
Abstract
This work describes a novel hybrid polymer composite made from sugarcane bagasse and discarded rubber particles. A 25 full factorial design is performed to identify the effects of bagasse fibres and rubber particles on the physical and mechanical properties of the composites. The mechanical properties are evaluated by tensile and compression tests, and the physical properties by apparent porosity, water absorption and bulk density. The mechanical and physical properties are substantially affected by the amount and size of the rubber particles. The length and treatment of bagasse fibres affect the stiffness and strength of the composites with less contribution. The presence of sugarcane bagasse increases the compressive toughness of hybrid composites.
Keywords
Introduction
Composites are classically manufactured using polymeric matrices and inorganic synthetic fibres such as carbon, aramid and glass as reinforcement. The development of fibre-reinforced composites has increased significantly in recent years due to its outstanding characteristics, such as high mechanical performance, less weight and longer structural life compared to conventional materials. 1 Hybrid composites are alternative composites made of two or more types of reinforcement and can be a group of different fibres or particles, or a combination of both. However, the use of natural fibres in composites has been proposed in recent years to address environmental issues, in addition to representing an option for recycling by-products from the energy industry, such as the sugarcane bagasse generated after its processing in fuel (ethanol).
Tyres are extremely durable and non-biodegradable, 2 and high-volume production and disposal increase their environmental impact. In 2017, the production of rubber tyres was estimated at around 28 million tonnes and is expected to increase by an average of 2.8% per year until 2025. 3 The rubber recycling rate does not follow its production. In 2021, while tyre production is expected to reach 1.4 billion, only 17 million tonnes of tyres (around 2% of the annual solid waste generated) will be recycled, showing the need for new rubber tyre recycling routes. 2 The growing consumption of tyres is a stimulus to investigate more sustainable disposal routes, since the current destination of most end-of-life tyres is the landfill. Costs for landfill use are increasing, with legal restrictions in many countries on the disposal of composite materials (see the 2015 EU directive on end-of-life vehicles limiting to 5% the permitted percentage of vehicle parts that can be sent to landfill 4 ). Therefore, the use of rubber particles from discarded tyres in composites can also represent an alternative to the disposal of these tyres in landfills. Some studies have investigated the reuse of rubber in composites as reinforcement, with some promising results. A composite made of 25% of the rubber particle size range (0.149–0.074 mm) showed a high packing factor. 5 Kakroodi et al. 6 and Silva et al. 7 performed microstructural analyses showing the presence of a good bonding between different polymeric matrices and rubber particles. Rubber inclusions of up to 25 wt% also contribute to increasing the damping ratio in cementitious 2 and polymer composites. 8
The use of rubber particles has also been investigated in advanced smart structures. Ribeiro Filho et al.7,9,10 have investigated the use of rubber particles in polymeric composites for auxetic structures. A failure analysis was performed to identify the stress concentration and the failure mechanism under tensile loads. 11 The failures were located in the centre of the structure, leaving the area with the highest equivalent negative Poisson’s ratio effect (the sample edges) undamaged. Although the rubber particles contribute to increased toughness, the thermosetting matrix cannot absorb energy to the same magnitude, leading to primary cracks. 11 In order to increase the toughness of the composites and reduce the Poisson’s ratios, the present work proposes the use of short random sugarcane bagasse fibres combined with rubber particles.
Bagasse is a waste generated from sugarcane in the production of sugar, fuel and other products. Brazil has the largest production of sugarcane in the world and, therefore, great potential uses for this renewable component. In 2008, the total amount of sugarcane produced on a global scale was 1.4 billion tonnes, 11 including 604 million tonnes in Brazil only. 12 For every 10 tonnes of sugarcane processed, approximately 3 tonnes of dry bagasse are produced, resulting in a global production of 54 million tonnes per year. 11 The main current application of sugarcane bagasse is the use of fuel in boilers. This end-use of sugarcane bagasse is, however, highly inefficient due to its low calorific value. In addition, it is a non-sustainable destination and there is still residual bagasse, which is not burned (approximately 15% of the total bagasse produced). 11 The use of sugarcane bagasse as fibre reinforcement in composites is an ecological alternative, since its short growth cycle enables large supplies for mass production, making it interesting for the production of eco-friendly composites, 11 as in the automotive sector. 13 Many studies have reported that surface treatments (i.e. chemical treatment with alkaline components and coupling agents) are a key factor in improving the mechanical properties of composites based on natural fibres, which may exhibit greater dispersion in their mechanical performance. 11 Satisfactory mechanical performance was obtained by 5 mm long bagasse fibre8,11 and 1% alkali treatment. 11
The combined use of natural fibres and rubber particles as reinforcements in composites has been proposed as an attractive method to recycle the two waste components because of their satisfactory mechanical strength and high damping factor. Those properties could be instrumental to develop low-cost natural-based composites for secondary applications, such as vehicle interior panels and lightweight division walls in constructions. Hybrid composites based on natural fibres and rubber particles have shown some promising potential for structural applications. The reinforcement of hemp fibres and rubber tyre particles in a polypropylene composite has provided adequate bonding between the material phases of the composite. This type of hybrid composite has shown significant impact resistance, tensile strength and flexural modulus compared to the pristine matrix. 6 The use of thermosetting polymers can also increase the mechanical strength of the resulting composite, while providing an easy manufacturing route by moulding. Durão et al. 14 investigated the mechanical performance and drilling delamination of hybrid epoxy composites made from sugarcane bagasse and rubber tyre particles. The coarse rubber particles showed greater resistance to delamination and compressive strength.
The present work evaluates epoxy-based hybrid composites containing sugarcane bagasse fibres and discarded rubber particles. A full factorial design of experiment (DoE) 2 5 is carried out to identify the effect of five factors (two levels in each factor), such as the amount of rubber (25 and 50 wt%), the size of the rubber particles (50–80 and 100–200 US-Tyler), the amount of fibres (3 and 5 wt%), the length of the fibres (5 and 20 mm) and the treatment of fibres (with and without). The DoE is focused on the influence of the investigated factors on the physical and mechanical properties of the hybrid composites.
Materials and methods
Raw materials
The hybrid composites consisted of epoxy polymer, rubber particles and sugarcane bagasse fibres. The epoxy polymer (RenLam M/HY956, amine-based hardener) is supplied by Huntsman (Brazil). The bulk density of the epoxy polymer is previously measured at 1.16 ± 0.02 g/cm3. The rubber particles are obtained in tyre grinding at the Mantiqueira Tyre Remoulding Manufacturer (Brazil). The bagasse fibres are obtained from a local sugarcane producer located in the south-eastern region of Brazil. The rubber particles are washed, dried at 80°C for 24 h and classified by sieving in two particle size ranges (50/80 – 0.3 to 0.18 mm – and 100/200 US-Tyler – 0.15 to 0.075 mm). The bagasse is ground, washed, dried and classified by sieving to obtain two lengths of fibre close to 5 mm and 20 mm. An alkaline treatment based on a mercerisation process is carried out to increase the physical bonding between the sugarcane fibres and the epoxy polymer. Mercerisation is processed by immersing the fibres in a 10% NaOH (w/v) solution for 1 h at room temperature. The bagasse fibres are then washed repeatedly with water until reaching a pH of 7. After neutralisation, the fibres are kept for 24 h in distilled water. The fibres are finally dried at 100°C until constant weight is achieved.
Full factorial design
A DoE is performed to assess the effect of factors on responses. A full factorial design consists of investigating all possible combinations (nk) of the experimental factors (k) and their respective levels (n). 15 Responses such as apparent porosity, bulk density, water absorption and elastic modulus and strength under tensile and compression loads are evaluated. Factors such as mixing time (5 min), curing time (7 days at room temperature approximately 22°C) and type of matrix (epoxy polymer) are kept constant during the DoE. A 2 5 full factorial design provides 32 experimental conditions testing five factors (n = 5) with two levels each (k = 2): the amount of rubber particles (25 and 50 wt%), the size of the rubber particles (50–80 and 100–200 US-Tyler, 0.3 to 0.18 mm and 0.15 to 0.075 mm, respectively), the amount of bagasse fibres (3 and 5 wt%), the length of the bagasse fibres (5 and 20 mm) and the fibre treatment (with and without), as shown in Table 1. The analysis of variance (ANOVA) shows the significance of the responses provided for each experimental factor based on a 95% confidence interval. Minitab 18 software is used for data processing and analysis of results.
Full factorial design – 2 5 .

RA: rubber amount (wt%); RS: rubber size (US-Tyler); FA: fibre amount (wt%); FL: fibre length (mm); FT: fibre treatment.
Sample manufacturing and testing
Epoxy polymer, rubber particles and sugarcane fibres are hand-mixed for 5 min and placed in different moulds, followed by a 5 min vibration process. Plates, cylindrical and dog bone samples are then fabricated. Cylindrical samples (Ø 20 mm × 40 mm) are used to generate samples for the measurement of bulk density, water absorption, apparent porosity (ASTM C380) 16 and compression tests (ASTM D695) 17 (Figure 1). Dog bone samples are used for the tensile tests (length × neck width × thickness as 57 × 13.02 × 3.3 mm 3 , respectively) according to ASTM D638. 18 Five samples are manufactured per condition, and two replicates (the repetition of the manufacturing process) are considered in this DoE. Mechanical tests are performed on a Shimadzu AG-X Plus test machine with a 100 kN load cell. Crosshead speeds of 2 and 3 mm/min are used for tensile and compression tests, respectively.

Fifth-order interaction effect plot related to the mean (average) apparent porosity.
Results and discussion
The physical and mechanical properties related to each condition are shown in Table 1. ANOVA is used to determine the effect of one or more factors on the response variables and shows whether the main and/or the interaction of factors are statistically significant. The ANOVA for the investigated responses is presented in Tables 2 to 4 (shown in ‘Physical properties’, ‘Tensile properties’, ‘Compressive properties’ sections). P-values indicate whether the effects of individual factors (or interactions) are statistically significant, based on the examination of the experimental data from replicate 1 to replicate 2. The effect is considered significant when the p-value is less than or equal to 0.05 (indicated in bold in Tables 2 to 4), which considers a 95% probability that the factor/interaction will affect the response. The contribution values are provided by ANOVA, showing the factor or interaction that is most relevant to the change in the response.
ANOVA of physical properties.
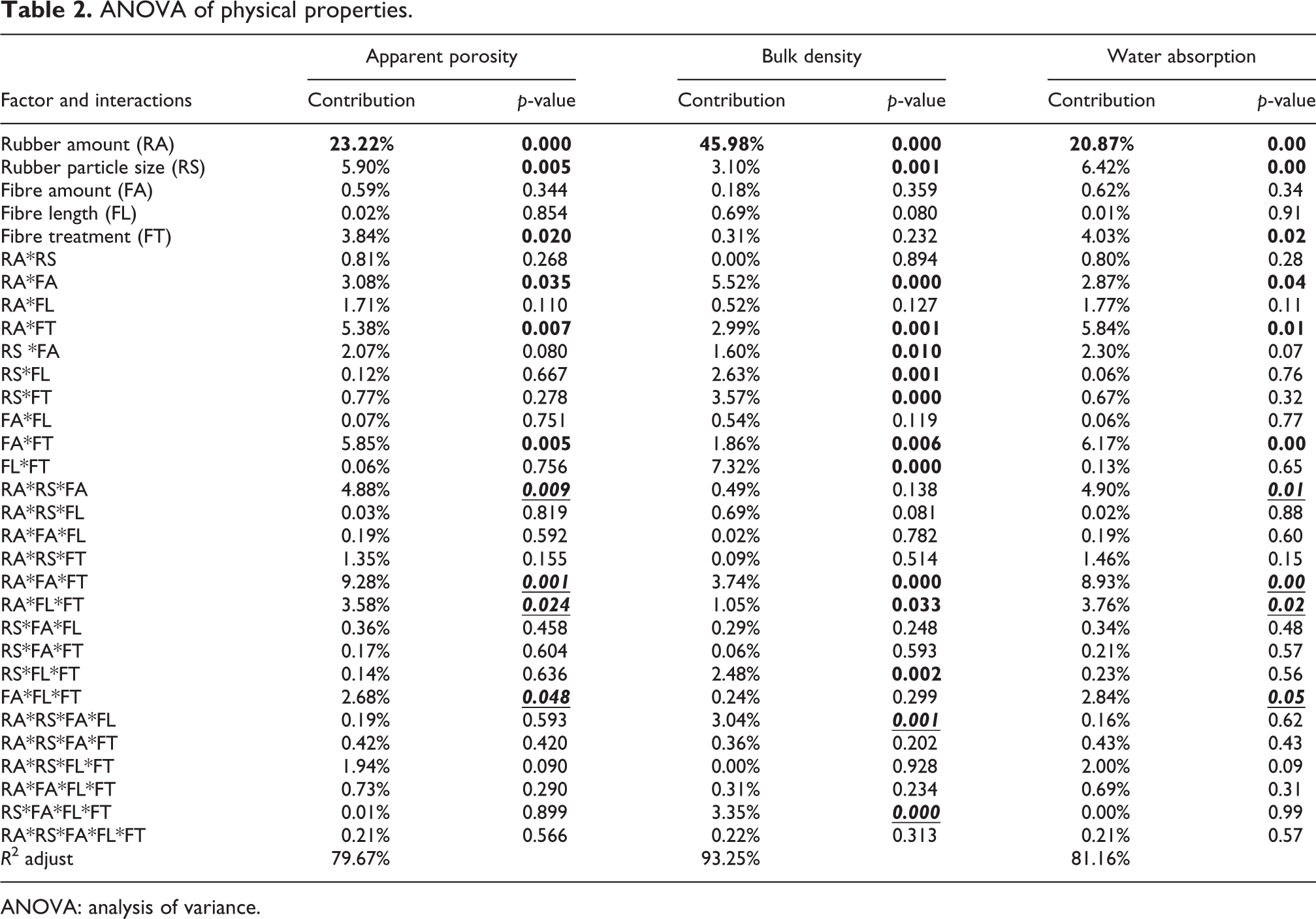
ANOVA: analysis of variance.
ANOVA of the mechanical properties under tensile tests.

ANOVA: analysis of variance.
ANOVA of mechanical properties under compressive test.
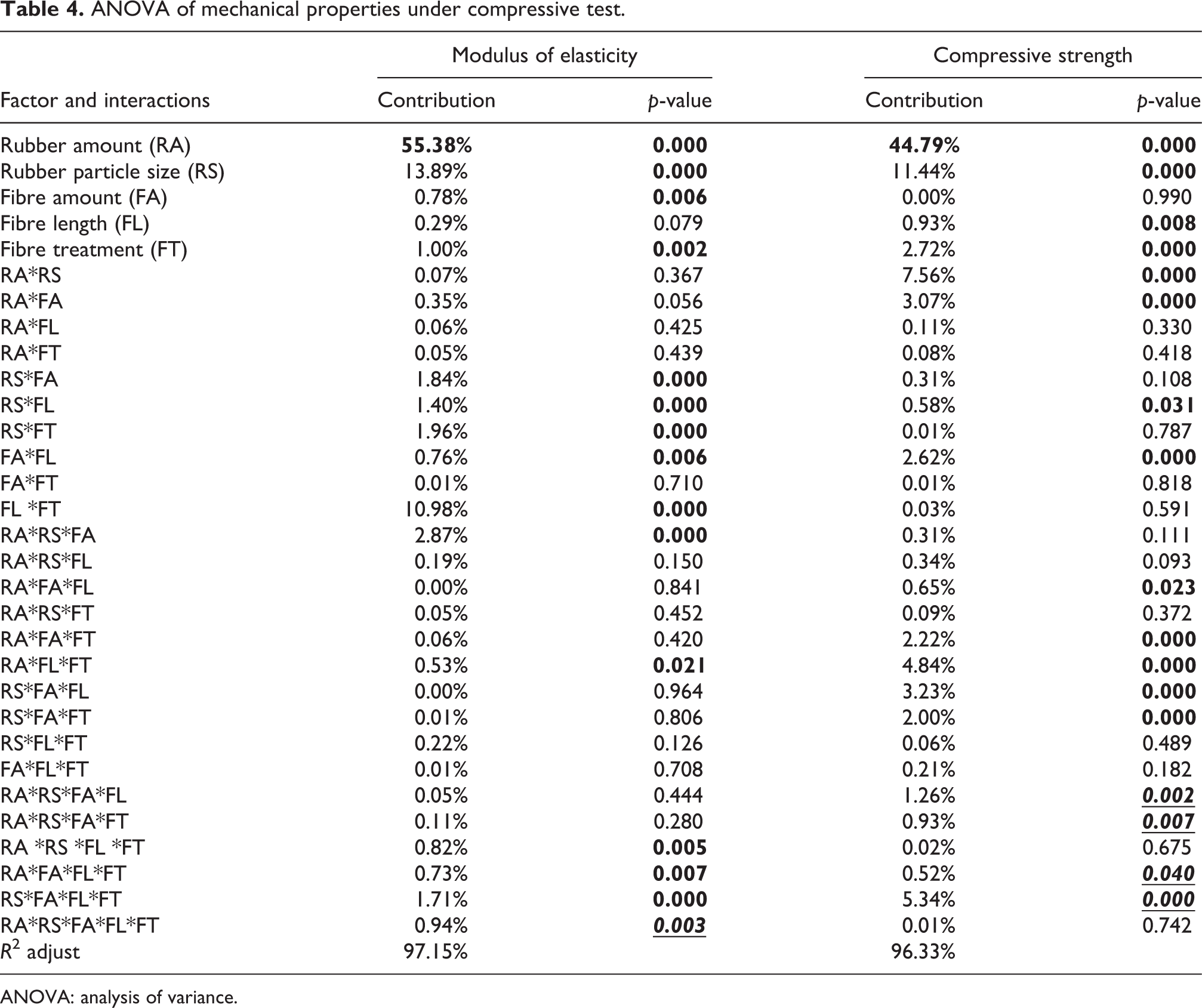
ANOVA: analysis of variance.
The experimental results are illustrated by the variation of the significant effects and are represented by ‘interaction’ plots. The interaction is present when the variation of the mean response depends on the level of a second factor or more. When the p-value of the interaction is equal to or less than 0.05, all interaction factors can be jointly interpreted instead of individual factors or a lower-order (p-values of a higher order are represented in bold, italics and underlined). The adjusted R2 value indicates the ability of the statistical model to predict responses for new observations. An adjusted R2 close to 100% implies models with greater predictability. The adjusted R2 in this work vary from 80% to 98%, which indicates an acceptable general match of the models.
Physical properties
Table 2 shows the ANOVA results related to physical responses (apparent porosity, bulk density and water absorption). It is evident that the factor providing the main contribution to all responses is the amount of rubber. Third-order interactions are significant for apparent porosity and water absorption, and fourth-order interactions are also important for bulk density. As more than one interaction is significant, a plot for fifth-order interaction for each response is analysed to summarise the main effects of each fourth- and third-order factor.
Apparent porosity and water absorption
The apparent porosity and the water absorption vary between 0.55% and 4.78%, and 0.52% to 4.55%, respectively. The p-values and the significant interactions are the same for the two physical properties due to mutual dependence, since the apparent porosity also contributes to the water absorption capacity. The amount of rubber used is the individual factor that most affects the apparent porosity and water absorption responses (contributions of 23.2% and 20.9%, respectively). Figures 1 and 2 show the fifth-order interaction effect plots and the percentage variations between the analysed levels. The first significant interaction is related to the rubber amount (RA), rubber particle size (RS) and bagasse amount (FA) factors, with a p-value of 0.009 (Table 2). Figure 1(a), (b), and (e) shows that larger amounts of rubber increase porosity, while – as expected – a smaller particle size contributes to reducing porosity. The lowest porosity value is achieved by composites made of 25 wt% of fine rubber particles (100–200 US-Tyler). A greater amount of bagasse fibres (5 wt%) with 50 wt% of coarse rubber particles leads to an increase in porosity (Figure 1(b) and (e)). This behaviour can be attributed to the greater wettability of bagasse fibres when more rubber particles are combined, which contributes to the formation of micro voids in the interfacial transition zone, leading to water percolation.

Fifth-order interaction effect plots about the mean (average) water absorption.
A third significant interaction occurs between the amount of rubber (RA), the quantity (FA) and treatment of bagasse fibres (FT), with p-value of 0.001 and a 9.3% contribution (Table 2). The fibre treatment leads to reduced porosity for larger amounts of rubber (Figure 1(d)) and fibres (Figure 1(i)). The alkaline treatment is able to remove hemicellulose and the superficial impurities of the fibres, increasing therefore their apparent density 19 with consequent reduction in porosity. The treatment of the fibres is however less important when lower amount of rubber (Figure 1(d)) and fibres (Figure 1(i)) are used. This effect can be attributed to the rheological condition of the system, that is, smaller amounts of rubber and fibres increase the amount of the matrix phase and the workability of the composite mixture. This leads to the formation of less voids and a reduced porosity.
A third significant additional interaction is identified between the rubber amount (RA), length (FL) and fibre treatment (FT) factors. In this case, the p-value is 0.024 and the contribution is 3.58%. The fibre length factor contributes to different porosity effects, depending on the amount of rubber particles used. Short fibres and smaller amounts of rubber particles reduce the porosity levels of the composites (Figure 1(c)). The alkaline treatment can reduce the porosity of the composites, even when larger amounts of rubber are considered (Figure 1(d)). Figure 1(j) shows that no substantial change in porosity is observed between the fibre length levels; however, a reduction of 24% is noted for the treated fibres, being attributed to their densification after treatment, 19 not only reducing the mass but also opening the pores on the outer surface that allow a better penetration of the epoxy polymer (see discussions in ‘Effect of the bagasse fibre on the mechanical properties of the composites’ section).
A p-value of 0.048 reveals another third-order interaction between the amount (FA), length (FL) and treatment of fibres (FT). A smaller amount of longer bagasse fibres slightly reduces the apparent porosity, with a reduced influence for higher fibre inclusions (Figure 1(h)). The treatment is 4% more effective in reducing porosity for longer fibres (Figure 1(j)), which can be justified by its larger surface area submitted to treatment. Similar conclusions are also drawn for the water absorption response (Figure 2).
Bulk density
Bulk density ranges from 1022.33 to 1124.31 kg/cm3. Table 2 shows that the amount of rubber factor is the main affecting density (46% of contribution), followed by the interaction between the fibre length and treatment (7.3%). Two fourth-order interactions are significant for the bulk density response (Table 2). The first significant interaction (p-value = 0.001) is obtained when the amount of rubber (RA), bagasse (FA), fibre length (FL) and particle size (RS) are considered together. Larger amounts of fine rubber particles (Figure 3(a)) combined with 5 wt% of treated fibres (Figure 3(b) and (d)) provide an increased density of the composites. Fine particles lead to a larger interface area compared to coarse particles, which affects the particle/matrix volume fraction, increasing the amount of polymer in the system. The epoxy polymer (1.16 ± 0.02 g/cm3) is denser than the other components (rubber particles (approximately 0.9 g/cm3) 20 and sugarcane bagasse (0.10 ± 0.02 g/cm3) 21 ). It is worth mentioning that the amount of bagasse induces different behaviours that depend on the amount and size of rubber (Figure 3(b) and (e)). Longer fibres cause a slight reduction in density when used at a low level, combined with coarse rubber particles (Figure 3(c), (f) and (h)). As described previously, longer fibres and larger amounts of rubber increase the porosity of the composite by inducing micro voids at the matrix interfaces and therefore tend to reduce the bulk density. The second statistically significant interaction is observed between the following factors, rubber particle size (RS), fibre amount (FA), length (FL) and treatment (FT). The fibre treatment interacts with other factors that promote different effects on density. Higher values of density are obtained by composites made with treated fibres combined with (i) large amounts of fine rubber particles (Figure 3(d) and (g)) and (ii) 5 wt% of longer fibres (Figure 3(i) and (j)). This behaviour can be explained by the filling of the polymer into the pores of the treated fibres and by the enhanced workability of the system when smaller rubber particles are used. The fibre length is influenced by chemical treatment, since longer fibres (with greater surface area) are more prone to changes in the surface.

Fifth-order interaction effect plot for the mean (average) bulk density.
Tensile properties
Table 3 shows the results of ANOVA for the tensile properties. Tensile strength (68%) and stiffness (73.4%) are strongly affected by the amount of rubber. P-values in bold, less than 0.05, indicate statistically significant factors and interactions. In order to discuss all effects, a fifth-order interaction plot is analysed instead of those of low-order.
Tensile modulus
Figure 4 shows the fifth-order interaction effect plot for the mean tensile modulus. The elastic moduli vary from 0.8 to 1.83 GPa. Figure 4(a) to (d) shows that low amounts of rubber (25 wt%) contribute substantially to increase the composite stiffness compared to 50 wt% of rubber (35%–63%). The fine rubber particles also contribute to a slight increase in the elastic modulus (Figure 4(e) to (g)). Coarse particles provide greater elastic deformation than fine ones; this is attributed to their large elastomeric volume within the sample, reducing the stiffness of the composite. In addition, fine particles provide a larger dispersion within the matrix and this contributes to the increase of the amount of polymer by volume, leading to enhanced stiffness and density (Figure 3). Although other factors do not lead to substantial changes, a 3 wt% of untreated short fibres (Figure 4(h) and (i)) contributes to increase the elastic modulus compared to the level of 5 wt%. Since the matrix is the most rigid phase, the inclusion of rubber or fibres reduces the effective modulus of the composites, in addition to producing pores and voids at the interfaces, as described in the porosity section (Apparent porosity and water absorption). In general, the incorporation of short fibres does not affect the Young’s modulus of the composites, since those are unable to transfer stresses throughout the sample; this is also compounded by the general misalignment of short fibres with the loading direction. For this reason, the fibre treatment does not substantially affect the stiffness of the composite, as shown in Figure 4(d), (g), (i) and (j). However, it is worth mentioning the effect of the interaction between the fibre length and treatment factors (Figure 4(j)), revealing an improved stiffness when considering long fibres (20 mm).

Fifth-order interaction effect plot for the mean (average) tensile modulus.
Tensile strength
Figure 5 shows the fifth-order interaction effect plot of the mean (average) tensile strength (p-value = 0.002, Table 3). The tensile strength ranges from 3.48 to 20.47 MPa. Figure 5(a) to (d) shows that composites with less amount of rubber (25 wt%) have the highest strength values, similar to the behaviour of the tensile modulus shown in Figure 4. The factor that most contributes to the strength is the amount of rubber (73.4%, see Table 3). The incorporation of coarse rubber particles (50–80 US-Tyler), lower amounts of bagasse (3 wt%) and shorter untreated fibres (5 mm) also contributes to increasing the tensile strength at low levels of rubber (25 wt%). These weight fractions also favour the production of composites with a higher volume fraction of the matrix with enhanced mechanical performance. Interaction effects are also evident between the rubber particle size and the factors associated with the fibre characteristics (Figure 5(e) to (g)); however, providing small contributions to the mechanical response (see Table 3). In addition, no substantial change in terms of mechanical behaviour is found when different amounts of fibres, lengths and treatments are considered (Figure 5(h) to (j)).
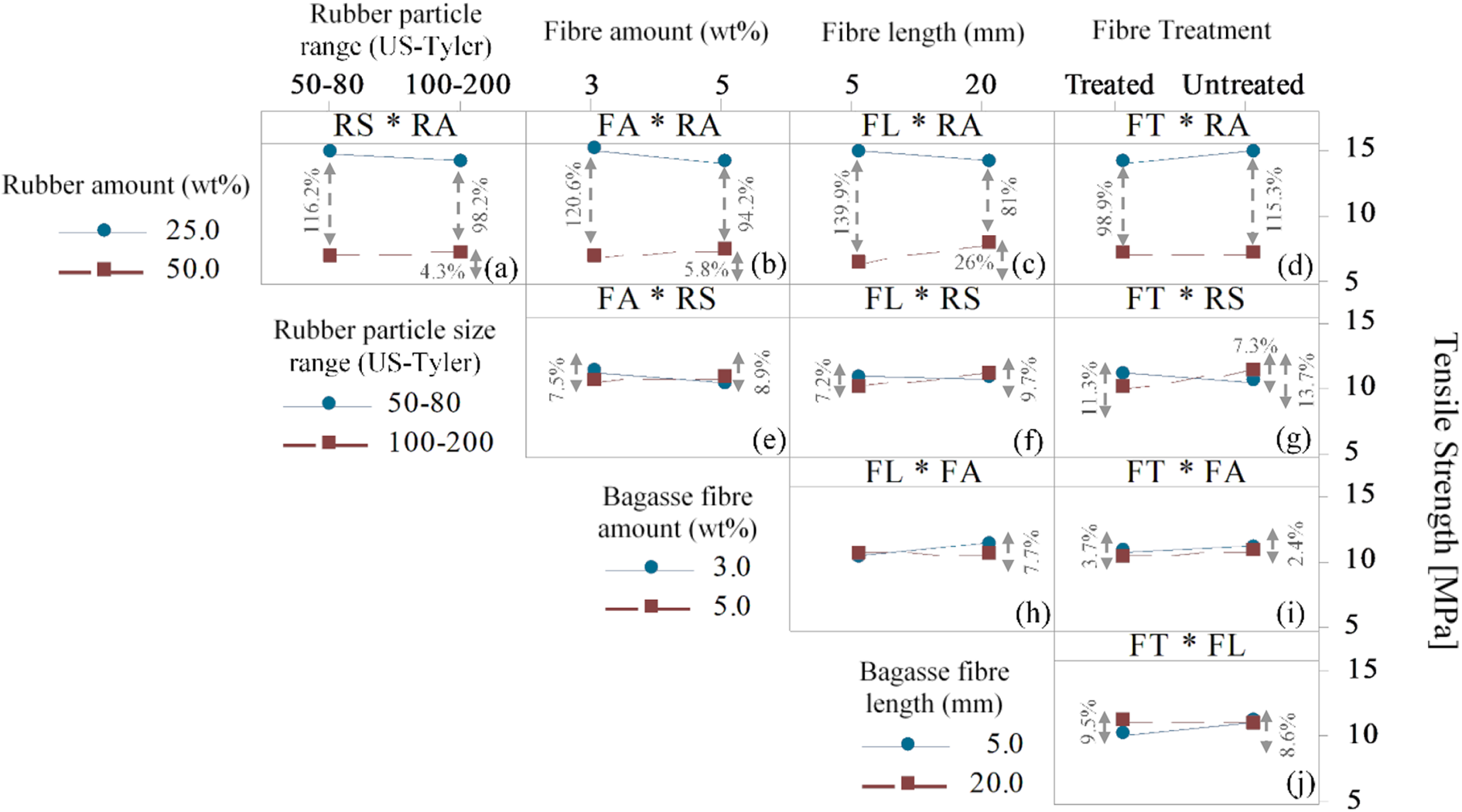
Fifth-order interaction effect plot for the mean (average) tensile strength.
Compressive properties
ANOVA for mechanical compressive properties is presented in Table 4. The compressive modulus (55.4%) and strength (44.8%) are largely affected by the amount of rubber particles, followed by the rubber particle size factor, as shown in Table 4. Higher-order interactions are identified as fifth-order for the compressive modulus and fourth-order for compressive strength.
Compressive modulus
The compressive moduli vary between 0.60 and 1.34 GPa. Figure 6 shows the fifth-order interaction effect plot for the mean (average) compressive modulus. The low level of rubber inclusion (25 wt%) provides a higher elastic modulus (Figure 6(a) to (d)). Fine rubber particles (100–200 US-Tyler) also contribute to increase the stiffness of the composite under compression (Figure 6(a) and (e) to (g)). A higher amount of bagasse fibres (5 wt%) tends to reduce the elastic modulus when combined with fine rubber particles and long untreated fibres (Figure 6(e), (h) and (i)). The treatment of fibres tends to improve the compressive modulus, especially when long fibres are used (Figure 6(j)); this is attributed to the greater surface area and better adhesion when long fibres are used. Alkaline treatment can, however, enhance the compatibility of fibre–matrix and, therefore, improve the mechanical performance and durability of composites.22,23

Fifth-order interaction effect plot for the mean (average) compressive modulus.
Compressive strength
Compressive strength data range from 17.87 to 47.90 MPa. Statistical analysis reveals the presence of four significant interactions, underlined in Table 4, which are summarised in a fifth-order effect plot shown in Figure 7. A smaller amount of rubber increases the compressive strength by 26% with coarse rubber particles to 60% with fine aggregate (Figure 7(a)), as well as at the low level of bagasse fraction (Figure 7(b)). In general, the behaviour of the compressive strength is quite similar to the tensile strength (Figure 5). It is however worth mentioning the wide variation between the levels of rubber size, especially when 25 wt% of rubber is used (Figure 7(a)). As previously discussed, this condition leads to an increased amount of matrix in the system, which is responsible for the high strength. Fine particles (100–200 US-Tyler) with greater surface area and dispersion also contribute to increase the amount of matrix and provide higher strength in all cases (Figure 7(a), (e), (f) and (g)). When the fibres are treated, the compressive strength is increased by 9%, regardless of the remaining interaction factors (Figure 7(d), (g) and (i)). Longer fibres provide a slight increase in compressive strength (Figure 7(c), (f) and (h)), except when low bagasse level is considered (Figure 7(h)). Figure 7(j) shows that the presence of longer bagasse fibres causes a slight increase in compressive strength, and this increases even more when the fibres are treated, which is in agreement with previous works. 24

Fifth-order interaction effect plot for the mean (average) compressive strength.
Effect of the bagasse fibre on the mechanical properties of the composites
The morphology of bagasse fibres after alkaline treatment is examined using a table scanning electron microscope (Hitachi TM 3000). Figure 8 shows the backscattered electron images at 15 kV of the cross section and the longitudinal outer surface of untreated (Figure 8(a) and (c)) and treated (Figure 8(b) and (d)) bagasse fibres. Untreated fibres (Figure 8(a)) have a more porous internal structure with larger voids (from 30 to 302 µm size) compared to treated fibres (Figure 8(b)). Alkaline treatments promote the breaking of critical bonds between cellulose and hemicellulose. The removal of hemicellulose induces chain rearrangements for the cellulose itself with the formation of new hydrogen bonds, which make the fibres well compacted. 23 As a result, the fibre swells and therefore becomes more homogeneous, with an improved stress transfer between the interfibrillar regions.23,25 The average pore sizes in the cross section of the treated fibres are significantly smaller (between 45 and 60 µm), and these fibres have a denser surface. In contrast, the surface roughness of the treated fibres (Figure 8(d)) is increased compared to the pristine condition (Figure 8(c)) due to the removal of lignin, impurities, wax and fatty substances by the alkaline treatment. 23 This feature also affects the fibre–matrix compatibility, improving the load transmission between the two phases, thus leading to improved mechanical performance of the composite. 23 This fact is corroborated by the experimental results described in this work; for instance, reduced porosity, higher density and overall higher strength and stiffness are present in composites with longer treated fibres.

SEM images of the cross section of untreated (a) and treated fibres (b), and the longitudinal surface of untreated (c) and treated fibres (d).
The effects of the fibre characteristics on the mechanical behaviour of the hybrid composites are shown in Figures 9 to 10. An initial inspection of the data shows an improved compressive toughness (i.e. the energy absorption capacity before fracture measured by the area under the stress versus stress curves) of the composites when large amounts of short bagasse fibres are used. In contrast, the use of long fibres (20 mm) provides stiffer and stronger composite, with a reduction in the total strain (Figure 9(b)); this also contributes to the understanding of the findings presented in Figures 6(h) and 7(h), which indicate that the longer fibres exhibit higher modulus and strength, with a slight difference between the amounts of fibres. Short bagasse fibres can absorb more energy during the test, leading to a delay in the propagation of cracks and final rupture.

Compressive stress versus strain curves of samples reinforced with 25 wt% and 50/80 rubber particles of untreated fibres with different fibre weight fractions (a) and lengths (b).
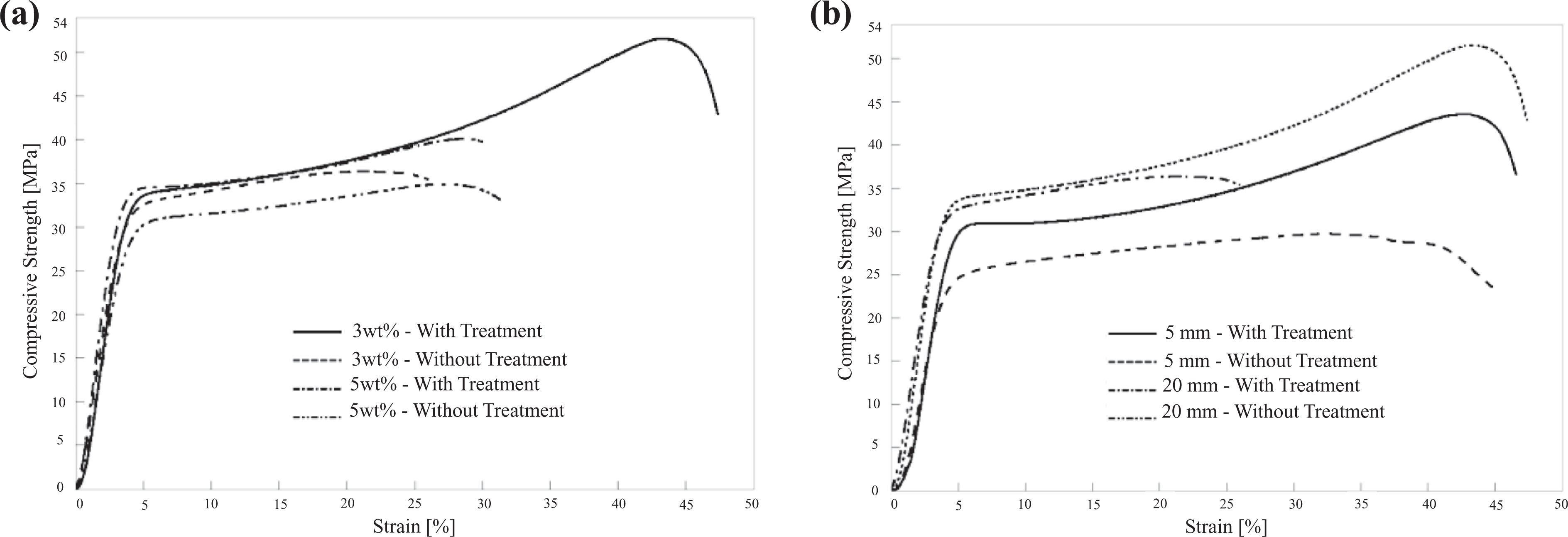
The effect of the fibre treatment on the compressive behaviour of composites reinforced with 25 wt% of 50/80 rubber particles in terms of (a) bagasse wt% and (b) length.
The effects of the alkaline treatment on the fibre weight fraction (a) and length (b) are shown in the stress versus strain curves of Figure 10. The fibre treatment increases the strength of the composite, whatever the weight fraction is used (Figure 7). The lower weight fractions of the fibres, however, increase the compressive toughness of the composite, while the inclusion of 5 wt% of treated fibres tends to reduce the total strain by 50% to 30% (Figure 10(a)). Higher toughness is also obtained by using long mercerised fibres (20 mm), since the strain is almost double compared to one of the untreated long fibres (Figure 10(b)). Longer fibres are more prone to surface modifications by alkaline treatment, enhancing the fibre–matrix adhesion, and then stiffening the composite, with a consequent reduction in toughness. On the other hand, short bagasse fibres (5 mm) are less affected by the presence of alkaline treatments and also show a slight increase in the strength of the composites (Figure 7).
Conclusions
The main conclusions of the present work are summarised below: The porosity and water absorption of hybrid composites are reduced especially when smaller amounts of fine rubber particles are used. In addition, larger amounts of fibre, shorter length and fibre treatment lead to further reductions in porosity and water absorption. Bulk density is significantly affected by the amount of rubber dispersed in the composite. Higher density of composites is obtained when larger amounts of treated long fibres and higher quantities of fine rubber particles are considered. The physical properties of composites are largely affected by the surface area and dispersion of the particles; samples composed of a larger amount of matrix phase lead to reduced porosity (approximately 0.75%) and increased density (approximately 1.13 g/cm
3
). The higher tensile (approximately 1.83 GPa) and compressive (approximately 1.34 GPa) moduli are obtained when reduced amounts of fine rubber and shorter fibres are used. Alkaline fibre treatment tends to improve the Young’s modulus of hybrid composites only when longer fibres are incorporated, especially due to the increased treatment efficiency over a larger surface area. The tensile strength is substantially affected by the amount of rubber in the system, with peak values (approximately 21 MPa) achieved at low level (25 wt%) of rubber inclusions. The rubber particle size and fibre length factors do not statistically affect tensile strength; however, the use of untreated fibres results in hybrid composites of slightly higher strength. Compressive strength is significantly affected by the interaction between the amount and size of the rubber particles. The highest compressive strength (approximately 48 MPa) is achieved when a small amount of fine rubber is used. Longer bagasse fibres and mercerisation treatment also contribute to a slight increase in the compressive strength of composites. Alkaline treatment tends to enhance all properties, with greater surface roughness and less porous internal structure after mercerisation. The mechanical strength and stiffness of the composites are dominated by the matrix phase due to its higher strength and amount in the system; however, the incorporation of bagasse fibres has a positive effect in increasing the toughness to compression, delaying the propagation of cracks. This is a clear indication that the bagasse reinforcement could be a viable solution to improve the mechanical properties of lattice structures of lower stiffness, such as auxetic structures made from particulate rubber,7,9,10 and, in general, composites made with recyclable and sustainable reinforcements.
Footnotes
Acknowledgements
The authors would like to thank the Brazilian Research Agencies, CNPq and CAPES (MSc scholarship), for the financial support provided. THP and FS would like to thank the University of Bristol and Bristol Composites Institute (ACCIS) for the technical support provided.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Brazilian Research Agencies, CNPq (GDE 290224/2017-9 and PQ 309885/2019-1) and CAPES (MSc scholarship).