
Abstract
Rotational Molding is a plastic manufacturing process mainly implemented to produce stress free hollow products. Linear Low Density Polyethylene (LLDPE) is widely preferred as base resin for molding roto molded product, but it displays moderate value in some critical applications where strength is the major criteria. Additives can fill the gap in sustaining the necessary strength needed. In the present work, an attempt has been made to analyze the optimum percentage of coir reinforced with LLDPE for rotational molding technique to provide requisite processability for rotational molding process. Coir in its powder form is mixed at concentrations varying in the range of 3% to 20% with respect to LLDPE. In order to justify the prerequisite of processability for rotational molding, various experiments namely FTIR, MFI, rheology and thermal analysis were conducted. FTIR suggested the range of 5% to 15% wherein the significance of LLDPE and coir peaks can be observed. MFI test supported FTIR result which ended in considering 3% to 12% by weight ratio suitable in terms of flow ability. Rheological and thermal analysis subjecting to shear and heat parameter respectively, confirmed the range of 10 weight percentage of coir or below is suitable in terms of material processability. From the experimental results, it is concluded that 10% or less concentration of coir fiber in LLDPE as an optimum range of blend yielding better processability for rotational molding process.
Introduction
Rotational molding (which is also referred as rotomolding or roto casting), deliberates low shear technology in order to produce stress free, seamless hollow product.1,2 A large variation in terms of application can be observed ranging from a small item (such as children toy) to large overhead tanks.3,4 Moreover, an ease in processing can also be felt when performing experiments in rotational molding machine.
Rotational molding process consists of four stages.5-8 Initially a known amount of plastic powder is added to the mold which is usually in powder form so that there is consistent heating. Heating of the powder takes place in the second step while the mold continues to rotate biaxial. In the third stage, cooling process is carried through water spray or air cooling method with simultaneous rotation of mold. The final step is to demold the rotomolded product.
There are various significant advantages of rotational molding over other methods for the fabrication of plastic parts which not only includes negligible constraints in design, less capital investment cost but also provides higher flexibility for varying material or colors from part to part. Due to these reasons, rotational molding has been recognized all over the market sectors and attracted its usage among manufacturers. Its attractive features are the major reason of rotational molding being the fastest growing field in polymer industry over the past decades with the growth rates in the range of 10–20% per year.9-11
Various types of plastics make their usage for roto moldable product. But, because of its low melting point, low cost and good thermal stability, polyethylene (PE) is primarily used worldwide, with about 85% of the rotomolded components. 12 However, PE has modest mechanical properties compared to other materials which prevent its use in multiple applications. 13
From the family of polyethylene, Linear Low Density Polyethylene (LLDPE), is commonly used for rotational molding process.3,14,15 But in some applications where strength is key criteria, such as battle ships, armor tanks, etc. LLDPE lacks the properties required and is vulnerable to initializing cracks on the vessel. To meet the requisite requirements for delivering optimum mechanical properties in the roto molded product, additives and fillers have been shown to enhance the properties when used for rotational molding process in base resin. And thus recent advances are coagulating and concluding toward the enhancement of the roto molded product properties.
Base resin strength may be improved with the use of indulging fibers in the matrix. Reinforcements such as natural fibers have been incorporated into plastic molded materials to alter the mechanical, physical properties and improve the aesthetic quality of the parts. Moreover, natural fibers are renewable resources, relatively cheap, plentiful, and environmentally friendly. Various researchers have investigated natural fiber reinforced matrix. The effect of agave fiber reinforcement in linear medium density polyethylene (LMDPE) was studied by López-Bañuelos et al. 16 In LMDPE they added agave fibers and tested mechanical properties in terms of tensile, impact and flexural strength. They concluded till 10% fiber added to LMDPE increased strength by 65%. Using higher fiber content decreased the strength due to fiber segregation and agglomeration. Similar results concluded 10% as an optimum value for impact and flexural strength. A study conducted by Hanana et al. 17 showed the combination of maple fibers with LLDPE, considering different maple fiber concentration, ratio, and thickness. They found an improvising mechanical property with an increase of 33% in tensile modulus and 20% of tensile strength. They also found the ratio of medium/short or long/short fibers of 75/25 as optimum compared to single fiber strands.
Nonetheless, modest results were reported mainly due to poor fiber-matrix adhesion resulting from the different nature of both components.18,19 Wang et al. 20 concluded that mixing 3% flax with LDPE and LLDPE matrix or 5% hemp fiber has no significant effect on flame retardance. Alternatively, the authors have analyzed that 5% by weight flame retardant has a significant effect on flame retardance property of the matrix. The effect of agave, pine and coir fibers in LMDPE for rotational molded products was investigated by Cisneros-López et al. 21 Surface treatment for all fibers was done with polyethylene maleate (MAPE). Treated Fiber Composite’s mechanical properties have been found to diminish at high fiber concentrations. Although, they were significantly higher (for impact, flexural properties and tensile, respectively, about 160%, 100% and 400%) than for untreated fiber composites. Torres and Aragon 22 developed composites of high density polyethylene (HDPE) with a maximum fiber concentration of 7.5%. They found that the fiber-added in HDPE resulted in decreasing impact energy from 6.5 to 2.9 J while the tensile strength remained unchanged (14 MPa).
From the past literature, it has been noticed that a limited amount of work is mentioned regarding the usage of natural fiber reinforced composites used in rotational molding process. A lesser known research is observed in the field of roto molding industries. Thus a wide scope of enhancement in work can be pertained in this field. LLDPE is widely used for this process, but the main challenge is increasing strength of the end product considering LLDPE as a base resin which is rarely observed in rotational molding field. Thus, the research pertains with the aim of enhancing the roto molded product’s mechanical properties by mixing coir with LLDPE. Coir has been selectively utilized in its powder form for investigating the material processability as it is easily available to the user and its high strength and lesser water absorption capacity makes it a favorable natural fiber option to be considered as an additive. However, there exists a limitation to achieve an appropriate mixing when blending a thermoplastic material with natural filler. For this purpose, determining material processability becomes important along with investigating mechanical properties of the end product so as to examine the compatibility of additive with the base resin. The processability analysis helps in obtaining an optimum range of blend from the various prepared mix of fiber concentrated with base resin to verify the potential of material sustaining roto moldability. A lesser known amount of research is available regarding the processability of LLDPE/coir blend for rotational molding process to the author’s knowledge. Thus, the major objective of this work is to determine the feasibility of engulfing coir fibers into linear low-density polyethylene (LLDPE) to produce rotomolded composite parts as coir fiber proves to be the toughest fiber among natural fiber in terms of processability. 23 Besides this, coir, like other natural fibers, is low weight, inexpensive, not abrasive, and biodegradable. Moreover, coir as compared to other natural fibers has high resistivity to water absorption. 24 Usage of coir also becomes beneficial because once the coconut is processed to produce its distinguished product, the fibers are disposed and become a significant waste problem. 19 Hence it can be utilized for further processing. In the past, distinguished work have been reported on creating various composite materials made from coir for processing methods such as compression, extrusion, and injection molding.25,26 The addition of coir fiber, however has not been reported yet when utilized in its powder form for rotational molding process. Simple dry-blend technique is exploited for mixing the components in a powder state.
With addition of coir in LLDPE, the property of material has to be verified in terms of appropriate miscibility, flow property, rheological state and thermal stability to determine the requisite for rotational molding process. FTIR can be fruitfully used to obtain a range of blend wherein the significance of base resin and additive can be notified. Melt Flow Index (MFI) parameter deliberately informs about the fluidity nature of the blend. Rheology enhances to the selection of appropriate blend when subjected to shear stress. Thermal degradation has to be checked which also links directly in variation of mechanical properties of the end product.
The paper description starts with the purchase of materials and preparation of fiber. Processability analysis is carried out through FTIR technique in different stages with the selection of a range at the primary level from 3% to 20%. The results obtained from FTIR are further analyzed using Melt Flow Index (MFI) test. This parameter helps in determining the flow behavior of the material. Thus a preliminary examination concluded from FTIR analysis will then be processed utilizing MFI value as a part of consecutive processability analysis. For the selected range, the shear and thermal properties are tested to achieve a blend that is more suitable in terms of processability for rotational molding. Confirmation of optimum percentage of LLDPE/coir blend is concluded based on processability analysis of the blend.
Experimental procedure
Materials
LLDPE of roto moldable grade Ge3645 is supplied from Greenage Industries, Ahmedabad, India. The melt flow index of this particular polymer is 4.2 g/10 min and density 0.936 g/cc. Coir was obtained with density 1.4 g/cc from residues of coconut husk from a local company Greenman Garden Agro Center, Ahmedabad, India.
Fiber preparation
The initial step was to wash the coir fibers, soften it and separate pith from it. For this purpose, fibers were kept in water for 24 h at room temperature. Pith splitting was performed in a Disc Refiner Plate from Tirupati Engineers, Ahmedabad, India. During this step, the material that is exiting was then filtered to remove the pulp (pith) produced. The pith was then sun-dried, sliced, and sieved for 2 days. Finally, the fibers were dried in an oven at 90°C for 24 h before being used. Mixing coir fibers with LLDPE was achieved for 5 min by simply dry mixing and converted into powder form in a Caliber Electromix T-10 S-blade mixer. A 50 mesh fiber size was achieved for all the prepared blends from 3% to 20% of coir concentrated with respect to LLDPE, which were tested using various processability techniques.
Material characterization
Fourier transform infrared spectroscopy technique (FTIR)
This technique is used to describe LLDPE and coir blend combinations with respect to the characteristic peaks inherent in each material. FTIR spectroscopy is a reliable, cheaper and faster analytical technique which is ideal for detecting and identifying functional groups in organic compounds. It is an experimental investigation which is majorly focused on identifying the characteristic peaks associated with distinct functional groups. This deliberately shows peaks of the infrared light transmitted in the compound. FTIR also helps in obtaining a range of the blend which can be considered as an appropriate mixture of base resin and additive by providing with results wherein the significance of the peaks of both the base resin and fiber concentration is evident. For this purpose, the instrument utilized is a spectrometer of the Perkin Elmer Two Universal ATR. The range of instrument in which it collects data is 4000 cm−1 to 450 cm−1 with a time interval of 1 cm−1. Resolution of 4 cm−1 was maintained for the particular data set. Here material is pressurized against diamond. Precise contact between the material and the crystal should be ensured. The data is provided by the library of Perkin Elmer Software in the form of transmission and absorption peaks and can be further analyzed. For optimal mixing, the characterization of peaks can be assessed. Proper care must be taken of the crystal, and after conducting experiments on each and every sample, it should be washed with ethanol. A preliminary analysis of converging the data was tested for the experiment using this method, from 3% to 20% coir being reinforced in LLDPE.
Melt flow index
To test the flow property, the melting characteristics of any substance must be determined. For this reason, the melt flow index (MFI) attribute is checked. This parameter is useful in examining properties such as impact strength, weather capacity, chemical resistance and crack resistance, as it decreases with an increase in MFI. MFI is mainly related to viscosity, as it has inverse relation with the viscous behavior of the material. Viscosity tends to increase if MFI value is found to be less for the material and vice versa. In particular, it is also important to consider the molecular structure of materials, as it is related to the processing characteristics and determines the variance in the end product’s mechanical property. As molecular weight is dependent on the molecular chain length, it also aids in depicting the elastic behavior of the material. Higher MFI means shorter length of chain and lower molecular weight, and vice versa. Thus, MFI marks an important criterion toward the testing procedure of process ability analysis. The test is performed according to the standard-ASTM D1238. As in particular, pressurized die is used whereby the molten material flows through. The pressurized material is expressed in grams per 10 minutes in terms of flow rate. The favorable MFI value for rotational molding process is usually about 3 g/10 min to 8 g/10 min.27,28 MFI tests were conducted for the range concluded from FTIR results for coir particulate reinforced with LLDPE.
Rheology
On a Dynamic Shear Rheometer (Kinexus-DSR), where the plates were 25 mm in diameter and sample thickness was taken as 1 mm, dynamic and shear rheological measurements were performed in a plate-plate configuration. To obtain a rheological parameter, a constant temperature of 190°C at a variable frequency of 0.01 to 100 rad/s and an amplitude of deformation of 1% were applied.
Differential scanning calorimetry (DSC)
DSC is an inspection technique that allows the user to measure glass transition, melting temperature and temperature of crystallization when heating or cooling a sample of polymeric material. The polymer material being tried has a particular melting and recrystallization point which is expressed as an endothermic and exothermic peak separately in the DSC. During the process, different mixtures were allowed to pass through a heating stage, a cooling stage, and another heating stage. A TA Instruments DSC (Model Q2000) uses, for example, a low-mass aluminum test container and a weight of some 2–3 mg of the material that has to be tested. The results of the DSC profiles were analyzed using TA Universal Analysis 2000.
Results and discussions
Characterization of LLDPE/coir blend using FTIR
The characterization experiment was considered by mixing coir with LLDPE in the weight ratio of 3% to 20%. FTIR technique was used to confirm appropriate mixing of LLDPE/coir. The characterization is achieved using FTIR by transmitting light at the atomic level of the substance. Several characteristic peaks are obtained with this phenomenon which gives the information about the compound present in the material. The important peaks available from the literature, as for LLDPE, are obtained at 2915, 2845, 1467, 1462, 1377, 730, 717 cm−1. These peaks are representations of different bonds such as H–O, C= O, CH2 which resembles pure LLDPE. 29 Typical peak curves obtained for LLDPE experimentally are shown in Figure 1. Similarly, coir has distinctive peaks. Cellulose, hemicellulose and lignin are the principal components of coir fiber. The properties of coir are shown below in Table 1:

Spectra of pure LLDPE and pure coir.
Chemical properties (composition) of coir fiber. 19

These three elements (Cellulose, hemicellulose and lignin) consist mainly of esters, aromatic ketones, and alcohols, with different functional groups that contain oxygen. Coir fiber lignin offers characteristic peaks of 1240, 1650 and 1740 cm−1 corresponding to the aromatic skeletal vibration and carbonyl group. The peak present in the spectrum corresponding to the raw fibers at 1650 cm−1 is due to the presence of C–O bonding, which is a characteristic community of lignin, and hemicellulose at 1740 cm−1. The characteristic peaks were verified experimentally as shown in Figure 1. 30
Referring to the characteristic peak value of coir and LLDPE, numerous experiments were performed to achieve a range where LLDPE and coir peak supremacy prevailed. This will depict appropriate LLDPE/coir blend mixing. Specific samples were prepared for this (3% to 20%) and compared to LLDPE and coir peaks. Figures 2 and 3 demonstrate the results obtained from the experiments. It was observed that the mix of 5% and below, coir with LLDPE showed characteristics of only LLDPE at 2915, 2845, 1467, 1462, 1377, 730, 717 cm−1 which resembles LLDPE peak and this suggests that there is no evidence of coir value in it. Thus, the blend of 5% and below it is potentially less useful for particularly rotational molding operation, as there is no valuable coir fiber consideration in LLDPE. Likewise, the blend of 15% and above indicates peak value of coir only, which implies that LLDPE shows no noteworthiness. From all the blends, therefore, the range that can be considered for optimum mixing using FTIR is 5% to 15% where the characteristic peaks of both LLDPE and coir are significantly dominant. The subsequent parameter tested hereafter for further analyzing the roto moldability is melt flow index (MFI) for the range obtained from FTIR experiment.

Spectra of LLPDE/coir composites with 3%, 5%, 7%, and 10% coir.
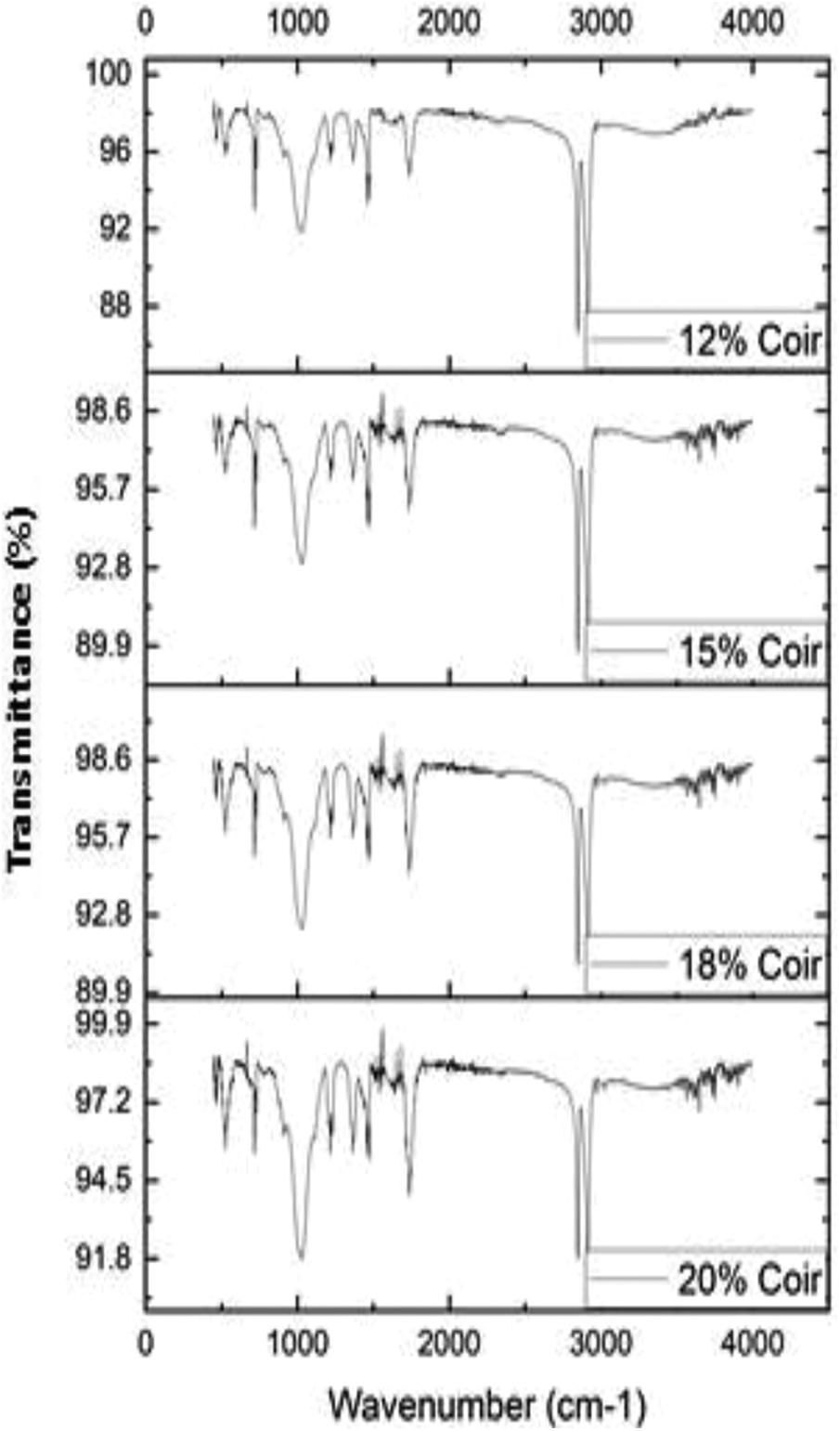
Spectra of LLPDE/coir composites with 12%, 15%, 18% and 20% coir.
Assessment of melt flow property
The flow properties are quantified by the parameter Melt Flow Index (MFI) which also denotes the material’s molecular structure. In order to determine better processability of rotational molding method, an acceptable MFI value becomes necessary. The tests were conducted three times for each percentage ratio, and average value was obtained. The variation of MFI with respect to percentage change of coir blended with LLDPE is as shown in Table 2.
Melt flow index value of LLDPE/coir blend.

The MFI value corresponding to the specific LLDPE/coir blend percentage ranges from 2.55 g/10 min to 4.21 g/10min. The MFI value for the 3% coir mixed with LLDPE is 4.21 MFI and that for 15% is observed as 2.55 g/10 min. The remaining blends (3% to 12%) has MFI value in the acceptable range (4.21 to 3.22 g/10 min), making it suitable for roto moldability. Coir concentration of 15% or more is having MFI less than 3 g/10 min making it less viable to be utilized for roto molded product as it does not fulfill the criteria of requisite flow property.
Table 2 depicts that the value of MFI decreases as the concentration of coir increases in LLDPE. This is particularly significant because coir serves as a particulate reinforcement material that does not melt according to the MFI test standard. Instead it remains stuck to the polymer film and with increase in concentration, the fibers agglomerate creating a hindrance to the flow. Moreover, research has also concluded that at higher percentage, there is poor adhesion of natural fiber with the base resin.18,19 Hence, an improper interfacial bonding of the matrix and additive also aids on with the science behind decreasing MFI as clearly demonstrated in Table 2. This condition basically, defines a range of around 10% and below as appropriate for which further analysis can be done.
In particular, consideration of the molecular structure of materials is also important, since it is relatable to the processing characteristics and defines the variation in mechanical property of end product. MFI can provide a rough indicator, as it is determined by the molecular weight or chain length of the material. Higher MFI means shorter chain length and lower molecular mass, and vice versa. This refers to the deterioration of physical properties as MFI increases (the MFI value is sufficient for up to 8 g/10 min for rotational molding). The MFI value for 3% to 12% is in the acceptable range in this particular test whereby a reasonable viability of the chain length can be justified which is further verified by rheological tests. Because MFI is inversely proportional to viscosity, the correct fluidity must be determined when heating the material. Low MFI means high viscous flow which can produce lumps in the flow of material and vice versa shows less viscosity in the flow which can cause an abrupt fluidity. Thus the ability of LLDPE to flow is obstructed when coir is added above 12%. A low MFI helps to create lumps in the flow which make it less suitable for better fluidity. Hence, the optimum percentage of coir that has to be combined with LLDPE for rotational molding process is 3% to 12% from the experimental test.
The results obtained from MFI fruitfully shows similarity with that of FTIR, as for FTIR, the significance of coir peak was rarely observed after 15% of coir concentrated with LLDPE. MFI also concludes in a similar manner wherein above 12% of coir added in LLDPE, the flow ability is in an unacceptable range as needed for rotational molding process.
In addition to MFI, Rheological parameters were taken into consideration for the material being subjected to shear stress.
Rheological properties
Rheological properties become vital as it permits in selecting the best material for distinguished application and processing technique. 31 The study on rheological behavior of polymers also aids in determining various factors like potential entanglement of polymer chains, molar mass, number of structural conformations and macromolecular size distribution when polymers are subjected to shear stress. Moreover as polymers depicts viscoelastic behavior, the fluid flow properties often depend on temperature, deformation rate and processing time.10,32 In addition to these factors, polymers are exposed to different types of deformation during manufacturing, due to the complex geometry of the tools used, either through extrusion or injection molding. Rheological research provides information on the deformations and strains of polymers and their composites under flow conditions, in order to understand and predict their final morphology and therefore their properties.33,34
Material activity can be measured as a function of time, temperature, strain or stress amplitude and frequency, in terms of its rheological properties. The sample structural properties such as molecular weight, molecular weight distribution, concentration, polymer crosslinking density or particle/domain size, form, interface properties, etc. can be derived from the stress and strain signals during the multiphase fluid oscillation experiment. Performance and the behavior of new or changed materials can be predicted via information on the molecular structure which helps in product development or formulation. 35 MFI suggested that better fluidity is provided by 3% to 12% of the LLDPE/coir blend. Based on the result, shear rheology has been checked for 3%, 5%, 7%, 10%, 12% and compared to pure LLDPE for adequate justification. As the polymers are viscoelastic, it is important to determine the storage (G′) and loss modulus (G″). The stored energy represents the elastic portion whereas loss modulus measures the dissipated energy that represents the viscous part. The ratio of loss to storage modulus is defined as tan delta. 14 Figure 4 represents the resin’s shear modulus (elastic component) as a frequency function at 190°C. As predicted, due to their acceptable melt flow indexes depicting value close to that of pure LLDPE as mentioned in Table 2, 3–10% mix follows the trend of LLDPE, where the value of the storage modulus is comparable to that of pure LLDPE. The remaining blends (12% LLDPE/coir) follow a dissimilar pattern than pure LLDPE. Higher G′ (storage module) refers to a more solid-like property which signifies higher strength or mechanical rigidity.

Storage modulus for LLDPE/coir blend.
G″ (Loss module) denotes liquid-like property signifying the viscous behavior of polymer. As coir enhances the impediment to flow, the concentration of 10% or more depicts an analogous curve which implies that the material’s flow capacity cannot be achieved as required for rotational molding operation. This can also be explained by the Melt Flow Index test done after FTIR from the range selected. With the restricted range from MFI, the shear stress effect was justified by the range of 3% to 10% based on the similarity obtained from LLDPE that is appropriate for roto molded product.
Similarly, the viscous component was plotted against frequency (as shown in Figure 5), resulting in the same LLDPE trend for the range of 3% to 10% LLDPE/coir blend. Loss modulus represents the heat energy dissipated. When plotted at 190°C for the frequency sweep curve, 3% to 10% yields a similar curve trend as LLDPE, while 12% LLDPE/coir blends show dissimilarity to LLDPE. Therefore, in terms of the storage and loss modulus, 3% to 10% represents a flow trend that can prove suitable for rotational molding processability.

Loss modulus for LLDPE/coir blend.
Figure 6 indicates the difference in complex viscosity when subjected to frequency sweep, which is also experimented for 3%, 5%, 7%, 10%, 12% and pure LLDPE. Adding coir above 10% reduces the material’s viscosity compared to pure LLDPE but gives pattern as that of LLDPE. Henceforth, 12% can be avoided in terms of viscosity as it decreases the viscosity of the blend when compared to pure LLDPE. MFI serves as an impetus to choose between 3% to 10% LLDPE/coir blend.

Complex viscosity for LLDPE/coir blend.
Tan delta is plotted against frequency as shown in Figure 7, which is a ratio of loss modulus to storage modulus and signifies the dissipation rate. Adding more than 10% coir increases the rate of dissipation as the viscous factor is higher than that of pure LLDPE. The other blends marks dissimilarity making it less suitable for rotational molding processability.

Tan δ for LLDPE/coir blend.
It is clear from the above results that adding coir in LLDPE improves the dissipation rate, and even the storage modulus also shows less variation compared to pure LLDPE. By adding 3% to 10% coir to LLDPE, which usually translates into better processability for rotational molding process, the fluidity parameter was enhanced.
The effect of coir on the LLDPE structure and the end product properties can also be shown in terms of thermal properties for which Differential Scanning Calorimeter testing is conducted when the samples is treated to evaluate the effect of heat on it.
Differential scanning calorimetry
For pure LLDPE and 10% LLDPE/coir mix, the structural changes in the blends were evaluated to check the sample’s behavior in terms of crystalline and melting properties. Table 3 shows the results of thermal analysis for pure LLDPE and 10% LLDPE/coir blend.
Thermal analysis results of LLDPE/coir blends.

The melting peak temperature for 10% LLDPE/coir mix is close to that of pure LLDPE for the most part. This similarity is also observed in the peak temperature of crystallization that is obtained from the melt in the DSC after cooling. Considering the crystalline material, it is possible to trace negligible significant difference between pure LLDPE and the blend from the obtained data. Such results were also noted in some valuable literature wherein a lesser or no variation is observed when tested for distinguished blends. A similar result was found in an analysis done by Ajji et al. on elongation rheology of LLDPE/LDPE blends, for which they concluded till 20% of LDPE concentration in LLDPE was not significantly affecting the melting and crystallization temperature of the blend. 36
The first heating cycle, cooling cycle and second heating cycle derived as a result from DSC are depicted in Figures 8, 9 and 10 respectively. Initially when the sample is placed in a pan and subjected to heating, the melting temperature is obtained. The first heating cycle confirms the melting temperature as 122.226°C in this particular experiment for 10% LLDPE/coir blend. Then the crystallization temperature can be obtained from the cooling, which signifies the degree of degradation. The value should be in the range of melting and crystallization temperature of LLDPE for the blend because if the melting or crystallization temperature varies in a large amount, then the loss of base resin property has to be faced. But for 10%, the value is in the range as of LLDPE making it useful to be used for roto moldability for which the crystallization temperature is 115.069°C as can be seen in Figure 9.
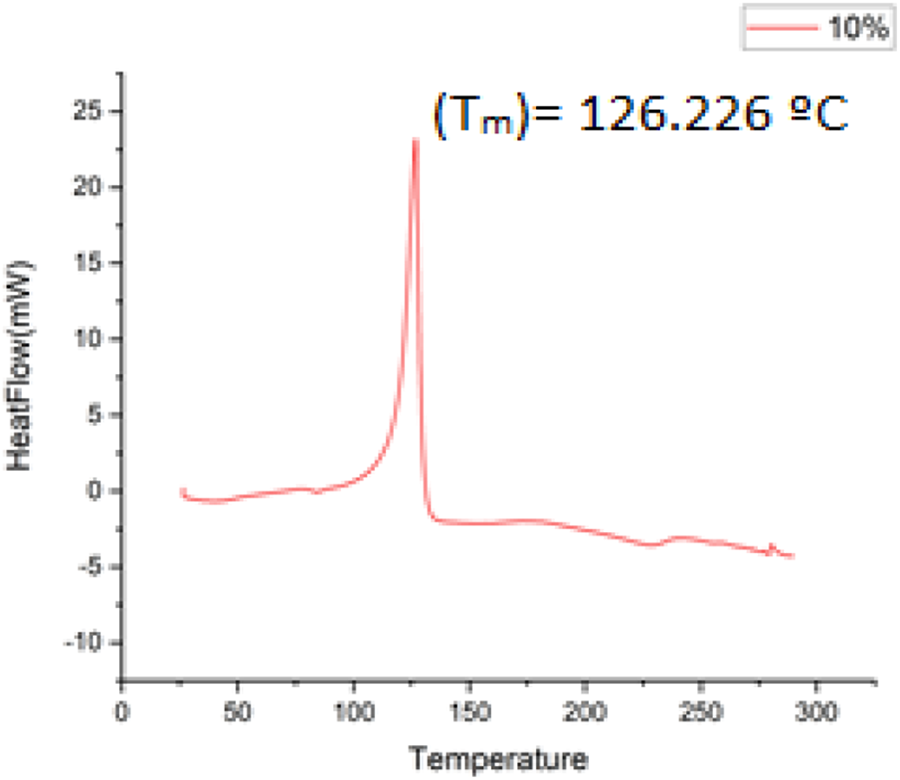
First heating cycle of DSC for 10% LLDPE/coir blend.

Cooling cycle of DSC for 10% LLDPE/coir blend.

Second heating cycle of DSC for 10% LLDPE/coir blend.
The second heating cycle verifies the melting temperature after crystallization which is 126.569°C. This value is also near to that of melting temperature of pure LLDPE. A close melting temperature ensures the melting of the whole blend at a distinct temperature. This analyzes the effect of thermal properties in which the 10% LLDPE/coir blend yields effectively the same results as pure LLDPE, while preserving the blend’s crystallinity and melting temperature. This also means an acceptable mix which can be considered ideal for the suitability of the processability of rotational molding.
Effect of adding natural fiber in base resin makes a noticeable difference in the blend when subjected to heat as parameter. In a similar research carried by Khan et al., they observed that degree of polymerization (DP) of coir fiber decreases with the increase in temperature and time. The intrinsic viscosity of fiber decreases with the progress of time, which corresponds to the decrease in DP. Due to thermal fluctuation, as fiber is heated, the thermal motion energy at some point of the device is commensurable with the chemical bond energy, resulting in the chemical bond breakup. The C–C bond is one of thermal factors which is most resistant. The presence of hydrogen atom in the polymer molecule greatly reduces the C–C bond strength, which is why high molecular mass hydrocarbon like fiber has comparatively lower stability and is easily degraded by heating. 37
Hence, increasing the coir concentration, can degrade the blend property when subjected to high temperature. This can deteriorate the mechanical properties of the end product. Thus, the experimental tests of DSC verify that 10% or less LLDPE/coir blend can significantly be utilized which can sustain the thermal effect also apart from shear stress.
Conclusion
Rotational molding is the technique used to manufacture smooth hollow cylinders, and the product obtained is stress-free. Additives are added in LLDPE for some critical applications to achieve the necessary strength required as pure LLDPE deprives in providing the adequate strength as needed in few applications for strength is on major demand (E.g.: amors, battle tanks, ships, etc.).
Different studies have been performed to achieve an optimum blend of LLDPE/coir that can provide improved processability in the process of rotational molding. Coir was added in the concentration of 3% to 20% by weight fraction in LLDPE. The experiments involved LLDPE/coir characterization using FT-IR technique. The range obtained from FT-IR was 5% to 15% where the LLDPE and coir peaks were found to have substantial dominance. The flow parameter was tested using Melt Flow Index test to get an appropriate value for better fluidity. As an optimal range of the blend obtained from MFI was between 4.21 g/10 min to 3.22 g/10 min as needed for rotational molding operation, the result showed 3% to 12% as a considerable range to opt for LLDPE/coir blend in order to further assess the mechanical properties. With coir concentration below 10% applied to LLDPE, no significant differences were found with shear modulus, so a range below 10% LLDPE/coir blend from a rheological perspective should be sufficient to take advantage of the enhanced tan δ ratio and storage modulus. Compared to pure LLDPE, the melting and crystallizing temperature of 10% coir added to LLDPE is not significantly affected. Experimental investigation revealed 10% or less by weight fraction of coir blended with LLDPE can provide adequate suitability as needed to ensure properties of roto moldability.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.