
Abstract
Carbon nanofibers (CNFs) and halloysite nanotubes (HNTs) were incorporated in syntactic foams containing a 90% by volume homogeneous mixture of (20/80 wt%) glass/thermoplastic microballoons to enhance the mechanical and impact response properties. Tensile, compressive, and impact tests were employed to comparatively characterize the effect of nano-additive reinforcement on mechanical response properties. Compressive strength and modulus enhancements as large as 39% and 18%, respectively, were achieved with a 0.125 wt% addition of CNF and increases of 61% and 7%, respectively, were achieved with a 0.125 wt% addition of HNT. Tensile strength and modulus enhancements as large as 107% and 68%, respectively, were achieved with a 0.125 wt% addition of CNF and increases of 104% and 70%, respectively, were achieved with a 0.125 wt% addition of HNT. Impact analysis data were used to show that measured peak force increased and build-up time to peak force decreased with increasing CNF or HNT weight percentage due to stiffening of the matrix. The smallest increase observed in peak force was 20% for a 0.125 wt% addition of CNF and 17% for a 0.125 wt% addition of HNT.
Introduction
Syntactic foams utilizing glass microballoons have gained considerable application for use as sandwich composite cores due to their low density combined with high compressive strength, 1 low moisture absorption, 2 and high-energy absorption. 3 Consequently, there has been extensive evaluation of the tensile, 4,5 compressive, 1,6,7 and hygrothermal 2 properties of these materials. The uniquely tunable properties of syntactic foams have led to their increased commercial use, primarily in aerospace 8 and marine 9 applications.
A common limitation of glass microballoon syntactic foams is an inherent density ceiling (∼0.35 g/cm3) due to packing limitations of the rigid, polydisperse glass microspheres. 1,3 A method was developed to overcome this limitation, utilizing expandable thermoplastic microballoons to enable the production of syntactic foams with microballoon volume fractions (Vmb) up to 0.95 and densities as low as 0.067 g/cm2. 10 This work showed that densities can be reduced by increasing the volume fractions of thermoplastic microballoons; however, mechanical properties decrease significantly because of the large amount of purposely placed voids within the composite.
Prior work has shown that syntactic foams can be functionally graded by density to alter the compressive and energy absorption properties 11 –17 and that functionally graded (FGSF) and layered syntactic foams utilizing higher crush strength glass and lower density thermoplastic microballoons can be engineered utilizing a seamless production method. 18 In addition to these layered and functionally graded materials, a mixture syntactic foam (50-50 K11-D15) containing 50% glass and 50% thermoplastic microballoons by weight in a homogeneous mixture at 0.9 microballoon volume fraction (V mb) was produced as a stand-alone material for testing. This work showed that layered syntactic foam mechanical properties could be engineered based on the material selection and layering scheme employed, with compressive yield strength dictated by the lowest strength syntactic foam layer. More interestingly, the 50-50 K11-D15 syntactic foam showed a unique combination of compressive strength and impact response properties, displaying a 16% reduction in measured peak impact force compared to thermoplastic (D15) or glass (K11) microballoon syntactic foams, displaying advantageous mechanical properties when both microballoon types were utilized in concert.
This discovery led to the production of four additional mixture syntactic foams, all kept at 0.9 V mb, to investigate the effect of homogeneous mixtures of varied microballoon compositions on mechanical and impact response properties. 19 It was observed that the packing fraction ceiling of 0.74 for traditional polydisperse glass microballoons was surpassed through the incorporation of thermoplastic microballoons that deform and expand to preclude the formation of voids between the rigid glass microballoons 10,18 From mechanical analysis, it was shown that while the 0.74 packing limitation can be surpassed, this advantageous decrease in density was accompanied by diminished compressive and tensile strength.
Direct enhancement of syntactic foam impact response properties was achieved by varying the ratio of glass and thermoplastic microballoons used. 19 Comparative analyses of the impact responses of these mixture syntactic foams showed that the lowest peak impact force was achieved with a 20-80 K11-D15 mixture syntactic foam (17% peak force reduction compared to 50-50 K11-D15 and 30% reduction compared to D15-only or K11-only syntactic foams). 19 While the 20-80 K11-D15 mixture syntactic foam exhibited enhanced impact force reduction properties, the reduced compressive and tensile properties observed showcased a need for further mechanical property optimization to facilitate its use as a sandwich composite core material.
Prior work investigated the effect of carbon nanofibers (CNFs) and halloysite nanotubes (HNTs) on the mechanical properties of 0.9 V mb thermoplastic microballoon syntactic foams. 20 In general, nano-additive reinforcements have shown significant application for use in enhancing polymeric material mechanical properties, with CNFs investigated thoroughly for use in syntactic foams. 5,20 –22 HNTs have been investigated in prior work for enhancing polymeric material mechanical properties, displaying a similar structure to multiwalled carbon nanotubes, they can be used as a low thermally conductive reinforcement compared CNFs. 23 –35 From mechanical analysis, it was shown that small weight percentage inclusions of each nano-additive into the syntactic foam matrix can impart large enhancements in strength and modulus with negligible impacts on composite foam density. Compressive strength and modulus enhancements as large as 180% and 250%, respectively, were achieved with a 0.25 wt% addition of CNF and increases of 165% and 244%, respectively, were achieved with a 0.5 wt% addition of HNT. Tensile strength and modulus enhancements as large as 110% and 165%, respectively, were achieved with a 0.125 wt% addition of CNF and increases of 133% and 173%, respectively, were achieved with a 0.125 wt% addition of HNT.
The work presented here focuses on the 20-80 K11-D15 mixture syntactic foam as the test system for evaluating the effect of weight percentage additions of HNTs or CNFs on impact response and mechanical properties.
Experimentation
The formulation matrix for all 11 syntactic foams is presented in Table 1. One mixture syntactic foam (20-80 K11-D15) was selected for nano-reinforcement work, with V mb kept at 0.9 and two nano-additives (CNF or HNT) compared as reinforcement.
Formulation matrix for the 11 syntactic foams prepared for testing.
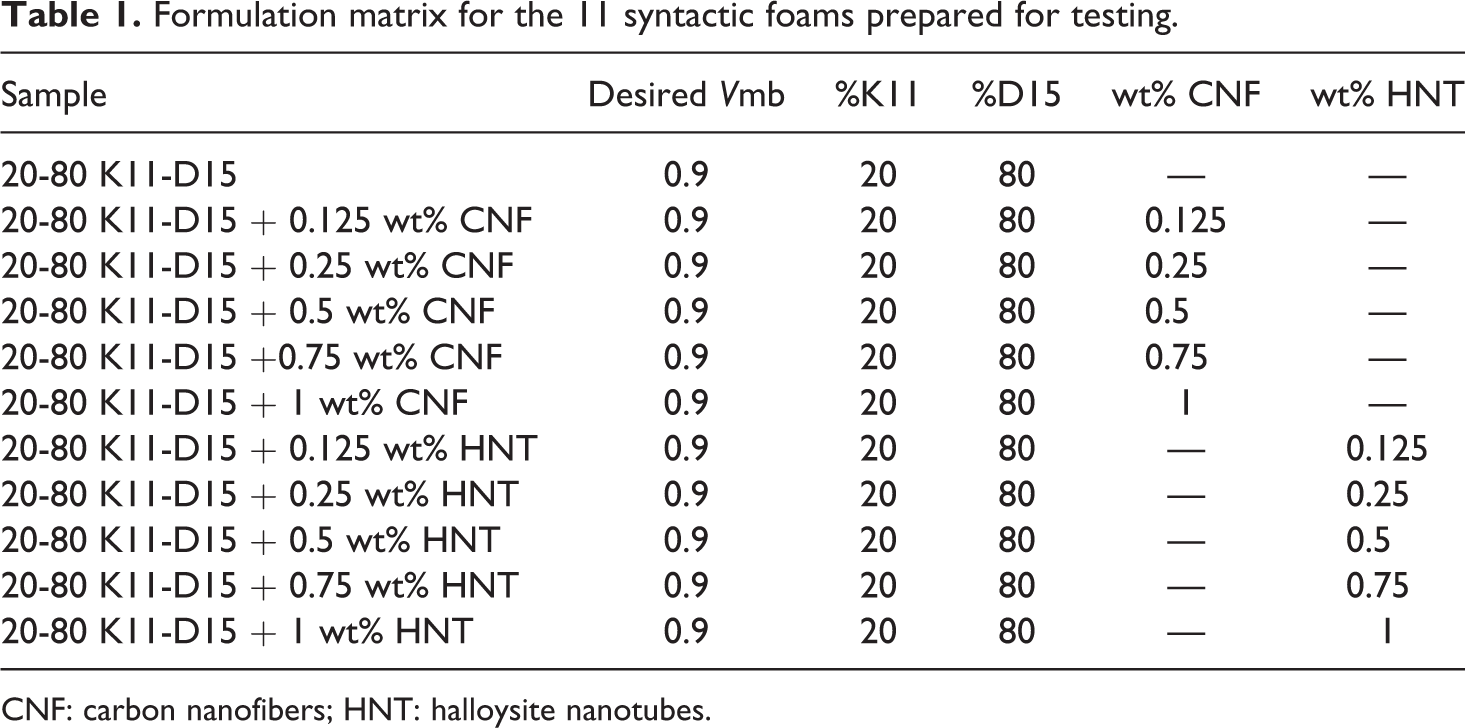
CNF: carbon nanofibers; HNT: halloysite nanotubes.
Materials
SC-15 resin, manufactured by Applied Poleramic Inc.(Benicia, CA, USA) was selected as the epoxy resin system. SC-15 is a low-viscosity (550 ± 45 cP), two-phase toughened epoxy cured with a cycloaliphatic amine. 36 Acetone was used as a solvent to reduce the viscosity of the epoxy resin to 57 ± 12 cP, for improved wetting and increased working time. D15 hollow-thermoplastic spheres (microballoons) produced by Akzo Nobel, and K11 hollow-glass microballoons produced by 3 M were used to produce the highly loaded syntactic foams. The D15 and K11 microballoons have a true particle density of 0.015 ± 0.001 g/cm3 and 0.11 g/cm3 and a diameter range of 60–90 µm and 30–120 µm, respectively. The CNFs (PR-19-XT-PS) were produced by Pyrograf Products (Cedarville, OH, USA) having a density of 1.95 g/cm3 with diameter and length of 100–200 nm and 30–100 µm, respectively. The HNTs (NN-HNT200) were produced by Naturalnano (Rochester, NY, USA), with a density of 2.3 g/cm3 and diameter and length of 40–200 nm and 0.5–1.2 µm, respectively.
Sample fabrication
Preparation of resin
Dispersion of the CNF and HNT additives in epoxy resin followed identical preparation methods. Masterbatches containing 1 wt% of either additive were prepared to allow for production of the subsequent five syntactic foam sample types. First, part A of the epoxy resin was weighed out, followed by the weighing and addition of either additive. This modified part A, containing the additive, was then speed mixed using a speed mixing unit (Hauschild Speedmixer [Landrum, SC, USA] DAC 1100 FVZ) to distribute the nanomaterial into the resin. The resin was mixed for 10 min at 1500 r/min, followed by 15 min at 2500 r/min and finally 15 min at 4500 r/min using a mechanical mixer with a high-shear impeller. This modified resin was then sonicated for 1 h at an amplitude of 4, followed by 30 min at an amplitude of 20.
Syntactic foam fabrication
For nano-reinforced epoxy syntactic foam sample formation, SC-15 resin and curing agent were speed mixed (130:100, resin:curing agent by weight ratio) to allow for adequate dispersion of the curing agent and ensure uniform cure of the material. Varying amounts of the 1 wt% nano-additive epoxy part A master batch (described earlier) was added depending on the desired weight percentage of nano-reinforcement targeted for that material. Acetone was then added to the epoxy and speed mixed. Next, a mixture of D15 hollow thermoplastic spheres and K11 hollow glass spheres were added to the epoxy solution and speed mixed. This mixture was then transferred into a 114.3 × 114.3 × 12.7 mm3 mold and packed down using a tongue depressor. The mold, containing the mixture, but without a lid, was placed in an oven at 30°C for 30 min to facilitate evaporation of the acetone diluent. After 30 min, the mold-lid was clamped in place for the remainder of the cure period. Excess resin exited through the clearance space between mold parts during the 24-h cure period at 60°C. Once cured, the syntactic foam plaque was de-molded, and the density of the syntactic foam was evaluated (gravimetrically) and compared to the theoretical density and material mass-input values to verify that the intended loadings were achieved.
Property characterization
Microstructure analysis
The tensile fracture surfaces of syntactic foams containing HNTs or CNFs were analyzed to determine failure mode(s) and dispersion performance of the nano-additive within the composite. The fracture surfaces were analyzed using scanning electron microscopy (Zeiss Supra 40 variable-pressure field-emission SEM [Jena, DE]), where all images were acquired using a secondary electron detector.
Compressive strength
Specimens (25.4 × 25.4 × 12.7 mm3) of epoxy syntactic foams were prepared for compression analysis and tested using a MTS Q-Test 10 Elite Controller (Eden Prairie, MN) (5kN Load Cell) in accordance with ASTM D 695. 37 Samples were compressed to 80% strain at a rate of 0.5 mm/min to analyze initial compression, yield point, and densification region. Load–displacement data obtained from these tests were then employed for the calculation of compressive yield strength and modulus. Compressive yield strength is denoted as the first point on the stress–strain diagram at which an increase in strain occurs without an increase in stress. For each sample type, 15 specimens were tested (five each, cut from three molded plaques) to determine the mean compressive strength and modulus values.
Tensile strength
Tensile analyses were performed on 25.4 × 25.4 × 12.7 mm3 specimens using a MTS Q-Test 10 Elite Controller (Eden Prairie, MN) (5kN Load Cell) in accordance with ASTM D 1623 standard. 38 Sample tests were carried out until yield, denoted as the point where failure occurs, where strain rates were adjusted to produce failure in 2–5 min. Load–displacement data obtained from these machines were then used for the calculation of Young’s modulus and yield strength. For each sample type, 15 specimens were tested (cut from three molded plaques) and the mean yield strength and strength value determined.
Impact analysis
Impact analyses were performed on 101.6 × 101.6 × 19.05 mm3 specimens using an Instron CEAST 9350 drop tower (Norwood, MA) apparatus. Specimens were impacted with a 5.2 kg load at a velocity of 3.66 m/s for a total impact energy of 35 J, and the force observed from the impact events was recorded as a function of time.
Results
Compressive properties
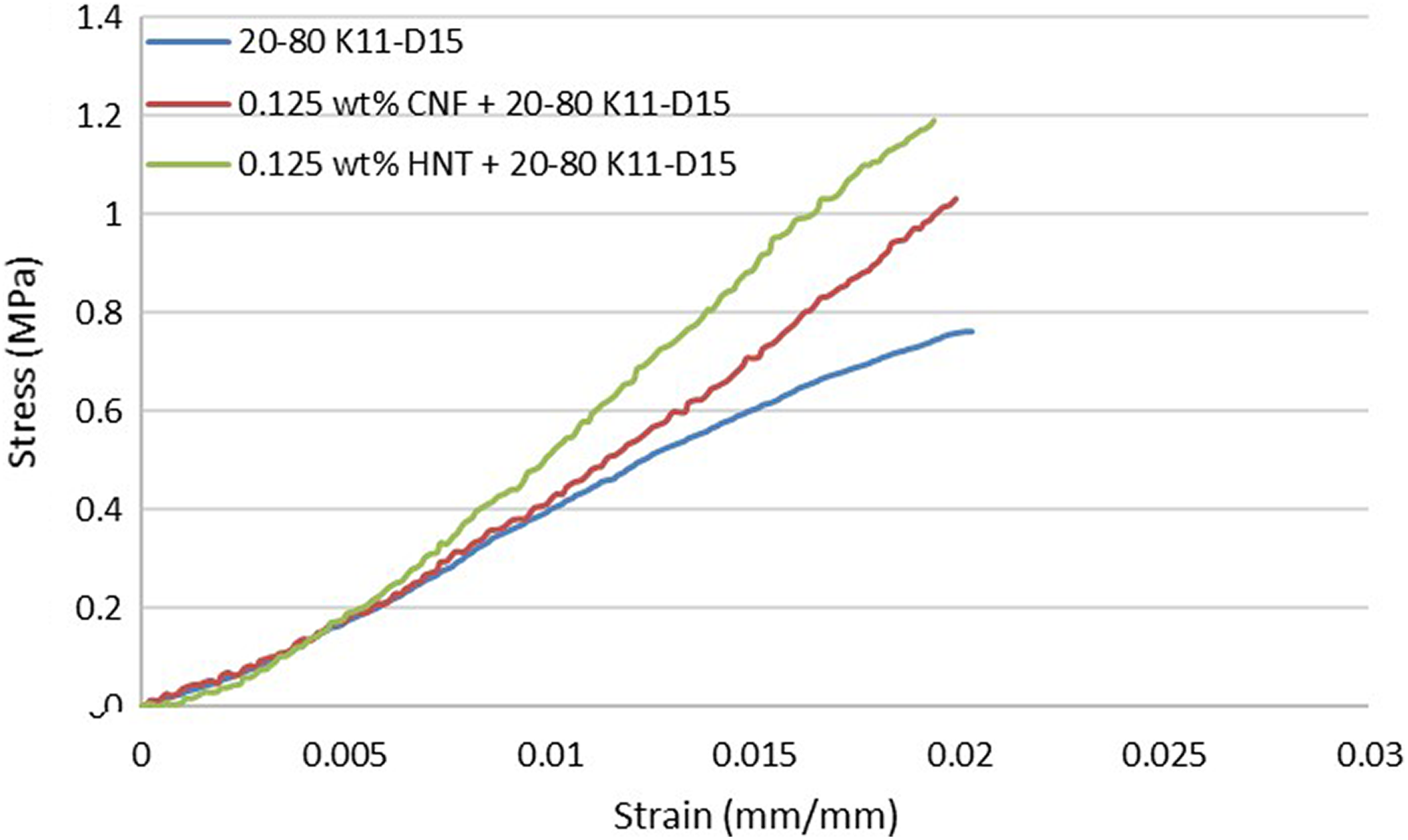
Nano-reinforced 20-80 K11-D15 syntactic foam test specimens were prepared and tested for their compressive properties. Figure 1 shows the characteristic compressive stress versus strain curves for these syntactic foam samples under compressive loading, with the base 20-80 K11-D15 mixture epoxy syntactic foam shown for comparison. The stress versus strain curves for 20-80 K11-D15 syntactic foams loaded with 0.125 wt% CNF or 0.125 wt% HNT are shown for comparative analysis and exhibit similar compressive response properties. The nano-reinforced mixture syntactic foams display similar compression profiles to that observed for unreinforced 20-80 K11-D15. In the first region (region 1), initial compression occurs; signified by a linear region corresponding to the elastic behavior of the foam. This region ends at the compressive yield point, which is followed by a plateau region or region of slightly increasing stress (region 2). Region 2 involves energy absorbing deformation of thermoplastic microballoons and rupturing of glass microballoons under increasing compressive strain. Region 3 begins at the inflection point in the curve and is characterized by an exponential increase in compressive stress, resulting from densification of the syntactic foam as the thermoplastic and glass microballoons continue to deform and rupture under increasing compressive strain. The compressive yield stress for either nano-reinforced 20-80 K11-D15 syntactic foam appears to be much greater than the base 20-80 K11-D15, a similar trend to that observed in prior work for nano-reinforced 0.9 V mb thermoplastic microballoon syntactic foams. 20
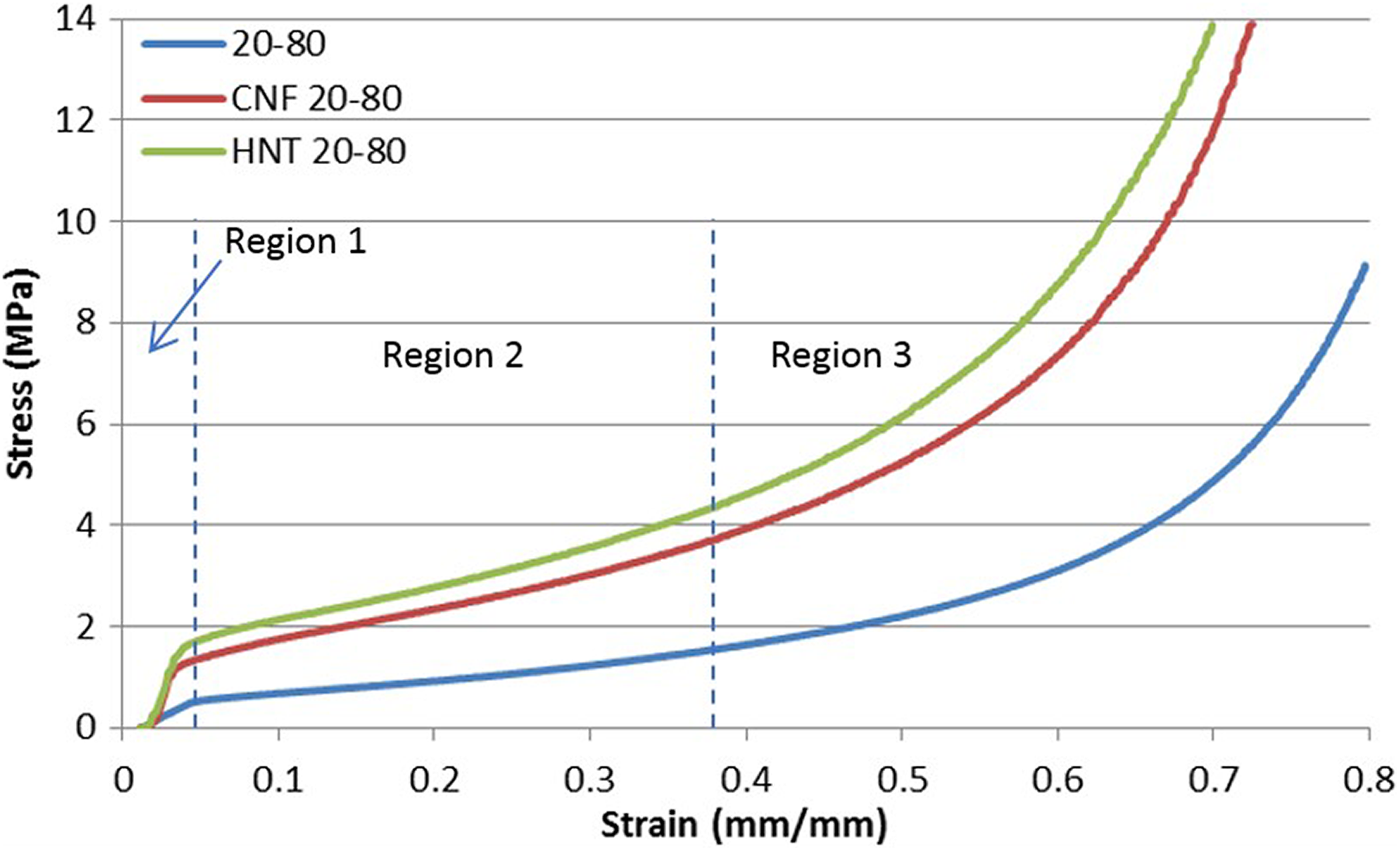
Compressive stress versus strain curve comparison of the base 20-80 K11-D15 mixture epoxy syntactic foam to syntactic foams reinforced with CNFs or HNTs.
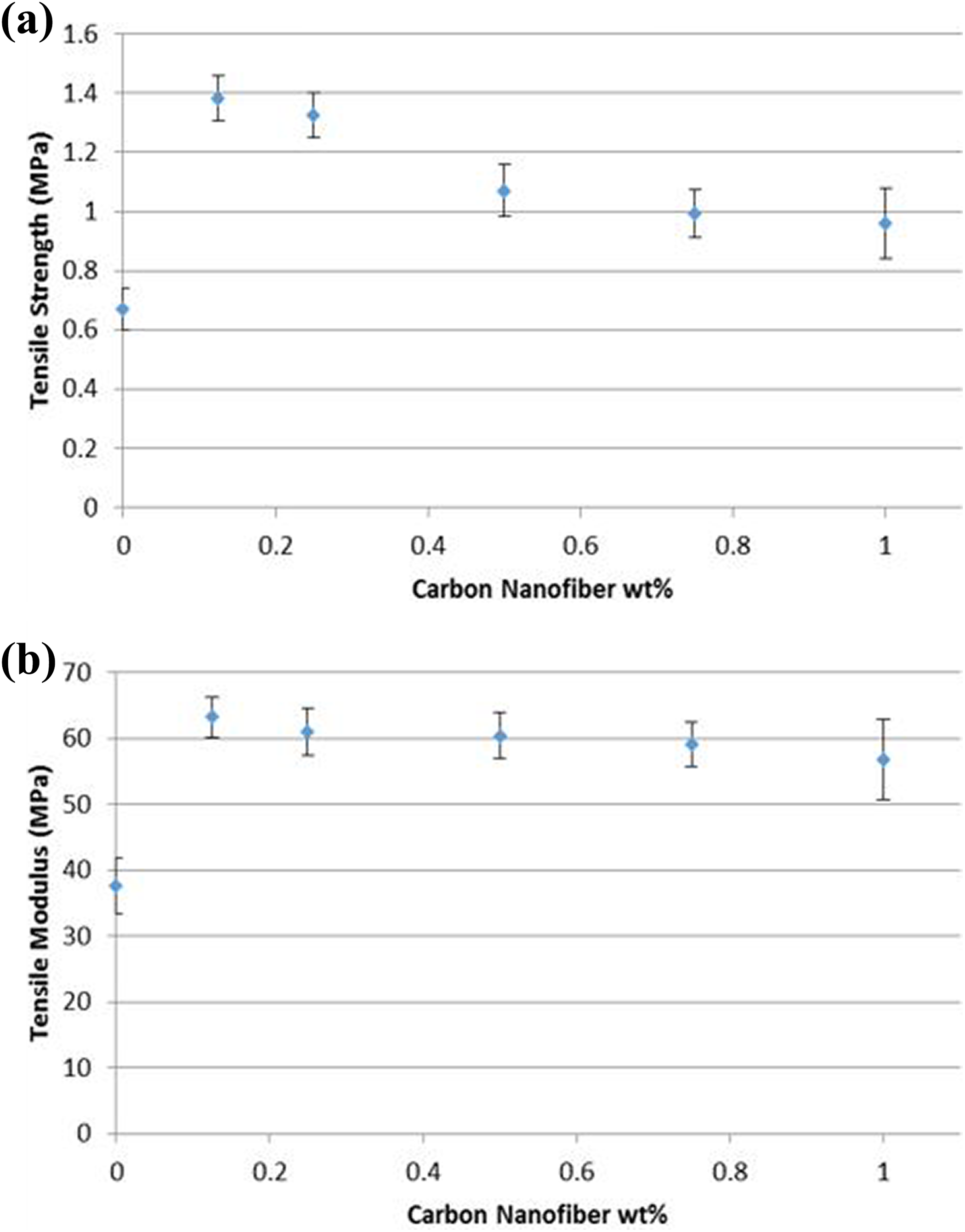
Figure 2 shows the compressive strength (a) and modulus (b) properties of 20-80 K11-D15 mixture syntactic foams loaded with varying weight percentage of CNFs, where error bars shown in all graphs represent the 95% confidence interval. An increase in both compressive strength and modulus (39% and 18%, respectively) is noted with the addition of 0.125 wt% CNFs. Although strength properties remain unchanged with increasing CNF weight percentage, syntactic foam modulus properties begin to fall at CNF weight percentage loadings >0.5 wt%. Overall, strength and modulus enhancements as large as 39% and 18%, respectively, can be achieved with a 0.125 wt% addition of CNFs.
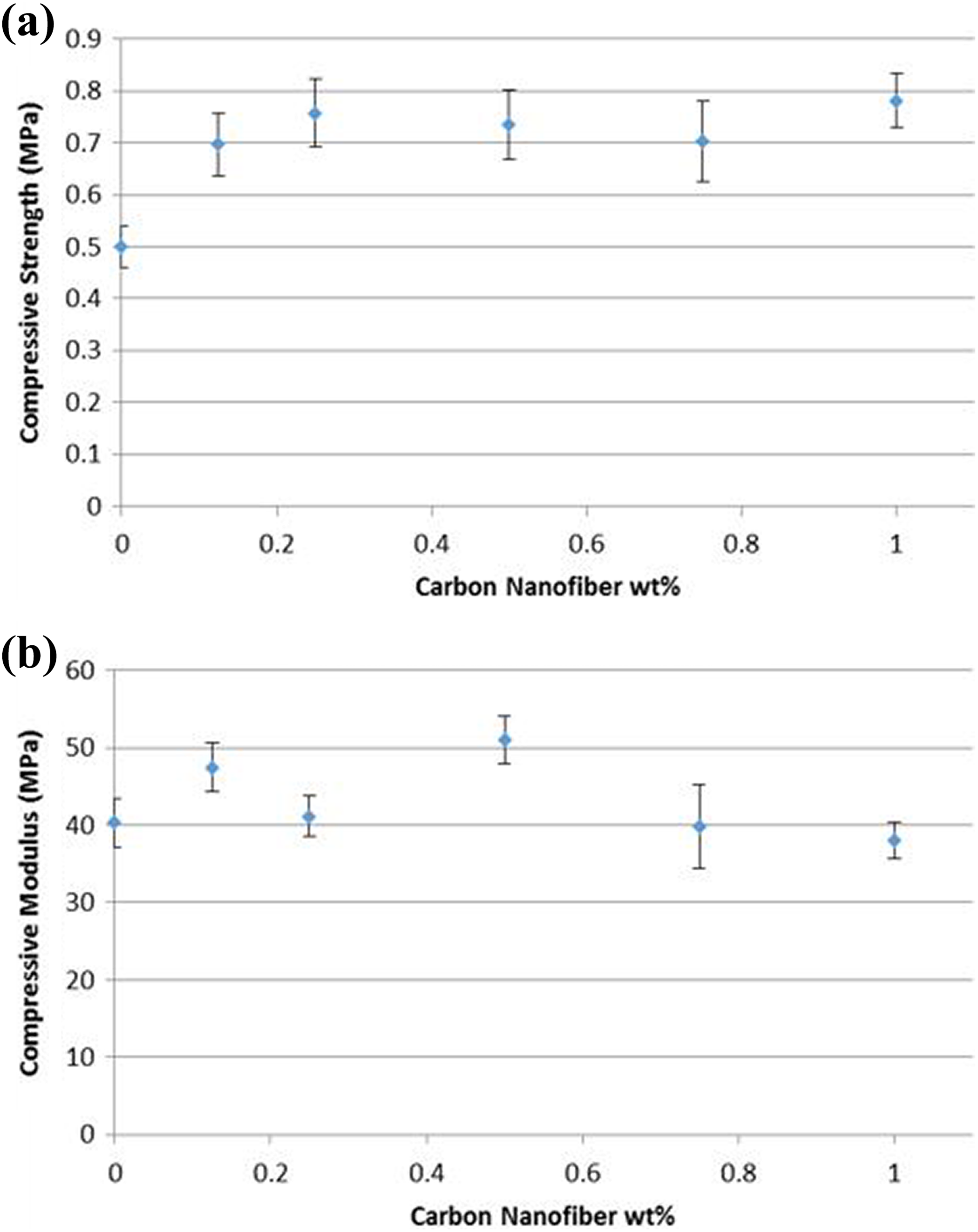
(a) Compressive strength and (b compressive modulus of 20-80 K11-D15 mixture syntactic foams reinforced with varying weight percentage of CNFs.
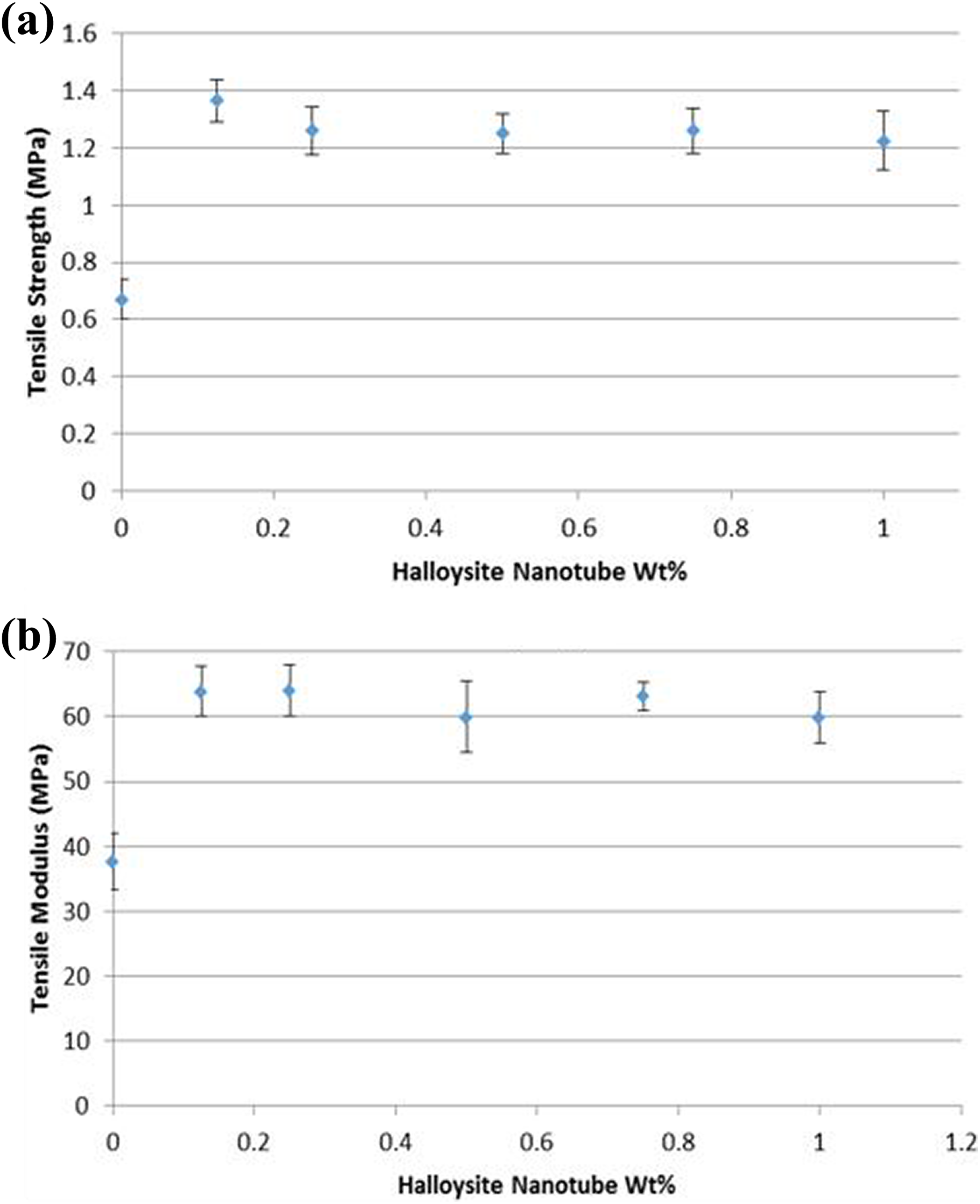
Figure 3 shows the compressive strength (a) and modulus (b) properties of 20-80 K11-D15 mixture syntactic foams loaded with varying weight percentage of HNTs. Increases in compressive strength and modulus (61% and 7%, respectively) were noted with the addition of 0.125 wt% HNTs. A slight decreasing trend in compressive strength and no increases in modulus are noted with increasing HNTS weight percentage. These results show that the compressive property enhancements with HNTs are equivalent to the enhancement seen with CNFs.
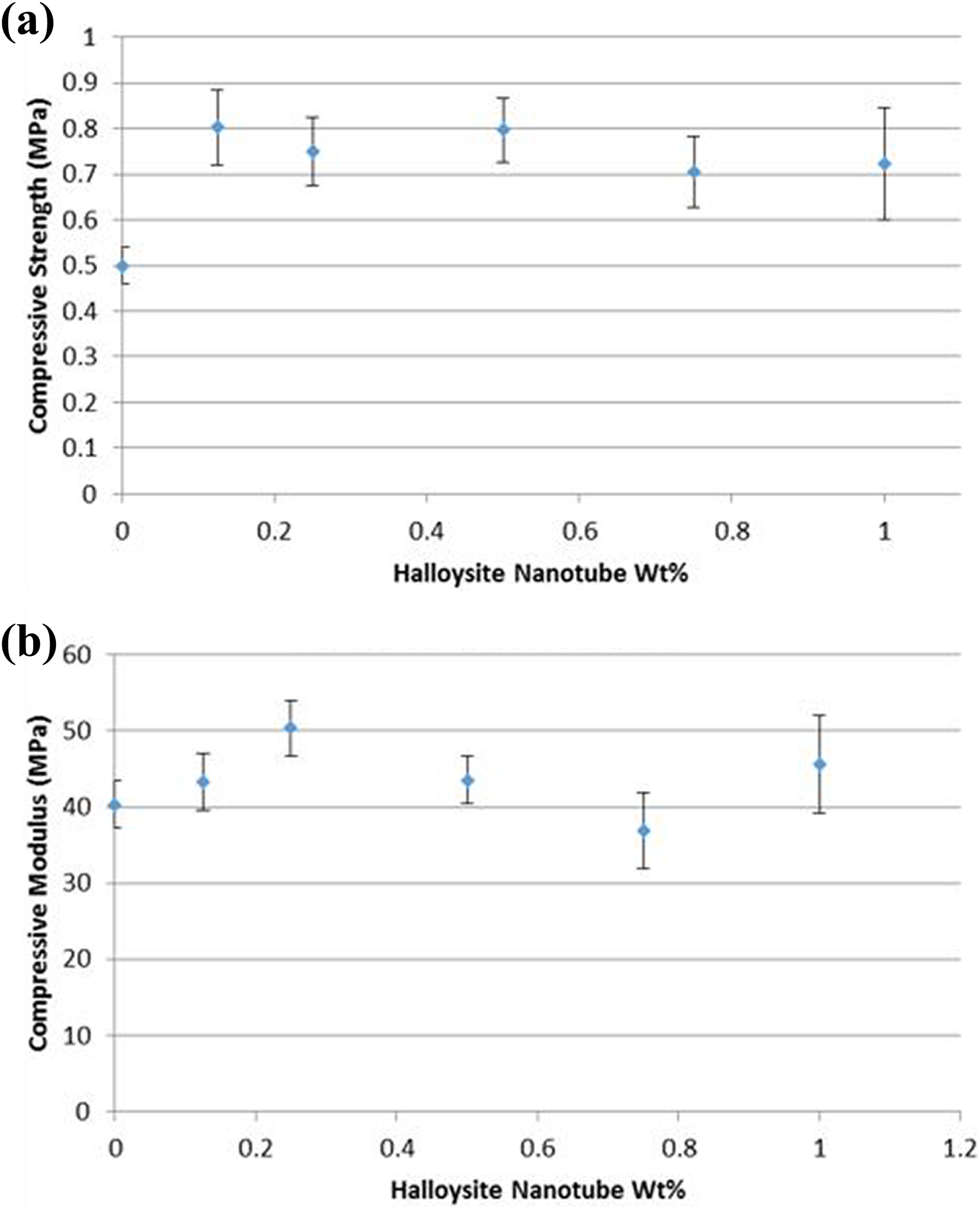
(a) Compressive strength and (b) compressive modulus of 20-80 K11-D15 mixture syntactic foams reinforced with varying weight percentage of HNTs.
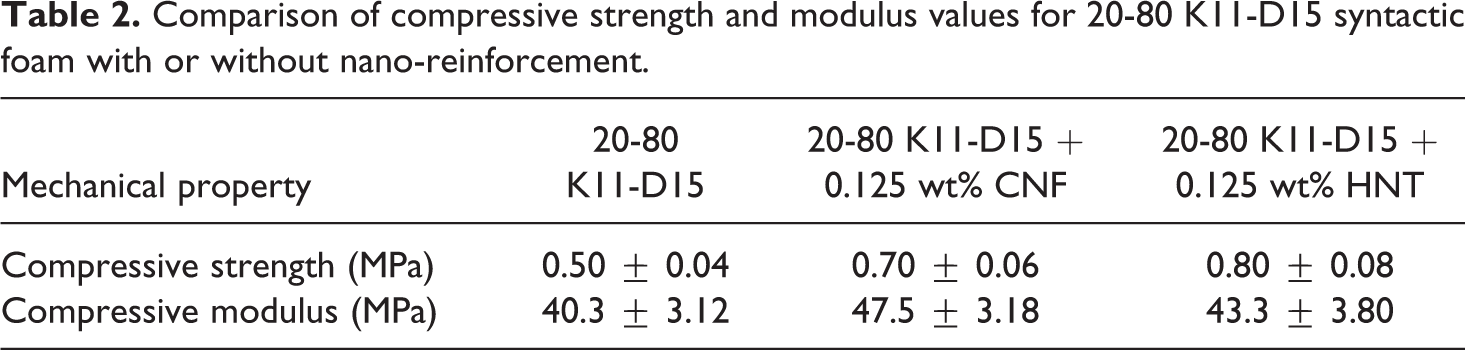
The compressive property enhancements relative to the unreinforced foam (20-80 K11-D15), listed in Table 2, are similar to those seen in prior work. 2,6 It is interesting to note that the impact of nano-reinforcements on 20-80 K11-D15 mixture foam were not as large as those observed for 0.9 V mb thermoplastic microballoon syntactic foams. 20 In the 20-80 K11-D15 microstructure, glass microballoons lend greater baseline strength and modulus properties compared to thermoplastic microballoons. The thermoplastic microballoons, while reducing material density and allowing for greater than 0.74 V mb, reduce the compressive strength and modulus properties of the baseline material. While the glass microballoons lend compressive strength and modulus properties to the material, thermoplastic microballoons are the dominant microballoon filler present, allowing for the nano-additives incorporated into the syntactic foams (HNT of CNF) to increase compressive strength and modulus properties of the mixture syntactic foam, relative to the unreinforced foam.
Comparison of compressive strength and modulus values for 20-80 K11-D15 syntactic foam with or without nano-reinforcement.
Tensile properties
Figure 4 shows the characteristic tensile stress versus strain curves for nano-reinforced 20-80 K11-D15 syntactic foams, with the base 20-80 K11-D15 syntactic foam shown for comparison. The stress versus strain curves for thermoplastic microballoon syntactic foams loaded with 0.125 wt% CNF or 0.125 wt% HNT are shown for comparative analysis and express similar response properties under tensile loading. It can be seen that the nano-reinforced syntactic foams exhibit higher yield strengths and modulus, as determined by the initial linear portion of the stress strain curves. The addition of nano-reinforcement (HNT or CNF) at the 0.125 wt% loading, while increasing modulus and strength properties, has negligible impact on the strain at failure, with all materials compared in Figure 4 having similar strain to failure, as listed in Table 2. Figure 5 shows the tensile strength (a) and modulus (b) properties of 20-80 K11-D15 mixture syntactic foams loaded with varying weight percentage of CNFs. As with compression analysis, an increase in both tensile strength and modulus (107% and 68%, respectively) was noted with the initial addition of 0.125 wt% CNFs. Tensile strength and modulus properties exhibited decreasing trends with increasing CNF weight percentage. Overall, tensile strength and modulus enhancements as large as 107% and 68%, respectively, were achieved with a 0.125 wt% addition of CNFs. As noted earlier in the compression analysis, the tensile property enhancement measured for the mixture syntactic foam is less than enhancements measured in prior work for thermoplastic microballoon syntactic foams (reporting a 110% increase in tensile strength and 165% increase in tensile modulus with a 0.125 wt% addition of CNF). 20 Conversely, the enhancement achieved for mixture syntactic foams is greater than that achieved for glass microballoon syntactic foams investigated in prior work, reporting tensile strength enhancement of 20–50% dependent on the microballoon type used. 5 This showcases both the effect of microballoon composition and volume content on achievable mechanical property enhancement with nano-additive reinforcement.
Characteristic tensile stress versus strain curves for nano-reinforced 20-80 K11-D15 syntactic foams, with the base 20-80 K11-D15 syntactic foam shown for comparison.
(a) Tensile strength and (b) tensile modulus of 20-80 K11-D15 mixture syntactic foams reinforced with varying weight percentage of CNFs.
Figure 6 shows the tensile strength (a) and modulus (b) properties of 20-80 K11-D15 mixture syntactic foams loaded with varying weight percentage of HNTs. A dramatic increase in tensile strength and modulus (104% and 70%, respectively) was noted with the initial addition of 0.125 wt% HNTs. As seen with carbon nanofiber-reinforced mixture syntactic foams, a decreasing trend in tensile properties was observed after 0.125 wt% with increasing HNT weight percentage. Overall, tensile strength and modulus enhancements as large as 104% and 70%, respectively, were achieved with a 0.125 wt% addition of HNT. As with compressive property analysis, these results show that the tensile property enhancements with HNTs are equivalent to the enhancement observed with CNFs.
(a) Tensile strength and (b) tensile modulus of 20-80 K11-D15 mixture syntactic foams reinforced with varying weight percentage of HNTs.
Both HNTs and CNFs lend tensile property enhancements, however, a 17% greater tensile strength improvement was observed for HNTs over CNFs at 0.125% loading. This performance difference is likely related to the relative aspect ratio of the two nano-reinforcement materials, as discussed in prior work. 6,20 As with compressive strength properties, tensile strength, modulus, and strain-at-failure values of the top performing CNF and HNT-reinforced 20-80 K11-D15 syntactic foams were compared to the unreinforced 20-80 K11-D15, as listed in Table 3. After production and testing, the fracture surfaces of the mixture syntactic foams containing varied weight percentage additions of CNFs were analyzed. The failure modes of the 20-80 K11-D15 syntactic foam containing 1 wt% addition of CNFs (Figure 7) are representative of all samples and are similar to fracture surfaces analyzed in previous work. 2,6 As stated earlier, during the production of 0.9 volume fraction syntactic foam, thermoplastic microballoons expand and distort around the rigid glass microballoons to preclude the formation of uncontrolled voids. Because of this morphology, mechanical properties are primarily dictated by the microballoons and under tensile forces, express a tearing response from thermoplastic microballoons coupled with abrupt rupture of glass microballoons, exposing the honeycomb-like microstructure in the process. While CNFs show potential for use in tensile property enhancement (see Figure 5), 90% of the syntactic foam volume is occupied by microballoons, dictating the failure mode of the material. These fracture surfaces were also analyzed to understand nano-additive dispersion quality in the two-filler system. The CNFs appeared to be adequately dispersed and consistent across all samples, with noticeable fiber pullout holes or exposed nanofibers (Figure 7 expanded view) and no agglomerations noted.
Comparison of tensile strength, modulus, and strain at failure for 20-80 K11-D15 syntactic foams with or without nano-reinforcement.
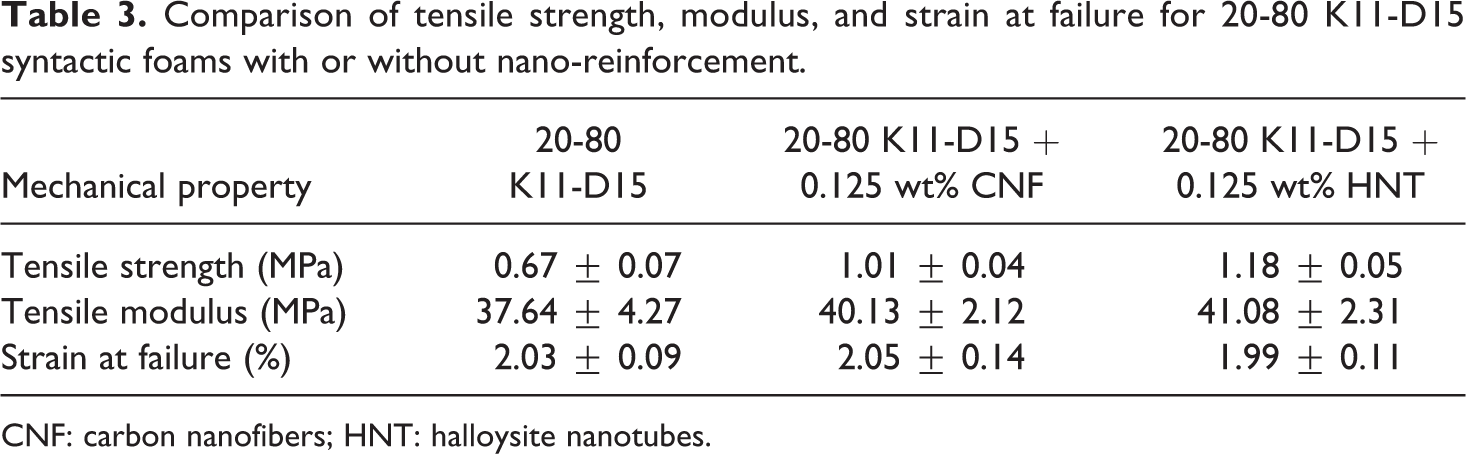
CNF: carbon nanofibers; HNT: halloysite nanotubes.
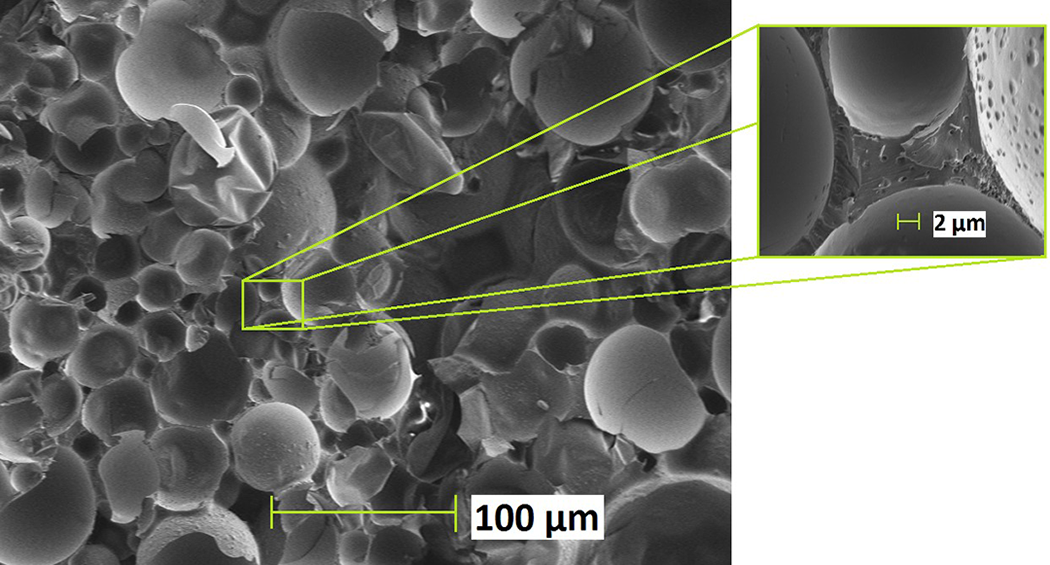
Scanning electron microscope image of a 20-80 K11-D15 mixture syntactic foam loaded with 1 wt% loading of CNFs tensile fracture surface with expanded view showing nanofibers present at the fracture surface.
As with the CNF-reinforced syntactic foams, the fracture surfaces of syntactic foams containing varied weight percentage additions of HNTs were also analyzed. The failure modes of the mixture syntactic foam containing 1 wt% addition of HNTs (Figure 8) is shown and representative of all samples. The dispersion quality of the HNTs was evaluated to determine whether the inclusion of microballoons had an effect on nanotube agglomeration (Figure 8 expanded view). It was observed that halloysite dispersion was identical to that seen in the initial epoxy specimens analyzed in prior work. 20 HNTs were seen protruding from the fracture surfaces with no agglomeration observed. A unique characteristic of the highly loaded syntactic foams can be seen in the ruptured sphere shells on the fracture surface of Figure 8. The ruptured thermoplastic microballoon shells show noticeable impressions from the glass and thermoplastic microballoons below, expected due to the impingement and deformation of microballoons during the production process, initially noted in other work. 10
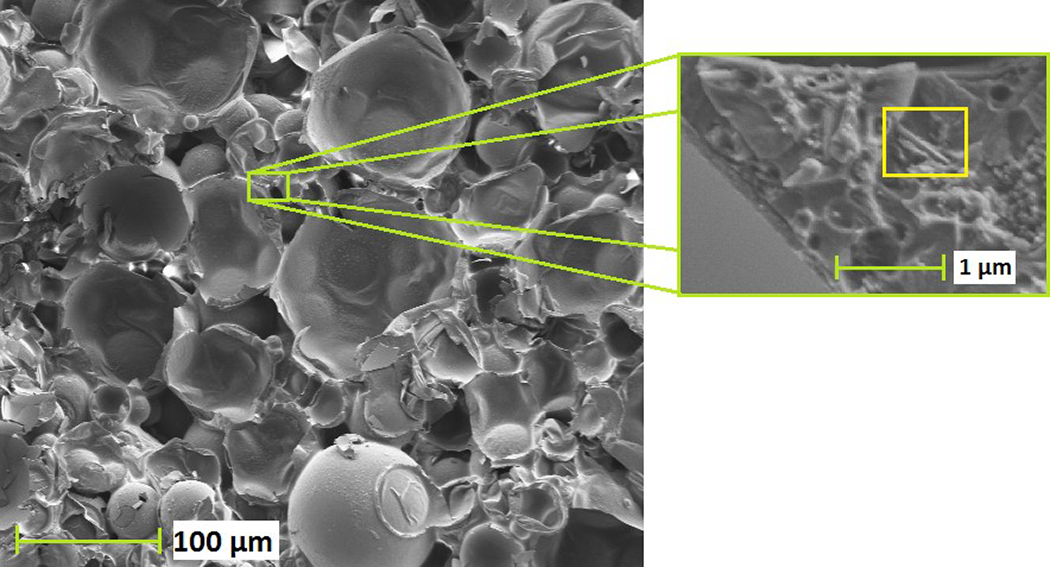
Scanning electron microscope image of 20-80 K11-D15 mixture syntactic foam loaded with 1 wt% loading of HNT tensile fracture surface with expanded view showing a nanotube present at the fracture surface.
Impact analysis
The impact response of 20-80 K11-D15 mixture syntactic foam was compared to 20-80 K11-D15 mixture syntactic foams loaded with CNFs or HNTs (Figures 9 and 10) at 0.125–0.5 wt% additions, showing average peak force with 95% confidence intervals. As seen with the compressive and tensile properties, CNFs increase the peak force observed and reduce the build-up time to the peak force, as compared to the base 20-80 K11-D15 syntactic foam. The increase in peak force can be attributed to the increase in compressive modulus (stiffness) of the nano-reinforced mixture syntactic foams. The increased stiffness reduces the impact force absorption potential of the syntactic foam, reducing the ability of the thermoplastic microballoons to distort shape under impact loading events. In Figure 9, there is a noted gradual increase in peak force with increasing CNF weight percentage due to the increased content (wt%) of the high-modulus nano-additives. A 20% increase in peak force is noted with an initial addition of 0.125 wt% CNF, with a maximum increase of 23% with 0.5 wt% addition of CNF.
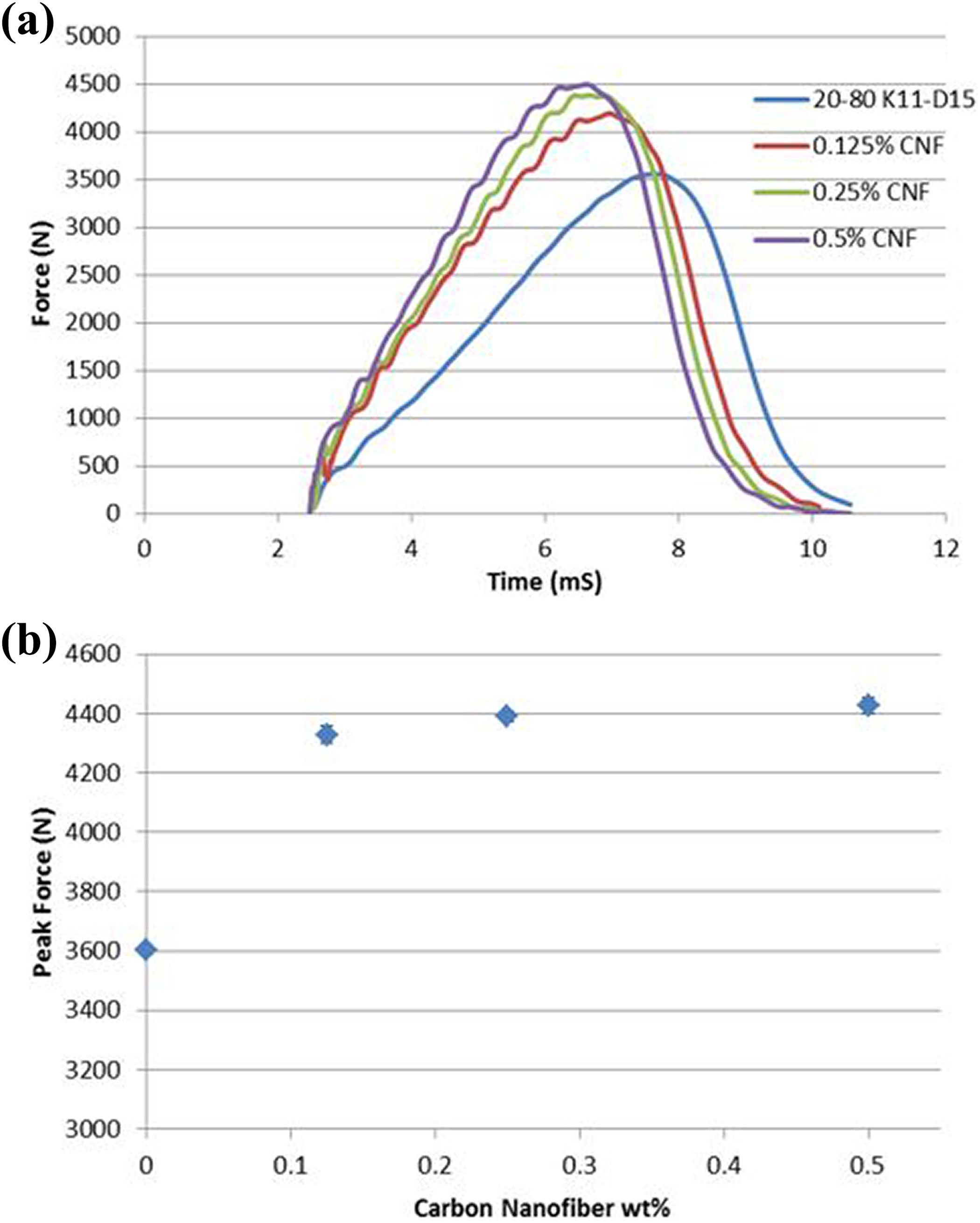
(a) Force versus time impact response and (b) peak force of the base 20-80 K11-D15 mixture epoxy syntactic foam and foams loaded with varied weight percentage of CNFs.
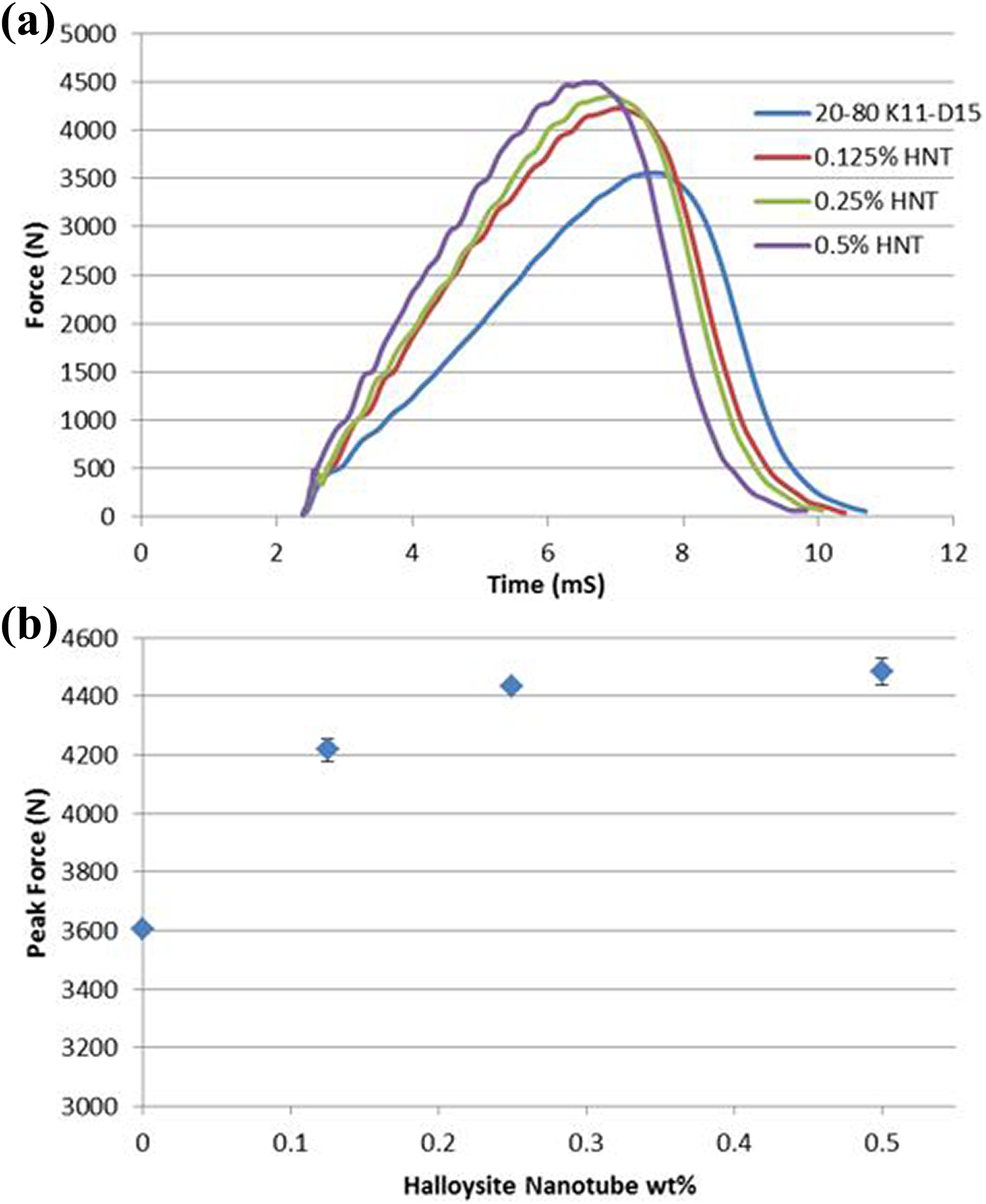
(a) Force versus time impact response and (b) peak force of the base 20-80 K11-D15 mixture epoxy syntactic foam and foams loaded with varied weight percentage of HNTs.
The impact test results for HNT-reinforced mixture syntactic foams (Figure 10) yields a similar trend seen with the CNF-reinforced counterpart. There is a gradual increase in peak force from the baseline material with increasing HNT weight percentage. A 17% increase in peak force is noted with an initial addition of 0.125 wt% HNT, with a maximum increase of 24% with 0.5 wt% addition of HNT. These results show that both nano-additives yield similar increases in peak force, because of stiffening of the epoxy matrix, with the 0.125 wt% HNT syntactic foam yielding the smallest increase.
Conclusions
This work highlights a method for the production of 20-80 K11-D15 mixture syntactic foams utilizing either CNFs or CNTs as reinforcement. Comparative mechanical analysis data were employed to show that small weight percentage inclusions of either nano-additive into the syntactic foam matrix impart large enhancements in strength and modulus with negligible impacts on composite foam density. Conversely, these mechanical property enhancements also increased observed peak force and shortened the build-up time to peak force during impact events, compared to the baseline materials. Compressive strength and modulus enhancements as large as 39% and 18%, respectively, were achieved with a 0.125 wt% addition of CNF and increases of 61% and 7%, respectively, were achieved with a 0.125 wt% addition of HNT. Tensile strength and modulus enhancements as large as 107% and 68%, respectively, were achieved with a 0.125 wt% addition of CNF and increases of 104% and 70%, respectively, were achieved with a 0.125 wt% addition of HNT. Using comparative impact analysis data, it was shown that the observed peak force increased and build-up time to peak force decreased with increasing CNF or HNT wt%. The smallest increase observed in peak force was 20% for a 0.125 wt% addition of CNF and 17% for a 0.125 wt% addition of HNT. This work shows that while both nano-reinforcements enhance mechanical properties, HNT lends greater mechanical properties (17% greater tensile strength over CNF at same weight percentage) with a reduced effect on impact response properties.
Footnotes
Acknowledgements
Acknowledgements are due to the Composite and Polymer Engineering (CAPE) Laboratory and staff for equipment usage, guidance, and help with experimentation.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: We acknowledge the National Aeronautics & Space Administration’s Experimental Program to Stimulate Competitive Research (EPSCoR) program for the financial support of our research through grant (NASA Proposal #11-EPSCoR-0049).