to the tip of the abrasive ball and is deposited in different regions of the wear trace. Wear resistance was increased in all samples with the addition of iron scales. The highest wear resistance increase was observed in S2 composite material. In general, at all loads, wear resistance decreased with increasing grain size. The reduction in wear resistance with increasing grain size can be explained by the smaller amount of reinforcing material in contact with the abrasive ball. Another approach is that the extensive particle size reinforcement material cannot be held by the matrix material, causing it to detach and cause wear. Similar to the results found here, Shao et al. 22 examined the wear resistance of composite materials prepared by using two different size reinforcements and found that composites having small grain reinforcing materials had higher wear resistance. Likewise, in a different study, 23 a significant increase in wear resistance was observed with the reduction of the dimensions of the reinforcing material in the polymer matrix. By the presence of the reinforcing particles in the polymer matrix, the abrasive ball cannot penetrate the material, and thus, the wear resistance can be increased with the reinforcing material.24,25 It can be said that the low-grain splicing material provides more strength as it disperses more homogeneously in the polymer matrix. More extensive additive in the polymer composite material breaks away, causing greater wear. Similar to the results obtained in this study, Erdogan 26 found that two different additives in the polymer matrix reinforced different sizes, and increased reinforcing dimensions adversely affected the wear resistance. It can also be explained by the fact that large-size additives that break off during the wear test cause more considerable wear by scratching the surface.22–24
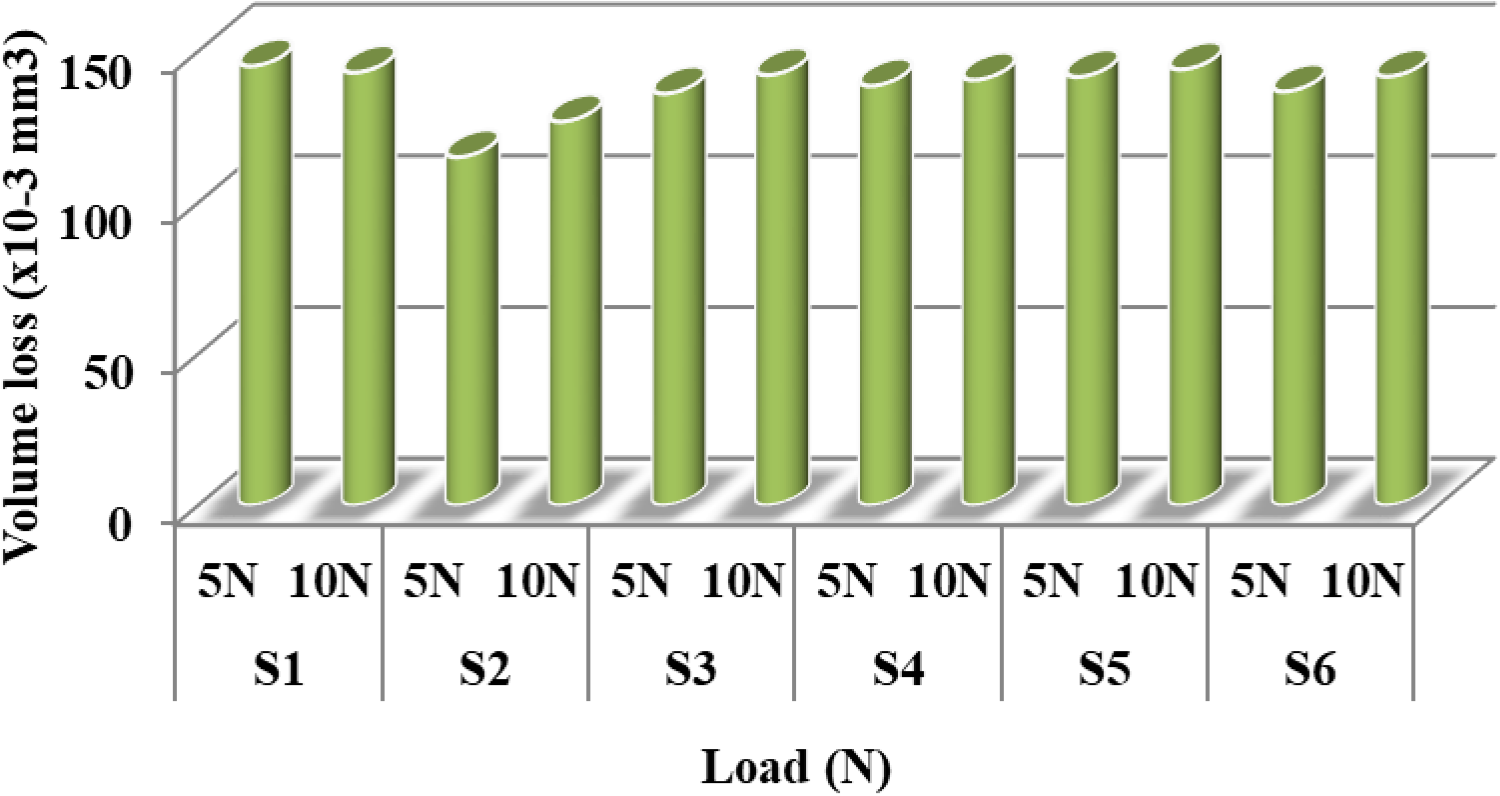
Volume loss values of pure PP and iron scale added composites under different loads.
SEM microscopy images of the wear surface of the samples are shown in Figure 4. It is seen that tears occur in S1 perpendicular to and parallel to the wear mark, and there are breaks due to adhesion. In addition, wear due to plastic deformation is also observed. In S2, the surface is smoother and less damaged. There are no tears and ruptures. At S3, the edge piles were higher than the other two samples. The presence of partial reinforcing particles on the surface is remarkable. It has been observed that the damage occurs around the reinforcing particles. It is seen that the wear morphology of S3 has changed according to the wear trace SEM image. Because the surface of the width of 20 to about 100-µm long ripple-style roughness is seen, this is thought to be caused by the growing, reinforcing grain size. A similar wear mechanism is also seen in S5. A smoother wear pattern was obtained in the S6 sample compared to the other samples. Generally, the wear resistance of the material is expected to be as good as the grain size of the added material is small and homogeneous distribution in the matrix. In all samples, it was observed that worn materials were accumulated on the edges of the wear marks.
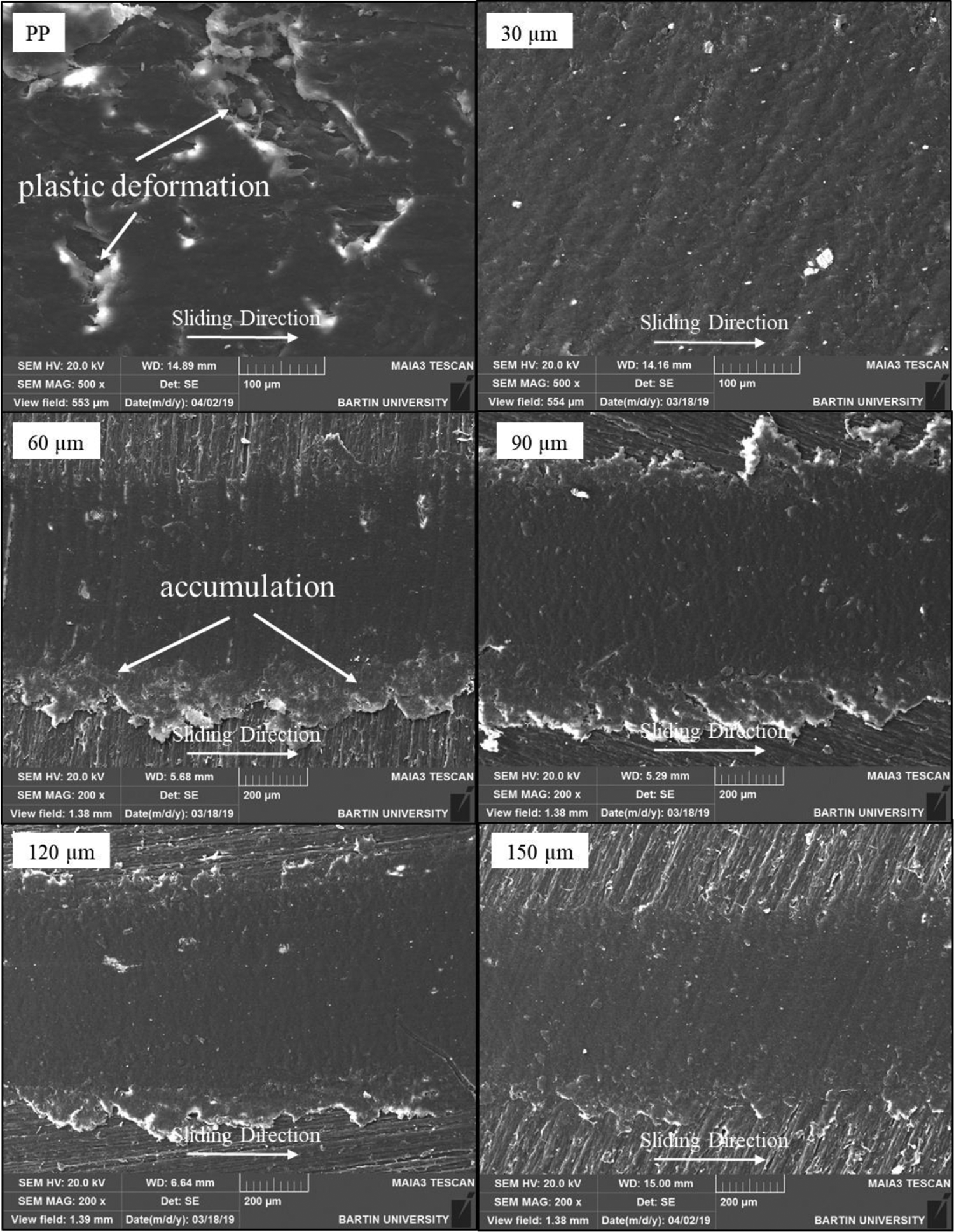
Wear trace SEM images of all samples.
Figure 5 shows the SEM image of the reinforced sample at high magnification. Accordingly, tears occurring due to wear are seen in the sample. Besides, micro-cracks were observed at the edges of the reinforcing particles. It is seen that the reinforcing materials are deformed by the abrasive ball effect and sink into the sample in different parts of the wear zone. In addition, it has been observed that the bonds between the reinforcing element and the polymer material are strong thanks to the pressure used in the extrusion process, and the composite material has a hollow structure.

SEM image of the worn surface of the reinforced sample.
Conclusion
In this study, a polymer matrix composite material was produced by using iron scales of different sizes. As it is known, the iron scale is a material that occurs in high amounts in steel production and cannot be evaluated sufficiently. In this study, a new field of use has been created for this waste. The wear and tensile strength of the composite material were measured, and then the wear mechanisms were examined from SEM images. Summarizing the results obtained The tensile strength of composite material increased with iron scales added to the polymer matrix. Higher tensile strength was obtained at large iron scale grain size values. The highest tensile strength value was obtained in composite material with a grain size 120 µm iron scale added. This sample was followed by a 150 µm scaling composite. At the load of 5 N, the friction coefficient increased in all iron-reinforced composite materials. In the wear tests carried out at 10 N load, the friction coefficient decreased due to additives in the polymer material. In all samples, the amount of wear increased with increasing load. Wear resistance increased with additive material in polymer material at all loads. The increase in the highest wear resistance was observed in the S2 sample. Wear resistance decreased with increasing additive material grain size at all loads. It has been observed that the plastic deformation wear mechanism is useful in pure polymer material. No plastic deformation wear mechanism was observed in all composite materials. A smoother surface was obtained in the wear marks of them. Wear debris and groves were also observed. During the wear tests, it was observed that the reinforcement element broke and sunk into different parts of the sample. In addition, it was observed that worn materials were piled up on the edges of the wear scar.
In the following studies, it is considered that iron scales, which have adverse economic and environmental effects, will be used in the manufacture of composite materials with different matrices.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.