
Abstract
In this study, process parameters and mechanical properties of the multi-scale composite were investigated experimentally and predictably. Multi-scale material includes boron carbide particles and multi walled carbon nanotubes (MWCNTs) in the epoxy-based matrix. Both reinforcements were reinforced into the matrix with various rates simultaneously. Average three tensile strength and hardness values were determined. The tensile strength and hardness were enhanced thanks to high rate of B4C usage up to 54.09% and 2.54%, respectively. The microstructure of the hybrid composite was investigated by Scanning Electron Microscopy. Also, Fourier Transform Infrared Spectroscopy was used to interpret spectral bands. The experimental data were analyzed using optimization method. Optimal process parameters for tensile strength and interfacial properties were determined. The Analysis of Variance (ANOVA) was used to obtain most significant factor and optimum levels of parameters. Finally, it was observed that B4C ratio is the most dominant factor affecting the mechanical and thermal properties.
Introduction
Plastic materials are often preferred in daily life and industrial areas such as automotive industry, transportation, packaging industry, textile, industrial pipes, insulation, transportation, as well as aeronautical and marine industries. So, improving the mechanical properties of materials is required due to developing technology and increasing needs. The epoxy resin is the most preferred matrix among polymers because of its superior mechanical properties, resistance to corrosive liquids and environments, high temperatures resistance, low viscosity, good wetting properties and reinforceable with a second material. In recent years; MWCNT has become essential among the reinforcements and played a part in the use of multiple reinforcements. B4C has attracted the attention with superior physical and chemical properties among ceramic materials. Some researchers have used multiple reinforcements like particle simultaneously to obtain hybrid composite.1-3 Considering them, B4C has an important place because of properties such as low density, high wear resistance, high hardness values. 4 Some articles show that B4C have the potential to enhance the mechanical, thermal, nuclear and tribological properties of epoxy.5-7
Sayer determined optimum reinforcement ratio as 10% and B4C particle reinforcements gave the best value among them. 1 Abenojar et al. modified the epoxy matrix with B4C and reported an excellent potential for enhancing of strength. 7 Furthermore, some researchers have preferred the MWCNT,3,8-14 nano or micro fibers or ceramic particles and they have obtained positive results.15-19
Guo et al. stated that well dispersion of MWCNT in the epoxy has a positive effect on the mechanical properties. 20 Scientists cleared that; some mechanisms such as bridging or breaking off cause unique mechanical properties if they can be distributed homogeneously. According to Gemi, hybrid composites can be created with two or more micro materials and positive developments were recorded.21,22 In the study, transverse elastic modulus of hybrid composites was significantly improved. In other studies, they successfully created glass-carbon fibers hybrid composite, improved the effect of stacking order on mechanical strength and also explained in detail how to reduce possible composite damage.23,24 Boger et al. pointed out that epoxy matrix can modify with organic MWCNT and ceramic SiO2, simultaneously. They also emphasized that the increase of fatigue life associated with bridging and pull out mechanism. 25
Taguchi method has become an interesting methodology for optimization of composite materials properties.26-28 There are also studies involving modeling and prediction approaches of polymeric nanocomposites.29-31 Barretta et al. used different model approaches and created absolute proposals to develop analytical solutions. 32 In addition, Taguchi-based prediction programs have been used to improve productivity on topics such as material production, test development technique, composites and nanomaterials.33-36 The main aim of the design of experiments is to analyze the relationship between the various input parameters and output response.37,38
The aim of this study was to design and produce the multi-scale composite containing CNT/B4C mixing in the epoxy simultaneously, for the first time. Subsequently, several tests were carried out to determine the mechanical and thermal properties for clarify to interface and mechanical properties. A predictive approach was utilized to enhancing the production features, determine the effective parameters levels and also, various graphs, such as signal to noise ratio and interactions plot of processing parameters, were obtained. Also, the change in the levels of the parameters and the effectiveness of all parameters were determined.
Materials and method
Materials
Bisphenol A Epoxy was preferred as a matrix in the production phase and it is supported with a curing agent. The resin was reinforced with two materials. These are MWCNT and B4C. The physical properties of MWCNT are as follow: inner diameter is between 2 and 5 nm, outer diameter is maximum 8 nm, the average length is 20 µm (purity 95+%). B4C is another reinforcement material and d50 = 4.3 μ, (purity 99+%). Also, ρ = 2.52 gm−3 for B4C. Mechanical properties is given in Table 1.
Mechanical properties of B4C.

Preparation of the multi-scale composite
First, MWCNT and resin stirred with ultrasonic technic to obtain homogenous structure and therefore better mechanical properties. The mixing time is set at 15 min based on a previous study due to it is very important for MWCNT homogeneity (10). Later, B4C were added into the mixture and then mixing process was repeated at the specified time. Changes in the mixing times and mixture percentage of reinforcing materials are shown in Table 2. According to the literature and the characteristics of the MWCNT and B4C, the upper limit was chosen as 2% and 10%, respectively.10,39 Schematic representation of the production stages, triple test mold, sample and test photo are shown in Figure 1.
Control factors and four different levels of L16 orthogonal arrays.


Schematic representation of the production of multi-scale composite.
Mechanical, thermal and spectral analysis
Mechanical strength of CNT/B4C/epoxy multi-scale composites, obtained by predictive methods and parameters levels, were measured according to ASTM D638. The hardness test was performed on a laboratory type device with durometer. Seven indentations from each surface of sample were performed in order to extract the mean values. Durometer was used for hardness tests according to ASTM D785. Data obtained from mechanical tests were evaluated and average value was recorded.
Thermal stability of composites reinforced with CNT and B4C was investigated by TGA using a Perkin Elmer thermogravimetric module with weight resolution of 0.02 g and temperature resolution of 0.33°C. 10 mg samples were heated from room temperature to 600°C under nitrogen atmosphere flow rate of 70 ml min−1. Also, spectrophotometer graphs of B4C/MWCNT/Epoxy nanocomposites were analyzed using FTIR to have information about functional groups.
Statistical analysis
Statistical analysis was performed using Taguchi method and variance analysis. Program recommends the classical L16 orthogonal array design for three input parameters and four different levels. Experiments were repeated three times and average values are calculated to obtain output by the optimum result. Also, Design of Experiments procedure applied to examine the simultaneous effects of reinforcements.
Experimental data were analyzed using signal noise ratio (SN) which is the most important factor for Taguchi. This values were calculated with equation 1. According to Equation 1, n is the number of levels of noise factor, yi is the response variable.

Results and discussions
Mechanical properties
Tensile strength
The tensile strength values of the grouped L16 arrays are shown in Figure 2. The increase in B4C content generally has a positive effect on tensile strength. Also, optimum B4C reinforcement ratio is 10%. These results can be supported by high values of MWCNT. Similar results may be obtained under the condition of cancelation one of the any parameter. In this case, it is understood that the critical level for MWCNT ratio is closer to 1%. According to literature; as the concentration of CNT supplemented decreases from 1% to 0.1%, tensile strength decreases. 40
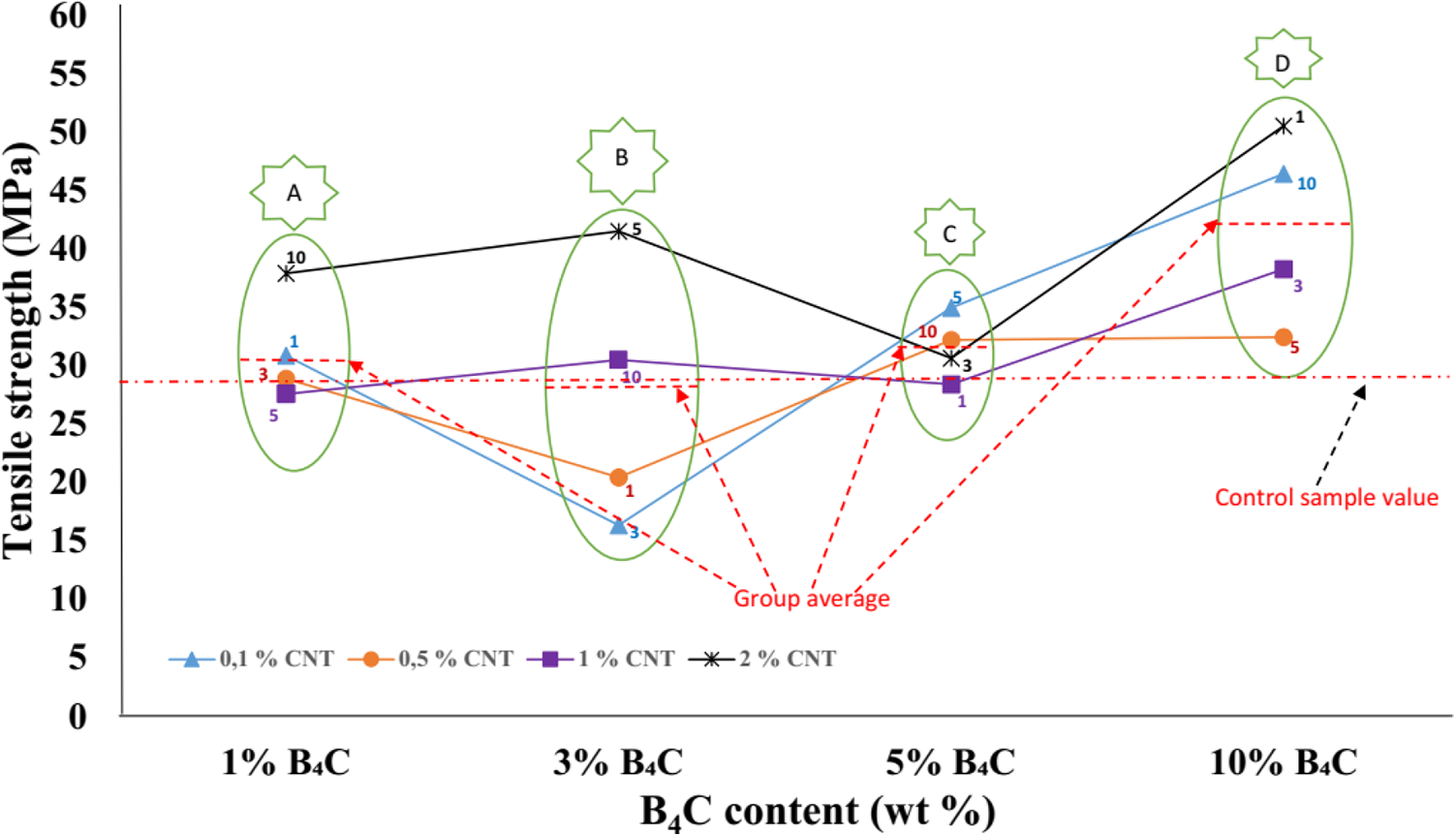
Relationship B4C percentage-MWCNT percentage-mixing time on tensile strength.
Later, four different mixing times were diversified for only B4C reinforcement. Accordingly, more testing is needed to determine how any parameters effect the tensile strength values individually. If mixing takes 10 min on the sample containing 2% MWCNT, a higher strength values may be expected.
In Figure 2, numbers next to each data shows mixing time of the relevant sample. It can be said that according to the low or middle level of the mixing time in the zone A, 1% B4C particles were distributed homogeneously and embedded in the matrix thanks to low ratio. Besides, because of the mixing time and MWCNT being maximum value; tensile strength was slightly increased.
In the zone B, strength was increased with increase of mixing time and MWCNT content. But, the positive effect of increase in the amount of B4C on mechanical properties of samples is expected, however, mechanical strength decreased because of the negative effects of the low mixing time and low MWCNT ratio.
The amount of B4C is more in the zone C, thus higher mixing times are required to obtain a homogeneous mixture. Strength reduction occurred in samples with 2% MWCNT. Owing to the fact that full embedding of reinforcement materials into the matrix have not occurred at low mixing times, ultrasonic mixing acted like a traditional mixing and so that strength decreased. The mechanical strength of low MWCNT (0.1–0.5%) reinforced nanocomposites was relatively high. Because, the mixing time is sufficient to disperse homogeneously of B4C particles.
Zone D have highest values due to the maximum B4C ratio. Because, B4C parameter is the most dominant factor to increase the tensile strength of hybrid nanocomposite compared to other parameters. According to literature; mechanical properties can increase significantly because of the high hardness particles being reinforced into the matrix.41,42 The highest tensile strength of this study was obtained on a 2% MWCNT with 1 min mixing time and 10% B4C reinforced sample. The negative effect of low mixing time was minimized because of B4C and MWCNT reinforcements are at the maximum value of this nanocomposite sample.
Hardness of the multi-scale composite
According to orthogonal arrays; hardness values of epoxy were increased by modification as shown in Figure 3. The rising mixing time level that distributed B4C particles into the matrix more homogeneously concluded with increasing of epoxy hardness for the first four samples. Therefore, mechanism no 1 shows that simultaneously and gradually increase of B4C and mixing time levels lead to increase of hardness value continuously. So, highest hardness value was obtained at this stage. However, the level increase of parameter 2 will cause more B4C to penetrate into the structure and the level increase of parameter 3 will lead to longer composite formation time, resulting in a more homogenous multi-scale structure in the measured area. This will enable the average values to be more realistic and higher in tests. Nanocomposite hardness values approached to max if two parameters were maximum level as seen mechanism no 2. Especially, the values of the 4, 13 and 16 rows of the orthogonal series yielded very high results compared to the whole series. In the two parameters that are lowered to the lowest levels, alternately, between fourth and sixth ranks, while the level of one parameter is kept constant, is a proof of this phenomenon. The nanocomposite samples in the third area could not reach the high values because they did not provide the abovementioned situation. As a result; B4C is the most effective parameter for hardness properties as seen tensile properties section.

Hardness values of B4C/MWCNT/epoxy composites and design mechanisms.
Prediction analysis
First, the “bigger better” approach was preferred and average S/N ratios were calculated for each level according to the recorded values of Table 3. The differences between the maximum and minimum values are written as delta (Δ) values. Accordingly, parameter B has the greatest difference in terms of maximum strength with a value of 4.19. MWCNT ratio and mixing time are followed by delta values of 2.98 and 2.47, respectively. In this case, the efficiency order of the parameters is B4C percentage, MWCNT percentage and mixing time.
S/N value for stress.

The steepness of the slope between the values in the graph of S/N is another factor supporting evidence that attracts attention. The steepness of the curve means that the parameter is more effective. According to values between levels of the parameters (see Figure 4), angle is steeper for B4C parameter. This is evidence that the B4C receives the first order in the effectiveness ranking. Values of Δ also confirm this. Following B4C, MWCNT takes second place. Finally, the efficiency of mixing time is very close to MWCNT. This is the result of exceeding the static gravity of MWCNT by ultrasonic technique and obtaining a homogeneous distribution.

SN ratios analysis results of the parameter’s levels for stress.
Participating reinforcement materials at very low ratio doesn’t change tensile strength significantly. This situation is clearly seen in S/N graphs. It shows that; minimum ratios of both MWCNT and B4C have the small effect on the matrix. The experimental results and predicted mechanical properties are given in Table 4. It can be said that, there is good proximity between predicted and experimental data.
Predicted and experimental results of multi-scale B4C/MWCNT/Epoxy composites.

Figure 5 illustrates how the parameters affect each other. The increase in B4C percentage reduces the negative effect of low MWCNT reinforced nanocomposites. At all MWCNT ratios, the variable values of the very low B4C reinforcement indicate that it is linked to its inefficiency. Ineffectiveness of low B4C percentage shows unstable variability in all the MWCNT levels. As explained in Figure 5 (b); the longer mixing time generally leads to higher result value.

Interaction plot of parameters for stress (a) MWCNT-B4C percentages (b) MWCNT-mixing time (c) B4C-mixing time.
The effect of the B4C reinforcement on the mixing time is given in Figure 5 (c). Since the 10% B4C reinforcement ratio is the optimum reinforcement ratio, a wide variability can be observed when low B4C ratios are applied. Obviously, the increase in MWCNT reinforcement ratio has a significant effect on B4C, see Figure 5 (a). Mixing time is generally effective when high B4C ratios are applied.
Thermal stability
Many researchers declared that thermal stability of the nanocomposite increases in presence of B4C having high thermal stability.43,44 Sample 4 and sample 5 have lower and higher B4C content, respectively. Therefore, they were taken into consideration to see the effect of B4C on thermal stability. Because retarding effect of B4C, due to their inert nature, limits movement of the polymer chains. 5
In Figure 6, while neat epoxy started degradation at 280°C, it is completely decomposed when it reaches approximately 500°C. On the other hand, values of modified samples are 336°C and 347°C respectively and after the degradation process is over, the remaining mass of the nanocomposites are higher. Because, chemical stability was achieved thanks to modification by MWCNT and B4C simultaneously. Since the reinforcing materials are thermally stable, a retarding effect was achieved. Furthermore, no significant difference was observed between nanocomposite samples about the start temperatures of nanocomposite degradation. But, high B4C ratio leads to more remaining mass at high temperatures. All T50 temperature values and percentages of weight remaining are given in Table 5.

TGA degradation patterns comparison between the neat epoxy and composites.
TGA data of neat and modified samples.

Fourier transform infrared spectroscopy
The spectra of the four modified hybrid samples are seen in Figure 7. For the FTIR tests, samples, have high and low values compared to pure epoxy sample, were selected.

FTIR spectroscopy of selected samples.
B-O-C bonds, B-O bonds and C-H bonds holding phenolic aromatic rings together are seen at different wavelengths. Other bands are related to phenolic resin binding groups. There is no remarkable difference among the nanocomposite bands. The small differences in the peak values are due to changes in the amount of reinforcement. Since MWCNT and B4C are absent, the C-C stretching vibrations of the molecules are not triggered. Therefore, the absorbance values of epoxy are low. Finally, it is possible to say that the molecular structure doesn’t change with the input parameters.
Structural development mechanisms
Figure 8 (a) shows micro-structures of the samples 5. Non-homogeneity of B4C particles in epoxy matrix after 3 min mixing time was given in Figure 8 (b). It was seen that B4C particles can be either arrayed or agglomerated in the matrix for samples 2. This situation can be explained by decreasing the tensile strength to minimum level. Literature has reported that; after the production the conditions causing the formation of cracks may occur in the structure of the materials. 5 It was found similar formations in the structure of the sample produced under the conditions of low mixing time due to poor interface.

Morphological characteristics: (a) homogeneous distribution of B4C particles, (b) sorting of boron particles in a row, (c) B4C particles block the matrix flow, (d) formed micro cracks by the blocking of the matrix flow.
During the casting of the samples, the low mixing period is an obstacle for burying of particles into the matrix. Because, it has led to high viscosity, due to temperature of the matrix did not rise and consequently the B4C particles could not be sufficiently permeated. However, sufficient adhesion occurs and optimum coating is achieved at coating applications of 100°C or more due to the low residual stress. 45 Because, B4C particles acted as barriers, blocked the matrix flow in mold, like the impact of rocks in front of the running water, when the surface is not completely covered by the matrix, as seen in Figure 8 (c). It is possible that micro cracks may form in particulate reinforced composites with insufficient adhesion or heterogeneous structure. The presence of these micro cracks are formed as seen in Figure 8 (d). Crack formation in the structure can be explained with the weak adhesion of the B4C particles to the epoxy (see Figure 10 (c)).
It was given that the production conditions of the samples effect or not the interface strength and tensile strength value in Figure 9 and Figure 10 (a–b). In Figure 9, many marked or unmarked CNTs around the B4C particle are shown on the fracture surface. Due to ultrasonic mixing method, B4C particles which have been homogeneously dispersed and coated with the matrix layer, were seen in Figure 10 (a–b). Thus, they have been increased the interface strength. Samples generally have low CNT and high B4C ratios (at high and low mixing time). Figure 10 (c) shows the B4C particles that were emerged from fracture surface and Figure 10 (d) (from sample no: 6) shows agglomerated particles. This is due to the weak interface bond between B4C and the matrix as a result of very low mixing time. These situations have been pointed out why the tensile strength decreased in zone B and C abovementioned. Non-embedded B4C particles decreased tensile strength of relevant samples. In Figure 10 (e–f), the section morphology of the hybrid composite before and after the tensile test are shown. In here, homogeneously dispersed particles in the soft matrix structure and the movement of the matrix in the pull direction after the tensile test are remarkable. No particle out of the matrix remaining on the surface is visible. The particles are generally embedded and unbroken the bond with the matrix and didn’t create composite damage and prevent crack formation. As seen on the sectional surface taken from the tensile surface; there are no pits or cracks based on the stress difference of the particles-matrix. In addition, in Figure 10 (g–h), TEM images of MWCNT and B4C which are small enough to be detected by the device lens are given.
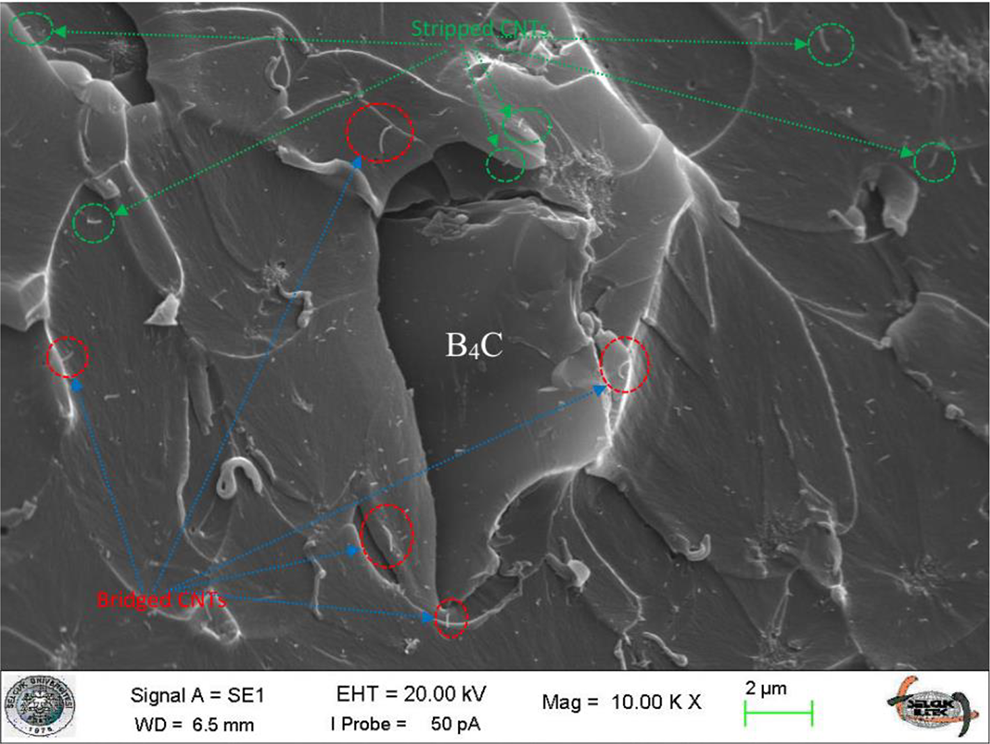
Homogeneously distributed CNTs around B4C.

SEM images: (a) general view well-dispersed and embedded B4C particles, (b) good interfacial bond due to the presence of embedded particles, (c) weak adhesion between B4C and matrix, (d) agglomerated B4C particles, (e) cross-sectional morphology of composite before test, (f) cross-sectional morphology of composite after test, (g) TEM image of MWCNTs, (h) TEM image of B4C particles.
Conclusions
In this study, multi-scale hybrid composite materials, contain MWCNT and B4C, could be fabricated successfully. To achieve the aim of the study, various samples were produced using the prediction approach. The obtained results are as follow: The optimum B4C and MWCNT ratios were found as 10% and 2%, respectively. Furthermore, the longest mixing time is determined as the optimum time. Using as reinforcement both B4C and MWCNT particles improved thermal stability of epoxy resin. Small differences occurred in FTIR absorbance bands according to orthogonal arrays, but molecular structure didn’t change with the input parameters. According to the variance analysis results; when at least two of the three parameters are at the maximum value, the tensile value increases. In generally, the increase in parameter levels positively affects the final values. B4C is the most effective parameter and minimum critical reinforcement threshold is 5–10%.
The above experimental and predictive test results suggest that multi-scale particles reinforced resin system was suitable for industrial applications requiring high strength and thermal resistance.
Supplemental material
Supplemental Material, cover_letter - Experimental investigation, modeling and optimization study on the mechanical properties of B4Cp/MWCNT/epoxy multi-scale hybrid composite
Supplemental Material, cover_letter for Experimental investigation, modeling and optimization study on the mechanical properties of B4Cp/MWCNT/epoxy multi-scale hybrid composite by Mustafa Taşyürek in Polymers and Polymer Composites
Supplemental material
Supplemental Material, final_ftir - Experimental investigation, modeling and optimization study on the mechanical properties of B4Cp/MWCNT/epoxy multi-scale hybrid composite
Supplemental Material, final_ftir for Experimental investigation, modeling and optimization study on the mechanical properties of B4Cp/MWCNT/epoxy multi-scale hybrid composite by Mustafa Taşyürek in Polymers and Polymer Composites
Supplemental material
Supplemental Material, hardness_test_data_final - Experimental investigation, modeling and optimization study on the mechanical properties of B4Cp/MWCNT/epoxy multi-scale hybrid composite
Supplemental Material, hardness_test_data_final for Experimental investigation, modeling and optimization study on the mechanical properties of B4Cp/MWCNT/epoxy multi-scale hybrid composite by Mustafa Taşyürek in Polymers and Polymer Composites
Footnotes
Acknowledgements
A short version of this study was presented at the ICSMR symposium and was printed at the symposium proceedings book in the Materials Science Forum Journal.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.